Дипломная работа: Проектирование отделения вакуумной сепарации титановой губки на базе АО "УК ТМК"
Министерство образования и науки Республики Казахстан
Восточно-Казахстанский государственный технический университет
им. Д. Серикбаева
Проектирование отделения вакуумной сепарации титановой губки на базе АО "УК ТМК"
ДИПЛОМНЫЙ ПРОЕКТ
специальность 050709 – «Металлургия»
Выполнил: Коробков Е.В.
Усть-Каменогорск 2010
Реферат
Пояснительная записка к дипломному проекту выполнена на 99 стр., содержит 3 рис., 16 табл., 20 библ. назв.
РЕАКЦИОННАЯ МАССА, ВАКУУМНАЯ СЕПАРАЦИЯ, ЭЛЕКТРОПЕЧЬ СОПРОТИВЛЕНИЯ, РЕТОРТА, ТИТАНОВАЯ ГУБКА, МАГНИЙ, ХЛОРИД МАГНИЯ, МАТЕРИАЛЬНЫЙ БАЛАНС, ТЕПЛОВОЙ БАЛАНС, КОНСТРУКТИВНЫЙ РАСЧЕТ.
Целью дипломного проекта является модернизация отделения вакуумной сепарации реакционной массы, производительностью 30000 тонн в год губчатого титана.
С целью интенсификации процесса вакуум-термической сепарации реакционной массы предлагается снизить продолжительность высокотемпературной выдержки на 2,5 часа.
В дипломной проекте на основе существующей аппаратурно-технологической схемы, выполнены расчеты материального и теплового баланса, выбрано основное и вспомогательное оборудование.
Экономический расчет выполнен на основании прогрессивных норм выработки и расходных коэффициентов, отражающих современный уровень развития титановой отрасли.
В необходимом объеме рассмотрены вопросы автоматизации процесса, экологичности и безопасности.
Графическая часть выполнена на 4 чертежах.
Содержание
Введение
1. Аналитический обзор
1.1 Обзор технологий
2. Выбор и обоснование принимаемого в проекте технологического решения
3. Технологическая часть
3.1 Номенклатура сырья и продукции
3.2 Описание основного технологического процесса
3.3 Металлургические расчёты
4. Аналитический контроль производства
5. Контроль и автоматизация технологических процессов
6. Экологичность и безопасность проекта
6.1 Анализ вредных и опасных производственных факторов
6.2 Мероприятия по охране труда и технике безопасности
6.3 Санитарно-гигиенические мероприятия
6.4 Обеспечение спецпитанием
6.5 Общая вентиляция
6.6 Электробезопасность
6.7 Противопожарные мероприятия
6.8 Общие правила безопасности
6.9 Расчет электроосвещения в отделении сепарации
6.10 Расчет защитного заземления
6.11 Охрана воздушного бассейна от загрязнения вредными веществами
6.12 Экологическое состояние в отделении вакуумной сепарации
6.13 Проектные решения по утилизации отходов производства
7. Экономика производства
7.1 Организация производства
7.2 Планирование производства
7.3 Расчет экономической эффективности
7.4 Нахождение точки безубыточности
7.5 Технико-экономические показатели проекта
Заключение
Список литературы
Введение
металлургия титан технологический автоматизация
Титан, благодаря своей высокой прочности, твердости и высокой коррозийной стойкости, нашел широкое применение почти во всех отраслях промышленности: пищевой, медицинской, авиакосмической и т.д.
Современное производство титана базируется на хлорной технологии: получение тетрахлорида титана с последующим его восстановление магнием и очисткой полученной реакционной массы ( титановая губка, загрязненная продуктами восстановления – магнием и хлористым магнием) методом вакуумной сепарации.
Переработка реакционной массы методом вакуумной сепарации является одним из основных переделов в технологии производства титана, так как конечным продуктом переработки является получение товарной титановой губки. Этот процесс является довольно сложным и дорогостоящим, так как к качеству товарного губчатого титана предъявляются очень высокие требования.
Поэтому вопросы, связанные с улучшением технико-экономических показателей процесса вакуумной сепарации - уменьшение расхода электроэнергии, повышение качества титановой губки и т.д. являются на сегодняшний день наиболее актуальными.
Целью настоящего дипломного проекта является проектирование отделения переработки реакционной массы методом вакуумной сепарации производительностью 30000 тонн в год титановой губки..
Новизна и практическая ценность заключается в снижении удельного расхода электроэнергии, расхода воды подаваемой на охлаждение аппарата.В уменьшении потерь магния с отвальным конденсатом на 40%. Годовой экономический эффект от внедрения предлагаемых решений составит около 1000000 тыс.тенге.
1. Аналитический обзор
1.1 Обзор технологий
В основном, современное производство титана базируется на хлорной технологии: получение тетрахлорида титана хлорированием титаносодержащего сырья с последующим его восстановлением магнием и очисткой полученной реакционной массы (титановой губки, загрязненной продуктами восстановления – магнием и хлоридом магния) методом вакуумной сепарации.
В СНГ все три предприятия – Запорожский титано-магниевый комбинат, расположенный на Украине; Березниковский титано-магниевый комбинат, расположенный в России; Усть-каменогорский титано-магниевый комбинат производят титан по хлорной технологии, используя в качестве восстановителя магний.
Магниетермический способ получения титана из тетрахлорида титана оказался наиболее экономически и технологически целесообразнее только при комбинировании титанового и магниевого производств, которые обеспечивают наиболее рациональную регенерацию продуктов (магний и хлор) и переработку отходов (хлорид магния).
В процессе металлотермического восстановления образуется металлический титан, загрязненный продуктами восстановления (так называется реакционная масса). В странах СНГ получают металлический титан с использованием в качестве восстановителя металлический магний.
Помимо магниетермического способа получения титана в аппарате периодического действия, широко применяемого в мировой практике, существуют и другие. Важным является производство титана натриетермическим способом, используемым за рубежом, в частности в Англии.
Этот способ основан на следующей экзотермической реакции:
TiCl4 (Г) + 4Na(Ж) = Ti (тв.) + 4NaCl(Ж) + Q (1.1)
Натриетермический способ имеет определенные преимущества перед магниетермическим (легкость транспортировки натрия вследствие низкой 198оС) температуры его плавления; высокая скорость реакции восстановления и прохождение ее со стопроцентным коэффициентом использования натрия; отсутствие сложного и энергоемкого передела вакуумной сепарации; возможность ведения полунепрерывного процесса. Вместе с тем, этому методу свойственны существенные недостатки. Натрий очень активен на воздухе. Он быстро окисляется, а с водой реагирует с взрывом. Все это требует принятия специальных мер безопасности. Отрицательными сторонами этого метода также является высокая экзотермичность процесса восстановления, большой объем восстановления и продуктов реакции, что приводит к необходимости применения громоздкой аппаратуры [1].
Из-за других способов производства титана известны восстановление двуокиси титана кальцием по реакции:
TiO2 = 2Ca = Ti + 2CaO, (1.2)
гидридом кальция по реакции:
TiO2 + 2CaH2 = Ti + 2CaO + 2H2. (1.3)
Интересен йодный метод, с помощью которого может быть получен высокочистый титан:
TiJ4 = Ti + 2J2. (1.4)
Все эти способы применяются ограниченно и по своим масштабам значительно уступают магние- и натриетермическому способу [2, 3].
Весьма перспективен электролитический способ титана. Главное его преимущество – отсутствие металлического восстановителя. Достигнуто значительные успехи по разработке и усовершенствованию этого метода. Идея метода уже используется в промышленной практике при электротехническом рафинировании титана (например, некачественного губчатого титана, отходов плавки титана и его сплавов). В этом процессе анодом служим загрязненный титан, погруженный в расплав электроплиты. Последний содержит хлориды щелочных металлов и низшие хлориды титана. При электролизе, проходящем при (800 – 850)0С титан переходит в электролит и осаждается на катоде. Катодный осадок после гидрометаллургической обработки, просеивания, служит отличным сырьем для порошковой металлургии [2].
На первых этапах развития магниетермического производства титана для очистки титановой губки от хлорида магния и магния применяли гидрометаллургический способ, который состоит в обработке реакционной массы разбавленной (однопроцентной) хлороводородной кислотой на холоду для извлечения основного количества магния и его хлорида. Остаточное количество выщелачиваем после мокрого измельчения губки в шаровой мельнице десятипроцентной шароводородной кислотой при 45оС. Готовый титановый порошок содержит (0,1 – 0,3)% водорода, 1% кислорода, примесь которого, в основном, окислением титана при контакте с водяным раствором [3].
Также разработан способ выщелачивания магниетермической реакционной массы в насыщенных растворах хлорида магния. Этот метод позволяет регламентировать скорость процесса растворения хлористых солей изменением их концентрации в растворе [4].
Реализация этого способа возможна двумя технологическими вариантами процесса выщелачивания:
- в предварительно приготовленный насыщенный раствор хлорида магния одновременно вводятся реакционная масса и хлороводородный водный раствор в таком соотношении, чтобы образующаяся в результате выщелачивания жидкая фаза также представляла собой насыщенный или близкий к насыщенному раствор хлорида магния. При этом скорость введения веществ регламентируется обеспечением изотермичности процесса выщелачивания.
- в предварительно приготовленный насыщенный раствор хлорида магния одновременно или большими порциями вводится реакционной массы, а затем производится регламентированное введение хлороводороднго водного раствора.
Проведенные исследования показали практическую возможность реализации обоих вариантов очистки реакционной массы. Однако, гидрометаллургические способы обладают рядом недостатков:
- при выщелачивании реакционной массы теряется металл – восстановитель;
- в случае переработки магниетермической реакционной массы хлорид магния при выщелачивании частично гидролизуется и остатки гидратов, которые не могут быть полностью удалены из титановой губки при выщелачивании при последующей плавке, взаимодействуют с титаном, загрязняя его кислородом, водородом и др.
Для улучшения качества титана был разработан способ вакуумной отгонки (сепарации) магния и хлорида магния из реакционной массы, который в настоящее время стал доминирующим [3-5].
Вакуумная сепарация основана на различной упругости паров титана, магния и хлорида магния. Так, температура кипения при атмосферном давлении у титана магния и хлорида магния соответственно 3260, 1107, 1417оС. Отделение вакуумной дистилляции. Однако, максимальная температура на стенке реторты не должна превышать 1085оС. При этой температуре железо заметно взаимодействует с титаном с образованием легкоплавкого соединения - эвтектики. Поэтому для более полного удаления магния и хлорида магния и снижения температуры процесса возгонку ведут под глубоким вакуумом.
Передел вакуумной сепарации непосредственно связан с переделом восстановления и может иметь разное аппаратурно-технологическое оформление. При так называемом раздельном способе магниетермического получения титановой губки процесс восстановления ведут в отдельном аппарате и отдельной печи. После окончания процесса аппарат восстановления охлаждают, передают на отдельный участок, вскрывают, очищают, переоборудуют на аппарат вакуумной сепарации и устанавливают в другую электротермическую печь для проведения высокотемпературной вакуумной сепарации. При таком раздельном способе аппарат восстановления с печами размещают в одном помещении или корпусе, а аппараты сепарации с печами – в другом. Раздельный процесс наименее экономичен и практически не используется.
При совещенном способе получения титановой губки аппараты восстановления и сепарации собраны в один агрегат, и процессы восстановления и сепарации можно проводить в одной печи или в различных печах, но в одном корпусе. Совмещенный процесс был разработан в СССР, и в разные годы был опробован на Запорожском и на Усть-Каменогорском титано-магниевых комбинатах. На тот период он не показал заметных преимуществ перед полусовмещенным процессом и не нашел промышленного применения. Совмещенный процесс имеет ряд преимуществ: снижение энергозатрат, трудозатрат, повышение качества титана. Кроме того, в случае использования для конденсации магния и хлорида магния рядом стоящего конденсатора и возможностью демонтажа аппарата сепарации в горячем состоянии совмещенный процесс дает дополнительные преимущества, повышающие эффективность его использования: значительное снижение массы и высоты транспортируемого аппарата сепарации. Это позволяет при существующих высотах зданий и действующих мостовых кранов эксплуатировать аппараты большой цикловой производительности. Наряду с рядом преимуществ, совмещенный процесс имеет ряд существенных недостатков, связанных с более сложными конструкциями аппаратов и печей, не достаточно эффективным использованием оборудования, приборов контроля и управления, вакуумных насосов и вентиляторов. При использовании аппаратов с боковым конденсатором снижается коэффициент использования производственных площадей. При существующей конструкции совмещенных аппаратов с верхним конденсатором горячий демонтаж аппаратов сепарации невозможен. Поэтому поиск технических решений здесь необходим [6].
В СНГ, в основном, применяется полусовмещенный способ получения титановой губки. Отличие его от раздельного заключается в том, что после процесса восстановления аппарат не охлаждают и не разбирают, а в горячем состоянии в крышке монтируют легкоплавкую магниевую заглушку. На аппарат с магниевой заглушкой сверху монтируют оборотную реторту – конденсатор и в собранном виде аппарат сепарации устанавливают в печь сепарации в другом корпусе. При полусовмещенном способе расход электроэнергии ниже, а качество титановой губки лучше, чем при раздельном.
Как правило, при раздельном и полусовмещенном способах переделы восстановления и сепарации размещаются в разных корпусах, а между ними организуется передел подготовки аппаратов восстановления и сепарации (монтажный участок). Это вызвано однотипностью оборудования и технологии [4,5].
В процессе вакуумной сепарации хлорид магния и магний испаряются и осаждаются в конденсаторе. Конденсат испаряется и часть самовозгорается в контакте с воздухом при демонтаже аппарата сепарации. Скорость увлажнения и вероятность возгорания возрастают с увеличением удельной поверхности и содержания дисперсного магния. Поскольку конденсат является оборотным, кислород, содержащийся в продуктах увлажнения и горения, попадает в титановую губку, ухудшая ее качество. Поэтому на монтажном участке применяется инертный газ – аргон, который вытесняет воздух из реторты – конденсатора при монтаже аппарата восстановления.
Одним из основных факторов, определяющих условие конденсации и структуры конденсата, является тепловой режим конденсатора, обуславливаемый скоростью отгонки магния и хлорида магния из титановой губки, конструктивными особенностями, габаритами аппарата сепарации и режимом охлаждения поверхности конденсатора. В настоящее время применяется водное и воздушное охлаждение, интенсивность которого, в основном, задается в начале сепарации и не изменяется в ходе процесса, что приводит к образованию рыхлого конденсата в аппаратах большой цикловой производительности, характеризующейся повышенной тепловой нагрузкой на конденсатор.
Исследования показали, что наиболее плотный конденсат образуется при охлаждении водой конденсатора в течении 10-15 часов с момента установки аппарата в печь. Однако, установленный режим оказался неприемлемым для данной конструкции аппарата, поскольку создавалась опасность проплавления резиновой прокладки между фланцем аппарата и патрубком, через который производится откачка аппарата. Магний и хлорид магния конденсируется в зоне разделения нижней реторты и конденсатора, в том числе и на экране, где начинается преимущественное осаждение конденсата, когда экран не успевает прогреться до начала периода бурной возгонки.
Также существует конструкция аппарата с нижним расположением конденсатора. Принципиально эта конструкция аналогична аппарату сепарации с верхним расположением конденсатора. Однако, в этом аппарате применяется колпаковая съемная печь. Аппарат устанавливается на специальный стенд. Учитывая специфику процесса, нижнюю часть сборника для конденсатора делают неразъемной в виде усеченного конуса, а верхнюю часть осадителя – разъемной. На поверхность экрана устанавливают специальную кольцевую подставку, которая препятствует опусканию блока реакционной массы в процессе сепарации. Между стенками экрана и реторты при монтаже аппарата, засыпают слой хлорида магния, который создает гидравлический затвор, и препятствует проникновению расплавленного магния. Такие реторты не применяются на заводах из-за сложного аппаратурного оформления и сложности проводимых работ [7-9].
Проводились исследования по конструкции аппаратов сепарации с рядом стоящим конденсатором. Такой аппарат состоит из реактора с заглубленной крышкой, установленный в электропечь, конденсатор, помещенный в рядом стоящий с печью холодильник, соединенные между собой обогреваемым паропроводом и вакуумпроводом. Холодильник установлен в тележке с возможностью перемещения в горизонтальном направлении для компенсации температурного расширения материала трубопровода. Устройство стыковых обогреваемых патрубков паропровода обеспечивается маневром тележки с установленным на ней холодильником и конденсатором по колее (рельсам), а также подъемом и опусканием последних при помощи гидроподъемников, установленных на раме тележки. Недостатком установки является сложность и громоздкость конструкций, обеспечивающих передвижение конденсатора в горизонтальной и вертикальной плоскостях при стыковке патрубков паропровода. Так, наличие тележки с колесами обуславливает необходимость установки рельсового пути, а наличие грузоподъемников на маме тележки – необходимость иметь маслонасосную станцию с маслопроводами, что повышает трудоемкость обслуживания устройства. Наличие большого числа деталей требует значительного времени на подготовку устройства и монтажу, на их ремонт, повышает вероятность их поломки во время эксплуатации, что в целом снижает производительность устройства из-за непроизводительных простоев и его надежность.
На АО "УК ТМК" был опробован аналогичный аппарат. Основными недостатками были: зарастание внутреннего сечения сливного стояка, зарастание паропровода на выходе в конденсатор, к тому же колпаковые печи, обогреваемые паропровод, потреблял очень много электроэнергии (так же, как печь вакуумной сепарации).
Кроме того, если рассматривать конструкцию осуществления компенсации расширения материалов паропровода за счет перемещения холодильника на тележке, то конструкция тележки настолько металлоемка, что она не позволит осуществить перемещение относительно оси паропровода, что осложняет стыковку фланцев патрубков при монтаже установки, тем самым повышает трудоемкость обслуживания. Как следствие, непроизводительные простои при сборке устройства, при проведении процесса сепарации и при его разборке после процесса, ведут к снижению производительности процесса.
Благодаря исследованиям, проведенным в области вакуумтермической очистки титановой губки, установлено, что устройство, состоящее из реторт, одна из которых является термостатированным конденсатором, создаются благоприятные условия для достижения необходимого температурного градиента между номерами испарения и конденсации. Пары магния и хлорида магния, попадая в термостатированный конденсатор резко не теряют свою температуру. Конструкция вертикального обогреваемого паропровода, в сравнении с горизонтальным по прототипу, обеспечивают максимально свободный доступ парогазового потока к поверхности конденсации за счет сокращения длины пути с парами магния и хлорида магния. Использование устройства позволяет повысить производительность, дополнительно снизить затраты электроэнергии за счет сокращения продолжительности высокотемпературной выдержки [10].
С целью повышения производительности аппаратов применяемых в производстве губчатого титана проводили исследования с использованием индукционного нагрева [11].
Это объясняется тем, что в этом случае значительная часть энергии выделяется в непосредственно нагреваемом теле. Изменение вида нагрева будет заключаться в том, что вместо резисторного нагревателя в печи будет установлен источник электромагнитной энергии – индуктор.
При использовании резисторно - индуктивного нагревателя существенная часть энергии должна выделяться непосредственно в блоке реакционной массы. Частично будет нагреваться стальная стенка реактора, в котором находится реакционная масса, за счет радиационного излучения нагревателя. Выделение тепловой энергии происходит непосредственно в блоке реакционной массы, то есть источник тепловой энергии перемещается внутрь блока, что способствует увеличению теплового коэффициента полезного действия процесса сепарации. Улучшение качества титановой губки достигается действием динамических сил в блоке реакционной массы. Индуктор располагается в пространстве между ретортой и внутренней стенкой печи. Индуктор выполняется из трех – четырех секций, переключением которых можно регулировать величину электромагнитного поля и тепловой режим печи. Секции могут быть включены параллельно, последовательно или смешанно. Таким включением можно получить широкий диапазон регулирования температуры.
Приведенный обзор научно-исследовательских работ и практика работы титано - магниевых комбинатов показали, что на данный момент наиболее приемлемым для очистки реакционной массы является метод вакуумной сепарации с верхним расположением конденсатора.
2. Выбор и обоснование принимаемого в проекте технологического решения
Как показал обзор, приведенный в п. 1.1 при сепарации реакционной массы, во время процесса может происходить перегорание нагревателей, что приводит к ухудшению качества титановой губки, увеличению расхода электроэнергии, дополнительным трудозатратам и т.д. Разрушение защитной пленки на поверхности нагревателей может быть результатом воздействия материалов футеровки или появления окислительной среды в печном пространстве при разгерметизации швов аппарата.
Кроме того, работа печей сопротивления сопровождается довольно большим расходом электроэнергии. Основными путями снижения удельного расхода электроэнергии является: уменьшение тепловых потерь, улучшение теплоизоляции, повышение мощности печи, уменьшение потерь на аккумуляцию тепла, рационализацию электрического и технологического режима работы [5, 12, 13].
Анализ теплового баланса аппарата вакуумной сепарации показывает, что полезный расход тепла на нагрев и сублимацию магния и хлорида магния из реакционной массы составляет незначительную величину по сравнению с тепловыми потерями: 26% от израсходованного за цикл. Печи вакуумной сепарации работают в периодическом режиме и остывают между отдельными кампаниями, поэтому применение наиболее эффективных теплоизоляционных материалов позволит значительно снизить удельный расход электроэнергии.
На АО«УК ТМК» для футеровки электропечей используется шамот – легковес марок ШЛ-1 и ШЛ-1,3 в виде кирпича. Электропечи с такой футеровкой эксплуатируются более двух лет без капитального ремонта, но они имеют сравнительно высокую теплопроводность, что не позволяет снижать температуру кожуха печи и приводит к потерям тепла и увеличению расхода электроэнергии. Для снижения тепловых потерь можно рекомендовать новый футеровочный материал на основе стекловолокна, который успешно прошел испытания на Березниковском титано-магниевом комбинате [13].
Мероприятия по рационализации электрических и технологических режимов работ печей вакуумной сепарации: сокращение длительности технологического процесса за счет его совершенствования, применяя, например, новые виды нагрева. Небольшое повышение температуры ведения процесса также может сократить длительность печного цикла.
Повышение единичной мощности имеющихся аппаратов позволит на тех же площадях увеличить выпуск титановой губки и, следовательно, снизить удельный расход электроэнергии.
3. Технологическая часть
3.1 Номенклатура сырья и продукции
Исходным сырьем, перерабатываемым в отделение является реакционная массы, поступающая из отделения восстановления и представляющая собой титановую губку, пропитанную магнием и хлоридом магния.
Реакционная масса поступает в отделение вакуумной сепарации в ретортах и имеет следующий состав: (50 – 70)% титановой губки; (8 – 15)% хлористого магния (25 – 37)% магния.
В таблице 1 приведены требования к качеству титановой губки по ГОСТ 11746-79.
Таблица 1.
Состав и твердость титановой губки
| Марка титана | Состав титановой губки, % | Твердость, НВ, не более | |||||||
| Титан | Железо | Кремний | Никель | Углерод | Хлор | Азот | Кислород | ||
| ТГ-90 | 99,74 | 0,05 | 0,01 | 0,04 | 0,02 | 0,08 | 0,02 | 0,04 | 90 |
| ТГ-100 | 99,72 | 0,06 | 0,01 | 0,04 | 0,03 | 0,08 | 0,02 | 0,04 | 100 |
| ТГ-110 | 99,67 | 0,09 | 0,02 | 0,04 | 0,03 | 0,08 | 0,02 | 0,05 | 110 |
| ТГ-120 | 99,64 | 0,11 | 0,02 | 0,04 | 0,03 | 0,08 | 0,02 | 0,06 | 120 |
| ТГ-130 | 99,56 | 0,13 | 0,03 | 0,04 | 0,03 | 0,10 | 0,03 | 0,08 | 130 |
| ТГ-150 | 99,44 | 0,2 | 0,03 | 0,04 | 0,03 | 0,12 | 0,03 | 0,10 | 150 |
| ТГ-ТВ | 97,75 | 1,9 | - | 0,04 | 0,10 | 0,15 | 0,10 | - | - |
3.2 Описание основного технологического процесса
В отделении вакуумной сепарации применяется полусовмещенная схема получения титановой губки, при которой монтаж аппарата сепарации осуществляется без охлаждения аппарата восстановления, процесс сепарации ведется в специализированной электропечи. После процесса сепарации реторта – конденсатор с магнием с хлоридом магния отправляется на процесс восстановления. Из нее сливают хлорид магния, затем добавляют магний и подают тетрахлорид титана, образуется реакционная масса после прохождения реакции восстановления, эту реторту уже называют ретортой – конденсатором. А реторта с блоком титановой губки освобождают и монтируют на реторту – реактор, устанавливая между ними магниевую заглушку. Такая реторта становится ретортой – конденсатором. Этот метод получил название «Метод оборотных реторт». Технологическая схема отделения вакуумной сепарации представлена на рисунке 3.1
После процесса восстановления в реакторе остается спекшийся блок реакционной массы, представляющий собой титановую губку, пропитанную магнием и хлоридом магния.
Состав реакционной массы (средний по блоку) примерно следующий: (55 – 60)% титана,(25-35)% магния, (8 – 12)% хлорида магния, (0,01 – 0,1)% низших хлоридов титана. Блок прочно спаян со стенками реактора в верхней зоне, и его невозможно извлечь без разрушения места спая. Целью передела вакуумной сепарации является очистка титановой губки от магния, хлорида магния и низших хлоридов титана.
Вакуумная сепарация реакционной массы основана на различной упругости паров титана, магния и хлорида магния. Так, температуры кипения у титана, магния и хлорида магния соответственно равны 3260, 1107 и 1417 0С. Следовательно, при 1417 0С и атмосферном давлении от титана отгоняются магний и хлорид магния. Однако, при этих условиях, практически невозможно добиться полного отделения магния и хлорида магния от титана. Кроме того, при температуре 1085 0С железо стенки реторты интенсивно взаимодействует с титаном с образованием легкоплавкого вещества – эвтектики. Скорость испарения магния и хлорида магния из реакционной массы зависит от упругости паров, общего давления над реакционной массой и температуры. Как показали исследования, зависимости давления паров магния и хлорида магния от температуры [3], при 900 0С эти величины соответственно равны 0,13·105 Па. Для титана скорость испарения близка к нулю.
Это значит, что уже при 9000С над реакционной массой находятся пары магния и хлорида магния в количестве, пропорциональном давлению их паров. Если эти пары отводить, то из реакционной массы будут испаряться новые порции. Для отвода паров магния и хлорида магния в аппарате сепарации применяют конденсатор, в котором, с помощью охлаждения, создается низкая температура, следовательно, более низкое давление паров магния и хлорида магния. Таким образом, движение паров из реактора в конденсатор происходит в результате разности давления в этих зонах аппарата.
Из реакционной массы в период сепарации выделяются и другие газы (главным образом водород). Эти газы непрерывно откачиваются вакуумным насосом через конденсатор. Когда говорится о давлении в реторте в период сепарации, то под этим подразумевается давление газов (водорода, паров воды, паров хлоропроводной кислоты и другие), замеряемое на выходе из конденсатора. Измерение паров магния и хлорида магния не производят, так как в место замера давления эти вещества могут попасть только в конденсированном состоянии. Когда говорится о температуре сепарации, то под этим подразумевается температура наружной стенки реторты, реакционная масса в течение процесса прогревается от стенки к центру.
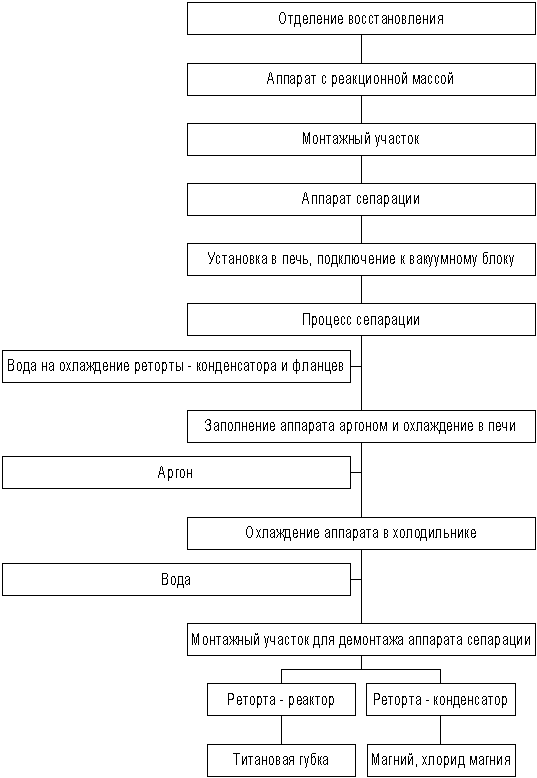
Рисунок 1 - Технологическая схема отделения вакуумной сепарации
Вакуумные насосы могут откачать газы из реторты до остаточного давления (0,13 – 13,3)Па, однако, вследствие интенсивного выделения газов в начальный период сепарации давление повышается до (133 – 1328) Па.
Процесс сепарации имеет три основные стадии. В первой стадии происходит дегазация реакционной массы и ее нагрев. В случае быстрого нагрева часть газов (в основном воды и адсорбируемого стенками реактора воздуха) поглощаются титаном. Во второй стадии происходит интенсивное испарение магния и хлорида магния с открытой поверхности и из крупных пор. В третьей стадии испаряется, в основном, хлорид магния и оставшийся в мелких порах магний. Из диаграмм сепарации [3] следует, что самым продолжительным периодом является третий. Продолжительность отгонки основного количества конденсата составляет (25 – 35)% общего времени сепарации. Продолжительность третьего периода резко увеличивается при увеличении длины пути паров с хлоридом магния. В аналогичных условиях находится губка в центральных зонах промышленного блока. Поэтому исследование процесса в третьем периоде – отгонка последних (2 – 3)% хлорида магния – является основным направлением при изучении процесса сепарации.
В первой и второй стадиях сепарации давление почти не влияет на скорость процесса.
Интенсивность испарения определяется количеством подводимого к материалу тепла и скоростью отвода массы пара. Во второй стадии испарение происходит интенсивно, следовательно, тепло подводится в достаточном количестве. В этот период удаление хлорида магния происходит путем углубления поверхности испарения внутрь тела (внутри крупных пор). В третьей стадии процесса условия для подвода тепла остаются такими же, однако, скорость испарения резко падает, процесс лимитируется возрастающим коэффициентом сопротивления переносу пара. Снижение скорости процесса происходит в результате наличия мелких пор, в которых остается (2 – 3)% хлорида магния.
Процесс сепарации резко замедляется при остаточном содержании хлорида магния около 2%.
Повышенное содержание хлора в губке, расположенной в верхней половине центральной зоны блока, объясняется не только тем, что эта зона прогревается в последнюю очередь, но главным образом, тем, что губка, формирующаяся в этой зоне, имеет структуру, неблагоприятную для сепарации. Другим существенным фактором, влияющим на скорость процесса сепарации, является расстояние от зоны испарения до поверхности блока губки. В случае, если блок имеет простую геометрическую форму: цилиндр, параллелепипед и т.п., этот фактор определяется соотношением массы блока и его поверхности.
Из изложенного следует, что продолжительность процесса сепарации определяется температурой, давлением, геометрической формой и размерами блока, структурой губки.
Остаточное давление, создаваемое в аппарате определяется возможностью вакуумных насосов. Применяемые в промышленности вакуумные насосы в сочетании с бустерными насосами создают в конце процесса остаточное давление порядка одного Паскаля. Снижение давления ниже одного Паскаля несущественно влияет на скорость процесса, создание же более низкого давления весьма сложно. Поэтому создаваемое существующим вакуумным оборудованием остаточное давление можно считать приемлемым.
Процесс сепарации заканчивается тогда, когда вся губка прогревается до температуры (940 – 960)0С. Исходя из этого, параметры для определения окончания процесса могло бы служить достижение этой температуры в той точке реакционной массы, которая прогревается в последнюю очередь. Такой точкой обычно является середина поверхности блока реакционной массы. Однако, этот параметр, во-первых, трудно замерить, во-вторых, он не всегда достаточно надежен.
Вторым, более точным методом определения окончания процесса является метод замера изменения давления газов в реторте после отключения вакуум – линии. Поворот газового потока определяет окончание процесса сепарации, он происходит вследствие того, что после прекращения выделения газов ( в основном, водорода) из губки, которое происходит в течение всего процесса, губка начинает поглощать газы, натекающие в реторту через неплотности, а также из вакуум - линии.
После окончания процесса аппарат охлаждают сначала в печи, потом транспортируют его мостовым краном в так называемый холодильник, где он охлаждается сначала воздухом, затем водой.
3.3 Металлургические расчёты
Расчет состава реакционной массы
Состав реакционной массы, которую перерабатывают в отделении вакуумной сепарации, находят из предварительного расчета процесса восстановления тетрахлорида титана магнием.
Процесс восстановления протекает по следующей реакции:
TiCl4 + 2Mg = 2MgCl2 + Ti. (5)
Процесс восстановления протекает в инертной среде, т. е. в среде аргона.
Расчет ведем на 1 тону губчатого титана с последующим пересчетом на цикловую производительность аппарата. В расчете принимается следующий состав:
- состав очищенного тетрахлорида титана, %: TiCl4 - 99,98; FeCl3- 0,003; SiCl4- 0.005; AlCl3 - 0.005; VOCl3- 0,0034; O- 0,0006.
- состав магния – восстановителя марки, %: Mg -99,832; O -0.02; Fe -0,05;N -0.02; Ni -0,05;Cl -0,008.
- примеси аргона, %: O - 0,005; N - 0,002.
Восстановление идет по реакции (5):
3960,541014,82 10003975,36
TiCl4 + 2Mg = Ti + 2MgCl2
189,72 48,61 47,9 190,42
На 47,9 кг титана потребуется 189,71 кг тетрахлорида титана
На 1000 кг титана потребуется х кг тетрахлорида титана
х = 3960,54 кг тетрахлорида титана
Находим количество тетрахлорида титана с примесями:
3960,54 / 0,99983 = 3961,21 кг,
в том числе:
FeCl3: 3961,21·3·10-5 = 0,118 кг
SiCl4: 3961,21·5·10-5 = 0,198 кг
AlCl3: 3961,21·5·10-5 = 0,198 кг
VOCl3: 3961,21·3,4·10-5 = 0,134 кг
O: 3961,21·0,6·10-5 = 0,023 кг
0,118 0,053 00,081 0,207
2FeiCl3 + 3Mg = 2Fe + 3MgCl2
162,2 72,9 111,7 285,6
0,198 0,056 0,032 0,221
SiCl4 + 2Mg = Si + 2MgCl2
169,8 48,61 28,08 190,42
0,198 0,054 0,02 0,212
AlCl3 + 3Mg = 2Al + 3MgCl2
266,66 72,9 26,98 285,6
0,134 0,009 0,106 0,036
2VOCl3 + Mg = 2VOCl2 + MgCl2
346,58 24,3 275,68 95,2
Кислород = 0,023 кг.
Общее количество магния составляет:
1014,84 + 0,053 + 0,056 + 0,054 + 0,009 = 1015,012 кг.
Количество магния с примесями:
1015,72 / 0,99832 = 1016,72 кг.
Коэффициент использования Mg принимаем равным за 60%:
1016,72 / 0,6 = 1694,533 кг.
Избыток Mg: 1694,533 - 1016,72 = 677,813 кг.
Mg = 1694,533 · 0,99832 = 1691,686 кг,
Fe = 1694,533 · 0,0005 = 0,847 кг,
Ni = 1694,533 · 0,0005 = 0,847 кг,
O = 1694,533 · 0,0002 = 0,338 кг,
N = 1694,533 · 0,0002 = 0,338 кг,
Si = 1694,533 · 0,0002 = 0,338 кг,
Cl = 1694,533 · 0,00008 = 0,135 кг.
Общее количество MgCl2 образующегося во время восстановления:
3975,36 + 0,207 + 0,221 + 0,212 + 0,036 = 3976,036 кг.
По данным практики титано – магниевых заводов для получения одной тоны губки расходуется 7 м3 аргона.
Количество примесей переходящих из аргона в титановую губку [3]:
![]() ,
,
где V – расход Ar на 1 т титановой губки;
а - содержание примесей в Ar, общий %;
т - молекулярная масса примесей.
![]() кг,
кг,
![]() кг.
кг.
Титан имеет способность активно взаимодействовать в нагретом состоянии со многими элементами и материалами. В процессе магниетермического получения титана образуется интерметаллические соединения. Основными каналами поступления примесей является Mg, TiCl4 и Ar. Главным составляющим, загрязняющим титан железом, является магний. Железо легко извлекается из магния первыми порциями TiCl4 и концентрируется в донной и гарниссажной частях блока.
Общее количество примесей, переходящих в титановую губку:
(0,338 + 0,0017) + (0,338 + 0,023 + 0,005) + (0,338 + 0,032) + +0,135 +(0,847 + 0,081) +0,847+0,02=3,00 кг.
Количество губки вместе с примесями: 1000 + 3,005 = 1003,005 кг.
Из практики следует, что во время процесса восстановления сливается 96% MgCl2.: 3976,036 . 0,96 = 3816,994 кг.
В реакционной массе остается MgCl2:
3976,036 – 3816,994 = 159,041 кг.![]()
На основе получения данных составим таблицу 2 материального баланса процесса восстановления, в котором представлен состав реакционной массы.
Расчет материального баланса процесса вакуумной сепарации
Состав исходного продукта – реакционной массы – взят из предварительного расчета (таблица 3.1). В отделении, согласно проекту предполагается получать титан губчатый марки ТГ – 90, имеющий состав ГОСТ 17749-79, %: Ti – 99,74; Fe – 0,05; C – 0,02; Cl – 0,08; N2 – 0,02; O2 -0,04; Si – 0,01; Ni – 0,04.
Образуется губчатого титана: 1000 . 100 / 99,74 = 1002,606 кг.
Состав губчатого титана после сепарации, кг:
1002,606 . 0,9974 = 999,999 титана
1002,606 . 0,00005 = 0,501 железа
1002,606 . 0,0002 = 0,2 углерода
1002,606 . 0,0008 = 0,802 хлора
1002,606 . 0,0002 = 0,2 азота
1002,606 . 0,0004 = 0,401 кислорода
1002,606 . 0,0001 = 0,1 кремния
1002,606 . 0,0004 = 0,401 никеля
В конденсат полностью переходит магний, алюминий.
Состав конденсата после сепарации, кг:
Mg из MgCl2
677,813 + 40,595 = 718,408 магния,
Cl из MgCl2
0,135 + 118,445 = 118,58 хлора,
0,02 алюминия,
0,928 – 0,501 = 0,427 железа,
0,339 – 0,2 = 0,1239 азота,
0,37 – 0,1 = 0,27 кремния,
0,847 – 0,401 = 0,446 никеля.
Всего образуется конденсата 838,29 кг.
Материальный баланс вакуумной сепарации представлен в таблице 3.
Составим цикловой материальный баланс процесса сепарации который представлен в таблице 4 для аппарата производительностью 4.3 тоны за цикл.
Коэффициент пересчета 4300 / 1002,606 = 4,2888233
Тепловой расчет аппарата сепарации
Во время процесса сепарации происходит разделение компонентов Mg, MgCl2 и Ti путем конденсации их на охлажденных стенках конденсатора.
Таблица 2
Материальный баланс процесса восстановления тетрахлорида титана магнием
| Приход | Расход | |||||
| Наименование | Количество | Наименование | Количество | |||
| кг | % | кг | % | |||
| 1 | 2 | 3 | 4 | 5 | 6 | |
|
Тетрахлорид титана, в том числе: TiCl4 FeCl3 SiCl4 AlCl3 VOCl3 O |
3961,21 3960,54 0,118 0,198 0,198 0,135 0,023 |
100 99,983 0,003 0,005 0,005 0,0034 0,006 |
Реакционная масса, в том числе: Ti N O Si Cl Fe Ni Al |
1836,854 1000 0,339 0,366 0,370 0,135 0,928 0,847 0,02 |
100 54,44 0,018 0,019 0,02 0,007 0,05 0,046 0,001 |
|
|
Магний– восстанови-тель, в том числе: Mg Fe Ni O N Si Cl |
1694,533 1691,686 0,847 0,847 0,338 0,338 0,338 0,135 |
100 99,832 0,05 0,05 0,02 0,02 0,02 0,008 |
||||
| Избыток магния | 677,813 | 36.9 | ||||
| Оставшийся хлорид магния | 159,041 | 8.658 | ||||
|
Слив хлорида магния, в том числе: MgCl2 VOCl2 |
3817,1 3816,994 0,106 |
100 99.997 0,003 |
||||
|
Примеси аргона, в том числе: O N |
0.0067 0,0005 0,0017 |
100 74,62 25,37 |
||||
| Невязка | 1,795 | 0,03 | ||||
| Итого | 5655,749 | Итого | 5653,954 |
Таблица 3.
Материальный баланс вакуумной сепарации
| Приход | Получено | ||||
| Наименование |
Количество |
Наименование |
Количество |
||
| кг | % | кг | % | ||
|
Реакционная масса, в том числе: Ti N O Si Cl Fe Ni Al избыток Mg ост. MgCl2 |
1836,854 1000 0,339 0,336 0,370 0,135 0,928 0,847 0,020 77,813 159,041 |
100 54,44 0,018 0,019 0,020 0,007 0,050 0,046 0,001 36,90 8,658 |
Губчатый титан, в том числе: Ti Fe C Cl NO Si Ni |
1002,606 999,999 0,501 0,200 0,802 0,200 0,401 0,100 0,401 |
100 99,74 0,05 0,02 0,08 0,02 0,04 0,01 0,04 |
|
Конденсат, в том числе: Mg Cl Fe N Si Ni Al |
838,290 718,408 118,580 0,427 0,139 0,270 0,446 0,020 |
100 858,699 14,145 0,050 0,016 0,032 0,053 0,002 |
|||
Невязка |
4,042 | 0,219 | |||
| Итого | 1836,854 кг | Итого | 1840,896 кг |
Таблица 4.
Материальный баланс процесса вакуумной сепарации (цикловой)
| Приход |
Расход |
|||||
Наименование |
Количество |
Наименование |
Количество |
|||
| кг | % | кг | % | |||
| Реакционная масса | 7877,942 | 100 | Губчатый титан. | 4300 | 100 | |
|
В том числе: Ti N O Si Cl Fe Ni Al избыток Mg ост. MgCl2 |
4288,823 1,453 1,569 1,586 0,578 3,980 3,632 0,085 2907,020 682,098 |
54,44 0,018 0,019 0,020 0,007 0,050 0,046 0,001 36,90 8,658 |
В том числе: Ti Fe C Cl N O Si Ni |
4288,820 2,150 0,800 3,440 0,860 1,720 0,430 1,720 |
99,74 0,05 0,02 0,08 0,02 0,04 0,01 0,04 |
|
| Конденсат | 3595,277 | 100 | ||||
|
В том числе: Mg Cl Fe N Si Ni Al |
3081,124 508,568 1,831 0,596 1,158 1,913 0,085 |
858,699 14,145 0,050 0,016 0,032 0,053 0,002 |
||||
| Невязка | 17,335 | 0,219 | ||||
| Итого | 7877,942 кг | Итого | 7895,277 кг |
Исходные данные для расчета.
Состав реакционной массы: 4300 кг титана, 2907 кг магния, 682 кг хлорида магния.
Температура выдержки в процессе вакуумной сепарации 1010 °С.
Аппарат поступающий в отделение сепарации имеет температуру 600 – -650 °С.
Температура стенки охлаждаемой оборотной реторты не более 100 °С. Температуры: плавления Mg — 651 °С, кипения Mg — 1102 °С, плавления MgCl2 — 718 °С, кипения MgCl2 — 1410 °С.
Тепловой расчет реактора
Рассчитываем количество тепла необходимое на испарение магния:
![]() ,
,
гдеQ/ - скрытая теплота испарения Mg – 5606,5 кДж/кг °С;
![]() - скрытая теплота плавления Mg
–361,9 кДж/кг °С;
- скрытая теплота плавления Mg
–361,9 кДж/кг °С;
С - теплоемкость Mg;
G - вес Mg;
![]() кДж.
кДж.
Определим количество тепла, необходимого на испарение MgCl2:
![]() ,
,
гдеQ// - теплота возгонки MgCl2 - 1368 кДж/кг °С;
![]() - теплота плавления MgCl2
- 452 кДж/кг °С;
- теплота плавления MgCl2
- 452 кДж/кг °С;
С - теплоемкость MgCl2 ;
G - вес MgCl2 .
QMgCl2 = 682 . [0,84 . (718 – 20) + 452 + 1368 + 0,97 . (1010 – 718) =
= 1834279 кДж.
Определим количество тепла необходимого на нагрев титановой губки:
QTi = G . C . (tпл – tг) ,
гдеС - теплоемкость титана – 0,67 кДж/кг °С
G - вес титана - 4300 кг
tг - температура губки - 700°С.
QTi = 4300 . 0,67(1010 – 700) = 893110 кДж.
Количество тепла необходимого на нагрев реактора:
Qp = G . C . (tнр – tр),
где С - теплоемкость нержавеющей стали – 0,62 кДж/кг °С;
G - вес реактора.
![]() ,
,
гдеdн - наружный диаметр реактора, м;
dВн - внутренний диаметр реактора, м;
![]() - плотность материала реактора –
7200кг/м2.
- плотность материала реактора –
7200кг/м2.
![]() .
.
Qрет = 3310 . 0,62 . (1010 – 600) = 841402 кДж.
Расчет потерь тепла в оборотную реторту:
- потери через крышку реактора:
 ,
,
гдеE - степень черноты крышки – 0,9;
С0 - лучеиспускание абсолютно черного тела 20,7 кДж.
 ,
,
где n - число экранов;
F - площадь экранов крышки.
Fэ = Fкр – Fц.патр. .
Fэ= ![]() .
.
 .
.
- потери через центральный патрубок:
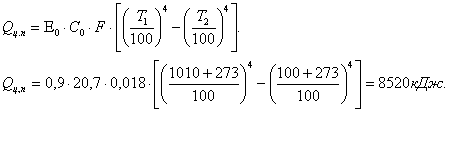
Суммарные потери в оборотную реторту: Qв.обр.рет = Qкр + Qц.п ,
Qв..обор.рет.= 199805 +8520 =208325 кДж
Расчет охлаждения оборотной реторты
Расчет охлаждения оборотной реторты производится при конденсации Mg от температуры процесса равной 1010 °С до температуры водоохлаждаемой стенки реторты равной 100 °С.
- тепловыделения при конденсации Mg:
Q1 = G . Q/,
где Q/ - скрытая теплота возгонки Mg - 5606 кДж;
G - вес Mg.
Q1 = 2907 . 5606 = 16298269 кДж.
- тепловыделения при охлаждении магния до температуры плавления 651 °С:
Q2 = G × Cж × (tпр – tпл).
Q2 = 2907 × 1,4 ×(1010 × 651) = 1458400 кДж.
где Cж - теплоемкость Mg = 1,4 кДж.
- тепловыделения при затвердении жидкого Mg:
Q3 = G × Q// .
Q3= 2907 × 362 = 1052087 кДж
гдеQ// - скрытая теплота плавления – 362 кДж.
- тепловыделения при охлаждении твердого Mg до температуры водо-охлаждаемой стенки реторты:
Q4 = G × C × (tпл × tст) .
Q4= 2907 × 1,17 × (651 – 100) = 1876490 кДж.
где С - теплоемкость Mg в интервале 651 – 100 °С – 1,17 кДж.
- Суммарные тепловыделения при конденсации Mg:
QMg = Q1 + Q2 + Q3 + Q4 .
QMg = 16298269 + 1458400 + 1052087 + 1876490 = 20685248 кДж.
Расчет тепловыделений при конденсации паров MgCl2 от температуры процесса 1010 °С до температуры конденсатора 100 °С
- тепловыделения от конденсации паров MgCl2:
Q1 = G × Q///,
где Q/// - скрытая теплота испарения MgCl2 – 1368 кДж.
Q1 = 682 × 1368 = 933090 кДж.
- тепловыделения при охлаждении от 1010 °С до температуры плавления 718 °С:
Q2 = G × Cж × (tпр – tпл) ,
гдеCж - теплоемкость MgCl2 – 0,97 кДж.
Q2 =682 × 0,97 × (1010 – 718) = 193304 кДж.
- тепловыделения при затвердевании жидкого MgCl2: Q3 = G × QIÑ .
где QIÑ - скрытая теплота плавления MgCl2 – 452 кЛж
Q3 = 682 × 452 = 308176 к Дж.
- тепловыделения при охлаждении твердого MgCl2 до температуры водоохлаждаемой стенки оборотной реторты:
Q4 = G × C × (tпл -tст) .
где С - теплоемкость MgCl2 в интервале температур 718 – 100 °С – 0,84 кДж.
Q4= 682 × 0,84 × (718 × 100) = 354451 кДж.
- общие тепловыделения при конденсации MgCl2:
Q MgCl2 = Q1 + Q2 + Q3 + Q4 .
QMgCl2 = 933090 + 193304 + 308176 + 354451 = 1789024 кДж.
На период возгонки основного количества конденсата затрачивается примерно до 20% времени выдержки. Остальное время процесса сепарации идет на удаление оставшегося Mg и MgCl2.
На основании опытных данных об увеличении температуры выдержки на 10°С продолжительность высокотемпературной выдержки, с температурой по зонам 970, 1010, 1020, 1010, принимаем 62 часа. Определяем время интенсивной возгонки:
62—100%х = 12,4 часов.
х—20%
- часовые тепловыделения при конденсации Mg и MgCl2:
![]() .
.
![]() .
.
Суммарные тепловыделения в конденсатор из реактора:
Q = QMg + QMgCl2 + Qкрыш .
Q = 166165 + 144276 + 209362 = 2021805 кДж.
Расчет водяного охлаждения оборотной реторты (конденсатора)
Охлаждение реторты – конденсатора во время процесса сепарации производится водой. Из практических данных известно, что температура воды после охлаждения порядка 70 °С. Начальная температура воды – 20 °С. Определяем количество воды, необходимое для охлаждения оборотной реторты:
где С - теплоемкость воды = 4,184 кДж/кг×с.
Теплоотдача при стекании жидкости по вертикальной поверхности:
![]() ,
,
где G - расход воды на охлаждение равен 2,68 ?
pd – периметр орошения, м
m - коэффициент динамической вязкости воды, при 20 °С m = 10-3 н×с/м2
![]() .
.
т. к. Re = 1957 < 2000, то давление можно считать ламинарным.
По упрощенной формуле толщина пленки воды:
 ,
,
гдеr - плотность воды при 20 °С = 0,998 × 103 кг/м3.
![]()
Критерий Прандтля для воды при 20 °С равен 7,02.

гдеH - высота с которой стекает пленка воды.
Критерий Галия:.

Критерий Нуссельта: Nu = 0,67 ×(Ga2 × P2 × Re)1/9 ,
Nu = 0,67 × [(87,93 × 1012)2 × 7,023 × 19,57] = 3792.
Коэффициент теплоотдачи для пленочного течения определяется из уравнения:
![]() ,
,
где l - теплопроводность воды, при 20 °С = 10-2Вт/м×ч.
![]()
Определим необходимую поверхность орошения водой:
Действительная поверхность орошения реторты конденсатора:
Таким образом, поверхности орошения и количества воды вполне достаточно для отвода выделяющегося тепла и конденсации всего количества MgCl2.
Тепловой расчет печи сепарации
Потери тепла в стационарном режиме.
Исходные данные: tп – рабочая температура печи – 1020 °С; tв - температура окружающей среды – 20 °С; d1 – толщина шамота легковеса ШЛБ – 10 – 0,12 м; aкоэффициент теплопроводности шамота 2,5 кДж/м2 × ч × °С; d2 - толщина пенодиатомита ПД – 350 – 0,38 м; aкоэффициент теплопроводности пенодиатомита – 0,62 кДж/м2×ч×°С; d3 - толщина металлического кожуха – 0,02 м; aкоэффициент теплопроводности стали – 185,3 кДж/м2×ч×°С.
Определим площади слоев кладки футеровки и кожуха: F = p dcp ×H .
Средняя поверхность слоя шамота: F1 = 3,14 × 2,0 ×4,85 = 30,46м2 .
Средняя поверхность слоя пенодиатомита: F2 = 3,14 × 2,46 × 4,99 = 38,55м2.
Наружная поверхность кожуха: F3 = 3,14 × 2,50 × 5,04 = 40 м2.
Определим температуру наружной поверхности кожуха печи. Для этого задаемся температурами наружной стенки печи 50, 70, 90°С. Определим коэффициент теплопередачи для этих температур:
![]() .
.
![]() .
.
- потери тепла в окружающую среду при заданных температурах:
 .
.



Потери тепла теплопроводностью: Qт = F × k × (tвн.ст – tн.ст),
где .
.
 .
.
![]() .
.
![]() .
.
![]() .
.
Температура наружной стенки печи сепарации
равна 58 °С. Определяем коэффициент потерь тепла конвекцией и
излучением: ![]()
где tcт - температура наружной стенки печи сепарации; tв - температура окружающей среды.
![]() .
.
 .
.
Суммарный коэффициент тепловых потерь составит:
![]() .
.
- потери тепла через боковую поверхность кожуха печи сепарации:
 .
.
 .
.
Потери через низ печи.
Исходные данные: d1 – толщина шамота легковеса ШЛБ – 1 – 0,2 м; d1 - толщина пенодиатомита ПД – 350 – 0,6 м; d3 - толщина металлического кожуха - 0,02 м; λ - коэффициент теплопроводности шамота – 2,5 кДж/м2.ч.0С; λ 2 - коэффициент теплопроводности пенодиатомита – 0,62 кДж/м2.ч.0С; λ 3 - коэффициент теплопроводности стали – 185,3 кДж/м2.ч.0С.
- поверхность слоев футеровки и кожуха:
![]() .
.
![]() .
.
![]() .
.
где d - средний диаметр слоев футеровки и кожуха;
- температура наружной поверхности низа печи.
Задаемся температурами наружной стенки 60, 70, 80 °С. Для поверхностей, обращенных вниз.
![]() .
.
![]() кДж/м2 × ч × °С .
кДж/м2 × ч × °С .
![]() кДж/м2 × ч × °С .
кДж/м2 × ч × °С .
![]() кДж/м2 × ч × °С .
кДж/м2 × ч × °С .
- потери тепла конвенцией и излучением:![]()
 .
.



- потери теплопроводностью: ![]() ,
,
где k - коэффициент теплопроводности
 .
.
![]() .
.
![]() .
.
![]() .
.
Определяем коэффициент потерь тепла конвенцией и излучением.
![]()

![]()
- потери тепла нижней поверхностью печи:
.
 .
.
- потери тепла печью сепарации:
![]()
- тепло, необходимое на нагрев всей футеровки печи от 20 °С до 1020 °С.
- тепло на нагрев шамота: Q1
= G1×C2×(t1-t2) ,![]()
гдеG1 – вес шамота – 1150 кг (по данным практики);
С1 - удельная теплоемкость шамота – 1,04 кДж/кг °С.
![]() .
.
- тепло на нагрев пенодиатомита:
![]() ,
,
где G2 – вес пенодиатомита – 1300 кг (по данным практики);
С2 - удельная теплоемкость пенодиатомита – 0,96 кДж/кг °С.
![]() .
.
Общее количество тепла на нагрев футеровки:
![]() .
.
Суммарные потери тепла реактором и печью сепарации:
- часовые теплопотери:
![]() ,
,
где t - время наиболее интенсивных теплопотерь – 12,4ч.
Данные расчетов сведены в таблицу 5.
Расчет мощности печи сепарации
Необходимую мощность печи сепарации рассчитываем по формуле:
![]() , где k - коэффициент запаса мощности, учитывающий различные
незначительные потери.
, где k - коэффициент запаса мощности, учитывающий различные
незначительные потери.
Для печей непрерывно действующих: k = 1,2 /1,3 .
Q – общий расход тепла в печи.
![]() .
.
Электрический расчет печи сепарации
Напряжение печи 380 В, нагреватели питаются то сети перемененного тока через трансформатор. В качестве нагревателей применяем ленточный нихром марки Х20Н80 ГОСТ-2615-58, сечением 3,2´36 мм.
Таблица 5.
Тепловой баланс процесса вакуумной сепарации
| Приход | кДж/ч | Расход | 0 |
| Тепло получаемое за счет нагревателей | 27106792 | 1 Теплота испарения Mg | 20828945 |
| 2 Теплота испарения MgCl2 | 1834279 | ||
|
3 Тепло на нагрев: а) Титановой губки б) Реактора в) Футеровки |
892363 841402 2444000 |
||
| 4 Потери тепла в обратную реторту через крышку реактора | 208325 | ||
| 5 Потери тепла боковой и нижней поверхностью печи | 57478 | ||
| Итого | 27106792 | Итого | 27106792 |
Удельное электрическое сопротивление нихрома при рабочей температуре: r = 1,15 Ом × мм2 /м
Предельно допустимая температура для нихрома марки Х20Н80 равна 1150 °С. На основании опыта эксплуатации печей с повышенной цикловой производительностью, нагреватели печей распределяем по четырем зонам. Мощность каждой зоны 175 кВт.
Расчет нагревателей: Мощность зоныР = 175
кВт; напряжениеU = 380 В; сила тока ![]() ; сопротивление
; сопротивление![]() ; сечение ленты S =
3,2 × 3,6 = 115 мм2 ; длина ленты
; сечение ленты S =
3,2 × 3,6 = 115 мм2 ; длина ленты ![]() ; поверхность
лентыF = 2 ×
(0.32 + 3.6) × 8250 = 64680см2;
Ваттная нагрузка
; поверхность
лентыF = 2 ×
(0.32 + 3.6) × 8250 = 64680см2;
Ваттная нагрузка
![]()
Технологический расчет основного оборудования
Количество печей сепарации
На основании данных дипломного проекта предлагается сокращенные высокотемпературные выдержки процесса сепарации на 10 часов, продолжительность печного цикла 80 часов: разогрев до температуры выдержки – 16 ч; время высокотемпературной выдержки – 62 ч; охлаждение аппарата в печи – 2 ч.
Календарное количество дней в году – 365 дней.
Печь на кап. ремонте – 12 дней.
Печь на профилактическом ремонте – 5 дней.
Итого 348 дней.
Производительность одной печи сепарации в год составит:
- количество печей сепарации,
обеспечивающих заданную годовую производительность: ![]()
- коэффициент использования печей сепарации составляет:
k = 348/365 = 0,95.
- количество печей сепарации с учетом коэффициента использования:
n = 67/0,95 = 70,5 » 71
- резерв печей сепарации: 71 × 0,05 = 3,5
Общее количество печей сепарации составит: 71 + 4 = 75
Расчет количества холодильников
Цикл охлаждения аппарата сепарации в холодильнике принимаем 53 ч. (охлаждение воздухом – 3 ч; охлаждение водой – 50 ч..). Количество календарных дней работы холодильника в год – 365 дней.
- производительность холодильника в год: ![]() .
.
- количество холодильников, обеспечивающих заданную производительность: n = 30000 / 700,98 = 43 холодильника.
- коэффициент использования холодильников: k = 360 / 365 = 0,98
- необходимое количество холодильников с учетом коэффициента использования составит: n = 43 / 0,98 = 43,8 » 44
- резерв холодильников: 44 × 0,05 = 2,2 » 3
Общее число холодильников: n = 44 + 3 = 47
Расчет количества реторт.
- суточная производительность цеха: Псут. = 30000 / 365 = 82,19 т/сут.
- общее количество реторт необходимых для обеспечения заданной производительности отделения, из них:
- реторты, занятые на вакуумной сепарации: 75 × 2 = 150
- реторты, находящиеся на охлаждении: 47 × 2 = 94
- всего реторт: 244
- резерв реторт: 244 × 0,05 = 13
- общее количество реторт: 244 + 13 = 257
Выбор и расчет вспомогательного оборудования
Выбор вакуумных насосов
Для создания вакуума в аппарате сепарации устанавливается диффузионный насос в паре с механическим насосом. Откачиваемый объем воздуха равен сумме двух объемов –реактора, оборотной реторты и объема вакуумных проводов. Объем реторты – 4,8 м3. Объем вакуумных проводов до механического насоса – 1,5 м3, до диффузионного - 1 м3. Время откачки механическим насосом – 10 мин (600с)
Время откачки диффузионным насосом – 5 мин (300с)
Остаточное давление в системе после откачки механическим насосом 13,3 Па, после откачки диффузионным насосом 0,133 Па.
Суммарный откачиваемый объем: 4,8 + 4,8 + 1,5 = 11,1 м3
Скорость откачки от атмосферного давления до 13,3 Па определим по формуле:
 .
.
Предлагается к установке насос ВН – 6Г производительностью 155 л/с, предельным вакуумом 1,3 Па, мощность электродвигателя 20 кВт.Выбираем диффузионный насос. Суммарный откачиваемый объем: 4,8 + 4,8 +1 = 10,6 м3
Скорость откачки от давления 13,3 до 0,133 Па:
Устанавливаем насос БН – 2000 производительностью 2000 л/с, предельным вакуумом 0,06 Па, мощностью электродвигателя 7,5 кВт..
Выбираем насос для создания контрвакуума в печи.
Откачиваемый объем:
 .
.
Остаточное давление в печи 664,5 Па.
Скорость откачки от атмосферного давления до 664,5 Па, время откачки 5 мин (300 с):
 .
.
Расчет количества вакуумных насосов
Количество вакуумных насосов ВН – 6Г равно количеству печей в отделении плюс 4 насоса контрвакуумной линии. Всего ВН – 6Г: 75 + 4 = 79
4. Аналитический контроль производства
Качество титановой губки определяется содержанием в ней примесей и ее однородностью. Повышенное содержание примесей делает титан хрупким, что затрудняет получение изделий с необходимыми механическими свойствами. Неоднородность губки затрудняет изготовление изделий с определенными механическими свойствами. В качестве основных примесей в титановой губке присутствуют: кислород, азот, железо, хлор, магний, углерод, кремний, никель, хром, водород. Содержание этих элементов в губке колеблется как в партиях металла, так и в пробах, отобранных из одной партии.
Основными параметрами для определения качества титана являются его механические свойства, в частности твердость. Чем выше твердость титана, тем ниже его качество.
Целью переработки отсепарированной губки является разделение на партии, в которых металл был бы по возможности однороден, Выбор схемы переработки губки зависит от технологической схемы ее получения. Во всех случаях переработка заключается в первую очередь в отделении более качественного металла от менее качественного. При разделке губки в виде блока от кричной (центральной) части блока отделяются низ и верх блока. Из криц комплектуют партии металла наиболее высокого качества, партии металла, отобранного из остальных частей блока, имеют более низкое качество. Благодаря такому методу сортировки удается получить часть металла высших сортов с содержанием примесей меньшим, чем среднее содержание их в блоке. Но зато другая часть металла неизбежно получается менее высокого качества, и часть его может пойти даже в брак.
Кроме разделки отсепарированного блока губки на соответствующие части, приемом, улучшающим качество, является рассев губки по фракциям крупности после ее дробления. Дробление губки вообще необходимо, так как в противном случае ее переплавка затруднительна. В самые мелкие фракции губки (менее 3 мм) попадает металл более хрупкий, который, как правило, идет в отходы.
Переработка и использование отходов титана являются важным переделом, который существенно влияет на экономику всего производства этого металла.
Товарные партии титановой губки составляют из фракций 12 — (—70), 12 — (—25) и 2— (—12) мм. Допускается комплектование партий из фракций 6 — (—12) и 2 — (—6) мм. Все товарные партии независимо от крупности не должны содержать дефектной губки, соответствующей установленным эталонам.
В связи с жесткими требованиями к качеству титановой губки перед упаковкой в тару на транспортере ее тщательно сортируют по внешнему виду. От губки отделяют отходы (недосепарированная, окисленная, оплавленная губка, шламистые низы, гарниссаж с железом, губка наклепанная окисленная, некачественные пленки верхней части крицы), а также посторонние включения, случайно оказавшиеся в губке.
Всю качественную губку после сортировки транспортером подают в промежуточную емкость и по мере накопления комплектуют в товарные партии, и затем упаковывают в тару.
Отходы первичной сортировки подвергают более тщательной вторичной сортировке на столах, откуда отобранную качественную губку возвращают на составление товарных партий, а остальную губку направляют в отделение переработки отходов, где ее повторно несколько раз дробят до фракции —30 мм, производят грохочение и отсев и для окончательной сортировки подают на сортировочные столы. Качественную губку возвращают в отделение для составления товарных партий, а брак и отсевы смешивают и направляют на пресс для брикетирования.
В процессе работы не допускается попадание некачественной губки в комплектуемую товарную партию. Если в пробе обнаруживается хотя бы один кусочек дефектной губки, партию считают забракованной и возвращают на повторную сортировку.
Упаковка титановой губки в тару. Титановую губку упаковывают в специально предназначенную тару — контейнеры емкостью 500 л или бочки емкостью 250 л. Тару с титановой губкой тщательно герметизируют, воздух откачивают, а свободный объем заполняют аргоном до небольшого избыточного давления.
Дробленую губку после получения результатов анализа из промежуточной емкости засыпают в бункер, подают на конусный делитель для усреднения и равномерно засыпают в тару.
Тару, поступающую для заполнения губкой, предварительно осматривают, очищают, проверяют на герметичность. После заполнения и взвешивания на весах на тару наносят маркировку.
Для удовлетворения потребностей западного рынка на комбинате установлен жесткий контроль качества, который адаптирован к требованиям производителей авиационных двигателей и аэрокосмоса. Комбинат работает согласно международных стандартов качества:
- ISO 9002 - 94 - Система качества. Модель для обеспечения качества при производстве, монтаже и обслуживании.
- AS 9100 - 99 - Система качества. Авиакосмос. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании.
5. Контроль и автоматизация технологических процессов
На переделе вакуумной сепарации реакционной массы наибольшее количество точек контроля и автоматического регулирования сосредоточены непосредственно на участке электропечей и аппаратов сепарации с вакуум – системами.
Максимально возможная и надежная автоматизация контроля и регулирования на этом участке обеспечивают высокую производительность аппаратов, хорошее качество титановой губки и снижение трудозатрат.
Основными технологическими контролируемыми и автоматически регулируемыми параметрами в отделении вакуумной сепарации являются; температурный режим печей вакуумной сепарации, остаточное давление в аппарате сепарации (вакуум) и остаточное давление в печи сепарации (контрвакуум).
Как было отмечено в п.3.1.6 магний и хлорид магния начинают испарятся при температуре 900 °С, но для активизации процесса сепарации температуру необходимо повысить. Температура процесса сепарации лимитируется 1085°С, при той температуре железо стенки реторты начинает взаимодействовать с титаном. Конструкция печи предусматривает четыре зоны нагрева реторты реактора по вертикали. Температуры зон предлагаются следующие: 1- 970 °С, 2 – 1010 °С, 3 – 1020 °С, 4 – 1010 °С, значит в процессе сепарации необходимо независимо регулировать температуру четырех зон одновременно. Этой производится с помощью термопар и котроллеров Р – 130, один контроллер на одну печь. Величина уставок по зонам печи сепарации при ведении процесса;
1- 970 ± 10°С, 2 – 1010 ± 10°С, 3 – 1020 ± 10°С, 4 – 1010 ± 10°С.
Понижение давления в аппарате необходимо для протекания процесса сепарации при заданных температурах. Промышленные насосы могут откачивать газы из аппарата до остаточного давления порядка 0,13 Па. Повышение остаточного давления в аппарате более 13,3 Па при высокотемпературной выдержке нежелательно, это может происходить при разгерметизации аппарата, прогара стенки реторты, что неотвратимо ведет к ухудшению качества титановой губки. Поэтому величину остаточного давления в аппарате необходимо контролировать.
При высоких температурах конструкция стальной реторты теряет необходимую жесткость для удержания правильной цилиндрической формы при глубоком вакууме внутри реторты. Поэтому необходимо понижать давление между стенкой реторты и печью сепарации. Печь вакуумной сепарации делается герметичной, поэтому есть возможность для создания контрвакуума. Научные исследования и практика работы показала, что остаточного давления 6665 Па достаточно для сохранения ретортой прежней формы.
Осуществление автоматического контролирования и регулирования технологического процесса.
Технологический процесс сепарации губчатого титана управляется автоматизированной системой.
АСУТП процесса сепарации представляет собой 2-х уровневую распределённую систему управления отдельными аппаратами.
На нижнем уровне АСУТП решаются задачи:
- автоматическое регулирование температурой зон печи сепарации;
- автоматический контроль вакуума в аппарате;
- автоматическое управление вакуумными насосами аппарата;
- автоматическое определение окончания сепарации.
На нижнем уровне каждой печи установлены контроллеры Ремиконт-130, которые объединены локальной вычислительной сетью “Транзит” по четыре контроллера в каждом.
На верхнем уровне АСУТП процессов сепарации производится:
- отображение мнемосхемы аппарата;
- отображение на мнемосхеме текущих значений температуры, вакуума, длительности высокотемпературной выдержки в цифровой и графической форме;
- регистрация и документирование на магнитном носителе температуры, вакуума, количество электроэнергии.
Контроль и регулирование температуры по зонам в аппарате сепарации выполнен с применением контроллера Ремиконт -130. Один контроллер на одну печь (позиция А1).
Температура в печи измеряется первичными преобразователями – термопары хромель-алюмелевые (поз. 4 а-1 – 4 2-1). Сигнал с термопар поступает на усилители сигнала термопар БУТ (поз. 4 д-1; 4 е-1), преобразующие сигнал термопар в унифицированный токовый сигнал 0 – 5 ma. Сигнал с БУТ заведён на клеммные разъёмы контроллера Ремиконт -130.
В контроллере Ремиконт -130 заложена программа управления температурным режимом зон печи.
В контроллере Р-130 происходит сравнение сигнала, поступающего с термопары, с заданием, заложенным в программе.
Если температура в печи выше задания, то контроллер выдаёт команду на отключение нихромового нагревателя зоны, если температура в печи ниже задания, то выдаётся команда на включение нихромового нагревателя. Включение и отключение зон происходит через усилители мощности БУМ (поз. 4 ж-1).
Резервирование схемы микропроцессорного управления осуществляется машиной “Марс-200Р” (поз. А-4). Сигналы термопар (поз. 4 а – 4 2-1) параллельно заводятся на машину централизованного контроля и управления “Марс-200Р” (поз. А-4).
Сигналы управления нихромовыми нагревателями через переключатель S B-1 поступают или от контроллера Ремиконт (поз. А-1), или в аварийном случае от Марс-200Р (поз. А-4).
С помощью прибора ЦР (поз. 43-1) контролируется температура зон печи.
При аварийном завышении температуры сигнал с контроллера Ремиконт-130 поступает на лампы сигнализации, установленные на щите (поз. HL 5-1, HL 6-1, HL 7-1, HL-8). При аварийном завышении температурного режима эти лампы мигают “частым” светом. Лампы сигнализации (поз. HL 1-1, HL 2-1, HL 3-1, HL 4-1) сигнализируют об аварийном значении температуры при регулировании температурного режима “Марс-200Р”.
Контроль вакуума в аппарате сепарации осуществляется термопарной лампой ПМТ2 (поз. 3 а-1), сигнал с которой заводится на вакуумметр термопарный ВТ-2АП (поз. 3 б). С выхода прибора ВТ-2А (поз. 3б) сигнал поступает на нормирующий преобразователь Ш-72 (поз. 3 в-1), преобразующий сигнал вакуумметра в унифицированный сигнал 0 – 5 ma, который заведён в контроллер Ремиконт -130.
Сигнализация вакуумного режима.
Сигнализация нарушения режима вакуума осуществляется лампой сигнализации (поз. HL 9-1) , установленной на щите.
В контроллере заложена программа, в соответствии с которой текущее значение вакуума сравнивается с аварийным значением, заложенным в программе, и при изменении вакуума ниже заданного значения лампа мигает частым светом.
Управление вакуумными насосами в автоматическом режиме осуществляется с помощью контроллера Ремиконт -130. В контроллере заложена программа управления вакуумными насосами: механическими ВН-6Г, ВН-1МГ и паромасленными БН-2000. Первоначальный пуск процесса дистилляции предусматривает включение механического насоса ВН-6Г. Для этого контроллер Ремиконт -130 (поз. А1) включает:
- магнитный пускатель (поз. 3 ж-1) насоса ВН-6Г;
- электрифицированный вакуумный вентиль (поз. 3 Е-1).
После достижения вакуума в аппарате, равного 430 микрон, по программе, заложенной в контроллер, включается паромасленный насос, имеющий более высокую производительность, для чего контроллер (поз. А 4) включает:
- магнитный пускатель (поз. 3 д-1) для подачи напряжения на нагреватель вакуумного масла в насосе БН-2000;
- электрифицированный вентиль (поз. 3 з-1);
- электрифицированный вентиль (поз. 3 Е-1).
При этом паромасленный насос БН-2000 и механический насос ВН-6Г включены последовательно.
Механический насос ВН-6Г создаёт предварительное разряжение для насоса БН-2000. С целью экономии электроэнергии через 4 часа после достижения вакуума 430 микрон по команде контроллера (поз. А 4) насос ВН-6Г останавливается, а насос ВН-1МГ включается.
Контроллер ( поз. А 4) осуществляет:
- включение пускателя (поз. З 2-1) насоса ВН-1МГ;
- отключение пускателя (поз. 3 ж-1) насоса ВН-6Г;
- включение электрифицированного вентиля (поз. 3 и-1) на линии вакуума насоса ВН-1МГ;
- отключение электрифицированного вентиля (поз. 3 К-1) на линии вакуума насоса ВН-6Г.
Отключение вакуумных насосов после окончания процесса сепарации осуществляется автоматически контроллером Ремиконт Р-130. Автоматическое окончание процесса сепарации осуществляется по истечению 72 часов высокотемпературной выдержки.
Контроллер (поз. А 4) производит:
- отключение пускателей насосов БН-2000, ВН-1МГ (поз. 3 ж-1, 3 д-1);
- закрытие электрифицированных вентилей на линии вакуума (поз. 3 з-1, 3 к-1). Сигнализация об окончании процесса сепарации осуществляется контроллером Ремиконт -130 (поз. А 4) путём включения на щите лампы сигнализации HL 10-1.
Сигнал о количестве электроэнергии, потребляемой на процесс сепарации, измеряется счётчиком СА4У-И672Д (поз. 6 а-1) и поступает на вход контроллера Р-130.
Контроль температуры отходящей воды с реторты конденсатора и фланцев. Температура отходящей воды с реторты конденсатора измеряется термометром сопротивления ТСМ-50 (поз. 2 а-1). Сигнал заводится на контроллер (поз. А 4). Сигнал термореле ТР-200 (поз. 1 а-1) поступает на вход контроллера (поз. А 4) для контроля максимальной температуры охлаждающей воды фланцев печи, аппарата, вакуумных насосов.
Верхний уровень АСУТП представляет собой автоматизированное рабочее место оператора-технолога, созданное с помощью локальной вычислительной сети. Локальная вычислительная сеть “Транзит” предназначена для объединения микропроцессорных контроллеров Ремиконт -130 для организации рабочего места оператора-технолога.
Объединение контроллеров Ремиконт -130 (поз. А 1) осуществляется с помощью блока БШ (поз. А 2). На один БШ подсоединяется до 15 штук контроллеров. Сигналя с блока шлюза БШ (поз. А 2) поступают на IBM совместимый компьютер (поз. А 3).
На компьютере (поз. А 3) реализовано автоматизированное рабочее место оператора-технолога.
На АРМ отображены мнемосхемы процесса. Отдельные элементы мнемосхемы отображают критические значения параметров температурного режима и вакуума. На мнемосхеме приведены цифровые значения параметров температуры и вакуума. При критических значениях изменяется цвет текущих параметров. В АРМ реализованы текстовые сообщения: аварийные и технологические. Технологические сообщения отражают в хронологическом порядке все операции в процессе: установку аппарата в печь, проплавление магниевой заглушки, выход процесса на высокотемпературную выдержку, окончание процесса, т.е. прохождение всех технологических стадий. Аварийные сообщения отражают ситуации, связанные с отклонениями параметров от нормы.
Функциональная схема контроля и автоматизации процесса вакуумной сепарации представлена на чертеже.
Отделение питается электрической энергией от двух коммутационных пунктов КП – 3 и КП – 4 и распределительных пунктов РП – 9 и РП – 10.
КП – 3 питается от шинопровода ГПП – 5 на которую поступает энергия от Бухтарминской ГЭС.
КП – 4 питается от шинопровода Согринской ТЭЦ.
РП – 10 – от КП – 3, РП – 9 – от КП –4.
Отделение сепарации имеет 11 встроенных подстанций, в каждой из которых установлены по три понижающих трансформатора 10 / 0,4 кВ на1000 кВт или 1600 кВт.
Основными потребителями электроэнергии являются печи вакуумной сепарации, вакуумные насосы. В качестве понижающих трансформаторов применяются маслонаполненные трансформаторы типа ТМ – 1000, 10 / 0,4 и ТМ – 1600, 10 / 0,4.
6. Экологичность и безопасность проекта
6.1 Анализ вредных и опасных производственных факторов
Технологические процессы в проектируемом цехе связаны с применением и получением вредных химических веществ в различных агрегатных состояниях. Эти вещества при нарушении технологии и несоблюдении профилактических мер могут попасть в атмосферу производственных помещений, землю, сточные воды и представить опасность для самих рабочих и для населения, живущего вблизи предприятия.
Классификация производственных факторов, опасных для жизни человека. Производственные факторы, влияющие на жизнь человека:
- движущиеся части машин и механизмов;
- электрический ток;
- промышленные яды и агрессивные жидкости;
- промышленная пыль и производственный шум.
Мгновенное действие производственной среды на организм человека, связанное с нарушением тканей и органов человека, называют производственной травмой. Медленное разрушение и нарушение физиологических функций организма называют профессиональным заболеванием.
Движущиеся части машин и механизмов являются опасными, когда они доступны для случайного прикосновения к ним человека во время работы. Все вращающиеся механизмы имеют защитные кожухи, окрашенные в ярко-красный цвет. Соединительные муфты имеют защитные ограждения.
Все рабочие площадки, проемы, проходы, лестницы, находящиеся на высоте более 0,5 метра, выполняются с ограждениями 1200 мм. Уклон лестниц 45-59 градусов.
Пол на отметке 0,000 выполнен из рифленых чугунных плит. Уборку полов производят мокрыми опилками.
Ремонт и чистку печей производят при обязательном присутствии наблюдающего. Нахождение людей под хвостовиками работающих аппаратов восстановления запрещается.
Тепловые факторы вызывают у человека ожоги. Они возникают при соприкосновении человека с нагретыми частями производственного оборудования, в результате действия расплавленного металла, горячей жидкости, пара или газа. При заливке жидкого магния в реактор, при сливе хлорида магния в ковш из аппарата, для предупреждения возможного выброса металла и расплава соли, все оборудование, и инструменты должны предварительно быть просушены и прогреты.
Действие электрического тока на организм человека проявляется в сложной и многообразной форме. Поражение электрическим током можно разделить на две группы:
- поражение внутреннего характера;
- внешнее поражение (ожоги).
Наибольшую опасность представляют электрические удары, появляющиеся вследствие прохождения электрического тока через тело человека. Принято считать безопасным для человека ток до 0,01 А. Среднее сопротивление тела человека составляет 1000 Ом.
В проектируемом цехе предусмотрено дистанционное включение и отключение оборудования при помощи магнитных пускателей, световая и звуковая сигнализации. Во избежание повреждения электрическим током необходимо прокладку кабелей вести в трубах. Для того чтобы при ремонте избежать случайных поражений током, необходимо предусмотреть электроблокировку. Все электрооборудование должно иметь заземление.
Распределительные щитовые находятся в отдельных помещениях, вход в которые разрешен только лицам, имеющим допуск.
Работы, связанные с включением электрического оборудования, производятся в соответствии с требованиями “Правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей.
Характеристика вредных веществ, специфичных для данного производства.
Тетрахлорид титана при обычных условиях, с температурой кипения 409,9 градусов К, попадает в атмосферу производственных помещений в виде жидкости или пара при разгерметизации оборудования.
TiCl4 - дымообразующее вещество, при воздействии с влагой
воздуха образует белую пыль оксихлорида титана и токсичный хлорид водорода,
который отсорбируется на частицах пыли оксихлорида титана, способен проникать в
легкие. Предельно допустимая концентрация (ПДК) для HCl в атмосфере производственных помещений составляет 1мг/![]() . Пары HCl поражают слизистую оболочку верхних
дыхательных путей и вызывают токсические бронхиты. Попадание TiCl4 на кожу дает труднозаживающие ожоги II и III степеней.
. Пары HCl поражают слизистую оболочку верхних
дыхательных путей и вызывают токсические бронхиты. Попадание TiCl4 на кожу дает труднозаживающие ожоги II и III степеней.
Хлорид водорода (HCl) – бесцветный удушливый газ, растворяясь в воде, образует соляную кислоту. Токсичность проявляется в виде сильного раздражения верхних дыхательных путей.
В проектируемом цехе ядовитыми веществами являются: хлор, пары соляной кислоты, хлоридной окиси титана, титановой пыли. Допустимые концентрации в атмосфере рабочего помещения следующие:
- хлор – 1,001 мг/дм3;
- HCl – 0,005 мг/дм3;
- Ti – 0,1 мг/дм3.
6.2 Мероприятия по охране труда и технике безопасности
Производство губчатого титана на всех переделах связано с применением и получением вредных химических веществ в различных агрессивных состояниях. Эти вещества при нарушении профилактических мер могут попасть в атмосферу производственных помещений, землю, сточные воды и представить опасность как для самих рабочих, так и для населения, живущего вблизи предприятия. В процессе производства рабочие управляют различными механизмами с электрическими приводами, обслуживают грузозахватные механизмы.
В этих условиях отклонения от правил технической эксплуатации, техники безопасности может вызвать аварию и несчастный случай.
Рабочие, впервые принятые на производство и не имеющие удостоверения по специальности проходят вводный инструктаж по технике безопасности в отделе охраны труда предприятия, который знакомит с общими правила поведения людей на территории завода и его цехов, с правилами пожарной безопасности.
Отдел охраны труда предприятия выдает рабочему на руки “Личную карточку инструктажа” и с этим документом его направляют непосредственно в цех. Администрация цеха обеспечивает вновь принятого рабочего спецодеждой, спецобувью, специальными средствами защиты, выделяет ему место в бытовой комнате, выдает на руки и направляет к мастеру, который отвечает за соблюдение требований охраны труда этим рабочим.
Рабочего допускают к самостоятельной работе только после прохождения им инструктажа на рабочем месте, сдачи экзамена по технике безопасности для конкретной специальности.
В процессе самостоятельной работы с рабочим не менее двух раз в году проводят повторный инструктаж по безопасности и плану ликвидации аварии. Важным значением для безопасных условий труда имеет соблюдение трудовой дисциплины. Игнорирование правил ношения защитной одежды, специальной обуви, средств защиты органов дыхания, выполнение чужих функций работы на неисправном оборудовании - основные причины аварии и несчастных случаев на производстве.
Для профилактики производственного травматизма, профзаболеваний, исключения аварии при производстве губчатого титана внедрена система управления охраной труда.
На всех предприятиях, во всех цехах создаются кабинеты по охране труда, призваны стать центрами по повышению знаний рабочих, воспитанию в них сознательного отношения к выполнению требований техники безопасности и производственной санитарии.
Администрация предприятия цеха обязана разрабатывать ежегодные планы по охране труда и технике безопасности, проводить анализ производственного травматизма.
6.3 Санитарно-гигиенические мероприятия
Перед началом смены рабочий должен прийти на рабочее место в исправной и чистой спецодежде. Принимать пищу и курить запрещается на всей территории цеха. Разрешается только в специально отведенных для этих целей помещениях. Запрещается употреблять воду из промышленного водопровода. Пить воду можно только из специально оборудованных фонтанчиков, которые расположены на каждом технологическом участке. При получении микротравмы, рану необходимо промыть и обработать медикаментами из аптечки, находящейся в специальном месте.
После рабочей смены, по требованию инструкции по технике безопасности, каждому работнику необходимо принимать гигиенический душ. Моющие средства – 200 гр. Мыла выдаются каждому работнику ежемесячно. Стирка и ремонт спецодежды производится централизованно в хозяйственном цехе предприятия.
6.4 Обеспечение спецпитанием
Работники проектируемого цеха получают специальное питание, состоящее из талонов на молочные продукты – 0,5 литра ежедневно, кроме субботы и воскресенья.
В цехе предусмотрена чайная–буфет для принятия в течение смены горячего чая. Столовая расположена на территории предприятия в 30 метрах от цеха.
6.5 Общая вентиляция
Общая вентиляция предназначена для обмена воздуха во всем помещении.
Для вентиляции подается незагрязненный воздух. Приточный воздух подают в производственные помещения системами механической вентиляции в рабочую зону. Удаление воздуха предусматривают из верхней зоны.
Для осуществления обще сообщенной вентиляции принимаем, что надо поменять воздух во всем отделении 1 раз за 1 час. Количество требуемого воздуха в течении 1 часа:
![]()
Для установки выбирают 2 центробежных вентилятора марки В-Ц12-49-8-01 производительностью 18 м3/с, тип двигателя 4А-315S мощностью 160 кВт.
6.6 Электробезопасность
Оборудование отделения питается от подстанции с двумя трансформаторами мощностью S =1500 кВт. Ток однофазного замыкания в сети 10 кВ равен 15 А.
Требуется определить сопротивление заземляющего устройства в сети 0,23 кВ с глухо – заземленной нейтралью.
Грунт на месте устройства подстанции – глина с удельным сопротивлением r равным 0,6 × 104 Ом×см.
Принимаем заземление из полосовых электродов сечением 4´40 мм и стержневых из угловой стали сечением 50´50 мм длинной 2,5 м. Заземлитель углублен в землю на 0,8 м.
Контур по периметру здания выполнен из полос, заглубленных на 0,8 м и вертикальных стержневых электродов. Рассчитаем сопротивление одного стержневого электрода Rc и сопротивление полосы контура Rп.
Сопротивление стержневого электрода:
![]()
где rc - rгр× ус; ус – коэффициент сезонности = 2;
rc = 0,6 × 106 × 2 = 1,2 × 104
l – длина стержневого электрода, см;
t - длина заглубления, см;
а – длина электрода.
![]()
Сопротивление полосы контура рассчитываем по формуле:
![]() ,
,
гдеrn = rc - rгр× уп = 0,6 × 104
![]()
Наиболее допустимое значение сопротивления, установленное нормами ПУЭ для сетей до 1000 В равно 4 Ом, т. е. должно выполняться условие:
![]() ,
,
где N – число уголков принимаем равным 30;
hc = 0,42 ;
hn = 0,68.
![]() ; 2,6 < 4 – условие выполнено.
; 2,6 < 4 – условие выполнено.
6.7 Противопожарные мероприятия
Производственное помещение отделения вакуумной сепарации не относится к категории пожароопасных. Однако в отделении пожар может возникнуть от неисправности электрооборудования, от газоэлектро – сварочных работ, от возгорания низших хлоридов титана при ремонте вакуумных блоков, вакуумных ловушек, при отсоединении вакуумной трубы от вакуумного блока. С целью недопускания возгораний необходимо строго выполнять правила обслуживания аппаратов и установок, строго соблюдать график ППР оборудования.
На отметке 0,00 м и 5,40 м по всему отделению устанавливаются емкости с песком или обевоженным карналитом для тушения. Предусмотрена установка противопожарных щитов с оборудованием и инвентарем, по одному щиту в каждом крыле. Для случаев эвакуации во время пожара предусмотрены аварийные выходы. В каждом крыле отделения существует пожарная сигнализация которая подключена к сигнализации пожарной команды комбината.
6.8 Общие правила безопасности
Индивидуальные средства защиты
Печевые должны работать только в установленных для них спецодежде и защитных средствах:
- суконный костюм или лавсано-хлопковый с маслозащитной пропиткой;
- ботинки кожаные;
- рукавицы суконные;
- защитные очки, щиток;
- каска;
- при необходимости противогаз марки БКФ.
При работе, связанной с ревизией вакуумных блоков пользоваться кислотостойкими рукавицами, нарукавниками и фартуками. Ревизию холодильников производить в резиновых сапогах, влагостойких рукавицах и фартуке.
Правила безопасности при работе с аппаратом сепарации.
При установке аппарата:
- отцентровать аппарат точно по центру печи;
- установку производить осторожно, без рывков, во избежание повреждения футеровки, нагревателей и термопар;
- не поправлять прокладку на печи руками, так как данную операцию производить с помощью специального крюка.
- не допускать подачу сразу большого количества воды на охлаждение фланцев аппарата, печи и насосов, во избежание образования большого давления водяных паров и разрыва стенок водяных рубашек.
При извлечении аппарата:
- убедиться что печь отключена;
- осмотреть аппарат, убрать имеющиеся на нем незакрепленные детали или предметы;
- при строповке аппарата убедиться в исправности грузовых проушин реторты – реактора;
- при отбалчивании аппарата выбирать устойчивые и безопасное положение тела;
- стропы траверсы должна находиться в направляющих оросителя и фиксироваться Г – образными штырями;
- приподнять аппарат на 100 – 150 мм, убедиться в надежности его строповки и только после этого дать команду на извлечение его из печи.
6.9 Расчет электроосвещения в отделении сепарации
Расчет естественного освещения
Расчет производится на двух отметках 0,00 и 5,40 днем и ночью.
Площадь световых проемов на отметке 0,00 при боковом освещении помещений рассчитывается по формуле:
100![]()
где S0 – площадь световых проемов при боковом освещении;
Sn – площадь пола помещения;
Ln - нормированное значение КЕО (СНиП 11-4-79);
Кз - коэффициент запаса (СниП 11-4-79);
h0 - световая характеристика окон (СниП 11-4-79);
Кзд – коэффициент учитывающий затемнение окон противостоящим зданиям (СниП 11-4-79);
t0 – общий коэффициент светоиспускания, определяемая по формуле:
t0 =t1∙t2 ∙ t3 ∙ t4 ∙t5,
где t1, t2, t3, t4 - коэффициенты, учитывающие потери света;
t5 – коэффициент , учитывающий потери света в защитной сетке под фонарями, равен 0,9;
r1 – коэффициент учитывающий повышение КЕО;
t0 – 0,8 × 0,8 ×1 × 1 × 0,9 = 0,576
![]()
Потребная площадь световых проемов на отметке 0,00 м: S0 = 5038 м2
При расчете естественного освещения на отметке 5,40 используются технологического же формулы, как при расчете освещения на отметке 0,00 м:
а) при боковом освещении:
![]()
б) при верхнем освещении:
где Sф – площадь световых проемов при верхнем освещении, м2
hф – световая характеристика фонаря или светового проема покрытия;
r2 –коэффициент учитывающий повышение КЕО при верхнем освещении;
Кф - коэффициент учитывающий тип фонаря.
а) при боковом освещении
![]()
![]()
б) при верхнем освещении
![]() ,
,![]()
где ![]()
![]() - площадь световых проемов при верхнем освещении,
- площадь световых проемов при верхнем освещении, ![]() ;
;![]()
![]() - световая характеристика фонаря
или светового проема в плоскости покрытия;
- световая характеристика фонаря
или светового проема в плоскости покрытия;
r2 - коэффициент учитывающий повышение КЕО при верхнем освещении
Кф - коэффициент учитывающий тип фонаря.
а) ![]()
S0=1679 м2
б) ![]()
Sф=934 м2.
Потребная площадь световых проемов бокового освещения составит 1679 м2 , верхнего освещения – 934 м2.
Расчет искусственного освещения
По данным расчета длина отделения вакуумной сепарации 271 м. Для освещения на отметке 5.40 м лампы расположены в три ряда. Расстояние между колоннами 6 м , на 271 м длины приходится 45 ферм. На каждой по 3 светильника, всего 135 штук.
При расчете используется метод коэффициента использования и определяется потребный световой поток (F) каждого светильника по формуле:
![]()
где Е – наименьшая освещенность, равна 75 лк;
k – коэффициент запаса, равен 1,3;
S – площадь помещения, м2;
z – коэффициент перехода от наименьшей освещенности к средней, равен 1,15;
N – количество светильников;
h - коэффициент использования, т.е. относительная доля потока лампы, падающая на поверхность S.
Светильники находятся на высоте 19 м. До отметки 5,40 м расстояние составляет 13,6 м. Расчетная высота составит 13,6-0,8=12,8 м.
Индекс помещения находим по формуле:
![]() ,
,
гдеА – длина помещения, м;
В – ширина помещения, м;
H – высота подвеса светильников, м.
![]()
h=0,57, тогда:
![]() лк
лк
Выбираем лампу 750 Вт-13100 лм, принимаем к установке 135 светильников, мощностью 750 Вт каждый. Светильники типа Универсал ДРЛ-220-750.
На отметке 0.00 м принимаем к установке 129 светильников.Площадь 6504 м2, расчетная высота h=5.4 м, коэффициент отражения потолков и стен принимаем Рп=50%, Рс=30%.
Индекс помещения составит:
![]() = 4,1
= 4,1
По [18] находим h=0.63, тогда:
![]() лм
лм
Выбираем лампу 500 Вт-9100 лм, Принимаем к установке 129 светильников, мощностью 500 Вт каждый.
6.10 Расчет защитного заземления
Цеховое оборудование питается от подстанции с двумя трансформаторами мощностью S=1500 кВатт. Ток однофазного замыкания в сети 10 кВ равен 15А.
Требуется определить сопротивление заземляющего устройства в сети 0,23 кВ с глухо-заземленной нейтралью.
Грунт на месте устройства
подстанции - глина с удельным сопротивлением Р, равным. ![]()
Принимаем заземление из полосовых электродов сечением 4х40 мм и стержневых из угловой стали сечением 50 5 50 мм длиной 2,5 м. Заземлитель углублен в землю на 0,8 м.
Контур по периметру здания выполнен из полос, заглубленных на 0,8 м и вертикальных стрежневых электродов.
Рассчитаем сопротивление одного стержневого электрода Rс и сопротивление полосы контура Rп.
Сопротивление стержневого электрода:
где, rc = rгр. Х yc; yc – коэффициент сезонности;
yc = выбираем равным 2,0;
l – длина стрежневого электрода, см;
t – длина заглубления, см;
а – длина электрода.

Сопротивление полосы контура рассчитываем по формуле:
 ;
;
![]()
![]()
Наиболее допустимое значение сопротивления R3 , установленное нормами ПУЭ для сетей до 1000 В равно 4 Ом.
 Ом,
Ом,
где N - число уголков, равное 10;
hп = 0,42;
hс = 0,68.

![]()
1,1 < 4 Ом – условие выполнено.
Проведем проверку заземления на термоустойчивость по формуле:
S > 0,12 5 Iз 5 Vrгр. 5 t,
где S – поверхность сопротивления заземлителя с грунтом, см2;
Iз – расчетный ток замыкания на землю, А;
rгр. – удельное сопротивление грунта, Ом см;
t – длительность замыкания на землю.
![]()
![]()
Данный заземлитель удовлетворяет правилам устройств электроустановок, обладает достаточной поверхностью и термоустойчивостью.
6.11 Охрана воздушного бассейна от загрязнения вредными веществами
В настоящее время для производства титана магниетермическим способом используются герметичные аппараты. Источником загрязнения воздуха (хлоридом водорода) являются места слива из аппаратов восстановления. Хлорид водорода и пыль, содержащиеся на рабочих площадках демонтажа аппаратов восстановления и сортировки титановой губки выбрасываются в атмосферу через аэрофонари. По данным АО "УК ТМК" выбросы в атмосферу хлорида водорода составляют 34,66 т в год и титановой пыли 0,442 т в год.
6.12 Экологическое состояние в отделении вакуумной сепарации
В целях охраны земель и водоемов построены 2 траншеи с полиэтиленовым противофильтрационным экраном, что позволило уменьшить загрязнение подземных вод. Была проведена реконструкция и капитальный ремонт водооборотной станции, очистки и сброса промышленной воды. По охране водного бассейна выполнен капремонт коллектора в реку Иртыш.
6.13 Проектные решения по утилизации отходов производства
На АО "УК ТМК" общий объем осадков в трех шлаконакопителях составляет более чем 1,5 млн. тонн.
Под отходами производства понимаются материалы и энергоресурсы, неиспользуемые для получения основной продукции и образующиеся в процессе производства вредных веществ, загрязняющих окружающую среду. Под формулировкой “Безотходная технология” - понимают метод производства продукции, при котором все сырье и энергия используется наиболее рационально и комплексно.
Технология переработки промышленных продуктов и отходов титанового производства включает следующие переделы, которые были предложены и разработаны на АО "УК ТМК":
- получение пятиокиси ванадия из алюмованадиевых пульп;
- извлечение скандия из отработанного расплава титанового хлоратора;
- переработка конденсата аппарата вакуумной сепарации титановой губки.
7. Экономика производства
7.1 Организация производства
Организационно-производственная структура отделения вакуумной сепарации представлена в виде схемы 2.
Структура производственного процесса по технологическому содержанию представлена схемой 3
Режим работы и плановый баланс рабочего времени.
Для проектируемого отделения принимаем следующий режим работы:
- непрерывный;
- продолжительность рабочей недели 40 часов;
- число смен в сутки 3;
- продолжительность рабочей смены 8 часов.
Плановый баланс рабочего времени представлен в таблице 6
Таблица 6 Плановый баланс рабочего времени.
| Показатели | Непрерывное производство с восьми часовой рабочей сменой |
| 1.Число календарных дней (Т кал) | 365 |
| 2. Число выходных и нерабочих дней (по графику выходов) | 112 |
| 3.Номинальный фонд рабочего времени (Т ном) | 253 |
| 4.Невыходы на работу по причинам, дни: | |
| - отпуск | 24 |
| - болезни | 6 |
| -выполнение государственных общественных обязанностей | 2 |
| - отпуска учащихся | 2 |
| Всего невыходов | 34 |
| 5. Эффективный фонд рабочего времени (Т эф) | 253-34=219 |
|
Коэффициент списочного состава К сс=Т ном * Т эф |
1,15 |
| Количество бригад | 5 |
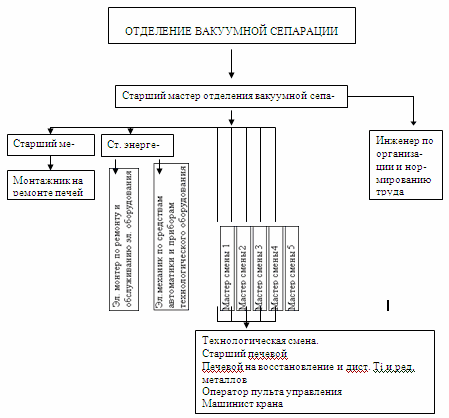
Схема 2 – Организационно- производственная структура отделения вакуумной сепарации.
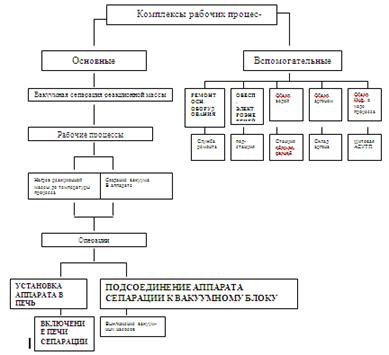
Схема 3 Структура производства процесса вакуумной сепарации титановой губки по технологическому содержанию.
Научная организация труда и кадров.
Формы единого разделения труда представлены в таблице 7.
Организация заработной платы.
В проекте принимаем районный коэффициент 1.3
В проекте планируем следующие доплаты:
- доплата за работу в праздничные дни. При 9 днях в году планируем в размере 9дн x 100% / 360 =2.5 % от тарифного фонда.
- доплата за работу в ночное время (22.00-6.00) и в вечерние часы (18.00-22.00)
Итого ночных часов -8 ч, вечерних –4 ч.
Принимаем в соответствии с действующим положением о доплатах
20% от тарифной ставки – за вечерние часы
50% от тарифной ставки – за ночные часы
В проекте принимаем средний процент доплаты
![]() от тарифной ставки (тарифного
фонда)
от тарифной ставки (тарифного
фонда)
Таблица 7
Формы единого разделения труда.
| Форма разделения труда | Металлургическое производство | |
| 1.Функциональная | рабочие | служащие |
| 1.1 Профессии | металлург | инженер-металлург |
| 1.2 Специальности |
-печевой на восстановление и дистилляции титана и редких металлов. - оператор пульта управления |
Ст. мастер Мастер смены |
| 1.3 Квалификационное | 4-5 разряд | 8-11 разряды |
| 1.4 Операционные |
печевой на отметки 5,4 печевой на отметки 0,00 печевой холодильщик |
Таблица 8
Формы организации труда.
| Формы организации труда | Металлургическое производство |
|
Коллективная -бригада по территориальному признаку |
Комплексная бригада -печевые -электромонтер -электромеханик -оператор пульта управления |
Оплату отпусков планируем в проекте в процентах от фонда основной зарплаты:
%= ![]()
где:
а- средняя продолжительность отпуска;
25,4 - среднее число дней в месяце;
12- количество месяцев в году;
100 – проценты.
![]() от заработной платы
от заработной платы
Выслугу лет планируем в размере 10% от тарифного фонда заработной платы по опыту прошлых лет
Отчисления на социальное страхование планируем в размере 26% от фонда оплаты труда рабочих и служащих (Госбюджет РК) Отчисления в пенсионный фонд планируем в размере 10%
В проекте принимаем в соответствии с Положением о премировании, утвержденном для данного предприятия, следующий размер премий:
- рабочим 100% от тарифной ставки;
- служащим 100% от месячного оклада.
Расчет численности рабочих представлен в таблице 5.4
Планирование заработной платы рабочих представлено в таблице 5.5
Планирование заработной платы служащих представлено в таблице 5.6
Таблица 9
Расчет численности рабочих
|
Наименование профессии |
Разряд |
Кол-во Единиц оборудования |
Сменность работы оборудования |
Норма обслуживания оборудования Чел. См./ед. |
Явочный штат чел/ сут |
Коэф. спи- сочного состава К |
Чис- лен- ность шта- тная, чел |
Списочный штат чел. |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
8 | 9 |
| Ст. печевой | 6 | 5 | 3 | 0,125 | 1,87 | 1,15 | 2,87 | 3 |
| Печевой | 5 | 75 | 3 | 0,053 | 11,92 | 1,15 | 12,92 | 15 |
|
Оператор пульта |
3 | 1 | 3 | 1 | 3 | 1,15 | 4 | 5 |
|
Машинист крана |
5 | 1 | 3 | 1 | 3 | 1,15 | 4 | 5 |
| Электромонтер | 5 | 1 | 3 | 1 | 3 | 1,15 | 4 | 5 |
| Электромеха-ник | 5 | 1 | 3 | 1 | 3 | 1,15 | 4 | 5 |
| итого | 38 | |||||||
| Обоснование | ЕТКС |
Табл. 5.8 |
На предпр. |
На предпр. |
гр. 3x4x5 |
Табл. 5.1 |
гр. 6+1 | гр. 7x8 |
Таблица 10
Расчет фонда заработной платы служащих
| № пп | Наименование |
Районный коэффициент |
Число Штатных единиц |
Месячный оклад, тыс тенге |
Фонд зарплаты Тыс. тенге |
||
|
По штатному расписанию |
С районным коэффициентом |
Месячный | годовой | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | Ст. Мастер | 1.3 | 1 | 21.306 | 27.697 | 27.697 | 332.364 |
| 2 | Мастер | 1.3 | 5 | 18.868 | 24.588 | 122.940 | 1475.28 |
| 3 | Ст энергетик | 1.3 | 1 | 21.306 | 27.697 | 27.697 | 332.364 |
| 4 | Ст. механик | 1.3 | 1 | 21.306 | 27.697 | 27.697 | 332.364 |
| Итого | 8 | 82.786 | 107.679 | 206.031 | 2472.372 | ||
| Премии (годовой фонд зарплаты : районный коэфф) 100% | 158.485 | 1901.884 | |||||
| Всего (годовой фонд зарплаты + премии) | 364.516 | 4374.196 | |||||
| Отчисления на соц.страх (всего*0.26*0.9) | 36.451 | 1023 | |||||
| Обоснование |
На пред- приятии |
По штат- ному расписанию |
На предприятии | г3*г5 | г4*г6 | г7*12мес. |
Организация ремонта
Для построения графика ППР производятся расчеты периодичности ремонтов по ремонтным нормативам.
Холодильник ТО: 730 / 720 = 1 месяц
Т: 4380 / 720 = 6 месяцев
n: 1750 / 720 = 24 месяца
Кран мостовой ТО: 365 / 720 = 0.5 месяца
Электрический Т: 2190 / 720 = 3 месяца
n: 25280 / 720 = 36 месяцев
Электропечь ТО: 730 / 720 = 1 месяц
сепарации Т: 2190 / 720 = 3 месяца
n: 35040 / 720 = 48 месяцев
График ППР и ремонтные нормативы представлены в таблице 11
7.2 Планирование производства
В разделе «Планирование производства» предполагается произвести расчёт себестоимости одной тонны титановой губки.
Расчёт калькуляция себестоимости титановой губки (производственная программа 30000 т в год) представлена в виде таблицы 12
Объектная смета на строительство здания отделения вакуумной сепарации представлена в виде таблицы 5.13
Таблица 11
Технико-экономическая характеристика основных фондов
|
Наименование основных фондов |
Количество | Балансовая стоимость, тыс. тенге | Норма амортизации | ||||||
| Строительных работ 20% | Монтажных работ 20% |
Оборудования 50% |
Прочие 10% |
Общая 100% |
|||||
| % | тенге | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 1 Водопровод |
3 1 |
3 1 |
3 1 |
7,5 3 |
1,5 1 |
15 5 |
2,4 | 0,36 | |
| 2 Воздухопровод |
2 1 |
7 3 |
7 3 |
17 9 |
3 2 |
34 17 |
2,4 | 0,816 | |
|
3 Печь сепарации |
75 1 |
43500 580 |
43500 580 |
108750 1450 |
21750 290 |
217500 2900 |
11 | 23925 | |
|
4 Аппарат сепарации |
122 1 |
48800 400 |
48800 400 |
122000 1000 |
24400 200 |
244000 2000 |
8,6 | 20984 | |
| 5.Холодильник |
47 1 |
724 15 |
724 15 |
1810 39 |
362 8 |
3619 77 |
9,8 | 354,7 | |
| 6 Экран |
122 1 |
3660 30 |
3660 30 |
9150 75 |
1830 15 |
18300 150 |
6,6 | 1208 | |
|
7 Ванна травильная |
2 1 |
35 17,6 |
35 18 |
88 44 |
18 9 |
176 88 |
7,8 | 13,7 | |
|
8 Насос ВН-6Г |
79 1 |
1548 20 |
1548 20 |
3871 49 |
774 10 |
7742 98 |
5,3 | 410,3 | |
|
9 Насос БН-2000 |
75 1 |
1500 20 |
1500 20 |
3750 50 |
750 10 |
7500 100 |
5,3 | 398 | |
|
10 Приборы КИПиА |
1 1 |
0,6 0,6 |
0,6 0,6 |
0,15 0,15 |
0,3 0,3 |
3 3 |
11,1 | 0,3 | |
|
11 Вычислит. техника |
1 1 |
3,2 3,2 |
3,2 3,2 |
8 8 |
1,6 1,6 |
16 16 |
12 | 1,9 | |
|
12. Кран мотовой |
2 1 |
100 50 |
100 50 |
250 125 |
50 25 |
500 250 |
5,5 | 27,5 | |
| 13. Прочие | 2 | 2 | 6 | 1 | 12 | 10,7 | 1,284 | ||
| Итого | 99883 | 9883 | 249709 | 49942 | 499417 | 47325 | |||
|
Неучтенное оборудование (30%) |
29965 | 29965 | 74913 | 14983 | 149825 | 4 | 5993 | ||
| Всего | 129848 | 129848 | 324621 | 64924 | 649242 | 53318 | |||
| Здания | 361559 | 1,4 | 1868 |
Таблица 12 Расчет расхода и стоимости электроэнергии
| Потребитель |
Потребность активной эл. энергии КВт/час |
Тариф за 1 кВт/час эл. Энергии
|
Плата за израсходо-ванную электро энергию. Тыс. тенге |
Плата заявленную мощность Тыс. тенге |
Всего затрат, тыс. тенге |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
Отделение вакуумной сепарации |
560*10 |
0,0014 | 784000 | 156800 | 940800 |
| Обоснование | По расчётам | На предприятии | гр2*гр3 | 20% от гр4 | гр4+гр 5 |
Таблица 13
Калькуляция себестоимости 1 тонны титановой губки.
| Статьи расходов | Обоснование | Затраты тыс. тенге | ||
| На весь объём | На единицу | |||
| 1 | 2 | 3 | 4 | |
|
А. Исходное сырьё (Реакционная масса-60553 за 1кг.) |
На предприятии | 3330415 | 111,01 | |
|
Б. Основные расходы 1 Вспомогательные материалы |
Таблица 5.9 | 31711 | 1,05 | |
| 2 Неучтённые материалы | Таблица 5.9 | 3171 | 0,1 | |
|
3 Энерго затраты -Электроэнергия |
Таблица 5.10 | 940800 | 31,36 | |
| - Пром. вода |
4380000 т |
0,0018 тыс.тен/т |
7884 | 0,26 |
| - Сжатый воздух |
2800 м |
0,00026 тыс.тен/т |
0,728 | 0,000024 |
| 4 Сменные части оборудования |
3% от средней годовой стоимости оборудования (324621) |
9738 | 0,32 | |
|
5. Расходы на оплату труда а) основная зарплата рабочих |
Таблица 5.5 | 11399 | 0.38 | |
| б) дополнительная зарплата рабочих | Таблица 5.5 | 2687 | 0.089 | |
| ИТОГО основных расходов | 1007391 | 33.58 | ||
|
Накладные расходы I Цеховые расходы 1 Зарплата служащих |
Таблица 5.6 | 2472 | 0.08 | |
| 2 Премии | Таблица 5.6 | 1901 | 0.06 | |
| 3 Отчисления на страхование служащих | Таблица 5.6 | 1023 | 0.034 | |
|
4 Отчисления на соц. Страхование рабочих |
Таблица 5.5 | 3296 | 0.122 | |
| 5 Амортизация зданий и сооружений на ПВ | Таблица 5.8 | 1871 | 0.062 | |
| 6 Текущий ремонт сооружений |
3.5% от ст-ти зд. и сооружений |
4670 | 0.155 | |
|
7 Содержание зданий и сооружений |
1% от сметной стоимости (Т.5.8) |
1335 | 0.044 | |
| 8 Охрана труда |
10% от основной з/платы рабочих |
1139 | 0.038 | |
|
9 Прочие расходы |
10% от з/платы ИТР(с учетом премий) | 437 | 0.015 | |
|
ИТОГО ЦЕХОВЫХ РАСХОДОВ |
18144 | 18144 | ||
|
II Расходы на
эксплуатацию оборудования |
Таблица 5.8 | 53318 | 1.777 | |
|
2 Эксплуатация оборудования |
1.5% от стоимости оборудования |
9738 | 0.324 | |
|
3 Текущий ремонт оборудования и транспортных средств |
5.5% от стоимости оборудования |
35708 | 1.19 | |
| 4. Прочие расходы | 3% от (I.1+II.2+II.3) | 2962 | 0.098 | |
| ИТОГО расходов на эксплуатацию оборудования | II.1+II.2+II.3+II.4 | 101726 | 3.39 | |
| ИТОГО накладных расходов | I+II | 119870 | 4.0 | |
|
III. Прочие накладные расходы |
||||
| 1. Содержание лабораторий, | 10% от ФЗП ИТР | 437 | 0.015 | |
| 2 Прочие расходы |
10% от (накладных расходов + III.1 |
120307 | 4.01 | |
|
Итого прочих накладных Расходов |
III.1 + III.2 | 120744 | 4.02 | |
| Итого накладных расходов | I + II + III | 240614 | 8.02 | |
| Охрана природы | 2% от Всего | 24960 | 0,83 | |
| Всего затрат с охраной природы | Всего + охрана природы | 1308965 | 43,63 | |
| Отчисления | 10% от себестоимости | 130896 | 4,36 | |
| Цеховая себестоимость |
Себестоимость + + другие налоги + стоимость сырья |
4770276 | 159 |
Планирование прибыли и рентабельности
Прибыль:
а) Балансовая = Валовый доход-валовый расход
Валовый расход = себестоимость + расходы периода
Пр бал = V×C/C×1.5 - V×C/C,
Пр.бал = 30000*159*1,5-30000*159=2385000 тыс. тенге
Первоочередные платежи:
- подоходный налог с юридических лиц (30% от Пр бал)
2385000*0,3=715500 тыс. тенге;
- налог на имущество (1% от Пр бал)
2385000*0,01=23850 тыс. тенге.
б) Расчетная = Пр.бал - первоочередные платежи
2385000-715500-23850=1645650 тыс. тенге.
Рентабельность:
а) Балансовая
1)по отношению к себестоимости
![]()
2) по отношению к стоимости основных фондов и оборотных средств
![]()
б) Расчетная
1) по отношению к себестоимости:
![]()
2) По отношению к стоимости основных фондов и оборотных средств:
![]()
Распределение прибыли и рентабельности производим в форме финансового плана в таблице 14
Таблица 14
Финансовый план
| Статьи дохода | Статьи расхода | ||
| Доходы и поступления средств | План на год, тыс.тенге | Расходы и отчисления средств | План на год, тыс.тенге |
| Прибыль от реализации товарной продукции | 2385000 | Капитальные вложения из ТЭХ |
101801 (640242+ 361559) |
| Амортизационные отчисления на полное восстановление основных фондов | 55188 (53318+ 1870) | Неучтенные расходы | 690037 |
| ИТОГО доходов и поступлений | 2440188 | ИТОГО расходов и отчислений | 1700838 |
| Получение кредитов | - | Погашение кредитов | - |
| ИТОГО | - | ИТОГО | - |
|
Ассигнования из бюджета |
- | Платежи в бюджет | |
| Подоходный налог с юр.лиц (30% от Пр.бал.) | 715500 | ||
| Налог на имущество (1% от стоимости основных фондов) | 23850 | ||
| ИТОГО | - | ИТОГО | 739350 |
| БАЛАНС | 2440188 | БАЛАНС | 2440188 |
7.3 Расчет экономической эффективности
Изменяя конструкцию аппарата сепарации и внедряя новые технологические параметры процесса сепарации, производительность аппарата сепарации увеличивается на 19,44 %(п.3.1.5) Затраты на производство остаются прежними. Тогда до увеличения производительности аппарата производственная программа была:
30000т/г – 119,44%х = 25117т/г
х т/г-100%
Себестоимость 1тонны титановой губки до увеличения производительности аппарата:
Себестоимость1 = ![]() тыс. тен
тыс. тен
Себестоимость 1 тонны титановой губки после увеличения производительности
Себестоимость2=![]() 159 тыс.тен
159 тыс.тен
Себестоимость уменьшилась на 189,9-159=30,9 тыс. тенге на 1 тонну титановой губки, а т.к. годовая производительность отделения 30000 тонн годовой экономический эффект составит:
30,9*30000=927666 тыс. тенге в год
7.4 Нахождение точки безубыточности
Переменные затраты:
V = стоимость сырья + стоимость вспомогательных материалов + заработная плата рабочих
V=3330415+5256+14087=3349758 тыс. тенге
Удельные переменные затраты:
![]() ,
,
где Q![]() -
производственная программа т/г,
-
производственная программа т/г,
![]() тыс. тенге
тыс. тенге
Цена 1 тонны титановой губки :
P= 159*1.5 = 238.5 тыс. тенге
Постоянные затраты:
С=цеховая себестоимость – переменные затраты
С=4770276-3349758=1420509 тыс. тенге
Объём продукции, при которой отделение становится прибыльным:
![]() тыс. тенге.
тыс. тенге.
Запас прочности
![]() %.
%.
Для нахождения точки безубыточности графическим способом строим график в координатах Q-З, Д
Затраты Доходы
З=С+vQ Д=p*Q
Для построения графика составим таблицу 15
Таблица 15 – Координаты для построения графика безубыточности
|
Объём продукции Q, т |
5000 | 15000 | 30000 |
|
Затраты З=С+vQ тыс. тенге |
1975509 | 3085509 | 4770509 |
|
Доходы Д=p*Q тыс. тенге |
11925000 | 3577500 | 7155000 |
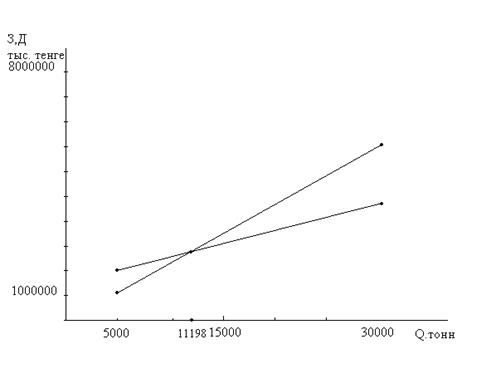
Рисунок 3 – График безубыточности
7.5 Технико-экономические показатели проекта
Технико-экономические показатели проекта представлены в таблице 16.
Таблица 16 Технико-экономические показатели проекта
| Обоснование | Наименование показателей | Единица измерен. |
показатели проекта |
||
| Проектиротделен. | Существ. отделен. | ||||
| Производственная программа | т | 30000 | 25117 | ||
| Таблица ТЭХ | Капитальные вложения (сметная стоимость)+ стоимость основных фондов | тыс.тен | 1010801 | 1010801 | |
|
Удельные капитальные вложения |
тыс.тен | 33,69 | 40,24 | ||
| т | |||||
| Таблица 14 | Число дней работы в году | дни | 219 | 219 | |
| Таблица 14, 15 | Численность | рабочих | чел | 38 | 38 |
| служащих | 8 | 8 | |||
| Таблица 14 | Средняя з\плата рабочих в месяц | тыс.тен | 30,894 | 30,894 | |
| чел:мес | |||||
| Таблица 15 | Полная сметная стоимость на весь объём продукции на год | тыс.тен | 4770276 | 4770276 | |
| Таблица 15 | Себестоимость 1 т Ti-губки | тыс.тен | 159 | 189,9 | |
| 1 т | |||||
| п. 7.3. | Годовой экономический эффект изменения конструкции аппарата и технологических параметров | тыс.тен | 927666 | - | |
| Прибыль | тыс.тен | 2385000 | - |
Заключение
В дипломном проекте представлена усовершенствованная технологическая схема получения титановой губки методом вакуумной сепарации в аппаратах повышенной единичной мощности 4,3 тонны губчатого титана за цикл. Производительность отделения – 30000 тонн титановой губки в год. Дано обоснование технологической схемы процесса вакуумной сепарации, составлен материальный и тепловой балансы процесса. произведен электрический расчет процесса сепарации, дан расчет и выбор основного и вспомогательного оборудования, выбор и описание схемы автоматического контролирования и регулирования процесса вакуумной сепарации, выбор и обоснование места строительства.
В экономической части представлен расчет стоимости оборудования, затрат на строительство отделения, численности и годового фонда заработной платы рабочих и служащих отделения, составлена калькуляция себестоимости титановой губки, рассчитана прибыль и рентабельность.
Представлены расчет электроосвещения, электробезопасности и вентиляции, дано описание экологического состояния и общих правил безопасности в отделении вакуумной сепарации.
Список литературы
1. Худайбергенов Т.Е. Титано-магниевое производство. Технология переработки промпродуктов и отходов. Учебно-научное издание для ВУЗов. - Алматы, 1996 г. 178 с.
2. Металлургия титана. В.А. Гармата, Б.С. Гуняницкий, В.Ю. Орашнин и др. – М.: Металлургия, 1976-643 с.
3. Металлургия титана / В.В. Сергеев, Н.В. Галицний, В.П. К. Кисилев и др. –М.: Металлургия, 1978. – 320 с.
4. Гудима Н.Е , Шейн Я.И. Справочник по металлургии цветных металлов. М. : Метпаллургия, 1975. 535 с.
5. Байбеков М.К., Павлов В.Д., Чепрасов И.М. Магниетермическое производство губчатого титана. –М.: Металлургия, 1984. – 96 с.
6. Выщелачивание магниетермической реакционной массы в насыщенных растворах хлорида магния / Р.А. Сандер, А.А. Захаревич, А.П. Петрунько и др. –Запорожье, 1985. Научные труды Института титана.
7. Проработка технических решений по конструкции и технико-экономическим показателя аппаратов восстановления и вакуумной сепарации с рядом стоящим конденсатором. Исполнитель – институт титана. приложение к аннотации за Ш квартал 1998 г по контракту 48/98 от 29.04.98.
8. В.И. Олейниченко, В.М.Мальшин , В.В. Прокопьев. Улучшение условий труда формирования оборотного конденсата при получении губчатого титана. В сборниках химической технологии титана. –Запорожье, 1985 г. Научный труда Института титана. С.67.
9. Устройство для получения титана / О.А. Путин, А.А. Путин, А.М. Хлебников и др –Березниковский филиал Всесоюзного научно-исследовательского Института титана. Опубл. 20.02.90. А.с. 1716797. Патент ВПВ № 009135.
10. Устройство для вакум термической очистки губчатого титана / Г.П. Снисарь, А.Г. Суслин, О.А. Константинович и др. – Всесоюзный Научно - исследовательский и проектный Институт титана, Запорожье. А. с. 1600349. Опублик. 24.09.90.
11. Разработка способа сепарации губчатого титана с использованием электромагнитного нагрева / Ю.М. Рябухин, Н.А. Пампушко, А.Е. Андреев и др. – Отчет о научно- исследовательской работе, тема № 10-82-45, Институт титана. –Запорожье, 1984 – 79 с.
12. Черепанова Е.А., Мушков С.В. Использование стекловолокнистых огнеупорных материалов для титанового производства//Цветные металлы.- М.:АН.СССР 1980.-вып.3 – с.76-77.
13.Коррозия нагревателей печей //Цветные металлы. Вып.5,1976
14.Мальшин В.М., Кропачев В.К., Титаренко А.И. Изучение теплопотерь при получении губчатого титана в аппаратах периодического действия. В сборнике Химическая технология титана. Запорожье, 1982. Научные труды Института титана С. 64.
15. Черепанова Е.А., Мумаев С.В. Использование стекловолокнистых огнеупорных материалов для титанового производства // Цветные металлы, 1990. № 1-с.76
16.Способ управления аппаратом вакуумной сепарации губчатого титана / Ю.П. Кирин, Ю.А. Протасов, Н.А. Носков и др. – Березниковский филиал Института титана. А.с. СССР № 790816 опубл. 30.11.90.
17. Криворученко В.В., Коробов М.А. Тепловые и энергетические балансы электролизеров. – Металлургия, 1963 г.
18. Злобинский Б.М. Охрана труда в металлургии. –М.: Металлургия, 1969. – 460 с.
19. А.с. СССР №619533 пл. С22 В34/12,1978. Способ управления аппаратом вакуумной сепарации губчатого титана/ Ю.П. Кирин, Ю.А. Протасов, Н.А. Носков и др.
20. Усовершенствование метода определения оптимальной продолжительности процесса вакуумной сепарации при магниетермическом получении титановой губки.
/А.Н.Петрунько,З.И.Рушникова,Н.И.Горба,Э.А.Арутюнов,И.П.Масленников./ Запорожье,1990.// Научные труды института титана С 40-47.
| Проект реконструкции цеха первичной переработки нефти и получения ... | |
|
Введение На ОАО "Сургутнефтегаз" производят дорожный битум, дизельное топливо и бензиновую фракцию. Все эти производства на сегодняшний день нашли ... Остаток из атмосферной колонны-мазут-забирают насосом Н-4 и подают в трубчатую печь /7-2, имеющую полезную тепловую мощность 8 млн. ккал/ч. Мазут, нагретый в печи до 420 °С ... В этом случае последовательно выполняют следующие операции: тушат форсунки печей, перекрывают задвижки на приемных и нагнетательных линиях насосов, тщательно наблюдая за давлением ... |
Раздел: Рефераты по химии Тип: реферат |
| Свойства титана и его соединений | |
|
... по Атомной Энергетике РФ Северская Государственная Технологическая Академия Кафедра ХиТМСЭ Свойства титана и его соединений Северск - 2005 Введение Двуокись титан, а также титановые руды могут быть переработаны в любые другие соединения титана, например в хлориды, фториды, сульфиды, нитриды, карбиды и др. Гидроокиси и карбонаты щелочных металлов осаждают из растворов сульфатов на холоду студенистый гидратированный диоксид титана, так называемую ѭ-титановую кислоту, отличающуюся от ѭ ... |
Раздел: Рефераты по химии Тип: реферат |
| Проектирование отделения восстановительной электроплавки ильменитового ... | |
|
Министерство образования и науки Республики Казахстан Восточно-Казахстанский Государственный Технический Университет им. Д.Серикбаева КУРСОВАЯ РАБОТА ... В процессе восстановления обожённого таким образом материала в аналогичной печи с использованием в качестве восстановителя кокса и прохождения материала в течение 8 ч через ... К основному оборудованию, установленному на переделе производства титанового шлака относятся: рудно-термическая печь, система очистки и дожигания отходящих газов, машина ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Титан | |
|
ВВЕДЕНИЕ Вероятно, почти о каждом из107 известных ныне элементов написаны научные монографии. Не раз предпринимались попытки рассказать обо всех ... Не раз предпринимались попытки рассказать обо всех элементов сразу, но в этом реферате рассказано о металле будущего - титане. Эта реакция идёт в стальных реакторах при 900 С. В результате образуется так называемая титановая губка, магнием и хлоридом магния. Американская фирма ТМКА сообщает, что титановый агрегат для выщелачивания магния и хлористого магния из титановой губки (в США губку очищают не нагревании в вакууме, а промыванием ... |
Раздел: Биология и химия Тип: реферат |
| Биокерамика на основе фосфатов кальция | |
|
Российская академия наук Институт физико-химических проблем керамических материалов С.М. Баринов, В.С. Комлев Биокерамика на основе фосфатов кальция ... 1-й слой - пористый титан, дисперсность 3-10 мкм, 2-й слой - пористый титан, дисперсность 50-100 мкм, и 3-й слой - пористая композиция титановые частицы с ГА (60%Ti, 40%ГА). Продукты реакции обладают повышенной реакционной способностью по отношению к подложке, изготовленной из титанового сплава, обеспечивая получение плотного тонкокристаллического ... |
Раздел: Рефераты по химии Тип: книга |