Курсовая работа: Організація виробництва по виготовленню мікросхем K235H4 та розрахунок їх собівартості
Міністерство освіти та науки України
Київський технікум електронних приладів
ОРГАНІЗАЦІЯ ВИРОБНИЦТВА ПО ВИГОТОВЛЕННЮ МІКРОСХЕМ K235H4 РОЗРАХУНОК ЇЇ СОБІВАРТОСТІ
Пояснювальна записка до курсового проекту з курсу:
"Економіка, організація та планування виробництва"
ЕОПВ 5.090805.18 ПЗ
Розробив студент
гр 476 - ЕТ
Павленко В.І.
Керівник проекту
Балашов В.І.
Зміст
1. Організаційна частина
1.1 Визначення тарифної ставки та розцінки на один виріб
1.2 Розрахунок необхідної кількості обладнання
1.3 Розрахунок необхідної кількості основних робітників
1.4 Розрахунок потрібної кількості інших робітників
1.5 Розрахунок потрібної кількості площ
1.6 Організація робочого місця
2.1 Калькуляція собівартості виробу
2.2 Розрахунок оптової ціни виробу
2.3 Розрахунок рентабельності
2.4 Розрахунок економічної ефективності
2.5 Техніко-економічні показники виготовлення виробу
Мікросхема К235Н4
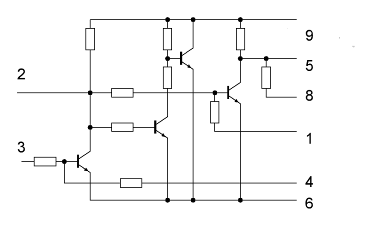
Мікросхема К235Н4 з паралельною схемою захисту від перевантаження.
В мікросхемі К235Н4 вихідна напруга встановлюється в колекторі транзистора VT1. Складальний емітерний повторювач утворений транзисторами VT2 і VT3. Підбиранням резистора R4можна добитися коефіцієнта стабілізації більше1000.
Для захисту мікросхеми від перевантажень на виході включають R6. Струм навантаження створює падіння напруги на цьому резисторові. Ця напруга відкриває транзистор VT5. Для збільшення порогу відкриття транзистора підключають діод VD2. Колекторний струм транзистора VT5 відкриває транзистор VT4, який зменшує напругу в базовому контурі складального емітерного повторювача. В результаті напруга на виході зменшується.
1. Організаційна частина 1.1 Визначення тарифної ставки та розцінки на один виріб
На кожному виробництві розробляється технологічний процес виготовлення виробу у вигляді маршрутної карти, технологічних карт та нормованих відомостей. Кожен з цих документів містить норму оперативного часу по кожній з цих операцій.
Розрахунок технічно обґрунтованої норми часу в хвилину проводиться по штучному часу Тшт, яке складається з оперативного часу Топ на одну операцію, часу на обслуговування робочого місця Т0б. Та часу на відпочинок Тпер.
Враховуючи норми оперативного часу на кожну операцію визначається потрібна кількість працівників, обладнання.
Кожна операція має свою вартісну оцінку, яка називається розцінкою.
Розрахунок розцінки проводиться за формулою
 (1)
(1)
де Тшт - норма часу на операцію (хв.), Тст - тарифна ставка відповідного розряду.
Тст розраховуємо за формулою:
 *Крозр. (2)
*Крозр. (2)
де Зmin - мінімальна місячна заробітна плата (897 грн.), Fр. р. м. - фонд роботи робітника за місяць (170 год), Крозр - коефіцієнт розрядності відповідного розряду (беремо з таблиці 2).
Керуючись формулою (2) знаходимо тарифні ставки. Тарифні ставки розрядів складають:
Розрахунки заносимо до таблиці 1.
Таблиця 1. Тарифні коефіцієнти.
| Розряд | 1 | 2 | 3 | 4 | 5 | 6 |
| Тарифний коефіцієнт, Кт | 1 | 1.1 | 1.3 | 1.5 | 1.75 | 2 |
| Тарифна ставка, Тст | 5,28 | 5,81 | 7,13 | 7,92 | 8,98 | 10,86 |
За допомогою формули 1 розраховуємо розцінку на кожну операцію:
Розц1= 0,4*10,86/60=0,0724
Розц2=0,2*8,98/60=0,0299
Розц3=0,3*8.98/60=0,0449
Розц4=0,55*8.98/60=0,0823
Розц5=0,2*7.92/60=0,0264
Розц6=0,4*7.92/60=0,0528
Розц7=0,5*8.98/60=0,0748
Розц8=0,2*7.92/60=0,0264
Розц9=0,045*8.98/60=0,00673
Розц![]()
![]()
![]() 10=0,2*8.98/60=0,0299
10=0,2*8.98/60=0,0299
Розц11=0,5*8.98/60=0,0748
Розц12=0,4*7.92/60=0,0528
Розц13=0,8*10.86/60=0,144
Розц14=0,05*8.98/60=0,0074
Розц15=0,4*7.92/60=0,0528
Розц16=0,4*7.92/60=0,0528
Розц17=0,2*7.92/60=0,0264
Дані розрахунків заносимо до таблиці 2.
Таблиця 2. Планово-операційна карта виготовлення мікросхеми № К235Н4
| Найменування операції | Обладнання | Кількісь пластин в партії |
Розряд Виконува - них робіт |
Норма часу | Розцінка на 1 ГІС |
| 1. Окислення поверхні пластин | ЕМ-4030 | 300 | 6 | 0,4 | 0,0724 |
| 2. Перша фотолітографія для отримання вікон під витік і стік | СДШ-410 | 250 | 5 | 0,2 | 0,0299 |
| 3. Хімічна обробка | УКПМ-1 | 250 | 5 | 0,3 | 0,0449 |
| 4. Проведення двохстадійної дифузії бору | УЕМ-309 | 250 | 5 | 0,55 | 0,0823 |
| 5. Друга фотолітографія для отримання вікон | СДШ-155 | 150 | 4 | 0,2 | 0,0264 |
| 6. Хімічна обробка | УКПМ-3 | 250 | 4 | 0,4 | 0,0528 |
| 7. Окислення поверхні пластин для отримання тонкого шару під затвор | ЕМ-4051 | 250 | 5 | 0,5 | 0,0748 |
| 8. Третя фотолітографія для отримання контактних вікон | СДШ-150 | 250 | 4 | 0,2 | 0,0264 |
| 9. Напилення алюмінію на всю поверхню пластини | УВП-2М | 150 | 5 | 0,045 | 0,00673 |
| 10. Четверта фотолітографія по шару алюмінію | СДШ-305 | 250 | 5 | 0,2 | 0,0299 |
| 11. Випал | ВПМ-560 | 250 | 5 | 0,5 | 0,0748 |
| 12. Захист поверхні ІМС шаром SIO2, отриманим методом окислення моносилану | РУБІН-4 | 150 | 4 | 0,4 | 0,0528 |
| 13. Різка пластин на окремі кристали | АЛМАЗ-12М | 100 | 6 | 0,8 | 0,144 |
| 14. Наклеювання на ситалову підложку | ТЕМП-20 | 150 | 5 | 0,05 | 0,0074 |
| 15. Приєднання виводів (термокомпресія) | ПЕЕВ-А5 | 75 | 4 | 0,4 | 0,0528 |
| 16. Гермитазація | КВАНТ-17 | 25 | 4 | 0,4 | 0,0528 |
| 17. Контроль мікросхеми | ТЕСТ-УМ5 | 100 | 4 | 0,2 | 0,0264 |
Розц/виріб=∑РозцЗАГ (3)
Розц/виріб=∑РозцЗАГ=0.0724+0.0299+0.0449+0.0823+0.0264+0.0528+0.0748+0.0264+0.00673+0.0299+0.0748+0.0528+0.144+0.0074+0.0528+0.0528+0.0264=0.85723
Розраховуючи економічну частину курсового проекту, приймаємо Розц/виріб=ЗПОСН (4)
1.2 Розрахунок необхідної кількості обладнанняКількість обладнання розраховується за формулою:
Облі=ТШТі*N/FР. ОБЛ. *m*60 (5)
де ТШТі - норма часу на і-ту операцію
N - річна програма випущеної продукцію
FР. ОБЛ - річний фонд роботи обладнання (год)
m - кількість змін
Річний фонд роботи обладнання розраховуємо за формулою
Fр, об = [ (365 - BД - CД) 8 - 1 ПСД] *кр (6)
де BД - кількість вихідних днів, СД - офіційні святкові дні,
ПСД - передсвяткові дні, кр - коефіцієнт який враховує перебування обладнання в ремонті (кр = 0.97).
За формулою (6) знаходимо:
Fр, об =![]()
![]()
![]() [ (365-104-9) *8-9] *0,97=1946,79
[ (365-104-9) *8-9] *0,97=1946,79
Розраховуємо річну програму випуску
N=Fр, об. *60/T шт. min/1ІМС (7)
За формулою (7) визначаємо річну програму випуску мікросхем К235H4:
N=1946,79*60/0,045=2595720
Проводимо розрахунок обладнання за формулою 5 по кожній операції. Отримані результати округлюємо в більшу сторону до цілого числа:
ОбліРОЗР ![]() ОбліПР (8)
ОбліПР (8)
де ОбліРОЗР - обладнання розраховане
ОбліПР - обладнання прийняте
Обл1=0,4*2595720/1946,79*2*60=4.44 - Облпр=5
Обл2=0,2*2595720/1946,79*2*60=2,22 - Облпр=3
Обл3=0,3*2595720/1946,79*2*60=3,33 - Облпр=4
Обл4=0,55*2595720/1946,79*2*60=6.11-Облпр=7
Обл5=0,2*2595720/1946,79*2*60=2,22 - Облпр=3
Обл6=0,4*2595720/1946,79*2*60=4.44 - Облпр=5
Обл7=0,5*2595720/1946,79*2*60=5.55-Облпр=6
Обл8=0,2*2595720/1946,79*2*60=2,22 - Облпр=3
Обл9=0,045*2595720/1946,79*2*60=0,49 - Облпр=1
Обл10=0,2*2595720/1946,79*2*60=2,22 - Облпр=3
Обл11=0,5*2595720/1946,79*2*60=5.55 - Облпр=6
Обл12=0,4*2595720/1946,79*2*60=4.44 - Облпр=5
Обл13=0,8*2595720/1946,79*2*60=8.88 - Облпр=9
Обл14=0,05*2595720/1946,79*2*60=0,55 - Облпр=1
Обл15=0,4*2595720/1946,79*2*60=4.44 - Облпр=5
Обл16=0,4*2595720/1946,79*2*60=4.44 - Облпр=5
Обл17=0,2*2595720/1946,79*2*60=2,22 - Облпр=3
Розраховуємо коефіцієнт завантаження обладнання в відсотках за формулою:
КЗАВі=ОблРОЗР/ОблПР*100% (9)
КЗАВ1=4.44/5*100%=88%
КЗАВ2=2,22/3*100%=74%
КЗАВ3=3,33/4*100%=84%
КЗАВ4=6.11/7*100%=87%
КЗАВ5=2,22/3*100%=74%
КЗАВ6=4.44/5*100%=88%
КЗАВ7=5.55/6*100%=93%
КЗАВ8=2,22/3*100%=74%
КЗАВ9=0,49/1*100%=49%
КЗАВ10=2,22/3*100%=74%
КЗАВ11=5.55/6*100%=93%
КЗАВ12=4.44/5*100%=88%
КЗАВ13=8.88/9*100%=98%
КЗАВ14=0,55/1*100%=55%
КЗАВ15=4.44/5*100%=88%
КЗАВ16=4.44/5*100%=88%
КЗАВ17=2,22/3*100%=74%
За отриманими результатами будуємо графік завантаження обладнання (рис.1)
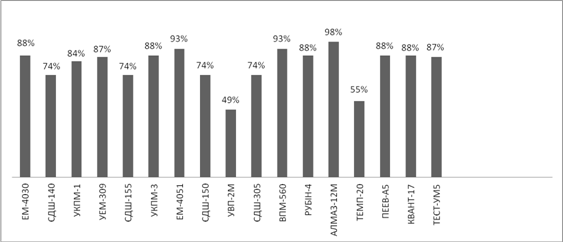
Рисунок 1. Графік завантаження обладнання.
1.3 Розрахунок необхідної кількості основних робітників
Основні робітники розраховуються за формулою:
Росн. і=N* Тшт/ Fр. р*m*60 (10)
де Росн. р - робітники основні розрахункові;
Тшті - норма часу на кожну операцію в хвилинах,
N - річна програма,
Fр. р - річний фонд роботи робітника в годинах,
m - кількість змін.
Річний фонд роботи робітника знаходимо за формулою:
Fр. р. = [ (365-ВД-СД) *8-1*ПСД] *Кн. (11)
де BД - кількість вихідних днів,
СД - офіційні святкові дні,
ПСД - передсвяткові дні,
Кн. - коефіцієнт використання часу в зв’язку з невиходом на роботу (Кн. =0.9).
Fр. р=![]()
![]()
![]() [ (365-104-9) *8-9] *0,97=1946,79
[ (365-104-9) *8-9] *0,97=1946,79
Розраховуємо кількість основних робітників по всім операціям за формулою 10. Отримані результати округлюємо до цілого числа Росн, враховуючи кількість обладнання:
РОСН1=0,4*2595720/1946,79*2*60=4.44 - РОСНпр=5
РОСН 2=0,2*2595720/1946,79*2*60=2,22 - РОСНпр=3
РОСН 3=0,3*2595720/1946,79*2*60=3,33 - РОСНпр=4
РОСН 4=0,55*2595720/1946,79*2*60=6.11-РОСНпр=7
РОСН 5=0,2*2595720/1946,79*2*60=2,22 - РОСНпр=3
РОСН 6=0,4*2595720/1946,79*2*60=4.44 - РОСНпр=5
РОСН 7=0,5*2595720/1946,79*2*60=5.55-РОСНпр=6
РОСН 8=0,2*2595720/1946,79*2*60=2,22 - РОСНпр=3
РОСН 9=0,045*2595720/1946,79*2*60=0,49 - РОСНпр=1
РОСН 10=0,2*2595720/1946,79*2*60=2,22 - РОСНпр=3
РОСН 11=0,5*2595720/1946,79*2*60=5.55 - РОСНпр=6
РОСН 12=0,4*2595720/1946,79*2*60=4.44 - РОСНпр=5
РОСН 13=0,8*2595720/1946,79*2*60=8.88 - РОСНпр=9
РОСН 14=0,05*2595720/1946,79*2*60=0,55 - РОСНпр=1
РОСН 15=0,4*2595720/1946,79*2*60=4.44 - РОСНпр=5
РОСН 16=0,4*2595720/1946,79*2*60=4.44 - РОСНпр=5
РОСН 17=0,2*2595720/1946,79*2*60=2,22 - РОСНпр=3
Для того, щоб визначити кількість людинорозрядів складаємо таблицю 3:
Таблиця 3. Складові частини для визначення людино розрядів працюючих
| Найменування операції |
Кількість працюючих |
Розряди | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1. Окислення поверхні пластин | 5 | 5 | |||||
| 2. Перша фотолітографія для отримання вікон під витік і стік | 3 | 3 | |||||
| 3. Хімічна обробка | 4 | 4 | |||||
| 4. Проведення двохстадійної дифузії бору | 7 | 7 | |||||
| 5. Друга фотолітографія для отримання вікон | 3 | 3 | |||||
| 6. Хімічна обробка | 5 | 5 | |||||
| 7. Окислення поверхні пластин для отримання тонкого шару під затвор | 6 | 6 | |||||
| 8. Третя фотолітографія для отримання контактних вікон | 3 | 3 | |||||
| 9. Напилення алюмінію на всю поверхню пластини | 1 | 1 | |||||
| 10. Четверта фотолітографія по шару алюмінію | 3 | 3 | |||||
| 11. Випал | 6 | 6 | |||||
| 12. Захист поверхні ІМС шаром SIO2, отриманим методом окислення моносилану | 5 | 5 | |||||
| 13. Різка пластин на окремі кристали | 9 | 9 | |||||
| 14. Наклеювання на ситалову підложку | 1 | 1 | |||||
| 15. Приєднання виводів (термокомпресія) | 5 | 5 | |||||
| 16. Гермитазація | 5 | 5 | |||||
| 17. Контроль мікросхеми | 3 | 3 | |||||
| Всього робітників | 74 | - | - | - | 29 | 31 | 14 |
| Людинорозряди | 355 | - | - | - | 116 | 155 | 84 |
Розрахунок середнього розряду робітника розраховується за формулою:
 (12)
(12)
де![]() - середній прийнятий робітник
- середній прийнятий робітник
![]() - загальна кількість прийнятих людино
розрядів [чол]
- загальна кількість прийнятих людино
розрядів [чол]
![]() - загальна кількість основних робітників
[чол].
- загальна кількість основних робітників
[чол].
Отже, з формули (12) маємо:
![]() =355/44=4.97
=355/44=4.97
1.4 Розрахунок потрібної кількості інших робітників
Чисельність інших робітників встановлюється в залежності від загальної кількості основних робітників:
ΣРосн.
Рдоп = ───── * 20% (13)
100
де Росн. - кількість основних робітників
Рдоп - кількість допоміжних робітників
Рдоп=74/100*20%=14.8 (чол.)
Інженерно технічні робітники (10-15% від Росн.):
![]() (14)
(14)
де Росн. - кількість основних робітників
РІ_Т=74/100*10%=7.4 (чол.)
Службові працівники (4-6%):
![]() (15)
(15)
де Росн. - кількість основних робітників
РСЛ=74/100*5%=3,7 (чол.)
Молодший персонал (2%):
Рм-об=![]() *2% (16)
*2% (16)
де Росн. - кількість основних робітників
РМОЛ=74/100*2%=1.48 (чол.)
1.5 Розрахунок потрібної кількості площЗагальна площа Sзаг складається з виробничої площі Sвир, та допоміжної Sдоп:
Sзаг=Sвир +Sдоп (17)
Виробнича площа розраховується за формулою:
SВИР=∑ (L*B) *ОблІПР+5*∑ ОблІПР (18)
де L* B-розміри обладнання (мм). ОблІПР-обладнання прийняте
Допоміжна площа розраховується за формулою:
SДОП=∑ (РОСН+РДОП+РІ_Т+РСЛ+РМОЛ) *SН (19)
де SН-нормативна площа на одного робітника (2 м2)
Для визначення SВИР складаємо таблицю 4.
Таблиця 4. Параметри обладнання та загальна площа
|
Найменування операції |
Найменування обладнання |
Параметри обладнання L*B (мм) |
Площа під облд. (м2) |
Кількість обладнання |
Сумарна площа (м2) |
||
| 1. Окислення поверхні пластин | ЕМ-4030 | 2500*2000 | 5 | 5 | 30 | ||
| 2. Перша фотолітографія для отримання вікон під витік і стік | СДШ-410 | 2500*3000 | 6 | 3 | 18 | ||
| 3. Хімічна обробка | УКПМ-1 | 1000*1500 | 1,5 | 4 | 6 | ||
| 4. Проведення двохстадійної дифузії бору | УЕМ-309 | 2300*2000 | 4,6 | 7 | 36,8 | ||
| 5. Друга фотолітографія для отримання вікон | СДШ-155 | 2000*2000 | 4 | 3 | 12 | ||
| 6. Хімічна обробка | УКПМ-3 | 1500*1000 | 1,5 | 5 | 9 | ||
| 7. Окислення поверхні пластин для отримання тонкого шару під затвор | ЕМ-4051 | 2300*2000 | 4,6 | 6 | 32,2 | ||
| 8. Третя фотолітографія для отримання контактних вікон | СДШ-150 | 2000*2000 | 4 | 3 | 12 | ||
| 9. Напилення алюмінію на всю поверхню пластини | УВП-2М | 2300*2000 | 4,6 | 1 | 4,6 | ||
| 10. Четверта фотолітографія по шару алюмінію | СДШ-305 | 2000*2000 | 4 | 3 | 12 | ||
| 11. Випал | 11. Випал | ВПМ-560 | 1500*1000 | 1,5 | 6 | 10,5 | |
| 12. Захист поверхні ІМС шаром SIO2, отриманим методом окислення моносилану | РУБІН-4 | 2300*2000 | 4,6 | 5 | 27,6 | ||
| 13. Різка пластин на окремі кристали | АЛМАЗ-12М | 2000*2000 | 4 | 9 | 44 | ||
| 14. Наклеювання на ситалову підложку | ТЕМП-20 | 2500*2000 | 5 | 1 | 5 | ||
| 15. Приєднання виводів (термокомпресія) | ПЕЕВ-А5 | 2000*3000 | 6 | 5 | 36 | ||
| 16. Гермітазація | КВАНТ-17 | 1500*2500 | 3,75 | 5 | 11,25 | ||
| 17. Контроль мікросхеми | ТЕСТ-УМ5 | 2500*2500 | 6,25 | 3 | 18,75 | ||
| Загальна кількість∑ | 85.1 | 74 | 499.9 |
Розраховуємо виробничу площу за формулою 18:
SВИР=85.1+5*74= 455.1 (м2)
За формулою 19 розраховуємо допоміжну площу:
SДОП= (74+14.8+7.4+3.7+1.48) *2=202.76 (м2)
Загальну площу розраховуємо за формулою 17:
Sзаг=455.1+202.76=657.86 (м2)
1.6 Організація робочого місця
В цьому розділі вирішуються питання наукової організації праці, зовнішнього та внутрішнього планування робочого місця, розробка необхідних умов для нормального ходу виробничого процесу і нормальних умов праці.
Зовнішнє планування робочого місця це розміщення основного обладнання, оснастки, пристосувань, підйомно-транспортних засобів, виробів.
Внутрішнє планування робочого місця - це розміщення в шафах та ящиках інструментів, пристосувань та предметів для нагляду за обладнанням та підтримкою чистоти робочого місця.
Робоче місце - це площа для виконання операції одним робітником та обладнане наступними засобами праці: технологічними, допоміжними, підйомно-транспортним обладнанням, технологічною оснасткою та інструментом, організаційною оснасткою (тумбочками, стелажами, тарою тощо).
Всі необхідні для роботи речі розміщують в визначених місцях, так щоб вони розміщувались як можна ближче до робочого місця в порядку послідовності виконання роботи, операцій та переходів, щоб робітнику не приводилось робити зайвих рухів, або робити в незручному положенні.
Крім раціонального планування робочого місця великий вплив на максимальне зменшення робочого часу і організації умов роботи є правило організації обслуговування робочого місця заготовками, інструментом, пристосуваннями, технічною документацією, наглядом за обладнанням, обслуговування робочого місця.
В науковій організації праці на робочому місці головну роль має забезпечення санітарно-гігієнічних норм. Температура повітря, чистота, освітлення, вологістю, тощо.
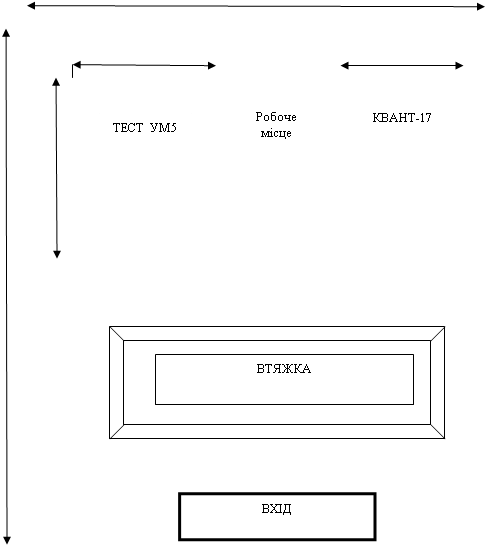
Рисунок 2. Організація робочого місця оператора контролю і герметизації мікросхем.
мікросхема рентабельність собівартість
2. Економічна частина 2.1 Калькуляція собівартості виробу
В цьому розділі визначаємо повну собівартість виробництва мікросхеми К218Н7, її оптову ціну, рентабельність та економічну ефективність.
Собівартість виробу - це сума витрат в вартісному виразі на виробництво і реалізацію продукції.
Цехова собівартість
Сц = ВМ + ЗП + ВСС + ЦНВ (20)
де ВМ - вартість основних матеріалів;
ЗП - заробітна плата;
Всс - відрахування на соціальне страхування;
ЦНВ - цехові накладні витрати.
Собівартість загальновиробнича: Сзв=Сц+Взв (21)
де Взв - загально виробничі витрати.
Собівартість повна:
Сп=Сзв+Вн (22)
де Вн - витрати невиробничі:
Розрахунок витрат на одиницю продукції називається калькуляцією. Калькуляція проводиться по кожній статті витрат. Калькуляція проводиться по кожній статті витрат. Стаття 1. Сировина та основні матеріали
В цю статтю входить вартість всіх матеріалів та сировини, які
використовуються при виготовленні мікросхеми К235H4 (таблиця 5):
Таблиця 5. Відомість сировини і матеріалів та розрахунок їх вартості.
|
Найменування сировини і матеріалу |
Одиниця вимірювання |
Вартість за одиницю вимірювання, грн. |
Норма розхо- ду на один виріб |
Вартість норми розходу на один виріб, грн |
Обгрунтуван- ня ціни |
|
1. СИТАЛ СТ50-1 |
КГ | 850 | 0,05г | 0,0425 | договірна |
| 2. Тантал | КГ | 1100 | 0,065г | 0,0705 | договірна |
| 3. ФОСФОР. СИЛІКАТ СКЛО | КГ | 100 | 0,008г | 0,062 | договірна |
| 4. SiH4 | Л | 1150 | 0,005мл | 0,00575 | договірна |
| 5. SiCl4 | Л | 1000 | 0,05мл | 0,05 | договірна |
| договірна | |||||
| 6. Вода | Л | 30 | 1,1мл | 0,033 | договірна |
| 7. PCl3 | Л | 570 | 0,05мл | 0,0285 | договірна |
| 8. POCl3 | Л | 580 | 0,05мл | 0,029 | договірна |
| 9. Cлюда | КГ | 400 | 0,005г | 0,002 | договірна |
| 14. Флюс | КГ | 150 | 0,5г | 0,070 | договірна |
| 15. Припой | КГ | 200 | 0,5г | 0,15 | договірна |
| 16. Клей | КГ | 215 | 0,75г | 0,162 | договірна |
| Внр Вартість норми розходу |
1,679 |
|
Вартість матеріалів розраховуємо за форму ВМ = Внр + Тзв - Вв (23), де Внр-вартість норми розходу (див. таблиці 5); Тзв - транспортно заготівельні витрати; Вв - вартість відходів; Транспортно-заготівельні витрати складають 5-10% від вартості виробу:
![]() (24)
(24)
де Тзв - транспортно заготівельні витрати [грн].
Внр - вартість норми розходу [грн]
Тзв=1,679*10/100=0,1679 (грн.)
Вартість відходів складає від 2 до 4% від вартості виробу
![]() (25)
(25)
де Вв - вартість відходів [грн].
Внр - вартість норми розходу [грн]
ВВ=1,679*2/100=0,03358 (грн.)
Виходячи з формули 23 знаходимо вартість матеріалів:
ВМ=1,679+0,1679+0,03358=1,88048 (грн.)
Стаття 2. Заробітна плата
При калькуляції враховують заробітну плату працівників, які безпосередньо пов’язані з технологічними умовами виробництва.
Заробітна плата складається з основної заробітної плати та додаткової заробітної плати.
ЗП= ЗПОСН +ЗПД (26)
де ЗПОСН - основна заробітна плата
ЗПД - додаткова заробітна плата
Основна заробітна плата розрахована по відрядним працівникам на виготовлення одиниці продукції. Додаткова заробітна плата враховує оплату відпустки, учбових відпусток, виконання державних обов’язків, виплати премії і становить до 30% від ЗПОСН.
ЗПд= ЗПосн*15%/100 (27)
ЗПд= 0,85723*15%/100=0,12858 (грн.)
З формули 26 розраховуємо:
ЗП=0,85723+0,12858=0,98581 (грн.)
Стаття 3. Відрахування на соціальне страхування.
В цю статтю входять нарахування в пенсійний фонд (33.2%), соціальне страхування (1.4%), обов’язкове страхування на випадок безробіття (1.6%), разом - 36,2%.
Відрахування на соціальне страхування розраховується за формулою:
Всс = ЗП* 36.2% /100 (28)
Всс= 0,98581*36,2/100=0,3569 (грн.)
Стаття 4 Цехові накладні витрати.
В цю статтю входять витрати на заробітну плату керівникам цеху, на ремонт будівель, споруд, та інвентаря, на охорону праці, витрати на управління цеху. Цехові накладні витрати розраховуються у відсотках від ЗПОСН (60-150%)
ЦНВ=ЗПОСН*300%/100 (29)
ЦНВ=0,85723*300%/100=2.57169 (грн.)
За формулою 20 розраховуємо собівартість цехову:
СЦ=1.88048+0.98581 +0.3569 +2.57169 =5.79488 (грн.)
Стаття 5. Загальновиробничі витрати
В цю статтю включають витрати пов’язані з керуванням підприємством та організацією в цілому, вони складають 60-80% від ЗПосн
![]() (30)
(30)
де ВЗВ - загальновиробничі витрати
ВЗВ=0,85723*70%/100= 0,6006 (грн.)
Розраховуємо собівартість загальновиробничу за формулою 21:
СЗВ=5.79488 +0,6006=6.39548 (грн.)
Стаття 6. Невиробничі витрати
Це витрати пов’язані з пакуванням та відправкою готової продукції, вони складають 2-4% від загальновиробничої собівартості. Розраховуються за формулою:
![]() (31)
(31)
НВ=6.39548*2%/100=0,1279 (грн.)
Розраховуємо собівартість повну за формулою 22:
СП= 6.39548+0,1279 =6.52338 (грн.)
Заносимо всі дані в таблицю 6:
Таблиця 6. Калькуляція на виготовлення мікросхеми К235H4
| Найменування статті витрат | Одиниця вимірювання | Сума витрат | Витрати, % |
| Стаття 1. Сировина та основні матеріали. | грн. | 1,88048 | 28.8 |
| Стаття 2. Заробітна плата. | грн. | 0,98581 | 15.1 |
| Стаття3. Відрахування на соціальне страхування | грн. | 0,3569 | 5,47 |
| Стаття 4. Цехові накладні витрати. | грн. | 2.57169 | 39.4 |
| Собівартість цехова. | грн. | 5.79488 | ------- |
| Стаття 5. Загальновиробничі витрати. | грн. | 0,6006 | 9.2 |
| Загальна виробнича собівартість. | грн. | 6.39548 | ------ |
| Стаття 6. Невиробничі витрати. | грн. | 0,1279 | 1,96 |
| Повна собівартість. | грн. | 6.52338 | 100 |
Оптова ціна - це ціна, за яку підприємство реалізує продукцію.
ЦОПТ= СП+ ПР (32)
де Цопт - оптова ціна [грн]., Сп - повна собівартість [грн]., Пр - прибуток [грн].
Прибуток визначається підприємством з урахуванням ринкової кон’юнктури та зовнішньо-економічних факторів:
![]() (33)
(33)
де ПР - прибуток [грн].
СП - повна собівартість [грн].
ПР=6.52338*10%/100=0,652338 (грн.)
Підставивши дані у формулу (32) отримаємо:
ЦОПТ=6.52338+0,652338 = 7.175718 (грн.)
2.3 Розрахунок рентабельностіРентабельність - це відносний показник ефективності роботи підприємства:
Рентабельність розраховуємо за формулою:
![]() (34)
(34)
де ПР - прибуток [грн].
СП - повна собівартість [грн].
Рен. = 0,652338 /6.52338*100%=11%
2.4 Розрахунок економічної ефективності
Е= (ТШТі. ТСТі - ТШТі. ТСТі-1). N (35)
д е ТШТі - норма часу на операцію [хв].
ТСТі - тарифна ставка на операцію [грн/год].
ТСТі-1 - тарифна ставка на розряд менша і-го [грн/год].
N - річна програма випуску мікросхем
Е= (0,045*8.98/60-0,04*7.92 /60) *2595720=2063 (грн.)
2.5 Техніко-економічні показники виготовлення виробу
Таблиця 6. Організаційно-економічні показники виробництва для виготовлення мікросхеми К218Н7
| Найменування | Одиниці вимірювання | Числове значення |
| Річна програма | шт. | 2595720 |
| Режим роботи | зміна | 2 |
| Обладнання | шт. | 74 |
| Кількість основних робітників | чол. | 74 |
| Загальна площа | М2 | 657.96 |
| Заробітна плата | грн | 0,98581 |
| Собівартість цехова | грн. | 5.79488 |
| Загальновиробнича собівартість | грн. | 6.39548 |
| Повна собівартість | грн. | 6.52338 |
| Оптова ціна товару | грн. | 7.175718 |
| Економічна ефективність | грн. | 2063 |
Список літератури
1. Покропивний С.Ф. Економіка підприємства. - К.: "Видавництво Хвиля - Прес", 1995
2. Нефедов H. A. Дипломное проектирование в машиностроительных техникумах. - М: Высшая школа, 1986.
3. Панфилов Ю.В., Рябов В.Т. Оборудование производства интегральных микросхем и промышленные работы. - М: Издательство "Радио и связь", 1988.