Курсовая работа: Разработка технологического процесса для детали "крышка"
Министерство по образованию и науки Российской Федерации
Государственное образовательное учреждение высшего профессионального образования
«Южно-Уральский государственный университет»
Филиал в г. Усть-Катаве
Факультет «Автоматизация технологических процессов и производств»
Кафедра «ТП и ОМП»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОЙ РАБОТЕ
по дисциплине: Технологические процессы и производства»
на тему: Разработка технологического процесса для детали «крышка»
Руководитель Решетников Б.А.
Автор работы
студент группы 511
Ахметшин Р.Р.
Усть-Катав 2010
Аннотация
Ахметшин Р.Р. Разработка технологического процесса для детали крышка.
Усть-Катав: ЮУрГУ, 2010, 19 с.
Библиография литературы – 6 наименований. 3 листа чертежей ф. А3, 1 лист ф. А4.
После анализа существующего технологического процесса предложен способ установки и закрепления заготовки с помощью кондуктора скальчатого кондуктора на вертикально сверлильном станке мод. 2Н135.
Так же был разработан режущий инструмент, для операции сверление-зенкерование ступенчатого отверстия, исходя из этого, было разработано контрольное приспособление для контроля отверстий, которое представляет собой предельные калибры – пробки, а также для контроля для контроля радиального биения и зажимное устройство.
Содержание
Введение
1. Технологический раздел
1.1 Выбор вида и метода получения заготовки
1.2 Выбор станка
1.3 Определение последовательности обработки поверхностей детали
1.4 Определим число рабочих ходов, метод обработки детали, и припуски на обработку табличным методом
1.5 Формирование операций
1.6 Расчет режимов резания
2. Конструкторский раздел
2.1 Проектирование зажимного приспособления для сверлильно-зенкерной операции
2.2 Проектирование контрольного приспособления
2.3 Проектирование режущего инструмента
Библиографический список
Введение
В данной курсовой работе представлен технологический и конструкторский разделы.
Технологический раздел содержит; анализ технологичности детали и существующего технологического процесса, разработка предлагаемого варианта технологического процесса, выбор вида и метода получения заготовки, определение последовательности обработки поверхностей детали, определение количества переходов, методов обработки поверхностей детали и припуски на обработку табличным методом.
Конструкторский раздел содержит: разработку зажимного устройства, режущего и контрольного приспособления.
Для предложенного технологического процесса был разработан новый технологический процесс, в котором был усовершенствован метод обработки поверхности детали, получение заготовки и количество переходов, что позволило сделать технологический процесс более технологичным.
1. Технологический раздел
1.1 Выбор вида и метода получения заготовки
Для данной детали (крышка) заготовка будет получена методом литья в песчаных формах по (ГОСТ-1412-70) из серого чугуна СЧ-15 [1].
При изготовлении заготовки литьем достигаются размеры близко подходящие к размерам детали (рис. 1), следовательно, уменьшаются припуски и расход металла.
Серый чугун обладает высокими литейными свойствами, хорошо обрабатывается, менее хрупок, имеет хорошие антифрикционные свойства, и в машиностроении его применяют для изготовления отливок и поэтому его называют литейным.
Механические свойства серого чугуна:
σ в=150 Мн/м2
σи=280-320 Мн/м2
σт=500-650 Мн/м2
НВ=163-229.
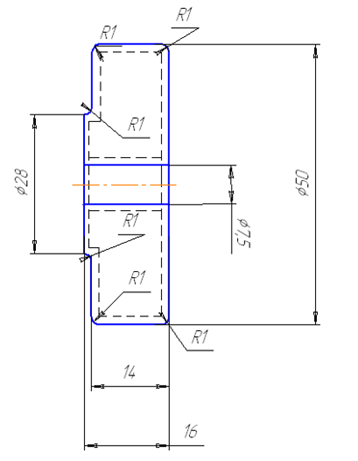
Рис. 1.1 – Заготовка.
1.2 Выбор станка
Выбираем станок по Справочнику технолога-машиностроителя вертикально сверлильный станок 2Н135
Технические характеристики
1.3 Определение последовательности обработки поверхностей детали
Определение основных и вспомогательных баз:
Деталь базируется по базе А на фланце по внутреннему диаметру обработанной выточки и по базе Б, подрезанному торцу (рис. 1.3).
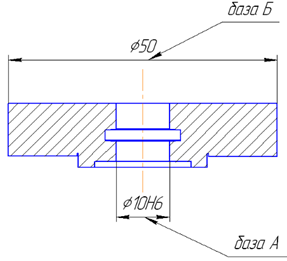
Рис. 1.3 – Основная и вспомогательная базы.
Примем за основную базовую поверхность диаметром 50 (Rz=20; 8-11 квалитет).
Функциональными поверхностями у детали будут являться поверхности диаметрами 12 и 8 (Rz=40; 8-11 квалитет), все остальные поверхности будут вспомогательными.
000-Заготовительная
005-Токарная
010-Сверлильно-зенкерная
015-Токарная
1.4 Определим число рабочих ходов, метод обработки детали, и припуски на обработку табличным методом
Обработка отверстия диаметром 8 и 12 сверление и зенкерование (Rz=40; 8-11 квалитет) сверло-зенкером Р9К5 по ГОСТ 19265-73.
1.5 Формирование операций
010. Сверление-зенкерование.
Станок 2Н135 – вертикально сверлильный.
1.Сверление и зенкерование диаметра 8 и 12 Rz=40.
1.6 Расчет режимов резания
На вертикаль сверлильном станке 2Н135 зенкеруют предварительно обработанное сквозное отверстие диаметром равным 8 до диаметра равным 12 на глубину 5 мм [2].
Обработка происходит без охлаждения.
1.Глубина резания
T=D-d/2=12-8/2=2 мм.
2.Назначаем подачу
Для чугуна с НВ до 229 по 1 группе подач Sо=1.1-1.3 мм/об, корректируем подачу по станку Sо=1.12мм/об.
3.Установление периода стойкости инструмента в минутах
Т=60мин. Допустимый износ твердосплавного зенкера по задней поверхности h=1.4мм.
4.Определим скорость главного движения резания.
Допускаемую режущими свойствами сверла и зенкера
Vтабл.=68м/мин. Для заданных условий обработки поправочный коэффицент на скорость равен единице, поэтому Vи=Vтабл=68м/мин.(1,13м/с).
5.Определим частоту вращения шпинделя.
Соответствует найденной скорости главного движения резания
N=1000*Vи/П*D=1000*68/3.12*12=537мин-1.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения шпинделя ng=500мин-1.
6.Действительная скорость главного движения резания.
Vg=П*D*ng/1000=3.14*12*500/1000=19.5м/мин.(=0,93м/с).
7.Определим мощность затрачиваемую на резание.
Nтабл.=3,0кВТ. Коэффиценты на мощность не приведены , следовательно Nрез.=Nтабл.=3,0кВТ.
8.Определим основное время.
То=L/n*Sо=12/500*1,12=0,02мин.
2. Конструкторский раздел
2.1 Проектирование зажимного приспособления для сверлильно-зенкерной операции
Для сверлильно-зенкеровальной операции используем скальчатый кондуктор (рис. 2.1) для сверления и зенкерования 4-х отверстий [3].
Скальчатые кондукторы пригодны для сверления отверстий в крышках, кронштейнах, рычагах, втулках, валиках, шпинделях и других деталях. В крупных кондукторах можно обрабатывать большие листы, плиты и корпусные детали. Применение скальчатых кондукторов для обработки одного отверстия на вертикальных сверлильных станках ничем не ограничено. Для сверления на этих станках нескольких отверстий с параллельными осями скальчатые кондукторы целесообразно применять в комбинации с передвижными или поворотными столами и многошпиндельными сверлильными головками.
Наибольший эффект быстродействующие скальчатые кондукторы обеспечивают при сверлении неглубоких отверстий, с малыми диаметрами. И малым машинным временем. Если при быстром зажиме и освобождении изделий обеспечиваются также их быстрая установка и снятие, то получающаяся при этом экономия вспомогательного времени резко повышает производительность труда.
Для сокращения затрат времени на установку изделий необходимо везде, где это возможно, вводить в конструкцию наладок устройства для быстрой предварительной установки, с последующей точной установкой, выполняемой автоматически в момент опускания кондукторной плиты.
Заготовка устанавливается на опорную пластину 1 с предварительной ориентацией по отверстию с помощью жесткой цилиндрической оправки 2. Поворотом рукоятки 3 перемещаем скалку 4 вместе с кондукторной плитой 5. Одновременно с этим конический элемент 6 прижимает заготовку и закрепляет ее. Для съема заготовки рукояткой 3 поднимают скалку 4 вместе с кондукторной плитой 5 и коническим элементом 6.
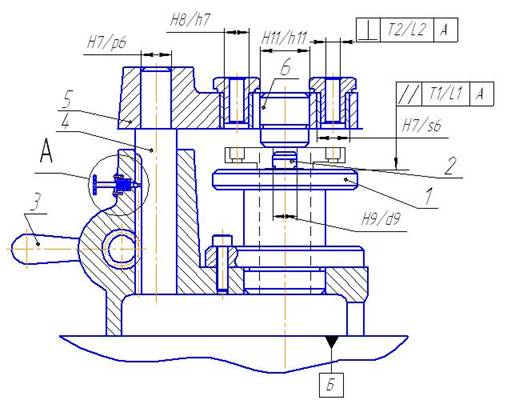
Рис. 2.1 – Схема обработки заготовки (применение скальчатого кондуктора).
сверлильный деталь резание станок
Расчет сил зажима
Зажимные устройства должны удовлетворять следующие требования [4]:
1. при зажиме не должно нарушатся первоначальное заданное положение детали;
2. зажимы не должны вызывать деформации деталей и порчи их поверхностей;
3. Закрепление и открепление детали должно производится с минимальной затратой сил и времени;
4. при закреплении недостаточно жестких деталей силы зажима должны располагаться над опорами или возможно ближе к опорам;
5. силы резания по возможности не должны восприниматься зажимными устройствами.
Последовательность расчета сил зажима:
1. определяют место приложения и направление сил зажима;
2. определяют величины сил резания и их моментов, действующих на обрабатываемую деталь;
3. определяют величину сил зажима;
4. определяют требуемую величину сил зажима умножая найденное значение сил зажима на коэффициент запаса К.
Определяем коэффициент запаса применительно к конкретным условиям обработки по формуле:
К=К0·К1·К2·К3·К4·К5, (2.1)
где К0=1,5 – гарантированый коэффициент запаса для всех случаев.
К1=1,2 – коэффициент учитывающий состояние поверхности заготовки, для черной заготовки.
К2=1,2 – коэффициент учитывающий увеличение сил резания от прогресс рующего затупления инструмента.
К3=1,1 – коэффициент учитывающий увеличение сил резания при прерывистом резание.
К4=1,3 – коэффициент учитывающий постоянство силы зажима развиваемой силовым приводом приспособления, для ручного привода.
К5=1,5 – коэффициент учитываемый только при наличии моментов стремящихся повернуть обрабатываемую деталь.
К=1,5·1,2·1,2·1,1·1,3·1,5=4,6 (2.2)
Схема зажима при обработке на сверлильном станке показана на рис. 2.2.
Расчет сил зажима при обработке на сверлильных станках.
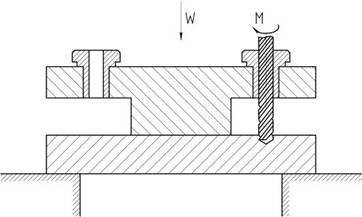
Рис. 2.2 – Схема зажима при обработке на сверлильном станке.
Силы зажима определим из формулы:
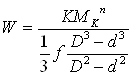 , (2.3)
, (2.3)
где Мк – крутящий момент на сверле.
N – число одновременно работающих инструментов.
f – коэффициент трения на рабочих поверхностях зажимов (для гладких поверхностей).
![]() – угол призмы.
– угол призмы.
К – коэффициент запаса.
D,d – диаметры по которым базируется деталь.
Определим крутящий момент на сверле.
Мк=N/n , (2.4)
где N=3кВт – мощность, затрачиваемая на резание.
n.=537 – частота вращения шпинделя.
Мк=3000/53,7=56 (2.5)
Мк=56; n=1; f=0,25;
К=4,6; ![]() =7; d=24; D=50.
=7; d=24; D=50.
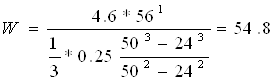 (2.6)
(2.6)
Получаем, что требуемая сила для фиксирования заготовки при ее обработке равна W=54,8 кгс.
Исходя из полученных расчетных данных для данной операции, выбираем скальчатый кондуктор, конструкция и основные размеры по ГОСТ 16888-71.
В данном кондукторе используется фиксатор с компенсирующим клином (рисунок 2.3). Конструкция стандартизирована ГОСТ 13162-67.
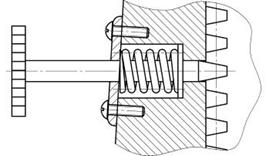
Рис. 2.3 – Фиксатор с компенсирующим клином
Для данной сверлильно-зенкерной операции, для более высокой производительности труда и облегчения труда рабочему предлагаю использовать данный скальчатый кондуктор в паре с координатным универсальным столом [3]. Стол имеет два взаимно перпендикулярных перемещения, его целесообразно применять при сверлильных и фрезерных операциях. Для крепления зажимного приспособления на столе имеются пазы и отверстия для центрирования.
Перемещение стола в обоих направление винтовое, с помощью маховиков. Величина каждого перемещения 230мм. Заданную величину перемещения устанавливают по нониусу с ценой деления 0,05 мм.
2.2 Проектирование контрольного приспособления
При подборе контрольных приспособлений проектировщик должен исходить из того, какие параметры ему требуется контролировать. Также следует учитывать то, что контрольное приспособление должно быть простым и точным [5].
Приспособление (рис. 2.4) предназначено для контроля радиального биения наружной цилиндрической поверхности ø24 относительно поверхности отверстия ø10.
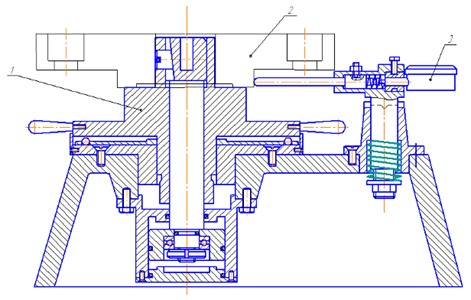
Рисунок 2.4 – Схема измерения 1 – оправка базирования; 2 – деталь; 3 – индикатор.
Деталь устанавливается на оправку 1, где центрируется и закрепляется. К контролируемой поверхности подводится плунжер, соединяемый с ножкой индикатора 3. При вращении оправки с деталью по отклонению стрелки индикатора судят о величине биения контролируемой поверхности.
Конструкция контрольного приспособления.
На корпус 1 во втулке 6 на упорном подшипнике установлена базирующая оправка 11. От вертикального перемещения оправка зафиксирована гайкой 5. Внутри оправки 11 помещается шток 12, на верхнем конце которого выполнены клиновые скосы. Поверхности скосов касаются плунжеров 10, установленных в радиальных отверстиях оправки 11.
От выпадения плунжеры удерживаются кольцевой пружиной. Шток в нижней части соединён с поршнем 4 пневмоцилиндра 3, установленного на корпусе. Шток и поршень установлены на упорном подшипнике 27, и закреплены гайкой 26.
В исходном положении поршень и шток находятся в верхнем крайнем положении. При этом плунжеры 10 под действием кольцевой пружины сдвинуты к центру оправки. Деталь устанавливается на оправку. После этого подаётся давление воздуха в верхнюю полость пневмоцилиндра. Шток под действием давления опускается вниз и его клиновые скосы разводят плунжеры от центра оправки. Деталь при этом центрируется и закрепляется.
К контролируемой поверхности подводится плунжер 13, торец которого касается ножки индикатора 28. Индикатор с плунжером установлены в корпусе 15, цилиндрический конец которого проходит в стойке 13. Корпус подпружинен пружиной 18. В корпусе установлен штифт, который входит в торцевой паз в стойке. Усилие пружины 18 фиксирует через штифт положение корпуса. При установке или снятии детали корпус поднимают вверх, так чтобы штифт вышел из паза. Затем корпус поворачивают на 180º и опускают вниз, так чтобы штифт входил в паз. При вращении оправки с деталью плунжер передаёт величину биения поверхности индикатору 28. По отклонению стрелки индикатора определяем величину биения.
Погрешность измерения
Погрешность измерения составляет квадратичную сумму погрешности приспособления и погрешности показаний индикатора [5].
![]()
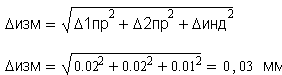
где Δ1пр = 0,02 мм – допуск радиального биения оправки;
Δ2пр = 0,02 мм – допуск перпендикулярности базирующей поверхности оправки относительно опорной поверхности;
Δинд – погрешность показаний индикаторной шкалы.
2.3 Проектирование режущего инструмента
Применяем специальный инструмент для обработки коротких сквозных отверстий [2]. Их рекомендуется применять в массовом и крупносерийном производстве. Они обеспечивают повышение производительности труда и сокращение вспомогательного времени благодаря совмещению переходов.
Для получения данного ступенчатого отверстия мы выбираем комбинированный специальный инструмент сверло-зенкер (рис. 2.5).
Исходя из следующих данных:
Отверстия сквозные под винты принимаются по ГОСТ 11284-75.
Размеры Н2-Н4 даны для нормальных и легких пружинных шайб по ГОСТ 6402-70.
Параметры шероховатости:
D.Rz 40 –отверстие на проход крепежных деталей
H4.Rz 40-внутренний диаметр (не шлифовать).
Угол при вершине – 127.
Передний угол – 0.
Задний угол – 12.
Угол наклона спирали – 34.
Угол наклона перемычки – 30.
Материал режущей части Р9К5 по ГОСТ 19265-73.
Материал хвостовика сталь 40Х по ГОСТ 4543-71.
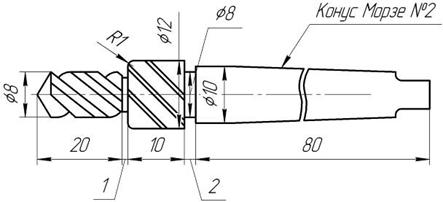
Рис. 2.5 – Сверло-зенкер
Определяем номер конуса Морзе
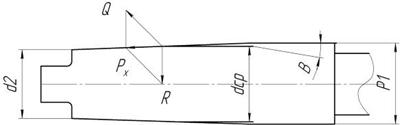
Рисунок 2.6 – Схема сил действующих на хвостовик сверла
Q= Px /sin 2 (2.8)
где 2-угол конусности хвостовика.
T=MQ=MPx /sin2 (2.9)
Момент, создающийся при работе тупым сверлом:
3Mтр = Мср х(MPx x(D1 +d2))/4sin2 x(1-0.04∆2) (2.10)
Средний диаметр конуса хвостовика
dср=D1 +D2 /2 или
dср=6x12100xsin1 30/0.096x194x(1-0.2)=19.7мм
В единицах СИ:
dср=6x12,1xsin1 30/0,096x1940x(1-0.2)=0,0127м=19,7мм
По ГОСТ 25557-82 выбираем ближайший конус Морзе №2.
Определяем геометрические и конструктивные параметры рабочей части сверла. (1)
Форма заточки – двойная с подточкой перемычки
Угол наклона винтовой канавки W=30
Углы между кромками 2n=118; 2n0=70
Угол наклона поперечной перемычки R=55
Задний угол a=12
Размеры подточенной части перемычки:
А=1,3мм;l=2мм
Шаг винтовой канавки:
Н=BD/tgw= 3,14x8/tg30=45мм
Толщина сердцевины сверла:
Dс=0,14хD=0,14х8=1,12мм
Утолщение сердцевины к хвостовику равно 0,7мм
Обратная конусность сверла на 110мм длины рабочей части –0,08мм.
Ширина ленточки f0=0,8мм. Высота затылка по спинке К=0,6мм
Ширина пера В=0,58хD=0,58х8=4,64мм
Библиографический список
1. Анурьев В.И. Справочник конструктора-машиностроителя : В 3 т.5-е изд. перераб. и доп. – М: Машиностроение, 1979. – Т.3. – 430с.
2. Баранчиков, В.И. Прогрессивные режущие инструменты и режимы резания металлов: справочник / В.И. Баранчиков. - М.: Машиностроение, 1990. – 343с.
3. Левенсон, Е.М. Контрольно измерительные приспособления в машиностроении: 2-е изд. - М.: Машиностроение, 1960 – 268с.
4. Общемашиностроительные нормативы режимов резания: справочник: в 2 т. /А. Д. Локарев, И. Ф. Гущин, Б. Н. Балашов и др. - М.: Машиностроение, 1991. – Т.2. – 378с.
5. Справочник технолога машиностроителя: в 2 т./под ред. А. Г. Косиловой. 3-е изд.перераб. и доп. - М.: Машиностроение, 1972. – Т.1. – 554с.
6. Справочник технолога машиностроителя: в 2 т./под ред. А. Г. Косиловой. 3-е изд.перераб. и доп. - М.: Машиностроение, 1972. – Т.2. – 504с.
| Проектирование технологии процесса мехобработки корпуса (WinWord ... | |
|
СОДЕРЖАНИЕ СОДЕРЖАНИЕ 3 0. ВВЕДЕНИЕ 4 1. ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ 5 2. Проектирование процесса обработки корпуса 7 2.1. Анализ и предпроектная ... Но при обработке поверхностей 14к и 15к на сверлильном станке необходима разметка или специальное приспособление - кондуктор. В результате выполнения аттестационной работы был спроектирован единичный технологический процесс механической обработки корпусной детали, планы обработки поверхностей, СТОК-группы ... |
Раздел: Рефераты по технологии Тип: реферат |
| Разработка технологического процесса обработки щита подшипникового | |
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИИТЕТ КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ ПОЯСНИТЕЛЬНАЯ ... При установке детали в скальчатый кондуктор должно обеспечиваться надежное закрепление детали от действия крутящего момента способствующего проворачиванию детали при сверлении и ... Так как мы обрабатываем отверстие сверлом то в зоне резания возникает момент, который старается повернуть деталь. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Разработка технологического процесса изготовления детали "Основа ... | |
|
Министерство общего и профессионального образования РФ Саратовский Государственный Технический Университет Кафедра "Приборостроение" Пояснительная ... Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей , точность обработки и припусков на ... В задании к курсовому проекту было задано выбрать установочно-зажимное приспособление типа кондуктор для сверления двух отверстий диаметром 8 мм. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Изготовление конического зубчатого колеса | |
|
Содержание работы Деталь : коническое зубчатое колесо Обосновать и выбрать способ получения заготовки. Определить припуски и допуски на механическую ... Станочные приспособления - это положительные устройства к станкам, позволяющие достаточно точно устанавливать и закреплять заготовки деталей при их обработке . По группам оснащаемых станков, приспособления подразделяются на токарные, фрезерные, сверлильные (кондукторы), шлифовальные и т.д.. |
Раздел: Промышленность, производство Тип: реферат |
| Разработка технологического процесса обработки детали "Корпус ... | |
|
Реферат Работа направлена на усовершенствование технологии изготовления деталей машиностроения. Разработан технологический процесс обработки детали ... При обработке отверстий на сверлильных станках с ЧПУ и на радиально-сверлильном станке базами являются торец детали и центральное посадочное отверстие. При разработке технологического процесса механической обработки заготовки необходимо правильно выбрать приспособления, которые должны способствовать повышению производительности ... |
Раздел: Промышленность, производство Тип: курсовая работа |