Лабораторная работа: Відновлення і зміцнення деталей верстатів, машин і обладнання методами газотермічного напилювання покриттів і наплавлення
Лабораторна робота № 2
Відновлення і зміцнення деталей верстатів, машин і обладнання методами газотермічного напилювання покриттів і наплавлення
Мета роботи: ознайомитися з технологічним процесом відновлення і зміцнення деталей типу "вал" методами газотермічного напилювання покриттів.
Теоретичні дані
1. Основні методи нанесення газотермічних покриттів
Процес газотермічного нанесення покриттів заключається в нагріванні і пластифікації матеріалу покриття в плазмі, газовому полум'ї або електричній дузі з наступним його розпиленням на поверхню деталі.
При газотермічному напилюванні застосовуються апарати двох видів: газополум'яневі та електричні. Електричні апарати використовують тепло електричної дуги, газополум'яневі використовують тепло, що виділяється при горінні суміші горючий газ-кисень.
1.1 В установках плазмового типу для плавлення і розпилювання матеріалу покриття використовується струмінь дугової плазми, температура якої 10000... 15000 °К і швидкість, більша за швидкість звуку. Висока температура плазмового струменя дає можливість використовувати для отримання покриттів різні метали і сплави, в тому числі тугоплавкі, (рис. 1.1.)

1.2 Процес отримання покриття за допомогою електричних апаратів (методом електродугової металізації) полягає в формуванні рідкого металу після дії електричної дуги на матеріал електродів, розпилення цього металу на дрібні частинки струменем стиснутого повітря, що виходить з сопла і нанесенні їх на поверхню виробу (рис. 1.2.).

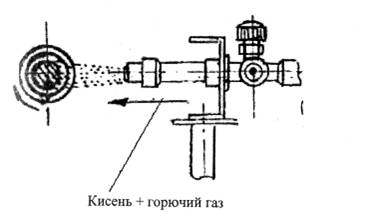
1.3 При газополум'яневому напилюванні джерелом теплової енергії є полум'я, створене в результаті горіння суміші горючий газ - кисень. Температура горіння сумішей горючого газу з киснем наведена в табл. 1.
Таблиця 1.
| Горючий газ | ацетилен | метан | пропан-бутан |
| Температура, °С | 3100-3200 | 2400-2700 | 2700-2900 |
Застосовується газополум'яневе напилювання трьох видів: порошкове, дротяне, пруткове.
Для реалізації газополум'яневого напилювання потрібно мати нескладне обладнання і невелике приміщення для його розміщення.
Схема порошкового газополум'яневого напилювання показана на рис. 1.3.
1.4 Газопорошкове наплавлення реалізується з подачею порошку на оброблювану поверхню (рис.1.4). Для ведення процесу застосовуються спеціальні газополум'яневі апарати із внутрішньою подачею порошку, що працюють по схемі двох-ступеневої інжекції - ГАЛ - 6, ГН - 2 та інші.

Спосіб наплавлення забезпечує нанесення тонких покриттів товщиною 0,05 мм і більше з рівною поверхнею.

2. Обладнання і апаратура для нанесення газотермічних покриттів деталей
2.1. Для плазмового напилювання застосовують установки УМП-6, УПУ-ЗД, УПУ-8, Київ-7
2.2. Газові апарати МГИ-4 і МГИ-5
2.3. Установки газополум'яневого напилювання Термо-1, Термо-3, Л-5405, УГПТ
2.4. Апаратура для газополум'яневого напилювання і наплавлення - ГАЛ - 6, ГН - 2
Матеріали покриттів для відновлення деталей машин
Газотермічні покриття можна наносити практично з усіх твердих матеріалів, які в процесі нагрівання до температури плавлення суттєво не випаровуються, не розпадаються І не змінюють свої властивості.
Найбільш широко застосовуються такі порошкові матеріали:
- ПГ-СРЗ, ПГ-СР4, ИПФ-1 - для покриттів деталей вузлів тертя машин, механізмів і арматури, які працюють в агресивному середовищі;
- БрА 10, БроФ-8-0,3 - корозійностійкі і антифрикційні покриття для деталей машин, які працюють в умовах тертя.
Таблиця 2. Хімічний склад та інші властивості базових порошків для газотермічних покриттів
| Марка порошку | Масова доля елементів, % | Твердість HRC | ||||||
| C | Cr | Si | B | Ni | Fe | P,S | ||
| ПГ-СР2 | 0,2-0,5 | 12,0-15,0 | 2,0-3,0 | 2,0 | осн. | <5,0 | 0,04 | 45 |
| ПГ-СР4 | 0,6-1,0 | 15,0-18,0 | 3,0-4,5 | 2,8-3,8 | осн. | <5,0 | 0,04 | 55 |
4. Технологія газотермічного напилювання і металізації
Процес напилювання і металізації складається з наступних основних операцій: підготовка матеріалів (просушування, просіювання порошку на установці мод. 029); підготовка поверхні деталі (проточування з метою зняття шару спрацьованого матеріалу); нанесення шару покриття; оплавлення отриманого шару; контроль якості.
Послідовність виконання технологічних операцій при підновленні спрацьованих деталей типу «вал»:
Операція 1 .Зняття нерівномірно спрацьованого шару поверхні деталі

Операція 2. Абразивна обробка поверхні деталі

Операція 3. Газополум'яне напилювання

Операція 4. Оплавлення шару покриття
Операція 5. Механічна обробка (шліфування) покриття

Операція 6. Контроль діаметрів

Технологічний процес зміцнення деталі типу «вал» методом газополумінного напилення
І, ІІ, ІІІ ... – номери операцій
1,2,3... - номери переходів
І. Підготовка порошку ПГ-СР 4:
1. Просушити порошок (tÅ=150-250ÅC) на протязі 2-х годин.
обладнання: сушильні шафи, термопечі
2. Просіяти порошок на ситі 100 мікрон.
обладнання: прилад мод. 029
ІІ. Підготовка деталі:
1. Очищення, миття.
2. Проточити поверхню А деталі в діаметр 39 мм.
обладнання: токарний верстат
3. Нарізати рвану різь з кроком 0,3-0,5 мм.

ІІІ. Напилювання:
1. Встановити і закріпити деталь в центрах установки КНПА 12М.
2. Включити механізм обертання деталі (40-60 об/хв.)
3. Включити подачу газів (кисень, пропан) на апарат напилення ГАЛ6.
4. Нагріти полум’ям пальника ГАЛ6 до t = 250ÅC/
5. Відкрити подачу порошку та включити механізм переміщення апарата ГАЛ6 паралельно осі обертання деталі.
6. Нанести шар покриття на поверхню А в діаметр 41,5 мм.
7. Виключити подачу порошку.

IV. Оплавлення
1. Нагріти полум’ям пальника напилений шар покриття до температури 950 -1050 ÅС.
V. Токарна обробка:
1. Точити поверхню А в діаметр 40,1 мм.

VI. Шліфування
![]()
1. Шліфувати поверхню А в діаметр мм.
обладнання: верстат мод. 16К20

VII. Контроль
1. Виконати візуальний огляд зміцненої поверхні А (тріщини, раковин, відшарування не допускаються).
2. Контроль твердості покриття.
обладнання: прилад Роквела ТК-14-250 (55 HRC).
3. Контроль шорсткості відновленої поверхні
обладнання: профілометр-профілограф мод. 252 або набір зразків шорсткості.
4. Контроль геометричних розмірів відновленої поверхні.
газотермічний напилювання покриття вал
Висновки по роботі
Напилений шар покриття має високу корозійну стійкість, стійкість проти абразивного спрацювання, високу твердість.
Метод газополумінного напилювання дає можливість отримувати захисні покриття від дії агресивних середовищ.
Термін служби деталей з покриттям в 1,5 – 3 рази більший у порівнянні з терміном служби деталей без покриття.
Газо термічне напилення застосовують з метою зміцнення нових деталей, а також з метою відновлення номінальних розмірів спрацьованих деталей.
| Триботехнічні властивості: зносостійкість, зношування, тертя, покриття ... | |
|
Триботехнічні властивості: зносостійкість, зношування, тертя, покриття, залишкові напруги детонаційно-газових покриттів Мета і завдання дослідження У ... Наявність кисню в потоці газу значно обмежує номенклатуру матеріалів для створення покриттів, тобто матеріал, який використовується для газополум"яного покриття, не повинен ... ... заліза системи Fe-Mn-Cr-Al-B при високих температурах обумовлена як характеристиками металевих фаз напиленого шару, так і властивостями плівок окислів, які утворюються й активно ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Дільниця функціонального покриття індієм | |
|
РЕФЕРАТ Звіт про ДП: 68 с., 22 табл., 41 джерело. ІНДІЄВЕ ПОКРИТТЯ, ПІРОФОСФАТНИЙ ЕЛЕКТРОЛІТ, ПІДВІСКА, СТАЦІОНАРНА ЛІНІЯ, КОМПОНОВКА ДІЛЬНИЦІ. У ... 4) нанесення індієвого порошку на поверхню виробу, який нагрівасться, розплавлювання його і дифузія; Поверхня деталі має жирові забруднення та шар оксидів, для видалення яких застосовуємо електрохімічне знежирення у стандартному розчині та хімічне травлення у розчині хлоридної ... |
Раздел: Рефераты по химии Тип: курсовая работа |
| Зміст технології поверхневого зміцнення сталевих виробів | |
|
Зміст Вступ Розділ 1. Напрями зміцнення сталей і сплавів 1.1 Концепція високоміцного стану 1.2 Механізми зміцнення 1.3 Класифікація методів зміцнення ... Цементацією називається процес дифузійного насичення поверхневого шару сталевих деталей вуглецем. Для цього на оброблювану лазером поверхню заздалегідь наносять тонке покриття з легуючого елементу (наприклад, методом плазмового напилення в поверхневий шар перед лазерною ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Підвищення довговічності деталей нанесенням зносостійких покриттів ... | |
|
ХАРКІВСЬКИЙ національний Автомобільно-дорожній УНІВЕРСИТЕТ Хар"яков андрій васильович УДК 669. 715. 621. 43 Підвищення довговічності деталей ... Крім того, застосування цих методів, завдяки локальному нагріванню поверхневого шару, не знижують втомної міцності відновлюваних деталей і забезпечують одержання необхідного по ... Запропоновано параметри обробки для промислового впровадження такої технології: попередній відпал поверхонь шипів хрестовин плазмовою дугою (струм I = 80А, напруга U = 40 В) для ... |
Раздел: Промышленность, производство Тип: реферат |
| Виготовлення штока бурового насосу УНБ-600 | |
|
1. Вступ В рішенні задач розвитку паливно-енергетичної бази ведуче місце відводиться нафтовій і газовій промисловості. Для енергозабезпечення ... Деталь можна обробляти на багато різцевих верстатах, що дає можливість проводити процес обробки за більш короткий час, підвищити продуктивність праці і економічність виготовлення. Для цього нагріті деталі піддають дії середовища із якого шляхом дифузії в поверхневий шар деталей переходять деякі елементи (вуглець, азот, алюміній, хром і др.) |
Раздел: Промышленность, производство Тип: дипломная работа |