Курсовая работа: Экономический расчет перспективных методов обработки одной детали в разных условиях
Министерство Образования Российской Федерации
Инженерно-педагогический факультет
Тольяттинский Государственный Университет
Курсовая работа
по дисциплине "Экономика"
Выполнил: студент гр. Тз – 541 Евсеев А.А.
Проверил: к.т.н.
Грабарник А.М.
Тольятти 2002г.
АННОТАЦИЯ
Контрольная работа представляет собой расчетно-аналитическую работу. В пояснительной записке представлен экономический расчет усовершенствования технологического процесса за счет внедрения перспективного инструмента и оснастки. Пояснительная записка: 16 листов
СОДЕРЖАНИЕ
Введение
1. Исходные данные
1.1 Краткая характеристика сравниваемых вариантов
1.2 Расчет режимов резания
1.3 Нормирование
1.4 Исходные данные для расчета
2. Проектная часть
2.1 Расчет необходимого количества оборудования и коэффициентов его загрузки
2.2 Расчет численности рабочих–станочников
2.3 Расчет капитальных вложений в оборудование
2.4 Расчет технологической себестоимости сравниваемых вариантов
3. Технико-экономические расчеты
3.1 Расчет показателей экономической эффективности
Заключение
Список литературы
Введение
При современном росте технического прогресса происходит постоянное совершенствовании технологии производства, появляется огромное количество модификаций и модернизаций изделий, инструмента, оснастки. Использование на первый взгляд невероятных идей приносит невероятный переворот в жизни человека. Чтобы хотя бы попытаться предсказать окончательный итог попытки внедрения новшества необходимо, как говорится, "на сухом берегу" определиться с вероятными вариантами исхода экономической пригодности.
В данной контрольной работе предстоит выполнить экономический расчет применения перспективного метода обработки одной детали в разных условиях обработки.
1. Исходные данные
1.1 Краткая характеристика сравниваемых вариантов
технологический экономический инструмент оснастка
1-ый (базовый) сравниваемый вариант
На сверлильном станке модели 2Н118 проектируется сверление корпусной детали спиральным сверлом из быстрорежущей стали Р6М5.
Тип производства – среднесерийный
Условия труда – нормальные
Форма оплаты труда – повременно-премиальная
Приспособления – призма
2-ой (проектируемый) сравниваемый вариант
На сверлильном станке модели 2Н118 проектируется сверление корпусной детали спиральным сверлом из цельного твердого сплава, материал Р40, покрытие TINAL (данные из каталога фирмы "SANDVIK").
Тип производства – среднесерийный
Условия труда – нормальные
Форма оплаты труда – повременно-премиальная
Приспособления – оправка для фиксирования со способностью устанавливать деталь относительно инструмента.
1.2 Расчет режимов резания
Скорость резания:
технологический себестоимость инструмент оснастка
![]() 23,0 (104,0) м/мин,
23,0 (104,0) м/мин,
D = 20 мм – диаметр обрабатываемой отверстия;
![]() 10 мм – глубина резания;
10 мм – глубина резания;
s = 0,26 (0,42) мм/об – подача.
Т = 140 (980) – стойкость режущего инструмента.
Частота вращения
инструмента: ![]() 366 (1655)
об/мин
366 (1655)
об/мин
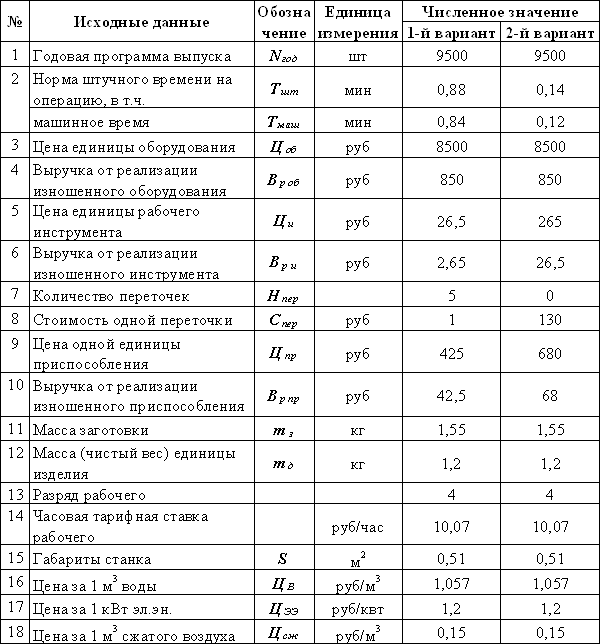
Таблица 1 Исходные данные
1.3 Нормирование
Основное (технологическое) время:
![]() 0,84 (0,12) мин, где
0,84 (0,12) мин, где
i = 1 – количество проходов;
![]() 80 мм – длина рабочего хода, где
80 мм – длина рабочего хода, где
l = 70 мм – глубина сверления
D = 5 мм – величина врезания
y = 5 мм – величина перебега сверла
1.4 Исходные данные для расчета
Для решения экономической эффективности необходимы некоторые данные, которые сведены в таблице 1
2. Проектная часть
2.1 Расчет необходимого количества оборудования и коэффициентов его загрузки
2.1.1 Количество оборудования, необходимое для производства годовой программы
Количество потребного для производства годовой программы деталей оборудования определяется в зависимости от формы организации производства. Для серийного типа производства определяется по формуле:
![]() 0,03
0,03
![]() 0,01
0,01
где: кв.н. = 1 – коэффициент выполнения норм;
Фэф.об. = 4055 ч. – эффективный годовой фонд времени работы оборудования.
Расчетное количество станков округляем до большего ближайшего числа и получаем фактическое количество станков:
Ноб.факт.(1) = 1; Ноб.факт.(2) = 1
2.1.2 Расчет загрузки оборудования
Расчетный коэффициент загрузки оборудования определяем по формуле:
![]() 0,03
0,03
![]() 0,01
0,01
2.2 Расчет численности рабочих – станочников
Численность станочников (операторов) рассчитывается по формуле:
![]() 0,1
0,1
![]() 0,0
0,0
где кмп. = 1 – коэффициент межоперационного обслуживания
Фэф.раб. = 1820 час. – годовой эффективный фонд времени рабочего.
2.3 Расчет капитальных вложений в оборудование
2.3.1 Прямые капитальные вложения
![]() 8500 руб.
8500 руб.
![]() 8500 руб.
8500 руб.
2.3.2 Расчет сопутствующих капитальных вложений
2.3.2.1 Затраты на доставку и монтаж
![]() 1700 руб.
1700 руб.
![]() 1700 руб.
1700 руб.
кмонт = 0,2 – коэффициент на доставку и монтаж
2.3.2.2 Затраты на дорогостоящие приспособления
![]() 425 руб.
425 руб.
![]() 680 руб.
680 руб.
Нпр = 1
2.3.2.3 Затраты на производственную площадь, занятую основным оборудованием
![]() 44,22 руб.
44,22 руб.
![]() 6,77 руб.
6,77 руб.
Руд = 0,51 м2 – площадь, занимаемая одним станком.
кдоп = 5 – коэффициент, учитывающий дополнительную площадь
Цпл = 500 руб./м2 – цена 1 м2 площади здания
2.3.2.4 Общие сопутствующие капиталовложения
![]() 2169,22 руб.
2169,22 руб.
![]() 2386,77 руб.
2386,77 руб.
2.3.3 Общие капиталовложения
![]() 10669,22 руб.
10669,22 руб.
![]() 10886,77 руб.
10886,77 руб.
2.3.4 Расчет удельных капиталовложений
![]() 1,12 руб./шт.
1,12 руб./шт.
![]() 1,15 руб./шт.
1,15 руб./шт.
2.4 Расчет технологической себестоимости сравниваемых вариантов
2.4.1 Затраты на основные материалы за вычетом отходов в стружку
![]() 54,17 руб.
54,17 руб.
![]() 54,17 руб.
54,17 руб.
![]() 0,35 кг.
0,35 кг.
Цм = 33,3 руб/кг – цена материала заготовки,
mз = 1,55 кг – масса заготовки,
ктр.з. = 1,06 – коэффициент транспортно-заготовительных работ,
Цотх = 1,56 руб/кг – цена отходов,
mотх – масса отходов,
mд = 1,2 кг – масса детали
2.4.2 Затраты на заработную плату основным рабочим
![]() 0,60 руб.
0,60 руб.
![]() 0,09 руб.
0,09 руб.
Сч = 10,07 (10,07) руб/час – часовая тарифная ставка,
Тшт = 0,88 (0,14) мин – штучное время,
кпр = 1,06 – коэффициент премирования,
квн = 1,04 – коэффициент выполнения норм,
кд = 1,08 – коэффициент доплат,
ку = 1,11 – коэффициент условий труда,
кпф = 1,2 – коэффициент за проф. мастерство,
кн = 1,25 – доплаты за вечерние и ночные смены,
кс = 1,39 – коэффициент отчислений на социальные нужды
2.4.3 Затраты на амортизацию и текущий ремонт оборудования
![]() 0,00 руб,
0,00 руб,
![]() 0,00 руб,
0,00 руб,
Цоб = 8500 руб. – цена оборудования,
кмонтаж = 1,2 – коэффициент монтажа,
На = 15% – норма амортизации,
кз = 0,03 (0,01) – коэффициент загрузки оборудования,
Фэф.об. = 4055 – эффективный годовой фонд времени работы оборудования,
квн = 1,04 – коэффициент выполнения норм.
2.4.4 Расходы на электроэнергию
![]() 0,02 руб,
0,02 руб,
![]() 0,00 руб,
0,00 руб,
Муст = 1,5 кВт – мощность электродвигателя, [2, с.202]
кв = 0,7 – коэффициент загрузки электродвигателя по времени,
км = 0,75 – коэффициент загрузки электродвигателя по мощности,
кп = 1,05 – коэффициент потерь электроэнергии в сети,
код = 0,9 – коэффициент одновременной работы электродвигателей,
КПД = 0,8
2.4.5 Расходы на рабочий инструмент
![]() 0,03 руб,
0,03 руб,
![]() 0,13 руб,
0,13 руб,
ктр.ин = 1,02 – коэффициент транспортно-заготовительных расходов на доставку инструмента,
куб = 1,15 – коэффициент случайной убыли инструмента
Ти = 5 (50)ч. – стойкость инструмента между переточками
Цпер = 1 (130) руб – цена одной переточки,
2.4.6 Расходы на содержание и эксплуатацию приспособлений
![]() 0,02 руб
0,02 руб
![]() 0,04 руб
0,04 руб
крпр = 1,6 – коэффициент, учитывающий затраты на ремонт приспособления,
Нпр = 1 (1) – количество приспособлений, необходимых в год для производства годовой программы деталей,
Тприс = 3 лет – физический срок службы приспособления.
2.4.7 Затраты на смазочно-охлаждающую жидкость (СОЖ) и обтирочные материалы
![]() 0,55 руб,
0,55 руб,
![]() 0,55 руб,
0,55 руб,
Рсож = 5200 (5200) – расходы СОЖ на 1 станок в год,
Ноб = 1 (1) – количество станков.
2.4.8 Затраты на технологическую воду
![]() 0,27 руб,
0,27 руб,
![]() 0,27 руб,
0,27 руб,
Цв = 1,057 руб/м3 – цена за 1 м3 воды,
ув = 0,6 м3/час – удельный расход технологической воды за 1 час работы станка.
2.4.9 Затраты на содержание и эксплуатацию производственных площадей
![]() 0,14 руб,
0,14 руб,
![]() 0,14 руб,
0,14 руб,
Руд = 0,51 м2 – площадь, занятая 1 станком,
кдоп.пл = 5 – коэффициент, учитывающий дополнительную площадь.
2.4.10 Затраты на сжатый воздух
![]() 0,01 руб,
0,01 руб,
![]() 0,01 руб,
0,01 руб,
Цв = 0,15 руб/м3 – тариф платы за 1 м3 сжатого воздуха,
ув = 0,15 м3/час – удельный расход сжатого воздуха за час.
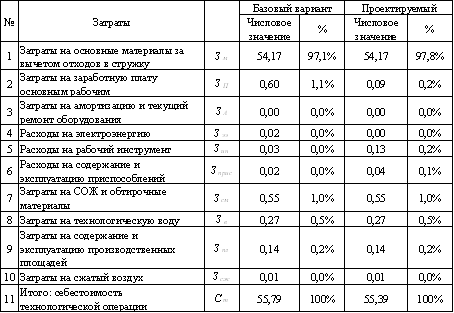
2.4.11 Итого: себестоимость технологической операции
![]() 55,79 руб,
55,79 руб,
![]() 55,39 руб,
55,39 руб,
Результаты расчетов технологической себестоимости по отдельным видам затрат заносим в таблицу 2.
3. Технико-экономические расчеты
3.1 Расчет показателей экономической эффективности
3.1.1 Расчет приведенных затрат на единицу изделия
![]() 55,96 руб,
55,96 руб,
![]() 55,56 руб,
55,56 руб,
Ен = 0,15 – единый нормативный коэффициент эффективности капитальных вложений.
3.1.2 Расчет приведенных затрат на годовую программу
![]() 531601,99 руб
531601,99 руб
![]() 527852,28 руб
527852,28 руб
3.1.3 Условно-годовая экономия от снижения себестоимости
![]() 3782,35 руб
3782,35 руб
3.1.4 Годовой экономический эффект
![]()
![]() 3749,71 руб
3749,71 руб
Вывод: использование проектируемого метода даст экономический эффект 3749,71 руб.
Заключение
При аналитическом сравнении действующего технологического процесса и перспективного (использование твердосплавного инструмента и модернизированной оснастки) рассчитан экономический эффект в размере 3749,71руб., что говорит о целесообразности использования разработок научно-технического прогресса.
При предварительных расчетах внедрения перспективных разработок одним из основных элементов является планирование обоснования материального оправдания затраченных средств для сохранения рентабельности производства и его дальнейшего роста. Данная работа помогла приобрести основы навыков расчета экономической эффективности того или иного метода производства.
Список литературы
1. Грабарник А.М. Методические указания к выполнению курсовой работы на тему: "Расчет экономической эффективности от использования новой техники и технологии при проектировании или усовершенствовании технологического процесса (операции)" / Самарский государственный университет – Тольятти, 1999 – 25с.
2. Металлорежущие станки: Учебник для техникумов по специальности "Обработка металлов резанием" – 4-е изд., перераб. и доп.– М.: Машиностроение, 1987. – 416с., ил.
3. Справочник технолога-машиностроителя. В двух томах. Изд. 3-е переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники РСФСР д-ра техн. наук проф. А.Н. Малова. М., "Машиностроение", 1972. стр. 568.