Дипломная работа: Анодирование алюминия как объект автоматизированного проектирования
Содержание
Введение
1.1 Объект проектирования и его особенности
1.2 Процесс анодирования алюминия
2. Постановка задачи
3. Анализ разработок САПР в данной предметной области
4. Общее описание системы
5. Описание методики автоматизированного проектирования
6. Описание видов обеспечения
6.1 Описание математического обеспечения
6.1.1 Постановка задачи оптимизации
6.1.2 Описание математической модели
6.1.3 Описание методов оптимизации
6.2 Информационное обеспечение
6.3 Лингвистическое обеспечение
6.4 Программное обеспечение
6.5 Описание технического обеспечения
6.6 Методическое обеспечение САПР
7.1 Введение в охрану труда
7.2 Общие санитарно-гигиенические требования к устройству ВЦ
7.3 Неблагоприятные факторы и средства защиты от них
7.4 Анализ потенциальных опасностей на проектируемом объекте
7.5 Общие требования безопасности к оборудованию ВЦ
7.5.1 Ограждения, блокировочные и предохранительные устройства
7.5.2 Разводка информационных и силовых кабелей
7.6 Классификация объекта по взрывной, взрывопожарной и пожарной опасности
7.7 Электробезопасность
7.7.1 Расчёт заземляющего контура
7.8 Производственное освещение
7.8.1 Расчёт естественного освещения
7.8.2 Расчёт искусственного освещения
7.8.3 Расчёт кондиционирования
7.9 Средства пожаротушения
8. Технико-экономическое обоснование проекта
8.1 Расчет единовременных затрат
8.2 Расчет стоимости одного машино-часа работы комплекса технических средств САПР
8.3 Расчет предпроизводственных затрат
8.4 Затраты на ручное и автоматизированное проектирование
8.5 Расчет годовых текущих издержек на разработку проекта.
8.6 Сводная таблица технико-экономических показателей разработки САПР
Список используемых источников
В ведениеВ настоящее время для создания систем автоматизированного проектирования можно выделить две основные причины. Первая из них - желание освободить конструктора от рутинных расчетов и подготовки документации и дать ему время для решения по-настоящему творческих задач. Внедрение САПР в данном контексте в конечном итоге приведет не только к повышению качества проектов, но и к его удешевлению, а также уменьшит суммарное время его разработки.
Вторая причина - необходимость более глубокого анализа разрабатываемого объекта. Традиционный метод расчета большинства сложных объектов - по возможности обойти все формулы и уравнения (как правило, содержащие элементы дифференциального или интегрального исчисления) решение которых вручную затруднено или невозможно и заменить их некоторыми эмпирическими зависимостями. В большинстве случаев это приведет к уменьшению качества готового объекта, а иногда и к его неработоспособности в реальных условиях. При использовании САПР, реализованной на современной быстродействующей технике, нет необходимости к упрощению математической модели объекта проектирования, она способна рассчитать его практически с любой необходимой точностью.
Из сказанного выше очевидно, что преимущества использования САПР в производстве неоспоримы. Все это относится и к рассматриваемой области - гальванике.
Металлические и неметаллические неорганические покрытия с каждым годом находят все более широкое и разностороннее применение в промышленности. Это связано с изменением условий эксплуатации и созданием новых видов изделий, особенно в электронной промышленности, возникновением новых, подчас непростых технических требований, для удовлетворения которых не всегда можно идти традиционным путем. Еще сравнительно недавно основной задачей при нанесении покрытий являлась защитно-декоративная отделка деталей для предотвращения их разрушения от атмосферной коррозии. В настоящее время с их помощью решается большой комплекс специальных, функциональных задач.
К группе конверсионных относят неметаллические неорганические покрытия, которые не наносятся извне на поверхность деталей, а формируются на ней в результате конверсии (превращений) при взаимодействии металла с рабочим раствором, так что ионы металла входят в структуру покрытия. Основой их являются оксидные или солевые, чаще всего фосфатные пленки, которые образуются на металле в процессе его электрохимической или химической обработки. Наиболее широкое распространение получили оксидные покрытия алюминия и его сплавов. Это связано с тем, что по разнообразию своего функционального применения, определяемого влиянием на механические, диэлектрические, физико-химические свойства металла основы, такие покрытия почти не имеют равных в гальванотехнике. Полученные оксидные пленки надежно защищают металл от коррозии, повышают твердость и износостойкость поверхности, создают электро- и теплоизоляционный слой, легко подвергаются адсорбционному окрашиванию органическими красителями и электрохимическому окрашиванию с применением переменного тока, служат грунтом под лакокрасочные покрытия и промежуточным адгезионным слоем под металлические покрытия. Эти характеристики относятся к оксидным покрытиям, полученным электрохимической, прежде всего анодной обработкой металла. Хотя выполнение химического оксидирования проще, не нуждается в специальном оборудовании и источниках тока, малая толщина получаемых покрытий, их низкие механические и диэлектрические характеристики существенно ограничивают область его применения.
Электрохимические процессы нанесения покрытий имеют широкое промышленное применение. Это защита изделий от коррозии, защитно-декоративная отделка, повышение износостойкости и твердости поверхности, сообщение антифрикционных свойств и отражательной способности, изготовление металлических копий. В технологической последовательности гальванического производства главной операцией, основанной на электрохимических превращениях, является процесс нанесения покрытий.
1. Анализ предметной области
Первое сообщение о физико-химических свойствах оксидных пленок, полученных анодированием алюминия, сделано в 1877 г. профессором Казанского университета Н.П. Слугиновым. Однако лишь после того, как в конце двадцатых - начале тридцатых годов текущего столетия были разработаны промышленные способы электрохимического получения оксидных покрытий, получили развитие и работы, посвященные исследованию процессов их формирования, состава и свойств.
По представлениям ряда исследователей, оксидное покрытие состоит из расположенных вертикально ячеек в форме гексагональных призм, плотно смыкающихся друг с другом. В центре каждой ячейки находится пора, основанием которой является барьерный слой. При некотором схематизме такого представления следует учитывать, что ячеистая структура оксидных покрытий на алюминии подтверждается многими электронно-микроскопическими данными. Иное представление предложено А.Ф. Богоявленским с сотрудниками, принимающими за основу коллоидно-электрохимическую природу процесса. Предполагается, что в начале электролиза на поверхности анода образуются мельчайшие частицы - мононы, формирующие барьерный слой. По мере роста они с внешней стороны превращаются в коллоидные палочкообразные мицеллы геля оксида алюминия, составляющие внешний пористый слой. Отрицательно заряженные мицеллы плотно прижимаются к поверхности металла и сращиваются с ним. Таким образом ячеистая структура оксидного покрытия, по мнению авторов, формируется из мицелл, которые под влиянием электрического поля ориентируются перпендикулярно к поверхности металла. Поступление электролита к аноду происходит преимущественно в пространстве между мицеллами и расположение пор только по центру ячеек в этом случае не является обязательным. При исследовании пленок, формированных в электролите, содержащем сульфосалициловую, щавелевую и серную кислоты, выявлена волокнистая структура оксида, состоящего из различных по форме субволокон диаметром 20-50 нм, образующих своеобразные связки сросшихся частиц.
Оксидные покрытия на алюминии состоят главным образом из γ-Al2O3, наряду с которым могут быть другие модификации в кристаллической или аморфной фазе. Пленка содержит также воду и анионы электролита, в котором проводили оксидирование, причем последние лишь частично удаляются при промывке, а другая их часть остается связанной с оксидным слоем.
Результатом анодного окисления металла в начальный момент электролиза является формирование на нем тонкого, беспористого барьерного слоя, отличающегося высоким электрическим сопротивлением. Если оксидирование проводили в электролите, практически не растворяющем оксид алюминия, например в растворе борной кислоты, напряжение на ванне может достигнуть 150-200 В, а толщина оксидной пленки не превысит 1 мкм. Такие пленки находят применение в производстве электролитических конденсаторов. В гальванотехнике используют оксидные покрытия толщиной 8-20 мкм, а в специальных случаях - несколько сот микрометров. Они могут формироваться лишь в таких электролитах, которые оказывают некоторое растворяющее действие на барьерный слой. В этом случае, частично растворяясь, он становится микропористым, проницаемым для ионов электролита, что создает условия, благоприятствующие дальнейшему окислению металла. Оксидное покрытие как бы вырастает из металла, так как рост его происходит не со стороны внешней, а с внутренней поверхности, на границе металл - пленка или по некоторым данным на границе барьерный - пористый слой.
Удельное объемное электрическое сопротивление пленки на алюминии достигает 109-1013 Ом-см, а пробивное напряжение, которое связано с толщиной покрытия, изменяется от нескольких сот до нескольких тысяч вольт. Микротвердость оксида 1200 - 1500 МПа. Теплопроводность оксидного покрытия в 10 раз меньше, чем меди, в 7 раз меньше, чем алюминия и в 10-20 раз больше, чем пластмассы. Эмалевидные оксидные пленки, формированные в процессе эматалирования, выдерживают нагревание до 500°С без существенных изменений, тогда как на пленках, формированных в сернокислом электролите, при нагревании до 150°С появляются мелкие трещины, что ухудшает их защитные свойства, хотя отслаивания покрытия не происходит.
Заметим, что важнейшим показателем оксидной пленки для пользователя является не толщина, а коррозийная стойкость покрытия. Которая зависит от не только от толщины, но и от ее пористости. Толщина и пористость напрямую связанны со временем анодирования, но если пористость со временем меняется слабо, то рост оксида происходит эффективно в течении первого часа от начала процесса. При дальнейшем анодировании скорость образования слоя становиться соизмеримой со скоростью его растворения. После 60-70 минут анодирования отмечается уменьшение массы. Зависимость толщины оксида от времени носит экстремальный характер, что связанно с процессами роста и растворения оксида. Процесс образования пленки происходит быстрее при повышении температуры, но одновременно происходит еще быстрее ее растворение, необходимо придерживаться оптимальной температуры электролита. При разных концентрациях солей и кислот в электролите и одинаковом времени анодирования алюминия, получаются различные толщина и пористость покрытия, причем этот процесс также не линейный. Максимальная толщина пленок получается в 10% -ных растворов серных и щавельных кислот. Повышение концентрации щавельной кислоты выше 10% ограничивается ее растворимостью в воде. Подобный результат иногда связывают с тем, что с повышением концентрации электролита уменьшается скорость образования зародышей. Однако необходимо учитывать также скорость химического растворения оксида, полученного в данном растворе. Например, скорость растворения пленок в серной кислоте выше, чем в щавельной. Следовало предположить, что применение менее концентрированных растворов должно уменьшить их химическую активность и способствовать образованию более толстых пленок, но в действительности с уменьшением концентрации кислот толщина оксида проходит через максимум. По-видимому, в менее концентрированных растворах анионы электролита в меньшей мере принимают участие в формировании оксидного слоя. Это ведет к тому, что его структура становиться более плотной. От состава электролита также зависит структура и цветовые свойства покрытия. Как известно /1/, увеличение плотности тока сопровождается ростом напряжением формирования оксида, при этом размер ячеек возрастает, и число пор на единицу поверхности уменьшается, снижая общую пористость слоя. Повышение температуры электролита снимает напряжение процесса, это сопровождается уменьшением размера ячеек и увеличением их числа на единицу поверхности. Кроме того, возрастает и пептизирующая способность электролита в порах /3/, что также ведет к увеличению общей пористости оксида.
Таким образом, если известны все вышеизложенные зависимости, можно выбирать оптимальные условия для получения оксидных слоев на алюминии с заданными свойствами.
1.2 Процесс анодирования алюминия
Гальванический метод нанесения покрытия имеет ряд преимуществ по сравнению с другими методами. Покрытия получаются блестящими в процессе электролиза, характеризуются хорошими физико-химическими и механическими свойствами: повышенной твердостью и износостойкостью, малой пористостью, высокой коррозионной стойкостью. При гальваническом методе имеется возможность точно регулировать толщину покрытия. Это особенно важно в целях экономии цветных, драгоценных и редких металлов. Наконец при электролизе водных растворов можно нанести покрытия таких металлов и сплавов, которые другими способами получить не удается. По сравнению с другими методами нанесения металлических покрытий электролитический метод имеет явные преимущества, хотя и не лишен определенных недостатков. В отличие от горячих методов электролитические покрытия не образуют с основным металлом промежуточного сплава, по крайней мере, без дополнительного нагрева покрытых деталей.
Формирование оксида происходит в условиях одновременного воздействия на процесс двух противоположно направленных реакций - электрохимического окисления металла в глубине пор и химического растворения оксидного слоя на его внешней поверхности, подвергающейся активному воздействию электролита. Результат процесса, структура, толщина и свойства оксидного покрытия в большой мере зависят от соотношения скоростей этих реакций. Если химического растворения формирующегося оксида практически не происходит, то образуется тонкая, беспористая пленка барьерного типа, о чем сказано выше. В случае примерного равенства скоростей электрохимической и химической реакций на металле непрерывно возникает и сразу же растворяется тонкая пассивирующая пленка, которая за короткий период своего существования способна предотвратить травление. Такие условия реализуются при электрохимическом полировании металлов. Оксидные покрытия, обладающие антикоррозионными и другими функциональными свойствами, должны иметь значительную толщину, что возможно лишь в том случае, когда скорость электрохимического процесса заметно выше, чем скорость химического растворения пленки.
Однако неограниченный рост пористой части оксидного покрытия, учитывая его электро- и теплоизоляционные свойства, невозможен. С увеличением толщины возрастает интенсивность тепловых процессов в зоне реакции, что приводит к повышению температуры электролита в порах у поверхности оксида. Следствием этого будет увеличение скорости растворения покрытия. Скорость электрохимического процесса определяется плотностью тока, химического - составом электролита и температурой в зоне реакции.
Чем выше плотность тока, тем быстрее формируется покрытие, но одновременно выделяется большее количество теплоты, что интенсифицирует растворение оксида (рисунок 1.1).
Важной частью процесса является концентрация веществ, при повышении концентрации уменьшается время за которое образуется некоторое количество оксида (рисунок 1.2).
Также, при получении оксидных покрытий, в особенности твердых, износостойких и электроизоляционных, толщина которых должна быть достаточно большой, помимо подбора соответствующего электролита принимаются
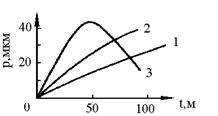
Анодная плотность тока А/дм2 1-1; 2-2; 3-5
Рисунок 1.1 - Влияние плотности тока и продолжительности анодирования алюминия в сернокислом электролите на толщину покрытия меры по поддержанию его оптимальной температуры путем охлаждения и перемешивания.
Важно учитывать при проектировании, что наиболее положительные результаты в отношении антикоррозионных и других свойств покрытий, а также максимально достижимой его толщины получаются при обработке алюминия и его гомогенных сплавов. Включение в пленку кремния, который не поддается оксидированию и не растворяется в электролите, придает ей темную, пятнистую окраску. Значительное содержание в обрабатываемом сплаве меди приводит к увеличению пористости оксидных пленок. На сплавах, содержащих магний или марганец, формируются покрытия с более хорошими электроизоляционными свойствами, чем на сплавах алюминия с медью.
Тепловые процессы при оксидировании алюминия определяются теплотой реакции образования оксида и джоулевой теплотой. Основное количество теплоты выделяется в порах пленки, у их основания, где происходит реакция образования оксида. Следовательно, успешное получение покрытий большой толщины, зависит от того, насколько интенсивно удается отводить теплоту из зоны реакции (рисунок 1.3).
Наиболее высокое качество покрытий при толстослойном оксидировании достигается на алюминии и его сплавах с магнием или марганцем. При толстослойном оксидировании принимают, что размер обрабатываемых деталей увеличивается примерно на половину толщины покрытия.
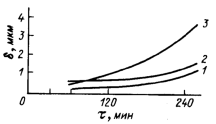
Состав электролитов, г/л 1 - 100 сульфосалициловой кислоты; 2 - 100 сульфосалициловой кислоты и 5 H2SO4, 3 - 100 сульфосалициловой кислоты и 15 H2SO4.
Рисунок 1.2 - Влияние состава сульфосалицилатного электролита на растворимость оксидной пленки, формирующемся при анодировании алюминия
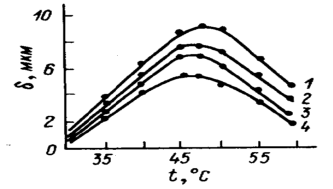
Материал анода: 1 - АД1, 2 - Адг2, 3 - Амг6, 4 - Д1.
Рисунок 1.3 - Влияние температуры хромовоборного электролита на толщину эматаль-пленок на алюминии и его сплавах
Важным показателем покрытия является его пористость. При ее увеличении уменьшается коррозийная стойкость. На рисунке 1.4 показана зависимость пористости оксидной пленки от плотности тока и от концентрации серной кислоты.
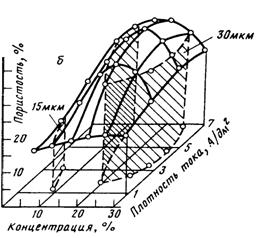
Рисунок 1.4 - Изменение пористости оксида в зависимости от концентрации H2SO4 и плотности тока
Поверхность деталей, на которых получают электроизоляционные оксидные покрытия, должна быть обработана не ниже 9 класса шероховатости. Радиус закругления острых граней - не менее 1 мм.
анодирование алюминий автоматизированное проектирование
Микропористая структура, высокая адсорбционная способность оксидных пленок являются той базой, которая позволяет изменить цвет. Известно три таких способа: осаждение в порах оксидного слоя минерального красящего пигмента, адсорбционное окрашивание органическими красителями, электрохимическое окрашивание путем обработки оксидного покрытия переменным током в разбавленных растворах минеральных солей. Для реализации первого из них оксидные покрытия последовательно пропитывают двумя растворами солей металлов, которые, взаимодействуя, образуют в порах пленки окрашенное химическое соединение, являющееся своеобразным минеральным красящим пигментом.
Красящие минеральные пигменты сравнительно устойчивы к воздействию света, но с их помощью нельзя получить широкого спектра цветов и оттенков, как это достигается при использовании органических красителей. Указанное преимущество органических красителей, простота технологического процесса их использования сделали этот способ наиболее распространенным. Относительно высокой светопрочностью характеризуются кислотные и антрахиноновые красители, которые, взаимодействуя с оксидом алюминия, образуют в его порах нерастворимое соединение. Наименьшая светопрочность характерна для прямых и основных красителей.
Наиболее подходящими для окрашивания органическими красителями являются оксидные покрытия, полученные в сернокислом электролите на алюминии и его сплавах с магнием и марганцем. На литейных сплавах типа силумина получается неравномерная, пятнистая окраска. Эматалевые пленки также могут быть окрашены, но их собственная окраска несколько искажает цвет красителя.
Защитные свойства и цвет покрытий при толщине 20 мкм сохраняются более 10 лет. Срок этот может быть увеличен за счет повышения толщины оксидной пленки.
2. П остановка задачи
Учитывая актуальность разработки САПР процесса получения оксидной пленки алюминия и, анализируя требования, которые должны быть предъявлены к разрабатываемой САПР, ставится задача:
1) Разработать структурную схему САПР, отражающую состав технического, программного, математического, информационного и методического обеспечения, необходимого для реализации процесса автоматизированного проектирования анодирования алюминия.
2) Разработать функциональную схему САПР, представляющую собой последовательность процесса проектирования анодирования алюминия.
3) Разработать структуру информационного обеспечения САПР процесса нанесения покрытия гальваническим способом, спроектировать и реализовать базы данных для хранения данных, которые необходимы для нормального функционирования САПР, а также программ позволяющих работать с ними неподготовленного пользователя. Разработать базы данных следующего содержания:
БД электролитов;
БД металлов;
БД гальванических ванн;
архив готовых проектов.
4) Разработать программы диалога. Эти программы должны обеспечивать интуитивный интерфейс с разработанной САПР пользователя, имеющего небольшой опыт работы на персональных компьютерах.
5) Разработать математические модели процессов и технических устройств; алгоритмы решения задач оптимизации, необходимые для нахождения проектного решения. Разработка программ, реализующих методику расчета и поиска оптимального решения задачи. В эту категорию входят разработки программ ввода и анализа исходных данных, поиска оптимальных параметров процесса анодирования алюминия, а также анализа полученных решений.
6) Разработать методику и программу аппроксимации табличной функции, создать для пользователя удобный интерфейс для создания динамически подгружаемых библиотек с заданной функцией, позволяющей во время выполнения программы обрабатывать данные любой функциональной зависимостью.
3. Анализ разработок САПР в данной предметной области
На основании сведений, полученных при изучении процессов анодирования алюминия, был просмотрен и изучен материал, позволяющий сделать вывод о необходимости создания САПР в данной предметной области. Основанием к этому послужили следующие факты:
в связи с тем, что процессы анодирования алюминия не изучены до конца, не понятны многие аспекты в данной области;
существование различных противоречивых теорий в данной области, поясняющих только какую-то одну или несколько составляющих процесса протекающих между алюминием и электролитом, алюминием и оксидом или оксидом и электролитом.
разрозненные разработки САПР в данной предметной области;
большой объем информации, необходимой для проектирования, что предполагает наличие обширных баз данных и, как следствие, возможные трудности, возникающие при выборе необходимого оборудования или принципиальной схемы.
4. Общее описание системы
Составными структурными частями САПР являются подсистемы, в которых при помощи специализированных комплексов средств решается функционально законченная последовательность задач САПР. Выделенная по некоторым признакам часть САПР, обеспечивающая получение законченных проектных решений и соответствующих проектных документов называется подсистемой.
По назначению подсистемы САПР разделяют на проектирующие и обслуживающие. К первым относят подсистемы, выполняющие проектные процедуры и операции, например, подсистема технологического проектирования, подсистема конструкторского проектирования, подсистема проектирования сборочных единиц и т.п. Подсистемы, предназначенные для поддержания работоспособности проектирующих подсистем, составляют класс обслуживающих подсистем (документирование, графическое отображение объектов проектирования).
На основе анализа предметной области были выделены следующие подсистемы:
подсистема ввода и анализа исходных данных;
информационная подсистема;
подсистема расчета оптимального решения;
подсистема графического моделирования;
подсистема подготовки и вывода проектной документации;
подсистема обработки экспериментальных данных.
Результаты работы программного обеспечения каждой подсистемы, являются входными данными для решения задач программного обеспечения следующей подсистемы и выбора необходимой информации из баз данных, описанных в информационном обеспечении.
САПР представляет собой совокупность нескольких автоматизированных рабочих мест, соединенных в локальную вычислительную сеть. На одном рабочем месте можно совместить первую, третью и пятую подсистемы; на следующем будут производиться расчетами, а третья станция - вопросами связанными с базами данных.
Таким образом, для создания САПР необходимо наличие трех рабочих станций. Использовать большее количество людей и техники не рационально, в связи с тем что, современные средства позволяют совместить несколько этапов проектирования на одной машине, под управлением одного человека.
При задании входных параметров используются программы ввода, анализа и коррекции задаваемых данных. Эти модули позволяют проверять вводимые значения "на лету", т.е. в случае указания неверных данных или при опечатке пользователь будет сразу же уведомлен, и программы ввода либо укажут правильный формат ввода (например, диапазон), либо будет предложено выбрать значение из списка.
Информационная подсистема служит для информационного обслуживания подсистемы расчета и подсистемы ввода-вывода. Она осуществляет ведение необходимых для расчета баз технологических данных, осуществляет ведение архива готовых проектов и включает в себя следующие базы данных: БД электролитов, БД металлов, БД гальванических ванн, архив готовых проектов.
Данная подсистема функционирует на ПЭВМ, имеющий большой объем дисковой памяти и возможность быстрого обмена с внешними устройствами.
Ведущую роль в проектировании гальванических ванн играют подсистема расчета оптимального решения и подсистема обработки экспериментальных данных. Данная подсистема предназначена для сбора, хранения и выдачи табличных данных, представляющие собой экспериментальные значения какого-либо процесса анодирования алюминия. Рассмотренные функции выполняет программа обработки экспериментальных данных. Для рассматриваемого процесса создается или загружается формула из файла с помощью которой будт обрабатываться данная таблица. Данная подсистема содержит программу по проверке возможности получения аппроксимирующей функции по обработанным экспериментальным данным, а также программу обработки получения этой функции с заданной точностью (количество должно быть по возможности большим и экспериментальные данные должны быть равномерно распределены в пространстве).
Теоретической основой подсистемы расчета оптимального решения являются алгоритмы расчета толщины, пористости, коррозионная стойкость, а также методы оптимизации. Подсистема включает в себя комплекс прикладных программ, позволяющий проектировщику выбрать необходимый модуль (автоматически или вручную), с помощью которого будет получены промежуточные данные, требующиеся для дальнейшего проектирования разрабатываемой системы. По мере надобности происходит обращение к базе данных конструктивных параметров и технологических констант за дополнительной информацией.
Подсистема графического моделирования отвечает за графическое представление данных на экране. Подсистема представляет собой комплекс средств позволяющих удобно отобразить данные для пользователя, используя методы трехмерных преобразований и реалистичного отображения трехмерных поверхностей, производится визуализация поверхностей требуемых зависимостей.
Подсистема подготовки и вывода проектной документации - по завершении процесса проектирования создает необходимую текстовую и графическую документацию и выводит результаты в требуемом виде. В процессе формирования проектной документации происходит обращение либо к базе данных шаблонов документации, откуда берутся шаблоны и заполняются при непосредственном участии проектировщика (взаимодействие с пользователем осуществляется благодаря лингвистическому обеспечению, реализованному в диалоговых режимах "вопрос - ответ" и "меню"), либо к базе данных уже готовых документов, содержащих как графическую, так и текстовую часть.
Комплект периферийных устройств обуславливается выполняемыми функциями подсистем.
5. Описание методики автоматизированного проектирования
Процесс проектирования процесса анодирования алюминия, начинается с ввода исходных данных, необходимых для проектирования объекта с помощью разработанной САПР. Ввод осуществляется в интерактивном режиме. При этом формами диалога с пользователем является заполнение бланков и выбор из меню. Система осуществляет контроль введенной информации. В случае некорректности введенной информации пользователю предоставляется возможность скорректировать данные. По введенной информации в базе данных готовых проектов ищется аналог и, если таковой найден, он предлагается заказчику в качестве готового решения. В противном случае заказчику предлагается несколько изменить входные параметры и, если заказчик согласен, производится коррекция данных и система вновь обращается к базе данных готовых проектов. При несогласии заказчика на изменение входных данных осуществляется работа подсистемы расчета оптимального решения на основе исходных данных, полученных на предыдущих этапах. Из соответствующих баз данных автоматически или с участием проектировщика выбираются необходимые данные. Заключительным этапом проектирования является подготовка текстовой и графической документации проекта. Первоначально результаты представляются для анализа проектировщику. В диалоговом режиме он получает всю интересующую его информацию и сверяет полученные данные с заданными в техническом задании. После этого проектировщику предоставляется набор шаблонов документации для заполнения, а также запрашивается и выводится на экран или принтер необходимая графическая информация, позволяющая более наглядно представить процесс анодирования алюминия. Готовый проект заносится в БД готовых проектов.
Процесс проектирования представлен в приложении Б на схеме работе САПР.
6. Описание видов обеспечения
Математическое обеспечение - совокупность математических моделей, методов, алгоритмов для решения задач автоматизированного проектирования, которая реализуется в программном обеспечении САПР.
Данная САПР предназначена для систематизации данных взятых экспериментальным трудом и упрощения процесса ручной переработки информации, для которого характерным является расчётная составляющая, очень однообразная и вычислительно трудоемкая.
Повышение эффективности данной САПР достигается за счёт:
адаптируемости моделей;
возможности полной или частичной формализации процесса построения математических моделей проектируемых изделий.
Математическое обеспечение представлено следующими компонентами:
математическая модель системы анодирования алюминия,
алгоритм решения математической модели процесса анодирования алюминия,
алгоритм расчета системы анодирования.
Применение математической модели дает возможность собрать наиболее полную информацию о процессе анодирования алюминия и получить множество вариантов проведения этого процесса, из которых можно будет выбрать наилучший с точки зрения некоторого критерия оптимизации.
6.1.1 Постановка задачи оптимизации
Пользователю важно, чтобы изделие покрытое слоем оксида, было наиболее стойким к воздействию окружающей среды, поэтому для критерия будем использовать коррозионную стойкость.
Задача оптимизации будет выглядеть следующим образом: найти концентрацию серной кислоты C, плотность данного электролита P и плотность тока i, при которых коррозионная стойкость будет максимальна на заданных ограничениях.
6.1.2 Описание математической модели
Математическая модель - система уравнений, описывающих объект, и алгоритм (набор правил), определяющих последовательность решения уравнений модели и включающий набор значений параметров технологических производств.
Были приняты следующие допущения:
а) рассматриваемый объем гальванической ванны является реактором идеального смешения, т.к. обеспечивается непрерывное перемешивание электролита;
б) электролит на протяжении всего процесса анодирования алюминия не теряет своих свойств;
в) толщина и пористость покрытия постоянны на любом участке рабочей поверхности.
Существует три метода построения мат. моделей технологических объектах: экспериментальный, аналитический и комбинированный.
При экспериментальном методе построения формальных мат. моделей параметры определяются по опытным данным, полученным на действующем объекте.
Аналитический метод построения мат. моделей заключается в теоретическом расчете или определения параметров неформальных уравнений статики и динамики по опытным данным, которые получены при исследовании отдельных физико-химических процессов, происходящих в объекте.
Комбинированный метод заключается в объединении двух первых методов.
В связи с тем, что в настоящий момент не до конца понят принцип образования оксидного покрытия, даже выдвинутые теории не подходят для обоснования тех или иных случаев, то можно использовать только данные полученные экспериментальным путем.
Так как до настоящего времени нет формулы, по которой можно определить коррозийную стойкость, то воспользуемся табличными значениями и для удобства использования аппроксимируем эти данные.
Классические теории проводимости АОП /1/ рассматривают зависимость ионного тока Ii, от напряженности электрического поля E:
![]() , (1)
, (1)
где А, В - постоянные.
Рост пленки происходит за счет переноса вещества ионами Me и O2-.
При больших E выполняется следующее уравнение между плотностью ионного тока i и E:
![]() , (2)
, (2)
где a - ширина энергетического барьера в объеме оксида;
ν - частота колебания частиц в кристаллической решетке;
z - заряд катионов металлов;
W0 - высота энергетического барьера;
δ - толщина оксида.
При малых E отсутствуют диффузионные затруднения в АОП, выполняется соотношение:
![]() , (3)
, (3)
где a - ширина энергетического барьера в объеме оксида;
ν - частота колебания частиц в кристаллической решетке;
z - заряд катионов металлов;
W0 - высота энергетического барьера;
δ - толщина оксида.
Уравнения (3) и (4) достаточно хорошо согласуются с экспериментом, но при их выводе предполагается кристаллическое строение АОП. Однако, практически во всех случаях сформированные AOП являются аморфными.
Эксперименты Дэвиса и Брауна /3/ c метками инертных газов показали, что новые слои АОП на алюминии в том числе, образуются как на внутренней, так и на внешней границах АОП. Было рассчитано число переноса металла (Al) tM как отношение толщины АОП, образовавшейся на внешней поверхности, к общей толщине АОП. Для А1 по разным источникам составляет от 0,24 до 0,58 (для оксидирования А1 в этиленгликолевом растворе - 0,68).
Видно, что сейчас, при теоретической слабой базе, которая не до конца позволяет понять принцип процесса анодирования алюминия, аналитически невозможно вывести формулу нахождения коррозийной стойкости оксидного слоя. Поэтому создадим формулу, аппроксимировав табличные данные. Формулу представим в виде:
![]() , (4)
, (4)
где F - множитель полученный при аппроксимации данных взятых при изменении концентрации соли, плотности электролита и плотности тока;
T - множитель полученный при аппроксимации данных взятых при изменении во времени.
Данные для нахождения Т найдем из рисунка 6.1, где представлена зависимость коррозийной стойкости от времени протекания процесса, максимум находится в 1, потому что данные для аппроксимации функции F считаются при оптимальном значении времени анодирования.
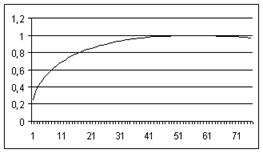
Рисунок 6.1 - Зависимость коррозийной стойкости от времени протекания процесса.
Аппроксимировав данные получим:
![]() , (5)
, (5)
где t - время анодирования алюминия.
Проведем эксперимент, где будем менять плотность серной кислоты от 1,2 до 1,29 с шагом 0,03 и плотность тока от 2 до 8 А/дм2 с шагом 1,5 А/дм2, концентрацию соли будем изменять от 0,2 % до 2,6% с шагом 0,06. Результаты представлены в виде таблиц 6.1,6.2,6.3,6.4.
Таблица 6.1 - Зависимость коррозийной стойкости от концентрации соли и плотности тока при плотности электролита равной 1.2 кг/м3
| концентрация | |||||
|
Плотность Тока |
6 | 7 | 7 | 7 | 7 |
| 7 | 8 | 8 | 8 | 8 | |
| 8 | 9 | 9 | 9 | 8 | |
| 8 | 9 | 9 | 9 | 8 | |
| 7 | 8 | 8 | 8 | 7 |
Таблица 6.2 - Зависимость коррозийной стойкости от концентрации соли и плотности тока при плотности электролита равной 1.23 кг/м3
| концентрация | |||||
|
Плотность тока |
7 | 8 | 8 | 8 | 7 |
| 8 | 9 | 9 | 9 | 8 | |
| 9 | 10 | 10 | 10 | 9 | |
| 9 | 10 | 10 | 10 | 9 | |
| 8 | 9 | 9 | 9 | 8 |
Таблица 6.3 - Зависимость коррозийной стойкости от концентрации соли и плотности тока при плотности электролита равной 1.26 кг/м3
| концентрация | |||||
| Плотность тока | 7 | 8 | 8 | 8 | 7 |
| 8 | 9 | 9 | 9 | 9 | |
| 9 | 10 | 10 | 10 | 9 | |
| 9 | 10 | 10 | 10 | 10 | |
| 8 | 9 | 9 | 9 | 8 |
Таблица 6.4 - Зависимость коррозийной стойкости от концентрации соли и плотности тока при плотности электролита равной 1.29 кг/м3
| концентрация | |||||
|
Плотность Тока |
7 | 8 | 8 | 8 | 7 |
| 8 | 9 | 9 | 9 | 9 | |
| 9 | 10 | 10 | 10 | 9 | |
| 9 | 10 | 10 | 10 | 9 | |
| 8 | 9 | 9 | 9 | 8 |
Необходимо определиться каким образом будем получать значения функции не в узлах таблицы.
Интерполирование функций многих переменных значительно сложнее, чем функции одной переменной. Это вызвано не только тем, что рассуждения становятся более громоздкими в силу наличия большого числа переменных, но и рядом принципиальных трудностей.
Первой трудностью является то, что если представить многочлен в виде:
P (x,y) =a00+a10x+a01y+a20x2+ a11xy+a02y2 +…+aomym, (6)
где аij - коэффициенты.
То подставляя данные координаты точек и приравнивая левую часть соответствующему значению zi, получим систему n+1 линейных алгебраических уравнений относительно 1+2+…+ (m+1) = (m+1) (m+2) /2 неизвестных коэффициентов aij. Вообще говоря эти уравнения независимы. Следовательно, если не накладывать на P (x,y) никаких дополнительных условий, то n+1 должно быть равно (m+1) (m+2) /2. Поэтому мы не можем решить поставленную задачу при произвольном количестве узлов интерполирования.
Второе принципиальное затруднение это то, что узлы интерполирования не могут располагаться произвольно. Рассмотрим на примере n=2 и n=5: для первого случая определитель будет обращен в нуль, если три точки (x0,y0), (x1,y1) и (x2,y2) лежат на одной прямой; во втором случае определитель будет обращаться в нуль если 6 точек интерполирования лежат на одной кривой второго порядка. Аналогично, если взять 10 узлов интерполирования, то определитель системы обратиться в нуль, если все они лежат на одной прямой третьего порядка. Проверка того, что определители не обращается в нуль, чрезвычайно затруднительна.
Третье принципиальное затруднение возникает при оценке остаточных членов. Так как теорема Ролля, для данного случая действовать не будет.
Также существуют еще несколько нюансов показывающие, что использовать только интерполирование нерационально. Во-первых, если число узлов велико, то мы получаем громоздкие выражения для интерполяционных многочленов. Во-вторых, если табличные значения функции подвержены каким-то случайным ошибкам измерения, то эти ошибки будут внесены в интерполяционный многочлен и тем самым исказят истинную картину поведения функции.
Из всего вышесказанного следует, что использовать интерполяционный многочлен необходимо, если только не нужна большая точность, поэтому логичным будет использовать аппроксимационную функцию, т.к. эта функция будет близко проходить к заданным значениям, будет происходить дополнительное сглаживание результатов наблюдения.
При аппроксимации главным допущением является то, что значения аргумента x0,x1,.,xn найдены значительно точнее, чем значения функции f (xi). Также будем предполагать, что систематические погрешности, а также грубые ошибки в значениях функции f (xi) исключены (если нет то необходимо сгладить таблицные значения).
Для получения значения функции в точке x расположенных между xi и xi+1, будем применять сглаживающую функцию основанную на методе наименьших квадратов, предполагая, что x0,x1,.,xn равностоящие, а все значения f (xi) имеют одинаковую точность.
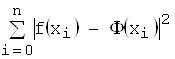
Пусть φ0 (x), φ1 (x),…, φm (x) - какая-то система линейно независимых функций на интервале [a,b], m≤n. Будем разыскивать обобщенный многочлен, составленный из этих функций:
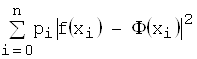 , (7)
, (7)
где f (xi) - значение функции взятой из таблицы;
Ф (xi) - значение подбираемой функции;
рi - вес точности.
Далее необходимо, чтобы этот многочлен имел наименьшее значение. В нашем случае значения f (xi) имеют одинаковую точность, поэтому:
 , (8)
, (8)
где рi - вес точности.
Тогда получаем:
 , (9)
, (9)
где f (xi) - значение функции взятой из таблицы;
Ф (xi) - значение подбираемой функции.
Аппроксимировав данные взятые из таблиц 1,2,3,4 алгебраическими многочленами 1,x,x2,…,xm, т.к. они образуют систему Чебышева на любом отрезке, а следовательно линейно не зависимы, получим зависимость коррозийной стойкости от плотности тока, концентрации соли и плотности серной кислоты. Для удобства читаемости запишем формулу в виде:
![]() , (10)
, (10)
где Ch - числитель в формуле,
Zn - знаменатель.
![]()
![]()
![]() ), (11)
), (11)
где p - плотность заданного электролита,
c - концентрация соли в растворе электролита,
i - плотность тока.
![]() , (12)
, (12)
где p - плотность электролита.
Далее с учетом формул (4) и (5), получим:
![]()
![]()
![]()
![]() , (13)
, (13)
где p - плотность заданного электролита, c - концентрация соли в растворе электролита, i - плотность тока; t - время анодирования алюминия.
На основании этих допущений и зависимостей полученных экспериментальным путем на какой-либо конкретной установке и зная свойства электролита можно судить о любом похожем процессе.
6.1.3 Описание методов оптимизации
Значение эффективных численных методов минимизации функции одной переменной определяется в основном тем, что они входят составной частью во многие методы решения сложных экстремальных задач.
Существует множество различных методов нахождения экстремума функции. Отличаются они по скорости сходимости (количестве итераций необходимых для нахождения оптимума), количестве элементарных действий (необходимо или нет вычислять дополнительные функции, например, производные). Но сказать какой метод лучше или хуже можно только с натяжкой, т.к. это зависит от вида функций, например, метод чисел Фибоначчи считается самым быстрым из одномерных, однако он справедлив только для унимодальных функций. Метод локализации очень зависим от выбора начальной точки и приращения, но он способен локализовать экстремум в отличии от чисел Фибоначчи или "золотого сечения". Методы первого порядка просты в реализации. Для методов второго порядка требуется вычисление вторых производных, что в прикладных задачах или невозможно или сопряжено с большими затратами. Однако такие общие данные не могут служить основанием для оценки качества методов при решении конкретных задач. До настоящего времени нет достаточно обоснованных правил выбора методов решения.
Основной теории сходимости вычислительных методов служит теория устойчивости дискретных систем. В рамках этой теории сходимость многих модификаций (например, методов ньютоновского типа, квазиньютонофского методов первого и нулевого порядка) можно трактовать как сохранение свойства устойчивости при возмущении дискретных систем.
Важной особенность является то, что почти все эти методы находят локальный минимум на каком-либо отрезке, глобальный можно найти только методом перебора или аналитически, при реализации с помощью вычислительной техники второй способ не подходит.
Выбор метода для минимизации конкретной функции зависит от многих причин. Общая рекомендация состоит в том, что первые итерации строить методами нулевого или первого порядка, а затем в случае необходимости перейти к методам второго порядка. Метод сопряженных градиентов, будучи методом первого порядка, по объему итераций на итераций мало отличается от градиентных методов, но обладает сверхлинейной сходимостью. Следует однако, отметить его большую чувствительность к ошибкам округления. Методы второго порядка накладывают ограничение на функцию, необходимо чтобы она была дважды диффиринцируема и эта производная была положительна. Поэтому для нахождения минимума реализуем метод двумерной оптимизации - покоординатным спуском и сканированием, а одномерной - метод "золотого сечения" и метод сканирования. Покажем как функционируют эти методы.
Метод сканирования самый простой в реализации, но он единственный который ищет глобальный экстремум. Этот метод заключается, при заданных значениях точности и границах, перебором всех значений переменных и из всех вычисленных значений выбирается лучший.
Метод покоординатного спуска заключается в нахождении экстремума поочередно по каждой переменной.
Пусть задана функция двух переменных, линии равного уровня которой изображены на рисунке 6.2.
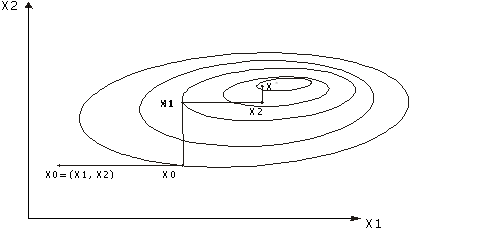
Рисунок 6.2 - Метод покоординатного спуска
Из некоторой начальной точки Х0= (х1, х2) производится поиск минимума вдоль направления оси х1 с получением точки Х0. В этой точке касательная к линии равного уровня параллельна оси х1. Затем из точки Х0 производится поиск минимума вдоль направления оси х2 с получением точки Х1. Следующие итерации выполняются аналогично. Для минимизации функции F (x) вдоль осевых направлений может быть использован любой из методов одномерной оптимизации.
Приведем описание метода “золотого сечения”.
Пусть экстремум локализован в интервале [x1,x3] (рисунок 6.5).
Алгоритм поиска экстремума складывается из следующих этапов:
а) вычисляются и запоминаются значения функции F (x) на концах исходного интервала [x1,x4], то есть значения F (x1) и F (x4);
б) вычисляются и запоминаются значения функции F (x2), где
![]() ;
;
в) вычисляются и запоминаются значения функции F (x3), где
![]()
![]() ;
;
г) по найденным значениям F (x1), F (x2), F (x3) и F (x4) определяется интервал, в котором локализован экстремум, состоящий из двух интервалов l1 и l2 неравной длины.
д) внутри большого интервала l2 находится точка, отстоящая от конца общего интервала l1+l2 на расстоянии.
 ;
;
е) в этой точке рассчитывается значение функции F (x), после чего снова выбирается сокращенный подинтервал в интервале l1+l2, локализующий экстремум, то есть вычисления повторяются, начиная с пункта.
г) до тех пор, пока не будет получена заданная точность нахождения положения экстремума.
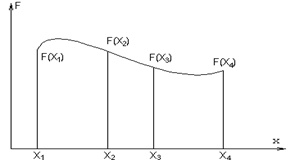
Рисунок 6.3 - Одномерный поиск методом “золотого сечения”
6.1.4 Результаты оптимизации
Рассмотрим процесс анодирования алюминия AD1 в растворе серной кислоты с добавлением соли сульфата меди. Данные находятся в таблицах 1,2,3,4 соответственно при плотности электролита 1.2,1.23,1.26 и 1.29 кг/м3. Опыты проводились при ограничениях на концентрацию соли (от 0.2% до 2.6%) и плотность тока изменялась от 2 до 8 А/дм2. Наглядно показаны данные в виде поверхностей на рисунках 6.4,6.5,6.6,6.7.
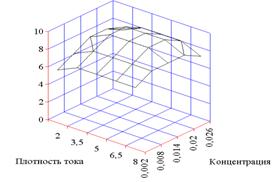
Рисунок 6.4 - Зависимость коррозийной стойкости от плотности тока и концентрации сульфата меди при плотности электролита 1.2 кг/м3
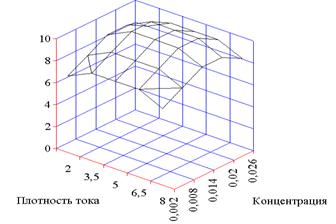
Рисунок 6.5 - Зависимость коррозийной стойкости от плотности тока и концентрации сульфата меди при плотности электролита 1.23 кг/м3
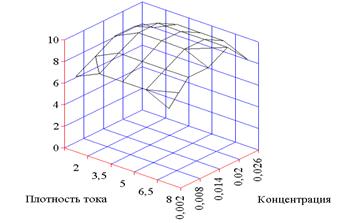
Рисунок 6.6 - Зависимость коррозийной стойкости от плотности тока и концентрации сульфата меди при плотности электролита 1.26 кг/м3
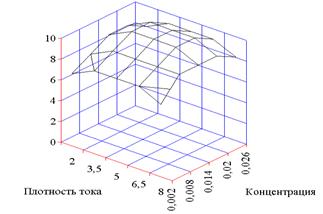
Рисунок 6.7 - Зависимость коррозийной стойкости от плотности тока и концентрации сульфата меди при плотности электролита 1.29 кг/м3 \
При обработки таблиц сглаживание произведено не было так как значения не выделяются.
Функциональную зависимость коррозийной стойкости от плотности тока, концентрации соли и плотности электролита показана можно увидеть на формуле (13).
При оптимизации метод сканирования с точностью 0.1 по оси плотности тока, с точностью 0.001 по с точностью 0.01 по оси плотности электролита оси концентрация и были получены следующие результаты:
коррозийная стойкость равна 10;
плотность тока равна 5 А/дм2;
концентрация соли равна 0.014 %;
плотность электролита 1.23 кг/м3.
При оптимизации методом двумерной оптимизации покоординатным спуском с точностью 0.001 и методом "золотого сечения" с точностью 0.001 были получены следующие результаты:
коррозийная стойкость равна 10;
плотность тока равна 6,99 А/дм2;
концентрация соли равна 0.015 %;
плотность электролита 1.27 кг/м3.
Данные получились целые так как таковы ограничения на функцию (коррозийная стойкость целочислена от 0 до 10), отличия наблюдается, потому что максимальное значение коррозийной стойкости возможны при разных параметров процесса анодирования, а наша аппроксимация позволяет если бы не было максимального значения в таблице данных, то найти его, так как программа ищет максимум по зависимости.
Результаты представлены также на рисунке 6.8.
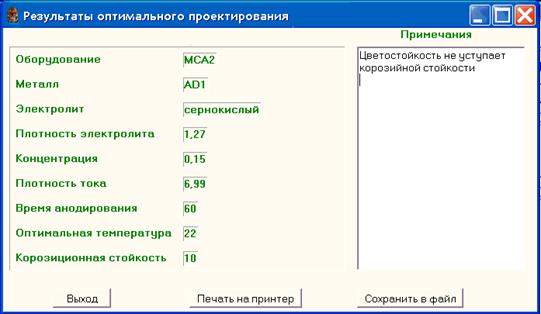
Рисунок 6.8 - Результаты оптимального проектирования
6.2 Информационное обеспечение
Информационное обеспечение САПР - это совокупность единой системы классификации и кодирования, системы показателей и информационных языков, унифицированных систем документации и массивов информации, совокупность первичных и производных данных, а также совокупность правил и методов организации, представления, накопления, хранения, обновления и контроля информации, обеспечивающих эффективное использование информации в САПР
Основная задача информационного обеспечения САПР - удовлетворение информационных потребностей проектировщика. Основу ИО составляют банки данных - специальным образом организованные хранилища информации. Банк данных - совокупность базы данных и системы управления базами данных. База данных - структурированная совокупность данных. Сведения, содержащиеся в банках данных, должны удовлетворять требованиям полноты и достоверности.
Существует три основных типа моделей баз данных: иерархическая, сетевая и реляционная. Для разрабатываемой подсистемы САПР была выбрана реляционная модель, т.е. данные представлены в виде таблиц, потому что она достаточно проста в реализации с помощью современных средств разработки приложений БД.
Структура информационного обеспечения САПР включает процедурную часть (языки проектирования, которые совместно с терминологией, применяемой в данной САПР, описываются в лингвистическом обеспечении) и средства для описания и накопления входной, выходной и промежуточной информации для проектирования (библиотеки, архивы, базы и банки данных).
Информационные потоки, используемые прикладными программами при проектировании, составляют основу информационного обеспечения.
При разработке информационного обеспечения необходимо учитывать следующие требования:
полноту обеспеченности данными всех разработчиков, использующих средства САПР в соответствии с их целями, задачами, выполняемыми функциями;
минимизацию времени обращения разработчиков к системе и их входа в систему, времени обработки, обмена и выдачи данных из системы;
организацию информационной базы (её размещение) с учётом минимизации затрат на хранение и передачу данных разработчикам;
однократность ввода данных в систему, исключающую ошибки ввода и искажения данных;
простоту, унификацию и стандартизацию форм;
возможность корректировки и дополнения данных.
Для функционирования данной САПР необходимо наличие следующих БД:
БД электролитов;
БД металлов;
БД гальванических ванн;
БД готовых проектов.
Для создания данных баз данных применялась система управления базами данных Interbase, которая удовлетворяет следующим требованиям:
информационная совместимость проектирующих и обслуживающих подсистем САПР;
возможность наращивания БД;
обеспечение целостности данных;
поддержка работы в сети.
СУБД применяет реляционную организацию баз данных. Рассмотрим поля каждой таблицы используемых баз данных.
БД электролита состоит из двух таблиц.
Таблица электролитов содержит поля:
поле электролит (длинное целое число) - идентификатор электролита;
поле название (строковая переменная) - название электролита;
поле описание электролита (строковый тип) - производится описание данного электролита и его отличительные свойства, а также любые примечания относящиеся к данному типу электролитов;
поле компонент (длинное целое число) - код компонента;
поле концентрация (вещественное число) - относительные концентрации компонентов.
Таблица компонентов электролита содержит поля:
поле компонент (длинное целое число) - идентификатор компонента;
поле название (строковая переменная) - название компонента электролита;
поле описание компонента (строковый тип) - производится описание данного компонента и его свойство добавляемое электролиту;
поле химическое обозначение (строковый тип) - химическое обозначение компонента.
БД металлов также состоит из двух таблиц.
Таблица металлов содержит поля:
поле металл (длинное целое число) - идентификатор металла;
поле название (строковая переменная) - название металла;
поле примечаний (строковый тип) - описывается метал и его свойства;
поле обозначение (строковая переменная) - его химическое обозначение;
поле примесь (длинное целое число) - код присутствующей примеси;
поле доля (вещественное число) - относительная доля содержания.
Таблица примесей содержит поля:
поле примесь (длинное целое число) - идентификатор примеси;
поле название (строковая переменная) - общеупотребительное название примеси;
поле обозначение (строковая переменная) - химическое обозначение;
поле плотность (длинное целое число) - плотность примеси.
БД гальванических ванн состоит из двух таблиц и имеет следующую структуру.
Таблица параметров гальванической ванны:
поле ванны (длинное целое число) - идентификатор ванны;
поле название (строковая переменная) - название гальванической ванны;
поле ширина (целое число) - габаритная ширина аппарата;
поле длина (целое число) - габаритная длина аппарата;
поле высота (целое число) - габаритная высота аппарата;
поле объем (целое число) - рабочий объем ванны;
поле шины (целое число) - количество анодных шин;
поле футеровка (длинное целое число) - код футеровки.
Таблица футеровки:
поле футеровка (длинное целое число) - идентификатор футеровки;
поле название (строковая переменная) - общепринятое название футеровки;
поле примечания (строковая переменная) - примечания к данному покрытию.
БД готовых проектов содержит информацию, описывающую готовые решения. По сравнению с описанными выше БД она имеет значительно сложную структуру. Она состоит из четырех таблиц: таблица проекта, таблица итоговых результатов, таблица формула, таблица экспериментальных данных.
Таблица проектов содержит следующие поля:
поле номер проекта (длинное целое число) - идентификатор проекта;
поле название (строковая переменная) - употребительное название проекта;
поле ФИО (строковая переменная) - ФИО разработчика;
поле дата (тип даты) - дата создания проекта;
поле формула (длинное целое число) - код используемой формулы для аппроксимации;
поле электролит (длинное целое число) - код электролита;
поле металл (длинное целое число) - код металла;
поле результат (длинное целое число) - код получившихся результатов;
поле примечание (строковый тип) - любая символьная информация относящаяся к данному проекту;
поле экспериментальные данные (длинное целое число) - код экспериментальных данных;
поле ванны (длинное целое число) - код ванны.
Таблица результатов состоит из полей:
поле результата (длинное целое число) - идентификатор результата;
поле примечание (строковый тип) - любая символьная информация относящаяся к результатам;
поле стойкость (короткое целое число) - коррозийная стойкость алюминия;
поле цветостойкость (целое число) - цветостойкость получившегося покрытия;
поле температура (вещественное число) - оптимальная температура которую необходимо поддерживать;
поле время (целое число) - время анодирования алюминия;
поле плотность тока (вещественное число) - плотность тока в ванне;
поле концентрация (вещественное число) - концентрация соли;
поле плотность электролита (вещественное число) - необходимая плотность заданного электролита.
Таблица формул содержит следующие поля:
поле формула (длинное целое число) - идентификатор формулы;
поле название (строковая переменная) - наименование формулы;
поле описание (строковая переменная) - описание формулы;
поле критерий (вещественное число) - значение точности при подборе коэффициентов;
поле библиотека (строковая переменная) - имя библиотеки где размещается исполняемый код данной формулы.
Таблица экспериментальные данные содержит следующие поля:
поле таблица (длинное целое число) - идентификатор таблиц со значениями;
поле название (строковая переменная) - название таблицы;
поле примечание (строковый тип) - любая символьная информация относящаяся к данным;
поле концентрация1 (вещественное число) - минимальная концентрация соли;
поле концентрация2 (вещественное число) - максимальная концентрация соли;
поле ток1 (вещественное число) - минимальная плотность тока;
поле ток2 (вещественное число) - максимальная плотность тока;
поле электролит1 (вещественное число) - минимальная плотность электролита;
поле электролит2 (вещественное число) - максимальная плотность электролита;
поле шаг1 (вещественное число) - шаг концентрации используемый в таблице;
поле шаг2 (вещественное число) - шаг плотности тока;
поле шаг3 (вещественное число) - шаг плотности электролита;
поле массив (массив из вещественных чисел) - значения коррозийной стойкости.
Также присутствует и еще одна таблица соответствий, которая убирает связь многих ко многим.
Таблица соответствий имеет поля:
поле электролит (длинное целое число) - код электролита;
поле футеровка (длинное целое число) - код используемой футеровки при данном электролите.
Схема, описывающая таблицы, в которых хранятся данные предметной области и связи между ними, соответствующие логике предметной области, называется инфологической моделью базы данных.
В реляционных базах данных схема содержит как структурную, так и семантическую информацию. Структурная информация связана с объявлением отношений, а семантическая выражается множеством известных функциональных зависимостей между атрибутами отношений, указанных в схеме. Однако некоторые функциональные зависимости могут быть нежелательными из-за побочных эффектов или аномалий, которые они вызывают при модификации данных. В этом случае необходимо прибегнуть к процедуре называемой декомпозицией, при котором данное множество отношений заменяется другим множеством отношений (число их возрастает), являющихся проекцией первых. Цель этой процедуры - устранить нежелательные функциональные зависимости (а, следовательно, и аномалии), что составляет суть процесса нормализации. Таким образом, нормализация - это пошаговый обратимый процесс замены данной схемы (совокупности отношений) другой схемой, в которой отношения имеют более простую и регулярную структуру.
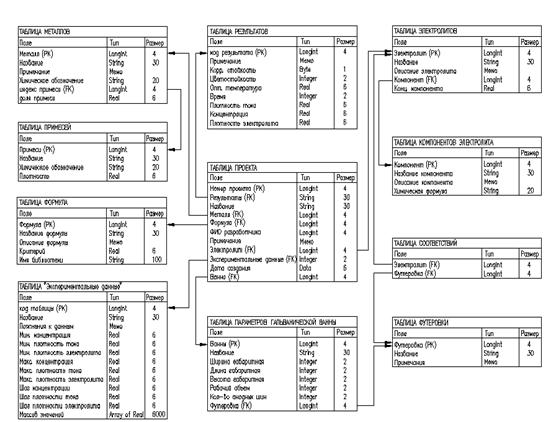
Рисунок 6.9 - Структура связей БД
При этом возникает проблема обратимости, т.е. возможности восстановления исходной схемы. Это значит, что декомпозиция должна сохранять эквивалентность схем при замене одной схемы на другую. Для обеспечения эквивалентности схем необходима декомпозиция, гарантирующая отсутствие потерь, и сохраняющая зависимости. Декомпозиция без потерь гарантирует обратимость, т.е. получение исходного множества отношений путем применения последовательности естественных соединений над их проекциями. При этом в результирующем отношении не должны появляться ранее отсутствовавшие кортежи (записи), являющиеся результатом ошибочного соединения. Сохранение зависимостей подразумевает выполнения исходного множества функциональных зависимостей на отношениях новой схемы.
Предложенная инфологическая модель базы данных процесса анодирования алюминия является нормализованной и полностью соответствует требованиям предметной области: в ее состав входят все таблицы, необходимые для хранения требуемых данных; система связей (функциональных зависимостей) между таблицами соответствует логике данных предметной области и не содержит нежелательных зависимостей, приводящих к побочным эффектам.
Структура связи БД представлена на рисунке 6.9.
В современных условиях и в конкретном случае разработки ИО подсистемы САПР важную роль играет возможность одновременного доступа к данным нескольких пользователей. Решение этой задачи нашло отражение в концепции "Клиент-сервер". Она была создана для разрешения таких проблем как корректная обработка одновременных запросов от нескольких пользователей, возможность использования в качестве клиента маломощных компьютеров, так как вся работа по обработке запроса ложится на сервер, а так же увеличение сохранности и безопасности данных.
Вид БД представлен на рисунке 6.10.
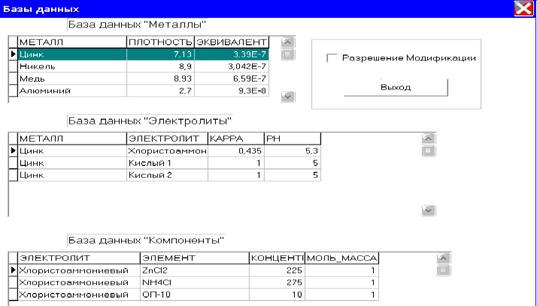
Рисунок 6.10 - Вид БД
6.3 Лингвистическое обеспечениеЛингвистическое обеспечение - совокупность языков, используемых в САПР для представления информации о проектируемых объектах, процессе и средствах проектирования, которой обмениваются люди с ЭВМ и между собой в процессе автоматизированного проектирования. Лингвистическое обеспечение представляет собой набор, информационно-поисковых (используются в обслуживающих подсистемах), вспомогательных языков и языков проектирования, обеспечивающих взаимодействие пользователя и САПР.
Любая САПР является человеко-машинной системой, главной задачей которой является облегчение труда конструкторов, проектировщиков, чертежников для получения более качественного и конкурентоспособного изделия. В связи с этим одним из важных требований, предъявляемых к разрабатываемой САПР, является требование эргономичности.
Задача разработчика системы автоматизированного проектирования максимально упростить работу человека, и в то же время предоставить ему все возможные средства для плодотворной работы. Лингвистическое обеспечение не упрощает расчёта математических моделей или оптимизацию, но делает процесс проектирования удобным для разработчика.
Лингвистическое обеспечение разрабатываемой САПР состоит из программы взаимодействия с пользователем, который организован в виде диалога с пользователем. Он включает в себя следующие виды диалога: "Выбор из меню" (стандарт ComboBox) и "вопрос - ответ".
Диалог типа "выбор из меню" применяется в программе общения с пользователем. Он ориентирован на неподготовленного пользователя и представляет собой выбор одного из нескольких вариантов ответа. Диалог типа "вопрос - ответ" также применяется в программе диалога с пользователем при вводе исходных данных и ориентирован на неподготовленного пользователя владеющего навыками работы на персональном компьютере в системе Windows 95/98/МЕ/2000. Все виды диалогов с пользователем показаны ниже на рисунках.
При вводе данных пользователю предоставляются большие возможности, такие как:
заполнение таблицы в произвольном порядке;
возможность корректировки любой графы таблицы;
постраничный просмотр вводимых данных;
возврат к ранее введенным данным и их корректировка.
При вводе проверяется тип вводимых данных и при их несоответствии происходит блокирование входных данных с выдачей звукового сигнала.
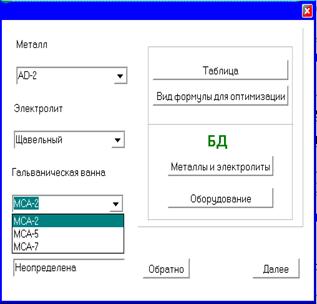
Рисунок 6.11 - Пример диалога основанный на выборе из меню в окне процессов
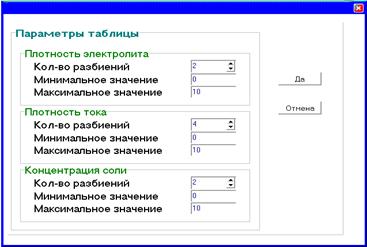
Рисунок 6.12 - Пример диалога: система "заполнения бланков" при создании новой таблицы
6.4 Программное обеспечение
Программное обеспечение - это совокупность машинных программ, необходимых для выполнения автоматизированного проектирования. Это обеспечение включает комплексы программ специального и общего назначения. От свойств программного обеспечения в значительной мере зависят возможности и показатели эффективности САПР.
К программному обеспечению системы автоматизированного проектирования предъявляют требования экономичности, удобства использования, надежности, правильности, универсальности и сопровождаемости.
Программное обеспечение САПР делится на системное и прикладное. К системному программному обеспечению относятся языки, трансляторы, стандартные программы, операционные системы.
Прикладное программное обеспечение предназначено для решения определённых проектных задач. Его состав всегда индивидуален и зависит от объекта проектирования, специфики и объёма задач, решаемых конкретной САПР. Прикладные программы разрабатываются на основе математического обеспечения, что является одной из наиболее трудоёмких работ при создании САПР.
Программные средства должны обеспечивать:
удобство ввода в эксплуатацию и возможность быстрой модификации;
широкий охват типовых процедур проектирования;
ориентацию средств взаимодействия (по языку, структурам данных, управлению) на проектировщика и конструктора;
независимость от используемых операционных систем и технических средств определённого класса;
стандартную организацию программных модулей и связей между ними, а также данных (в том числе графических) и управления ими;
простоту адаптируемости к различным классам устройств ввода-вывода.
Удовлетворение этим требованиям не означает, что базовое программное обеспечение должно быть единственным. Вполне допустима проблемная ориентация на определённые семейства средств вычислительной техники.
Системное программное обеспечение состроит из: операционной системы Windows XP, языка программирования Delphi 5.0, графического редактора AutoCad 2000.
Windows XP достаточно мощная система, подходящая для работы с базами данных и реализующая режим многозадачности. Она обеспечивает возможность работы с новейшими программными средствами. Еще одним достоинством этой операционной системы является поддержка различных приложений, необходимых в процессе проектирования. Кроме того, Windows XP имеет встроенную поддержку для работы с сетями. Вышеизложенные факты и послужили основанием для выбора операционной системы Windows XP.
Широкое распространение больших компьютерных сетей и потребность пользователей во взаимодействии и совместном использовании централизованных баз данных привели к тому, что сетевое программное обеспечение из разряда полезного перешло в разряд необходимого. Подключившись к сети, операционная система может повысить свои вычислительные мощности и возможности доступа к данным, разрешить пользователям взаимодействовать и совместно использовать данные, а также предоставить приложениям такие возможности, которое отдельно взятая операционная система не могла бы обеспечить. Чтобы все перечисленное было реализовано эффективно, сетевое программное обеспечение Windows XP встроено в операционную систему и работает на равных правах с остальными частями исполнительной системы Windows XP.
Сложность математического обеспечения и методов принятия решений обусловили создание большого комплекса прикладных задач. Каждая из четырех подсистем в соответствии со своей спецификой имеет в своем составе необходимое программное обеспечение.
Так для подсистемы ввода и анализа исходных данных необходима программа, в которой реализуется ввод всей необходимой для проектирования информации, а также проводится формализация введенных данных.
Для информационной подсистемы необходима программа ведения БД и программы диалога с пользователем.
В расчётной подсистеме выполняются программы определения оптимальных параметров процесса анодирования алюминия и анализа получившихся результатов.
В задачи последней подсистемы входит подготовка и вывод текстовой и графической документации, поэтому для этих целей и используются: программы формирования и корректировки чертежей; программы формирования текстовой информации, а также программа вывода итоговых данных с использованием графических изображений.
Специальное программное обеспечение САПР представляется в виде текстов прикладных программ, предназначенных для выполнения функций, связанных с решением проектных процедур. Для разработки специального ПО САПР необходимо выбрать язык программирования. Выбранный язык должен удовлетворять следующим требованиям: удобство организации ввода-вывода, высокое быстродействие, возможность реализации поставленных задач, наличие графических средств, поддержка языка выбранной операционной системой. Как правило, при разработке специального программного обеспечения используются языки высокого уровня.
Для формирования текстовой документации используется текстовый процессор MS Word 2000, который предоставляет широкий спектр возможностей для создания и редактирования текстовых документов.
При разработке прикладных программ используется среда разработки Delphi 5.0, которая считается самой лучшей из себе подобных по возможностям создания полнофункциональных приложений для семейства операционных систем Win32.
Delphi 5.0 удовлетворяет всем современным стандартам и требованиям, так как использует усовершенствованную модель языка Pascal - Pascal with objects, к тому же он был создан с расчетом на полномасштабное использование возможностей OS Windows. В Delphi хорошо развита система обработки данных.
Прикладное программное обеспечение разрабатываемой САПР включает в себя:
программу - диалог с пользователем;
программы анализа исходных данных;
программу подбора вида функции в незаданных точках;
программа поиска оптимальных параметров согласно выбранной мат. модели решения;
программа вывода итоговых данных, с использованием графических изображений;
программа ведения БД;
программа анализа полученных решений.
Программа диалог с пользователем рассчитана на человека работающего в среде Windows. Например при загрузке таблицы с экспериментальными значениями, которые проверяются на принадлежность к числам, используется знакомое окно показанное на рисунке 6.13. Оно позволяет загрузить данные с диска который расположен не только в текущей папке, где находиться исполняемый код программы, а в любом доступном.

Рисунок 6.13 - Загрузка табличных данных
При анализе исходных данных проверяется все введенные пользователем данные и при их несоответствии нужным диапазонам - запрашиваются заново.
Графическая часть представлена в виде трехмерных графиков 2 переменных на рисунке 6.14. Данные графики позволяют наглядно оценить вид расположения контрольных точек и избежать ошибок при случайном вводе несоответствующей информации, а также оценить вид полученной формулы. В частности увидеть адекватно она отображает данные из таблицы или очень большое несоответствие, тогда можно ее поменять до этапа поиска оптимальных параметров процесса анодирования алюминия.
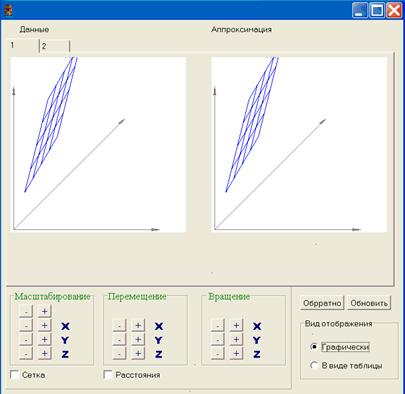
Рисунок 6.14 - Графическое представление данных
6.5 Описание технического обеспечения
Для функционирования пакета программ, поставляемых с системой, необходима установка следующих программных средств: операционная система Windows 2000 или выше. Для работы данных компонентов необходим компьютер Pentium III 500 или более мощный; минимум 64 МБайт оперативной памяти для работы операционной системы и свободного места на винчестере около 100 МБайт для виртуальной памяти.
Весь комплекс программ системы требует на компьютере наличие оперативной памяти в 64 МБайт. Подсистема ввода/вывода, информационная подсистема, подсистема сбора экспериментальных данных требуют много места для хранимых данных и не требовательны к быстродействию компьютера, так как данные подсистемы ничего не рассчитывают и предназначены в основном для хранения, извлечения и выдачи информации; организации диалога с пользователем. Для вывода графической и текстовой документации необходим принтер, а для облегчения работы с системой берется мышь.
Подсистема сбора экспериментальных данных и графическая подсистема требуют много места для хранимых данных и требовательна как к быстродействию компьютера, так и к объему оперативной и внешней памяти, так как подсистема сбора ничего не рассчитывает и предназначены в основном для хранения, извлечения и выдачи информации, а графическая подсистема требует больших расчетов. Для ввода/вывода графической и текстовой документации необходим сканер и принтер, а для облегчения работы с системой берется мышь.
Подсистема получения оптимального проектного решения требовательна как к быстродействию компьютера, так и к объему оперативной и внешней памяти. Связь между тремя компьютерами осуществляется с помощью локальной сетки, осуществляющей с помощью и подсистема формирования необходимого оборудования Ethernet Hub 16TPx10/100TX (“Complex”).
Этим условиям удовлетворяют следующий класс компьютеров: Pentium III и выше с 256 МБайт оперативной памяти и 40 ГБайт внешней памяти. Выбор компьютеров основан на том, что они должны быть взяты из соображения, что в ближайшее время они не будут считаться устаревшими, но в то же время по стоимости считаются в данный момент не самыми дорогими. Учитывая все эти условия были выбраны два компьютера, необходимых для функционирования системы.
На первом из них (Pentium III, винчестер 40 Gb, 256 Мбайт оперативной памяти, мышь, клавиатура принтер HP LaserJet 1100 и плоттер DesignJet) реализованы следующие подсистемы: подсистема анализа и ввода данных, подсистема графического моделирования, и подсистема формирования и вывода документации.
На втором (Pentium III, винчестер 40 Gb, 512 Мбайт оперативной памяти, мышь, клавиатура) находятся подсистемы обработки экспериментальных данных и подсистема получения оптимального проектного решения
На третем (Pentium III, 40 Gb, 512 Мбайт RAM, мышь, клавиатура и сканер HP ScanJet 1100) реализована информационная подсистема.
Данное разделение на компьютере связано с тем, что для получения аппроксимиурющей функции по табличным данным требует компьютера с большей производительности. В графической подсистеме визуализация графиков осуществляется плавающим горизонтом, который требует большого количества расчетов, необходимых для вывода графика.
Дисплей должен иметь достаточно высокое разрешение и рекомендуемый объем видеопамяти должен быть не менее 4 Мбайт для поддержки максимальной разрешающей способности дисплея. Поэтому для подсистемы ввода/вывода был выбран дисплей SVGA 17”. А для остальных выбран дисплей SVGA 15", который поддерживает большинство видеорежимов. Выбор монитора SVGA обуславливается тем что интерфейс с пользователем выбранной для данной САПР операционной системы также накладывает на графические средства вычислительной техники определенные требования.
Рассмотренное оборудование является компактным, занимает мало места, не требовательно к микроклимату в помещении и не требуют специальной отдельной комнаты для их установки.
Персональные компьютеры объединены в локальную вычислительную сеть. Для соединения компьютеров применялись сетевые карты Ethernet Card NE 200 Combo BNC/TP PCI.
Для вывода на печать текстовой и графической документации выбран лазерный принтер HP LaserJet 1100. Качество печати данного принтера по сравнению с матричным более высокое. Лазерный принтер более экономичен по сравнению со струйным, так как одного картриджа для лазерного принтера хватает на 10000 копий, в свою очередь одного картриджа для струйного принтера хватает лишь на 500-1000 копий.
Устройство ввода "мышь" необходимо при разработке программ, облегчения работы в операционной системе Windows 98 и выше. Устройство ввода "мышь" подключается к последовательному порту компьютера.
Электрическая схема соединений САПР процессов медной гальванопластики представлена в приложении Г.
6.6 Методическое обеспечение САПР
Методическое обеспечение - это комплекс методических средств, которые необходимы для успешного и эффективного управления различными процессами системы с целью получения результативной работы всей системы в целом.
В состав методического обеспечения входят:
документация инструктивно-методического характера, устанавливающую методику автоматизированного проектирования;
руководство пользователя;
руководство системного администратора;
руководство программиста;
программа, методика и результаты испытаний работы системы - сюда включаются контрольные примеры, тесты;
нормативы, стандарты и другие руководящие документы, которые регламентируют весь процесс и объект проектирования.
Методические средства предназначены для максимального повышения эффективности и соответствия требованиям получаемых проектных решений. А так же для повышения эффективности использования средств и ресурсов имеющихся в распоряжении у системы.
Руководство пользователя к программе "DIPLOM"
Программа DIPLOM предназначена для работы под управлением операционной системы семейства Win32. Запустить программу можно используя команду "Выполнить." или программу "Проводник", а также любым другим известным способом.
После запуска программы на экране появится диалоговое окно Дипломная работа на тему "Оптимизация процесса анодирования алюминия", в верхней части которого будет меню, содержащее следующие пункты:
Файл;
Управление;
БД;
Таблица;
Аппроксимация;
Оптимизация;
Помощь.
Все пункты для удобства продублированы на основном виде, который имеет вид показанный на рисунке 6.14.
Используя пункт меню "Помощь" можно получить исчерпывающую информацию по данной САПР и приемах работы с ней, а также информацию о создателе.
В группе процесса возможны несколько действий:
1) создание нового процесса, какого нет еще в базе данных. Тогда пользователю программа предложит выбрать из списка ванну на которой проводились эксперименты, металл и электролит, затем необходимо ввести размерности и диапазон изменения плотности тока, плотности электролита и концентрацию соли. Вид представлен на рисунке.
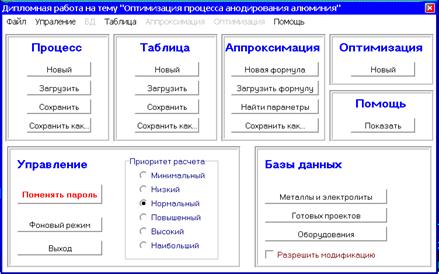
Рисунок 6.14 - Общий вид главного окна программы DIPLОМ.
При работе сначала необходимо загрузить какой-либо процесс или создать новый, тогда будет предложено ввести электролит, ванну и вид металла. Окно процесса показана на рисунке 6.12.
Далее необходимо ввести все данные в таблицы, где перемещаться между значениями плотности электролита возможно с использованием страниц, что показано на рисунке 6.15.
Заметим что редактирование таблиц возможно если пользователь знает пароль администратора, это связано с тем чтобы ненароком не испортить данные необходимые в дальнейшем. В программе существует возможность изменить пароль, а также включить или выключить режим модификации.
Далее пользователю будет предложено выбрать формулу для обработки таблиц из базы данных или предложено создать свою формулу с помощью предоставленного программного интерфейса который проконтролирует на синтаксически правильно составленную формулу (не позволит ввести два подряд знака операции или переменных, невозможность закрыть больше скобок, чем открывалось.
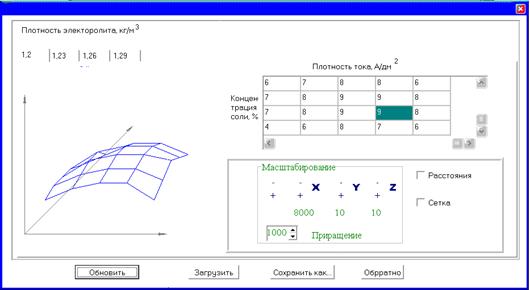
Рисунок 6.15 - Вид редактирования таблиц
Пример показан на рисунке 6.16.
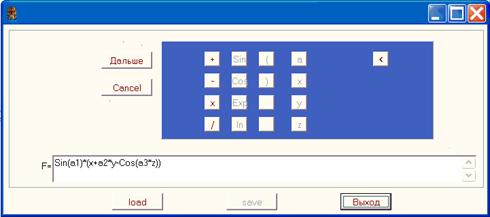
Рисунок 6.16 - Вид окна редактирования новой формулы
Далее пользователю потребуется, если это необходимо, ввести начальные значения параметров. Это можно сделать двумя способами:
1) случайным образом из заданного диапазона;
2) задать значение вручную.
Причем эта возможность для каждого параметра в отдельности. Существует также возможность не изменять какой-либо параметр в процессе нахождения оптимальных значений, а оставить его статичным. Затем программа автоматически создает динамически подгружаемую библиотеку и в дальнейшем программа будет работать с ней (пока не поменяем формулу). Пример заполнения параметров значениями представлен на рисунке 6.17.
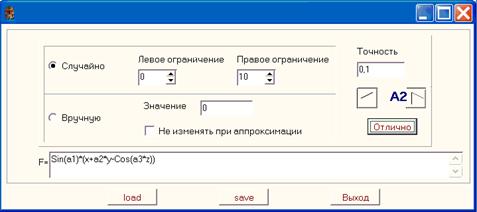
Рисунок 6.17 - Вид редактирования коэффициентов аппроксимации
При загрузке процесса из базы данных пользователю будет предложено выбрать процесс из списка (по типу интерфейса изображенного на рисунке 6.13). Останется только поменять или оставить формулу обработки данных, все остальное будет автоматически загружено из необходимых баз данных.
Перед оптимизацией возможно поменять приоритет работы программы для ускорения ее выполнения, если это необходимо или создать фоновый процесс. При поиске оптимальных параметров процесса пользователю предлагается выбрать из двух видов оптимизации (метод сканирования и метод многомерной оптимизации покоординатного спуска с использованием одномерной оптимизации метод "золотого сечения"). Также необходимо ввести диапазон на котором будут искаться параметры процесса и точность вычислений, до какого знака производить расчеты. Вид окна представлен на рисунке 6.18.
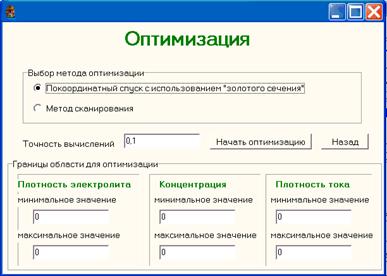
Рисунок 6.18 - Вид окна поиска оптимальных параметров процесса анодирования алюминия
При редактировании баз данных также соблюдается режим модификации.
Руководство программиста к программе "DIPLОМ".
Минимальный объем дискового пространства, необходимого для размещения файла DIPLOM. EXE - 1825 Кбайт.
Необходимо присутствие в системном каталоге Windows файла GDS32. DLL, являющегося драйвером клиента Interbase.
Если сервер Interbase расположен не локально, требуется настройка одного из сетевых протоколов, поддерживаемых Interbase: IPX/SPX,TCP/IP,NetBEUI.
Минимальный объём всей системы в целом составляет 5700 Кбайт, но в процессе эксплуатации он будет постоянно увеличиваться из-за роста размеров баз данных.
7. Вопросы охраны труда 7.1 Введение в охрану труда
В нашем государстве разработана и действует специальная система законодательных актов, мероприятий и средств по охране труда, которые позволяют обеспечить необходимую безопасность, сохранение здоровья и работоспособность человека в процессе труда. Эта система определяет проведение социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и использование средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда; выявляет и изучает возможные причины производственных несчастных случаев, профессиональных заболеваний, аварий, взрывов, пожаров и организовывает мероприятия, а также определяет систему требований с целью устранения этих причин и создания безопасных и благоприятных для человека условий труда. Так как любая САПР - это организационно-техническая система, состоящая из комплекса средств автоматизации проектирования, взаимосвязанного с необходимыми подразделениями проектировщиков, то при разработке САПР необходимо учитывать вопросы охраны труда, чтобы исключить воздействие опасных факторов, свести к минимуму вероятность поражения персонала, обеспечить комфорт при максимальной производительности труда. При проектировании и размещении ВЦ (вычислительного центра) необходимо учитывать характерные его особенности. В залах с ЭВМ к микроклиматическим параметрам ВЦ предъявляются повышенные требования.
7.2 Общие санитарно-гигиенические требования к устройству ВЦ
Производственные здания, сооружения, оборудование, технологические процессы должны отвечать всем требованиям, обеспечивающим здоровые и безопасные условия труда. В первую очередь эти требования должны выполняться проектировщиками. Согласно санитарным нормам СН 245-71 на каждого работающего предусматривается объём производственного помещения - не менее 15 м3 и площадь - не менее 4,5 м2.
К помещениям машинного зала предъявляются особые требования. Высота от пола до потолка производственного помещения должна быть не менее 3,2 м, а от пола до низа выступающих конструкций - не менее 2,6 м. Высоту подпольного пространства принимают равной 0,2 - 0,8 м (при наличии только кабелей - не менее 0,15 - 0,2 м, при прокладке в нём воздуховодов - не менее 0,3 м).
7.3 Неблагоприятные факторы и средства защиты от них
В настоящее время работники вычислительных центров сталкиваются с воздействием таких физических опасных и вредных производственных факторов, как повышенный уровень шума, повышенная температура внешней среды, отсутствие или недостаток естественного освещения, недостаточная освещенность рабочей зоны, электрический ток, статическое электричество, различные виды электромагнитных излучений и других.
Длительное нахождение человека в зоне комбинированного воздействия различных неблагоприятных факторов может способствовать ухудшению здоровья и привести к профессиональному заболеванию.
Повышенный уровень шума, повышенная температура внешней Рассмотрим подробнее воздействие этих факторов на организм человека и средства борьбы с ними.
Работа пользователя на ПЭВМ сопровождается незначительным шумом. Основным источником является шумящее оборудование (принтер, вентиляторы блоков охлаждения компьютера и т.п.). Шум оказывает на человека вредное физиологическое воздействие, которое заключается не только в нарушении функций слухового аппарата, но и в отрицательном влиянии на нервную систему, вызывая замедление психологических реакций.
В помещениях, где работают инженерно-технические работники с использованием ПЭВМ, уровень шума на рабочем месте не должен превышать значений, установленных для видов работ "Санитарными нормами допустимых уровней шума на рабочих местах", т.е.60 дБ.
Снизить уровень шума в помещениях с ПЭВМ можно использованием звукопоглощающих материалов с максимальными коэффициентами звукопоглощения для отделки помещений (разрешённых органами Госсанэпиднадзора России), подтверждённых специальными акустическими расчётами.
Дополнительным звукопоглощением служат однотонные занавеси из плотной ткани, гармонирующие с окраской стен и подвешенные в складку на расстоянии 15 - 20 см от ограждения. Ширина занавеси должна быть в 2 раза больше ширины окна.
Помимо акустических колебаний, передающихся по воздуху, на ВЦ могут присутствовать также и механические колебания, передающиеся через конструкции и почву. Эти колебания называются вибрацией. Под воздействием вибрации происходит изменение в нервной и костно-суставной системах, повышение артериального давления. Защита от вибрации заключается в её устранении, т.е. при установке оборудования необходимо особое внимание уделять уравновешиванию положения машин. Возможно также использования специальных подставок и ковриков для устранения незначительной вибрации, вызванной неуравновещенностью или колебаниями внутренних элементов оборудования в процессе его работы.
Одним из самых актуальных для ВЦ неблагоприятных факторов является электромагнитное излучение.
Электромагнитное поле обладает определённой энергией и распространяется в виде электромагнитных волн. Степень воздействия электромагнитных излучений на организм человека зависит от диапазона частот, интенсивности воздействия, продолжительности облучения, характера излучения, режима облучения, размеров облучаемой поверхности тела и индивидуальных особенностей организма.
Длительное воздействие электрического поля низкой частоты вызывает функциональные нарушения центральной нервной и сердечно-сосудистой систем человека, а также некоторые изменения в составе крови, особенно выраженные при высокой напряжённости электрического поля.
Биологическое действие электромагнитных полей более высоких частот связывают в основном с их тепловым и аритмическим эффектом.
Даже кратковременное облучение электромагнитным полем большой интенсивности может привести к разрушительным изменениям в тканях и органах. Длительное хроническое воздействие электромагнитных полей небольшой интенсивности приводит к различным нервным и сердечно-сосудистым расстройствам (головной боли, повышенной утомляемости, нарушению сна, боли в области сердца и т.п.). Возможны нарушения со стороны эндокринной системы и изменение состава крови.
Персонал, работающий с компьютером, подвергается не только электромагнитному излучению, но и ультрафиолетовому, низкоэнергетическому рентгеновскому и периодическим разрядам накапливающегося потенциала статического электричества.
Визуальные эргонометрические параметры видеотехники (мониторов ПЭВМ) являются параметрами безопасности и их неправильный выбор приводит к ухудшению здоровья пользователей. Все мониторы ПЭВМ должны иметь гигиенический сертификат, включающий в том числе оценку визуальных параметров. Конструкции монитора, его дизайн и совокупность эргонометрических параметров должны обеспечивать надежное и комфортное считывание информации в условиях эксплуатации.
Конструкция мониторов должна предусматривать наличие устройств регулировки яркости и контраста, обеспечивающих возможность регулировки этих параметров от минимальных до максимальных значений.
В целях обеспечения требований, а также защиты от электромагнитных и электростатических полей допускается применение приэкранных фильтров, специальных экранов и других средств индивидуальной защиты, прошедших испытания в аккредитованных лабораториях и имеющих соответствующий гигиенический сертификат.
Почти все современные производители мониторов придерживаются очень жёсткого мирового стандарта в этой области ТСО 95.
7.4 Анализ потенциальных опасностей на проектируемом объекте
Работники ВЦ подвержены воздействием таких физически опасных и вредных факторов производственных факторов, как среды, отсутствие или недостаток естественного света, недостаточная освещенность рабочей зоны, электрический ток, статическое электричество и др. Также сотрудники ВЦ испытывают на себе влияние таких психофизиологических факторов, как умственное переутомление, перенапряжение зрительных и слуховых органов, монотонность труда, эмоциональные перегрузки и т.д.
Воздействие вышеперечисленных факторов приводит к различным осложнениям в восприятии внешних воздействий и, как следствие этого, к снижению работоспособности. Длительное нахождение человека в зоне комбинированного воздействия различных неблагоприятных факторов может привести к различного рода расстройствам и заболеваниям.
Анализ травматизма среди работников ВЦ показываетто несчастные случаи в основном происходят от воздействия физически опасных производственных факторов электрического тока, а также при выполнении сотрудниками несвойственными для них работ (погрузочно-разгрузочных, монтажа крупногабаритного оборудования и др.).
Особенностью ВЦ является множество соединительных проводов и кабелей, что приводит к их близкому расположению на территории ВЦ. При протекании по ним электрического тока выделяется значительное количество теплоты, что может привести к повышению температуры и плавлении изоляции проводов, их оголению, короткому замыканию, и, как следствие всего этого, возгоранию и пожару.
7.5 Общие требования безопасности к оборудованию ВЦ
Конструктивные элементы интерьера вычислительного центра должны отвечать не только эстетическим требованиям, но и требованиям безопасности. К основным конструктивным элементам, необходимым для нормального функционирования ВЦ и обеспечения безопасности, относятся: подвесные потолки, обшивка стен, остекленные перегородки из аллюминиевого профиля, фальш-полы, различные конструктивные детали (карнизы, пристенные доски, радиаторные щиты и т.д.).
Потолки во всех производственных помещениях необходимо выполнять в виде подшивной и подвесной конструкции, снабженной звукопоглощающим и светорассеивающим покрытием. Подвесной потолок выполняет одновременно две функции: он выступает в роли несущей и декоративной конструкции здания, а также служит для равномерного распределения приточного воздуха из и звукопоглощающим экраном.
В конструктивных решениях подвесных потолков предусматривается варианты установки и крепления различных вариантов светильников, как встроенных, так и подвесных. Вес светильников и других устройств должен передаваться на несущие элементы подвесного потолка. Светильники крепятся к потолку. Пространство, образуемое между покрытием и подвесной конструкцией, высотой 0,3 - 0,8 м, используется для размещения воздуховодов, электросиловых и сигнальных кабелей, устройств противопожарной автоматики.
7.5.1 Ограждения, блокировочные и предохранительные устройства
Ограждения, блокировочные и предохранительные устройства выполняют функции защиты от неблагоприятных факторов и возможных опасных ситуаций, к которым относятся повышенный уровень шума, вибрация, поражение электрическим током и пожары.
Для шумоподавления используют звукопоглощающую обивку стен и потолка, а также специальные акустические экраны, действие которых основано на отражении или поглощении на него звуковых волн и образовании за экраном области звуковой тени. Их звукопоглощающая способность зависит от размеров, массы, материала конструкций, числа слоев, спектра шума. Низкочастотные шумы требуют тяжелых конструкций, а высокочастотные шумы могут устраняться сравнительно тонким ограждением.
Для защиты от воздействия электрического тока при пробое изоляции используются устройства непрерывного контроля за состоянием изоляции. При снижении сопротивления изоляции до предельно допустимой величины прибор подает звуковой или световой сигнал. К блокировочным устройствам электробезопасности относятся устройства защитного отключения (УЗО), принцип действия которых заключается в постоянном контроле некоторой входной величины, связанной с параметрами электробезопасности, сравнении ее с нормативной и отключение контролируемой электроустановки от сети при превышении входной величины нормативной.
Организация противопожарной безопасности также включает в себя оградительные конструкции, блокировочные и предохранительные устройства. Для предотвращения распространения огня с одной части здания на другую устраивают противопожарные преграды в виде противопожарных стен, перегородок, перекрытий, зон, тамбур-шлюзов и др. Для обнаружения, оповещения и ликвидации пожаров используют системы автоматической пожарной и охранно-пожарной сигнализации, а также автоматические установки пожаротушения и системы противодымной защиты зданий повышенной этажности.
7.5.2 Разводка информационных и силовых кабелей
Для обеспечения ВЦ электроэнергией необходимо иметь основной и резервный кабельные вводы.
При установке ЭВМ в машинном зале прокладку кабеля ведут по одному из следующих вариантов:
прокладка кабеля с использованием специального канала. При данном способе кабель укладывают канал, который предусматривается в полу. Сверху канал накрывают съемными листами. Такой способ прокладки кабеля является трудоемким и ограничивающим подключение нового оборудования. В тоже время этот способ подучил широкое распространение из-за своей относительной простоты.
прокладка кабеля с использованием съемного пола или фальш-пола. Такой способ также является трудоемким, но в тоже время данный способ обеспечивает необходимую гибкость при установке нового оборудования.
прокладка кабеля по поверхности пола с соответствующей защитой его от повреждения. При этом способе прокладки кабеля портится общий интерьер помещения, появляется опасность поражения обслуживающего персонала электрическим током.
прокладка кабеля через отверстие в полу; кабель до отверстия прокладывается по нижней части перекрытия. При этом способе отсутствует необходимая гибкость в случае установки нового оборудования или переустановке существующего.
Разводка информационных кабелей может осуществляться по тем же принципам, что и силовых. Запрещается вести прокладку силовых и информационных кабелей вместе в одном канале.
Питание оборудования комплекса ЭВМ от электросети освещения должно быть запрещено. В залах ЭВМ, где при наладочных и ремонтных работах могут применятся электропаяльники, следует произвести разводку питающей сети с напряжением 36 В. Запрещается прокладывать кабели, не относящиеся к залам ЭВМ, через данные залы и помещения. Подводка питания к устройствам ЭВМ ведется в специальных каналах или с использованием фальш-пола.
В каждом помещении, где устанавливается электронно-вычислительное оборудование, необходимо предусмотреть устройства одновременного включения/выключения оборудования от электросети.
7.6 Классификация объекта по взрывной, взрывопожарной и пожарной опасности
Проектирование и эксплуатация объектов регламентируется "Строительными нормами и правилами". В соответствии со СНиП-2-80 все производства делят по взрывной, взрывопожарной и пожарной опасности на следующие категории: А и Б - взрывопожароопасные; В, Г - пожароопасные и категория Д - несгораемые вещества и материалы в холодном состоянии. Помещение ВЦ относится к категории В. Категория характеризуется применением твердых сгораемых веществ и материалов.
Кроме классификации помещений, в которых имеется электрооборудование, по взрывной и пожарной опасности по СНиП, условия безопасного применения электрооборудования регламентируются ПУЭ (Правилами Устройства Электроустановок). По ПУЭ проектируемое помещение относится к классу П-IIа - пожароопасное, характеризующееся наличием твёрдых горючих веществ.
7.7 Электробезопасность
Организационные и технические мероприятия по обеспечении безопасности при эксплуатации электроустановок указаны в "Правилах технической эксплуатации электроустановок потребителей". Технические способы и средства обеспечения электробезопасности в соответствии с ГОСТ 12.1.019-79 разделены на две группы: обеспечивающие защиту от случайного прикосновения к токоведущим частям и защищающие от поражения током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции или по другим причинам.
Практически все оборудование ЭВМ представляет для человека большую потенциальную опасность, так как в процессе эксплуатации или проведении профилактических работ человек может коснуться частей, находящихся под напряжением. В соответствии с классификацией помещений по степени опасности поражения работающих электрическим током помещения ВЦ относятся к помещениям с "повышенной опасностью". Одним из признаков данного определения является наличие возможности одновременного прикосновения человека к имеющим соединение с землей оборудованию, с одной стороны, и к металлическим корпусам электрооборудования - с другой.
Проходя через тело человека, электрический ток оказывает на него сложное воздействие, включающее в себя следующие виды:
тепловое;
электролитическое;
биологическое действие.
Любое из перечисленных воздействий может привести к электрической травме, то есть к повреждению организма, вызванному воздействием электрического тока или электрической дуги. Наиболее опасно воздействие переменного тока.
Сила тока, протекающего через человека, а, следовательно, и исход поражения зависят от напряжения электроустановки и электрического сопротивления тела человека.
ВЦ отличаются большим разнообразием используемых видов сетей, уровнем их напряжения и рода тока. Так основное питание вычислительного центра осуществляется от сети переменного тока с частотой 50 Гц, напряжением 220 В. Для питания же отдельных устройств используются однофазные сети как переменного, так и постоянного тока с напряжением от 5 до 220 В.
Для предотвращения электротравматизма необходимо правильно организовать обслуживание действующих электроустановок вычислительного комплекса, проведение ремонтных, монтажных и профилактических работ. Чтобы обеспечить снижение напряжения между оборудованием, оказавшемся под напряжением, и землёй до безопасной величины, необходимо заземлить все металлические нетоковедущие части электрооборудования, которые могут оказаться под напряжением в случае пробоя изоляции электропроводки, а также по другим причинам (вынос потенциала, разряд молнии и др.). Защитное заземление является наиболее простой и эффективной мерой защиты от поражения электрическим током.
7.7.1 Расчёт заземляющего контура
Заземляющим устройством называется совокупность заземлителя, т.е. проводника (электрода) или группы соединенных между собой проводников (электродов), находящихся в соприкосновении с землей, и заземляющих проводников, т.е. проводников, соединяющих заземляемые части с заземлителем.
Цель расчета защитного заземления - определение количества электродов заземлителя, их размеров и схемы размещения в земле, при которых сопротивление заземляющего устройства растеканию тока или напряжение прикосновения при замыкании фазы на заземленные части электроустановок не превышают допустимых значений.
Исходные данные:
вид заземлителя - вертикальный стержневой в земле;
длина электрода - l = 2.5м,
сечение электрода - d = 0,015м;
глубина заземления - t = 0,5м;
расстояние между электродами - с = 2м.
При расчете контурного заземления примем допущение об однородности почвы.
Определяем сопротивление одиночного заземлителя ![]() по формуле
(1.1):
по формуле
(1.1):
 , (14)
, (14)
где ![]() - удельное сопротивление заземления.
- удельное сопротивление заземления.
![]()
Для чернозема ![]() = 53 Омм.
= 53 Омм.
![]() - коэффициент сезонности для однородной
земли, который для 2 климатической зоны = 1,5.
- коэффициент сезонности для однородной
земли, который для 2 климатической зоны = 1,5.
![]() =79,5 Омм.
=79,5 Омм.
Глубина заложения в землю заземлителя вычисляется как
![]() м
м
Получим ![]() = 31,3Ом.
= 31,3Ом.
Определим величину нормируемого сопротивления.
Согласно "Правилам устройства электроустановок" (ПУЭ),
для электроустановок, использующих напряжение до 1000В при суммарной мощности источников
тока более 100 кВт, сопротивление заземления должно быть не более 4 Ом, следовательно,
нормируемое сопротивление заземления ![]() = 4 Ом.
= 4 Ом.
Рассчитаем минимальное количество вертикальных электродов при коэффициенте использования η=1:
 . (15)
. (15)
Подставив значения сопротивлений в формулу, получим
![]()
Определим коэффициент использования заземлителей при количестве
электродов =8, ![]() = 0,74.
= 0,74.
Размещаем электроды в ряд. Расстояние между электродами = 2l. Вычислим количество вертикальных заземлителей, используя зависимость (1.3):
 . (16)
. (16)
Получаем n =
10,6 ![]() 11.
11.
Находим значение η = 0,74 для n=11.
Считаем общее сопротивление при одиннадцати параллельных заземлителях (1.4):
 , (17)
, (17)
Получаем R = 3,85 Ом. Теперь определим длину соединительной полосы (1.5): L = (n-1) c (18). Получаем L=50 м.
Сопротивление соединительной полосы рассчитываем как:
 (19)
(19)
где ![]() - удельное сопротивление заземления.
- удельное сопротивление заземления.
![]()
Для чернозема ![]() = 53Омм.
= 53Омм.
![]() - коэффициент сезонности для однородной
земли, который для 2 климатической зоны = 1,5.
- коэффициент сезонности для однородной
земли, который для 2 климатической зоны = 1,5.
![]() =79,5 Омм.
=79,5 Омм.
Подставляя полученные значения, получим Rc=3,4Ом.
Сопротивление растеканию тока горизонтального электрода, с учетом экранирующего эффекта вертикальных электродов, которые он соединяет, определяется как:

Находим значение η = 0,75
Получаем Rг=4,52Ом.
Сопротивление группового заземлителя Rгр, состоящего из n вертикальных стержневых электродов и соединяющей их полосы, будет:
Отсюда Rгр=2,08Ом.
Rгр < Rn.
7.8 Производственное освещениеПравильно спроектированное и выполненное производственное освещение обеспечивает возможность нормальной производственной деятельности. Сохранность зрения человека, состояние его центральной нервной системы и безопасность на производстве в значительной мере зависят от условий освещения.
К современному производственному освещению предъявляются высокие требования как гигиенического, так и технико-экономического характера. На производстве используют два вида освещения: естественное и искусственное.
7.8.1 Расчёт естественного освещения
Длина помещения А = 6м, ширина - В = 5м.
Высота потолка Н = 3,3м.
Данные размеры соответствуют санитарным правилам и нормам СПиН 2.2.2.542-96, согласно которым, на каждого работающего предусматривается объём производственного помещения - не менее 20 м3 и площадь - не менее 6м2. Рассчитаем высоту остекления по формуле (1.7):
![]() (20)
(20)
где H - высота помещения;
0,5м - расстояние от потолка;
0,8м - расстояние от пола.
Переплёт проёмов - алюминиевый двойной.
Рассчитаем площадь световых проёмов (1.8):
 (21)
(21)
где Sn - площадь пола помещения, 30м2; lmin - нормированная минимальная величина К. Е.О. для бокового освещения (по табл. СНиП 23.05-95 lmin = 2%); h0 - световая характеристика окон (h0 = 10,5); kl - коэффициент, учитывающий затенение окон противостоящими зданиями (kl = 1,2); tо - общий коэффициент светопропускания = 0,25; rl - коэффициент, учитывающий отражение света от стен и потолка (rl = 4).
Определяем площадь световых проемов по формуле (1.9):
![]() (22)
(22)
Вычислим длину остекления:
Следовательно, применяем неполное остекление.
7.8.2 Расчёт искусственного освещения
Согласно действующим Строительным нормам и правилам СНиП-4-79 для искусственного освещения регламентирована наименьшая допустимая освещенность рабочих мест. Так, для работы с экраном дисплея в сочетании с работой над документами рекомендуемая освещенность составляет 300 Лк.
Используем потолочные светильники типа УСП 35 с двумя люминесцентными лампами типа ЛБ-40, световой поток - 3120 Лм, мощность лампы - 40 Вт, напряжение питания - 220 В. Затенения рабочих мест нет.
1) Находим расчётную высоту подвеса светильников над рабочим местом (1.10):
h = H - hc - hp, (23)
где hc - расстояние от потолка до светильника, равное 0,2м; hp - высота стола, равная 0,8м. Подставляя соответствующие значения в (1.10) получаем высоту подвеса:
![]()
2) Расстояние между светильниками![]() :
:
Светильники располагаются параллельно короткой стороне помещения в несколько рядов.
![]() . (24)
. (24)
Подставляя соответствующие значения в (1.11), получим:
![]()
3) Расстояние между стенами и крайними рядами светильников:
![]() . (25)
. (25)
При Lc = 2,53м это расстояние по формуле (1.12) составит 1,3м.
4) Число рядов светильников np (1.13):
 (26)
(26)
Получаем число рядов светильников np = 6 /2,53 ![]() 2.
2.
5) Индекс помещения (1.14):
 (27)
(27)
где S - площадь помещения, м2;
h - расчетная высота подвеса, м;
А и B - стороны помещения, м.
Получаем:
Из справочных данных находим η - коэффициент использования излучаемого светильниками светового потока при коэффициентах отражения:
от потолка - 70%;
от стен - 50%;
от пола - 10%.
Получаем h = 0,31.
6) Число светильников в ряду nc (1.15):
 , (28)
, (28)
где k - коэффициент запаса светильника, равный 1,5;
z - коэффициент минимальной освещенности, для люминесцентных ламп равен 1,1;
Фc - световой поток от одной лампы;
n - число ламп в светильнике.
Принимаем nc = 3.
7) Общая длина светильников в ряду:
Длина одного светильника УСП 35 с двумя лампами ЛБ-40 равна 1,27м. Отсюда общая длина светильников в ряду составит 3,81м. Светильники в ряду будут располагаться на расстоянии 0,32м от стен помещения и друг друга.
8) Фактический световой поток Фф (1.16):
 . (29)
. (29)
Подставляя соответствующие значения, получаем Фф = 3326 Лм.
9) Отклонение светового потока (1.17):
 (30)
(30)
Подставив необходимые значения в (1.17), получим:
![]() .
.
Отклонение 6,6% не превышает допустимых 10 %, следовательно, выбранную схему искусственного освещения можно принять к исполнению.
10) Вычислим мощность осветительной установки:
![]()
Микроклимат в рабочих условиях определяется следующими параметрами:
температурой воздуха;
относительной влажностью;
скоростью движения воздуха на рабочем месте.
В соответствии с ГОСТ 12.1.005 - 76 устанавливаются оптимальные и допустимые метеорологические условия для рабочей зоны. Оптимальной температурой в помещении считается 20°C.
Определение суммарного количества избыточного тепла (31):
![]() (31)
(31)
где QЭл - тепловыделение от электрооборудования;
Qл - тепловыделение от людей;
QОст - тепловыделение от солнечной энергии через остеклённые проёмы;
QОсв - тепловыделение от искусственного освещения.
1) Определение тепловыделения от электрооборудования QЭл (32):
![]() (32)
(32)
где SN - суммарная мощность электрооборудования, кВт (33).
![]() (33)
(33)
где k1 = 0,7 - коэффициент использования АРМ;
k2 = 0,4 - коэффициент использования принтера;
NАРМ = 0,5 кВт - потребляемая мощность АРМ;
Nпр = 0,12 кВт - потребляемая мощность принтера;
n1 = 2 - количество АРМ;
n2 = 1 - количество принтеров;
![]()
![]()
2) Определение тепловыделения от людей, занятых в процессе проектирования (34):
![]() (34)
(34)
где n - число сотрудников, занятых проектированием;
Q1 - тепловыделение от одного человека, равное 0,08 кВт (при физически лёгкой работе и t = 20°C).
При численности персонала три человека находим по формуле, что Qл равно 0,24 кВт.
3) Определение тепловыделения от солнечной энергии через остеклённые проёмы (35):
![]() (35)
(35)
где Fо - площадь стеклового покрытия окна, м2, Fо = Sо; qo - величина солнечной радиации, поступающей через 1м2 поверхности остекления, равная для окон с двойным алюминиевым переплётом 0,17кВт; ko - коэффициент, зависящий от поверхности остекления. Для обычно загрязнённого стекла kо = 0,8.
![]()
4) Определим тепловыделения от осветительных установок:
![]()
5) Определение суммарного количества избыточного тепла:
![]()
6) Определение величины необходимого воздухообмена (36):
 (36)
(36)
где с - теплоемкость сухого воздуха (с = 1000 Дж/кг*°C);
r - плотность приточного воздуха, рассчитываем по формуле (37):
![]() , (37)
, (37)
гдеТ0 = 273К,
Т = 273К + 15 оС = 288К;
tв = 15 оС - температура воздуха, поступающего из кондиционера;
tн = 20 оС - оптимальная температура воздуха в помещении.
Получаем r = 1,226 кг/м3.
Подставляя в формулу соответствующие значения, получаем:
W = 1333 м3/час.
7) Определение кратности воздухообмена К (38):
![]() (38)
(38)
где V - объем помещения.
При длине помещения 6м, ширине - 5м и высоте - 3,3м объём составляет 99м3. Получаем К, равное 14. Так как К > 1 делаем вывод о необходимости кондиционирования воздуха.
7.9 Средства пожаротушения
На сегодняшний день известно множество способов тушения пожаров. К ним относятся: охлаждение горящих веществ путем нанесения огнетушащих средств (воды, пены и др.); разбавление концентрации горючих веществ инертным газом (азотом, углекислым газом); изоляция горящих веществ от зоны горения нанесением пены, песка, кошмы; химическое торможение реакции горения путем орошения флегматизирующими веществами. Эффективность этих методов зависит от стадии развития пожара, масштабов загорания, особенностей горения материалов.
В данном проекте предусмотрено наличие ручных углекислотных огнетушителей ОУ-5. Такие огнетушители обычно устанавливаются в помещениях ВЦ из расчета один огнетушитель на 40-50 м2 площади, но не менее двух в помещении. Так как площадь проектируемого объекта составляет 30,15 м2, то двух огнетушителей на помещение ВЦ будет достаточно.
Обязательным средством ликвидации пожаров в начальной стадии являются также пожарные краны, которые устанавливаются в коридорах, на площадках лестничных клеток, у входов в помещение, т.е. в доступных и заметных местах. Напор воды должен обеспечивать радиус действия, достаточный для достижения наиболее удаленной и возвышенной части здания, но не менее 6 м.
На ВЦ необходимы также устройства пожарной автоматики, предназначенные для обнаружения, оповещения и ликвидации пожаров. Они включают в себя системы автоматической пожарной и охранно-пожарной сигнализации, автоматические установки пожаротушения (АУП), системы противодымной защиты зданий повышенной этажности. Стоит отметить, что применение водяных, водно-химических и пенных автоматических установок пожаротушения из-за наличия дорогостоящего оборудования нежелательно. Для тушения пожара на ВЦ следует применять газовые АУП, которые снабжаются звуковой и световой предупредительной сигнализацией. В качестве газа в них используется фреон. Для расчета необходимого количества АУП используют формулу:
![]() ,
,
где qh = 0,22 кг/м3 - нормативная массовая огнетушащая концентрация вещества для помещений с категорией В;
k = 1,2 - коэффициент потери хладона;
V = объем помещения.
![]()
Таким образом, в проектируемом помещении ВЦ необходимо установить 28 устройств автоматического тушения.
7.10 Гигиена труда
Гигиена труда - раздел охраны труда, в задачу которого входит улучшение условий с целью сохранения здоровья работников, ликвидации травматизма и повышения производительности труда. Напряжённость труда является характеристикой трудового процесса, отражающей преимущественно нагрузки на центральную нервную систему. Условия и характер труда на рабочих местах характеризуются гигиенической классификацией труда, которая позволяет количественно оценить выраженность вредных факторов производственной среды, уровни напряжённости и тяжести трудового процесса и на этой основе установить приоритетность в проведении оздоровительных мероприятий. Условия и характер труда на рабочем месте дифференцируются, исходя из степени их отклонения от гигиенических нормативов и влияния на функциональное состояние и здоровье работающих.
8. Технико-экономическое обоснование проекта
Экономический эффект ![]() от внедрения на производстве САПР
гальванических процессов получения композитных покрытий с учетом того, что количество
проектов, выполняемых проектной организацией вручную, не будет превышать количество
проектов, выполняемых той же организацией с использованием разрабатываемой САПР,
можно рассчитать по следующей зависимости:
от внедрения на производстве САПР
гальванических процессов получения композитных покрытий с учетом того, что количество
проектов, выполняемых проектной организацией вручную, не будет превышать количество
проектов, выполняемых той же организацией с использованием разрабатываемой САПР,
можно рассчитать по следующей зависимости:
 , 39)
, 39)
где Зг1, Зг2 - годовые затраты до и после внедрения САПР, соответственно, руб.;
Рг1, Рг2 - годовой результат (стоимость реализованных проектов) до и после внедрения САПР, соответственно, руб.;
Кр - норма реновации основных фондов, определяемая с учетом фактора времени;
Ен - норматив приведения разновременных затрат и результатов, численно равный коэффициенту эффективности капитальных вложений.
Ен = 0,15.
Норма реновации основных фондов определяется по формуле:
 , (40)
, (40)
где tсл - срок службы системы (3-4 года).
Принимаем tсл = 4 года.
Получаем по формуле (40)
Кр = 0,2.
Годовые затраты определяются по формуле:
![]() , (41)
, (41)
где Иг - годовые текущие издержки при производстве продукции, руб.;
Кt - единовременные затраты, руб.;
Кпр - предпроизводственные затраты, руб.;
аt = 1;
at1 = 1,15 - коэффициенты приведения к текущему году.
При автоматизированном проектировании в составе годовых затрат учитываются:
Иг - годовые затраты на стадии разработки проекта в условиях САПР без учета амортизационных отчислений, руб.;
Кt - затраты на приобретение комплекса технических средств САПР, руб.;
Кпр - затраты на создание комплекса технических и программных средств, руб.
При ручном проектировании в составе годовых затрат учитываются только затраты на стадии разработки проекта (Иг).
Стоимость реализованных проектов рассчитывается по формуле:
![]() , (42)
, (42)
где Цпр - цена проекта, руб.;
N - количество реализуемых проектов в год, шт.
8.1 Расчет единовременных затрат
При определении единовременных затрат известно, что предприятие не располагает необходимыми техническими средствами для создания САПР и их требуется приобрести.
Величина единовременных затрат определяется по формуле:
![]() , (43)
, (43)
где К0 - капитальные затраты на основные средства вычислительной техники, руб.;
КВ - капитальные затраты на вспомогательное оборудование, лабораторные приборы, дорогостоящий инвентарь, руб.;
КС - капитальные затраты на строительные работы, связанные с внедрением САПР, руб., принимаем равным 0;
1,133 - коэффициент, учитывающий затраты на доставку и монтаж основного и вспомогательного оборудования.
Капитальные затраты на основные средства определяются из сметы спецификаций, тогда получаем: Ко = 222596 руб.
Капитальные затраты на вспомогательное оборудование можно принять в размере 10% от капитальных затрат на основные средства.
Кв = 0,1*222596 = 22259,6 руб.
Кс = 0.
Kt = (222596 + 22259,6) *1.133 = 321495,4028 руб.
Таблица 8.1 - Смета спецификаций
| Наименование технических средств | Коли-чество, шт |
Цена, Руб |
Стоимость, Руб |
| Компьютер Pentium 1000, 256 Mb | 2 | 22698 | 45396 |
| Компьютер Pentium 1000, 512 Mb | 1 | 25000 | 25000 |
| Принтер HP Laser Jet 1110 | 1 | 7600 | 7600 |
| Плоттер HP | 1 | 140000 | 140000 |
| Сканер | 1 | 4600 | 4600 |
| Итого | 6 | 222596 |
Стоимость часа машинного времени рассчитывается по формуле:
 , (44)
, (44)
где Зэкс - сумма затрат по эксплуатации средств вычислительной техники, руб.; Тэф - эффективный фонд времени работы оборудования (за год), руб. Сумма затрат на эксплуатацию средств вычислительной техники определяется по формуле:
![]() , (45)
, (45)
где Зм - затраты на основные и вспомогательные материалы (в размере 1% от стоимости оборудования), руб;
Зм = 0,01*32149 5= 32149,5, руб.
Зэ - затраты на электроэнергию, руб.;
Зз - затраты на зарплату работников (с учетом отчислений на социальные нужды в размере 35,6%), руб.;
За - сумма годовых амортизационных отчислений, руб.;
Зрто - затраты на ремонт и техническое обслуживание оборудования, руб.;
Зпр - прочие расходы, руб.
Затраты на электроэнергию рассчитываются по формуле:
![]() , (46)
, (46)
где Мi - установленная мощность i-го вида оборудования, квт.;
Тэф i - эффективный фонд времени работы i-го вида оборудования (за год), час.;
Цквт/ч - цена одного киловатт-часа электроэнергии, руб. Составляет 0,63 руб.
Км - коэффициент использования мощности, равный 0,9.
Зэ = (0,42*1700*3 + 0,12*1300) *0,605*0,9 = 1391,67 руб.
Таблица 8.2 - Мощность и эффективный фонд времени работы аппаратуры
| П/п | Наименование технических средств |
Mi, Квт |
Tэф i, Час |
| 1 | Компьютер Pentium 1000 | 0,39 | 1700 |
| 2 | Компьютер Pentium 1000 | 0,39 | 1700 |
| 3 | Компьютер Pentium 1000 | 0,39 | 1700 |
| 4 | Принтер HP Laser Jet 1100 | 0,05 | 1200 |
| 5 | Плоттер | 0,15 | 800 |
| 6 | Сканер | 0,05 | 800 |
Затраты на зарплату персонала определяются по формуле:
 , (47)
, (47)
где Омес i - месячный оклад работника i-й квалификации, руб.;
Чi - численность работников i-й квалификации, чел.;
12 - число месяцев в году;
Ксс - коэффициент, учитывающий начисления на заработную плату (отчисления на социальные нужды), равный 1,356.
Данные для расчета берутся из штатного расписания подразделения.
Зз = 12*1,356*15500 = 252216 руб.
Сумма годовых амортизационных отчислений определяется по формуле:
![]() , (48)
, (48)
где НО, НВ - нормы амортизации на реновацию для основного и вспомогательного оборудования, соответственно.
Таблица 8.3 - Оклад и количество работников
| Профессия | Численность, чел. | Оклад, руб. |
| Начальник отдела | 1 | 6000 |
| Инженер-системотехник | 1 | 4750 |
| Инженер-технолог | 1 | 4750 |
| Итого | 3 | 15500 |
В соответствии с существующим законодательством нормы амортизации установлены в следующих размерах - НО=10%, НВ=20%.
![]()
Затраты на ремонт определяются в соответствии с нормой отчислений на ремонт, которую можно принять в размере 16% от основных капитальных вложений.
Зрто = 222596*0,16 =39176,9 руб.
Прочие расходы принимаются в размере 1% от основных капитальных вложений.
Зпр = 0,01*222596= 2225,96 руб.
Зэкс = 32149,5 + 1391,67 + 252216 + 26711,52 + 39176,9 + 3214,95 = 702866,60 руб.
Определяем по формуле (7.6) Цмч (Тэф i из таблицы 7.2 равно 4700 час):
Цмч = 702866,60/7900 = 53,62 руб/час.
8.3 Расчет предпроизводственных затрат
Предпроизводственные затраты на создание САПР определяются по формуле:
 , (49)
, (49)
где Тпс - трудоемкость разработки программных средств САПР, человеко-дни, 254;
Цмч - цена одного машино-часа работы комплекса вычислительной техники, руб.
Омес - средний месячный оклад разработчика САПР (с учетом отчислений на социальные нужды в размере 35,6%), руб.;
0,3 и 0,7 - коэффициенты распределения общих затрат времени на работу машины и разработчика САПР;
25,4 - среднее число рабочих дней в месяце, дни.
Кпр = 254* (0,3*53,62*8 + 0,7*1,356*5200/25.4) = 136343,99 руб.
8.4 Затраты на ручное и автоматизированное проектированиеСтоимость ручного проектирования определяется по формуле:
 , (50)
, (50)
где Тр i - трудоемкость i-го этапа проектирования, час.
Из таблицы 7.4 Тp = 588,62 час.
Омес - средний месячный оклад проектировщика (с учетом отчислений на социальные нужды в размере 35,6%), руб.
Омес = =1,356*3500 = 3390 руб.
Ср = 3390*588,62/25.4 = 63151,57 руб.
Стоимость автоматизированного проектирования определяется по формуле:
![]() , (51)
, (51)
где Труч - трудоемкость ручных операций проектирования, человеко-часы.
Принимаем Труч = 60 человеко-часов.
Омес - средний месячный оклад проектировщика (с учетом отчислений на социальные нужды в размере 35,6%), руб.;
Тмаш - трудоемкость операций проектирования с использованием программно-технического комплекса САПР, машино-часы.
Принимаем Тмаш = 70 машино-часов.
Цмч - цена одного машино-часа работы комплекса вычислительной техники, руб.
Цмч = 53,62 руб.
ССАПР = 60*1,356*5200/25.4 + 70*29,97 = 136343,99 руб.
8.5 Расчет годовых текущих издержек на разработку проекта.
Годовые текущие издержки при ручном проектировании вычисляются по формуле:
![]() , (52)
, (52)
где Ср - стоимость ручного проектирования, руб.;
N - число проектов, шт.
При ручном проектировании в год реально выполнить 7 проектов.
Иr = 7*63151,57 =631515,7 руб.
Для ручного проектирования Цпр = 150000 руб.
По формуле (44):
Рг = 150000*7 = 1050000 руб.
При ручном проектировании в составе годовых затрат учитываются только затраты на стадии разработки проекта (Иг).
Зг = Иг = 343568,85 руб.
Годовые текущие издержки при автоматизированном проектировании вычисляются по формуле (55):
![]() , (53)
, (53)
где За - сумма годовых амортизационных отчислений, руб. За = 26711,52 руб.
ССАПР - стоимость автоматизированного проектирования, руб.;
N - число проектов, шт.
Принимаем N = 7 шт.
Иr = 46033,37*7 - 26711,52 = 970535,74 руб.
Для автоматизированного проектирования
Цпр = 120000 руб.
По формуле (55):
Рг = 120000*12 =1440000, руб.
Годовые затраты определяются по формуле (45):
![]()
Зг=454815,02+ (0,2+0,15) *57316*1+41999,71*1,15*0,15 =1216818,03 руб.
По формуле (60) рассчитаем экономический эффект от внедрения САПР:
Эт= (1440000-482120,57) /0,35- (1050000-392799,55) /0.35=410310,97 руб.
Экономический эффект от внедрения САПР составил 410310,97 руб., что подтверждает необходимость разработки САПР.
8.6 Сводная таблица технико-экономических показателей разработки САПР
Таблица 8.4 - Технико-экономические показатели разработки САПР
| Показатели |
Ед. изм |
До внед- Рения САПР |
После внедре-ния САПР | Изме-нение показ.,% |
| 1) Количество проектов | шт. | 7 | 12 | 71 |
| 2) Стоимость проекта | Руб. | 150000 | 120000 | -20 |
| 3) Стоимостная оценка результатов | руб. | 1050000 | 1440000 | 37 |
| 4) Предпроизводственные затраты | руб. | - | 343568,85 | - |
| 5) Единовременные затраты | руб. | - | 321495,4 | - |
| 6) Стоимость разработки проекта | руб. | 114094,49 | 59815,3 | -48 |
| 7) Годовая стоимостная оценка затрат | руб. | 970535,74 | 1216818,03 | 25 |
| 8) Экономический эффект | руб. | - | 430310,97 | - |
Заключение
В процессе проектирования САПР процессов анодирования алюминия была проанализирована предметная область, было систематизирована информация касающаяся данной предметной области, разработаны структурная и функциональная схема системы, разработана структура программного обеспечения подсистем и необходимые алгоритмы. Также было реализовано в виде исполняемых файлов, прикладное программное обеспечение подсистем, решающие задачу оптимизации и оптимального проектирования.
Применение данной САПР позволит существенно уменьшить время, затрачиваемое на разработку процесса анодирования алюминия, также позволит значительно ускорить обработку экспериментальных данных необходимой аппроксимирующей формулой.
Список используемых источников
1. Богоявленский А.Ф. Тез. II межвуз. конф. "Анодное окисление металлов". Казань, 1968, с.2.
2. Богоявленский А.Ф., Ведерников В.П., журн. прикл. химии, 1958, т.31, №1, с310.
3. Богоявленский А.Ф., Белов В.Т., Ишмутова А.С. Изв. вузов. Химия и химическая технология, 1970, т.13,№9, с.1274.
4. Вайнер Я.В., Дасоян М.А. Оборудование, автоматизация и механизация цехов электрохимических покрытий. М.: МАШГИЗ, 1961, - 404 с.
5. Авраменко В.Г. и др., Органическая химия. Учеб. пособие для профес. - техн. учеб. заведений. Изд.2-е, перераб. и доп. М.,”Высш. школа", 1973. - 200 с.
6. Литовка Ю.В., Кузнецов А.А., Моделирование и оптимизация технологических объектов в САПР: Лаб. практикум. Тамбов, ТГТУ, 1996. - 158 с.
7. Лапин А.А., Итерационные методы анализа и поиска решений задач автоматизированного проектирования: Учебное пособие. - М.: МИХМ, 1984, - 80 с.
8. Лоран П.Ж. Аппроксимация и оптимизация. - М.: МИР, 1975, 496 с.
9. Мордухович Б.Ш. Методы аппроксимаций в задачах оптимизации и управления. М.: "Наука" Главная редакция физико-математической литературы, 1988, 360 с.
10. Понтрягин Л.С., Болтянский В.Г. и др. Математическая теория оптимальных процессов. - М.: 1983. - 492 с.
11. Самарский А.А., Гулин А.В. Численные методы. - М.: 1989. - 430 с.
12. Бояринов А.Н., Кафаров В.В. Методы оптимизации в химической технологии. - М. "Химия" - 1975 г.
13. Волков Е.А. Численные методы. - М. "Наука" - 1978 г.
14. Вержбицкий В.М. Численные методы. - М. "Высшая школа" - 2000 г.
Приложения
Приложение А
СХЕМА САПР CТРУКТУРНАЯ
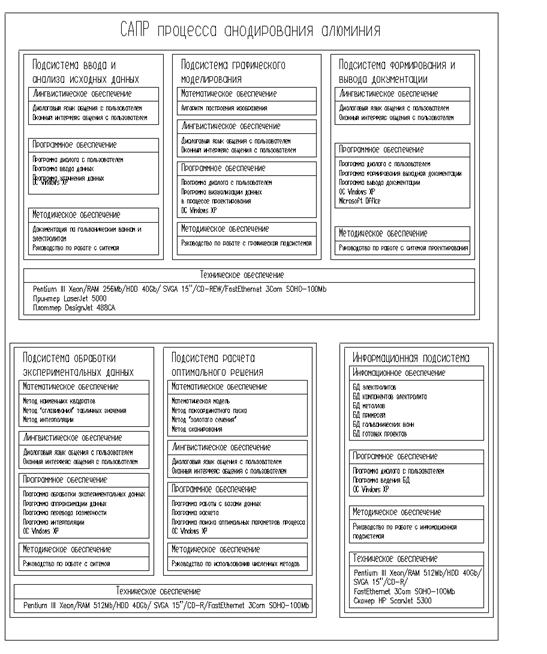
Приложение Б
СХЕМА РАБОТЫ САПР
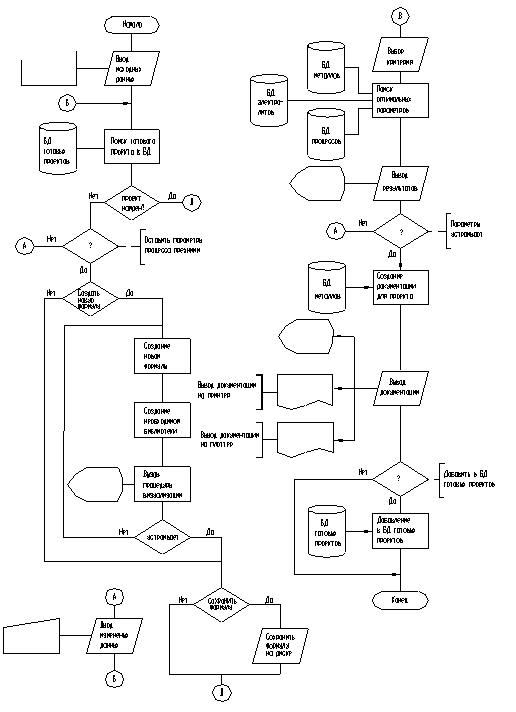
Приложение В
ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
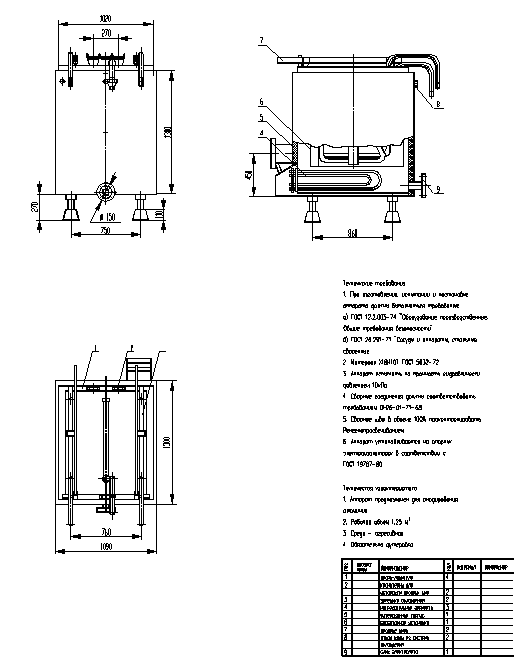
Рисунок В.1 - Ванна для нанесения гальванических покрытий
Приложение Г
СХЕМА ЭЛЕКТРИЧЕСКАЯ СОЕДИНЕНИЙ КТС САПР ПРОЦЕССА АНОДИРОВАНИЯ АЛЮМИНИЯ
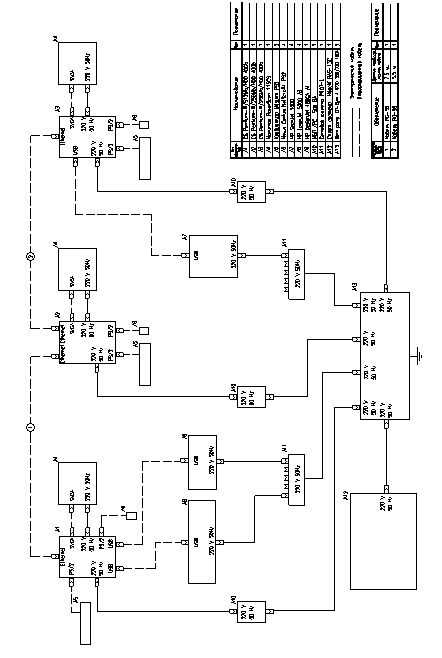
Рисунок Г.1 ‑ Схема электрическая соединений КТС САПР процесса анодирования алюминия
Приложение Д
План РАЗМЕЩЕНИЯ КТС САПР ПРОЦЕССА АНОДИРОВАНИЯ АЛЮМИНИЯ
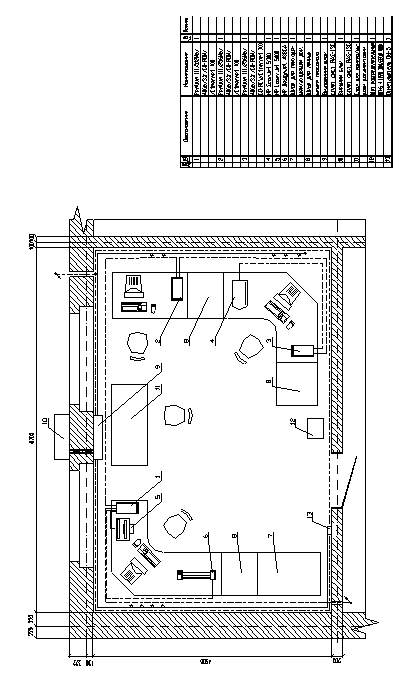
Рисунок Д.1 ‑ План размещения КТС САПР процесса анодирования алюминия.