Реферат: Cистема Автоматизированного Управления процесса стерилизации биореактора
Приложение 3
Отказоустойчивое управления (системы ПАЗ) – TRICON (TRICONEX)
Отказоустойчивая система управления выявляет и компенсирует неисправные элементы и позволяет ремонтировать систему во время выполнения заданной задачи без прерывания процесса.
Системы управления высокой надежности, такие как TRICON, используются в технологических процессах с критическими условиями, которые предъявляют жесткие требования к безопасности и готовности.
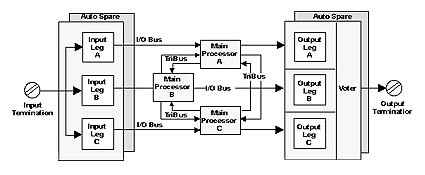
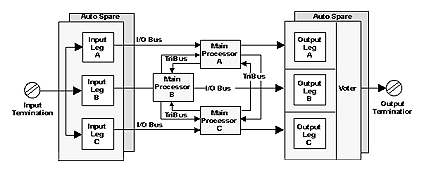
TRICON - это современная отказоустойчивая система управления, основанная на архитектуре с тройным модульным резервированием (TMR). TMR использует три изолированные параллельные системы управления и диагностику, объединенные в единую систему. Система, использующая принцип мажоритарной выборки "два – из – трех", обеспечивает высокую надежность, безошибочность и безостановочное функционирование, и не имеет ни одного слабого звена.
Сигналы сенсоров во входном модуле разделяются и направляются по трем независимым и изолированным каналам к одному из трех главных процессоров.
Межпроцессорная шина TRIBUS выполняет мажоритарную выборку данных и корректирует любые расхождения входных сигналов. В результате этого гарантируется, что каждый главный процессор использует одни и те же
выбранные данные для выполнения прикладной программы.
Выходные параметры затем направляются по трем различным каналам к выходным модулям, где вновь проводится мажоритарная выборка для обеспечения надежности. Цифровая мажоритарная выборка выходного сигнала осуществляется с помощью запатентованной схемы учетверенной выборки, выборка аналогового сигнала осуществляется с помощью аналогового выходного селектора. Схема с обратными связями обеспечивает конечную оценку состояния выходного сигнала и диагностику скрытых ошибок.
Установка и запуск системы TRICON облегчается тем, что тройная система резервирования TMR с точки зрения пользователя, действует как одна система управления. Пользователь устанавливает и подсоединяет датчики и исполнительные механизмы к единой терминальной точке цепи и программирует TRICON с помощью одной прикладной программы.
Диагностика каждого независимого канала, каждого модульного компонента и каждой функциональной цепи позволяет обнаруживать ошибки
функционирования и сообщать о них. Все данные диагностики хранятся в качестве системных переменных, сообщения выводятся на соответствующие светодиодные индикаторы (LED) или на контакты тревожной сигнализации. Эта информация может быть использована в прикладной программе для изменения действий по управлению процессом или при техническом обслуживании. Все неисправные компоненты могут быть заменены в оперативном режиме без прерывания процесса! Эти особенности TRICON обеспечивают высочайшую надежность данной системы.
Основные особенности системы TRICON:
отсутствие слабых звеньев в системе;
возможность функционирования с тремя, двумя или одним главными процессорами перед отключением;
тройная система резервирования;
всеобъемлющая система диагностики модулей;
простой ремонт модулей в процессе работы.
Системы TRICON применяются в системах противоаварийной защиты (ESD) опасных производств на нефтехимических и химических заводах; в системах противопожарной безопасности плавучих платформ, котлов во многих обрабатывающих и перерабатывающих процессах; в управлении газовыми и паровыми турбинами.
Высокий уровень безопасности TRICON, обеспечиваемый применением специализированной архитектуры и средств внутренней диагностики, соответствует третьему уровню безопасного допуска SIL (Safety Integrity Level), определенному международным стандартом IEC 61508. Для уровня SIL 3 стандарта IEC 61508 определены:
вероятность возникновения ошибки - от 1.000 до 10.000 лет;
готовность - 99.90 - 99.99%.
Также система TRICON сертифицирована Ассоциацией Технического Надзора (Германия) (TUV) для использования в производствах требующих “German Safety Requirement Class 5 and 6”.
Приложение 4
Полевая шина - Fieldbus
Современная микроэлектроника предлагает разработчикам технических информационных систем возможность добиться высоких характеристик при относительно низкой цене, позволяет реализовать функции автоматики вне блока центрального процессора, например, в станках, агрегатах, датчиках и исполнительных механизмах [19].
Такое смещение функциональности в сторону периферийного технологического оборудования (децентрализация) выявило потребность в новых видах коммуникаций. Прежде передача и обработка сигналов осуществлялась за счет простого включения в автоматизируемый процесс некоторого вычислителя, однако сегодня интеллектуальные компоненты автоматизируемого процесса требуют специально разработанных видов связей, действующих в рамках их собственной функциональности. Появление цифрового интерфейса сделало переход к локальной сети почти неминуемым. Этот вид сети, функционирующей на нижнем уровне системы автоматизации непосредственно рядом с технологическим процессом, получил название fieldbus (полевая шина, или промышленная сеть).
К наиболее известным и применяемым в мире открытым промышленным сетям относятся: CAN, LON, PROFIBUS, Interbus-S, FIP, FF, DeviceNET, SDS, ASI, HART и некоторые другие. Каждая из перечисленных систем имеет свои особенности и области применения. Большие усилия направлены сегодня на разработку аппаратно-программных шлюзов (мостов) из одного протокола в другой. И эти решения составляют отдельный сегмент продуктов в области fieldbus-систем.
Метод квалиметрии
Vетод квилиметрии разработал видный русский математик, механик и кораблестроитель академик А.Н.Крылов. Название метода происходит от латинских слов qualis – какой по качеству и metreo – измерение, то есть измерение качества и обозначает отрасль науки, занимающейся и реализующая методы количественной оценки качества продукции. В настоящее время квалиметрия получила развитие и признание у специалистов. Квалиметрию можно рассматривать как часть исследования операций, объединяющую методы количественного обоснования решений, принимаемых в управлении и обеспечении качества как составной важной части эффективности продукции на всех этапах ее жизненного цикла –проектирования, производства и эксплуатации.
Основная суть квалиметрического метода оценки характеристик программируемых логических контроллеров состоит в следующем:
1. Строится дерево свойств, показывающее взаимосвязи между сложными, простыми и элементарными свойствами. Дерево свойств строится в соответствии с рядом правил: 1) признак деления на свойства должен быть один и должен отражать данные однородные свойства, то есть смешивать разнородные свойства в группе нельзя; 2) лишние, дублирующие свойства не должны включаться в дерево свойств; 3) в дерево свойств должно быть включено минимальное количество свойств; 4) допускается включать в дерево свойства, которые не имеют критерия в конкретном выражении, но важны для оценки данного объекта. Далее проводится экспертиза дерева свойств специалистами на предмет соответствия поставленной задачи квалимитрической оценке, а также на предмет правильности его построения. При этом все простые и элементарные свойства должны быть проверены в части наличия достоверных сопоставимых количественных показателей.
2. Определение
коэффициентов
весомости,
которое проводится
в соответствии
по следующей
схеме: 1) уяснение
экспертами
целевого
предназначения
машины в решаемой
задаче (оперативное
и тактическое
назначение
машины [10,27] и условия
эксплуатации
[10]); 2) составление
индивидуальной
анкеты для
установления
ненормируемых
коэффициентов
весомости по
группам, которые
комплектуются
по дереву свойств;
3) назначение
ненормированных
коэффициентов
весомости ( ,
,
 -
число экспертов)
в группах при
условии, что
наивысшему
по значимости
свойству эксперт
назначает
коэффициент
10 балов, всем
прочим устанавливаются
меньшие значения
коэффициентов
в зависимости
от снижения
значимости;
4) согласование
мнений экспертов
путем обсуждений,
где устраняются
отклонения
в оценке более
20% (если такие
отклонения
имеются, то
назначается
второй тур
экспертного
опроса по
несогласованным
оценкам или
проведение
согласования
статистическими
методами путем
определения
коэффициентов
вариации (
-
число экспертов)
в группах при
условии, что
наивысшему
по значимости
свойству эксперт
назначает
коэффициент
10 балов, всем
прочим устанавливаются
меньшие значения
коэффициентов
в зависимости
от снижения
значимости;
4) согласование
мнений экспертов
путем обсуждений,
где устраняются
отклонения
в оценке более
20% (если такие
отклонения
имеются, то
назначается
второй тур
экспертного
опроса по
несогласованным
оценкам или
проведение
согласования
статистическими
методами путем
определения
коэффициентов
вариации ( )
и среднеквадратичного
отклонения
(
)
и среднеквадратичного
отклонения
( ),
где
),
где
 - число групп
оценок и соответствующее
отсеивание
больших отклонений);
5) составление
сводной анкеты
со значениями
данных всех
экспертов, по
согласованным
ненормированным
коэффициентам;
6) по заполненной
сводной анкете
определяются
нормированные
коэффициенты
весомости в
следующей
последовательности:
6.1) определение
среднеарифметического
значения групповых
ненормированных
коэффициентов
- число групп
оценок и соответствующее
отсеивание
больших отклонений);
5) составление
сводной анкеты
со значениями
данных всех
экспертов, по
согласованным
ненормированным
коэффициентам;
6) по заполненной
сводной анкете
определяются
нормированные
коэффициенты
весомости в
следующей
последовательности:
6.1) определение
среднеарифметического
значения групповых
ненормированных
коэффициентов
 ;
6.2) определение
суммы всех
средних групповых
ненормированных
коэффициентов
в каждой группе
;
6.2) определение
суммы всех
средних групповых
ненормированных
коэффициентов
в каждой группе
 ;
6.3) определение
групповых
нормированных
коэффициентов
;
6.3) определение
групповых
нормированных
коэффициентов
 ,
где
,
где
 ;
;
6.4) определение
коэффициентов
весомости
простых и
элементарных
свойств в общей
системе качеств,
которые получаются
перемножением
групповых
коэффициентов,
составляющих
ветвь дерева
по горизонтали
 ,
где
,
где
 - число элементов
по горизонтали
в группе; 6.5) проверка
правильности
расчетов, согласно
которой сумма
всех коэффициентов
весомости в
каждом уровне
должна быть
равна единице
- число элементов
по горизонтали
в группе; 6.5) проверка
правильности
расчетов, согласно
которой сумма
всех коэффициентов
весомости в
каждом уровне
должна быть
равна единице
 .
.
3. Определение
базовых и
экстремальных
абсолютных
показателей
свойств сводится
к нахождению
максимального
(наилучшего
– базового
 )
и минимального
(наихудшего
– экстремального
)
и минимального
(наихудшего
– экстремального
 )
значения оценочных
показателей.
Значения текущих
оценочных
показателей
)
значения оценочных
показателей.
Значения текущих
оценочных
показателей
 должны лежать
в диапазоне
.
должны лежать
в диапазоне
.
4. Оценка
качества и
анализ результатов
производится
на заключительном
этапе по следующей
схеме: 1) определяются
относительные
значения всех
элементарных
свойств по
формуле
 ;
2) вычисляется
интегральная
оценка (интегральное
качество), как
;
2) вычисляется
интегральная
оценка (интегральное
качество), как
 .
Объект сравнения,
у которого
интегральный
показатель
больше, считается
лучшим. Автор
работы [25] указывает,
что по результатам
расчета можно
получить много
количественной
информации:
во-первых, можно
установить,
какая машина
лучше и насколько;
во-вторых, можно
определить
показатели
, по которым
одна машина
превосходит
другую; в-третьих,
насколько
каждая машина
уступает идеальной
по техническому
уровню машине,
у которой общей
показатель
оценки абсолютно
идеален.
.
Объект сравнения,
у которого
интегральный
показатель
больше, считается
лучшим. Автор
работы [25] указывает,
что по результатам
расчета можно
получить много
количественной
информации:
во-первых, можно
установить,
какая машина
лучше и насколько;
во-вторых, можно
определить
показатели
, по которым
одна машина
превосходит
другую; в-третьих,
насколько
каждая машина
уступает идеальной
по техническому
уровню машине,
у которой общей
показатель
оценки абсолютно
идеален.
Как замечает сам автор [25]: «…достоверность результатов расчетов квалиметрическим методом зависит во многом от компетентности лиц, решающих задачу, насколько глубоко и широко они знают теоретически и практически предмет, относящийся к решаемой задаче».
Методика выбора ПЛК
Учитывая специфику устройств, критерии оценки можно разделить на три группы, изображенные на дереве характеристик ПЛК (рис. 6.2):
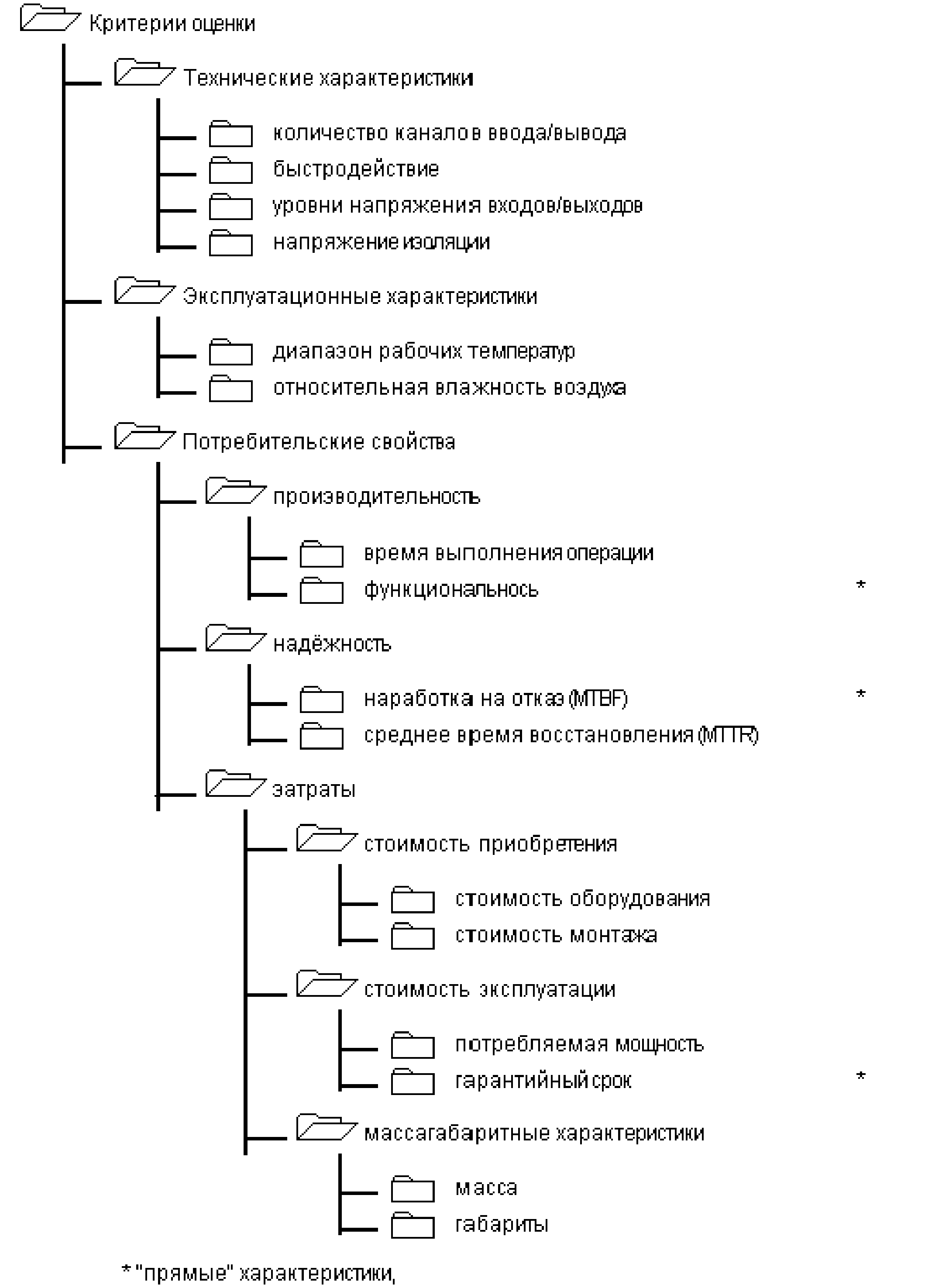
Рис. 6.2. Дерево характеристик ПЛК
технические характеристики;
эксплуатационные характеристики;
потребительские свойства.
При этом критериями выбора считать потребительские свойства, т.е. соотношение показателей затраты/производительность/надежность, а технические и эксплуатационные характеристики ограничениями для процедуры выбора.
Кроме того, необходимо разделить характеристики на прямые (для которых положительным результатом является её увеличение) и обратные (для которых положительным результатом является её уменьшение).
Так как
характеристики
между собой
конфликтны,
т.е. улучшение
одной характеристики
почти всегда
приводит к
ухудшению
другой, необходимо
для каждой
характеристики
 определить
весовой коэффициент
определить
весовой коэффициент
 ,
учитывающий
степень влияния
данной характеристики
на полезность
устройства.
,
учитывающий
степень влияния
данной характеристики
на полезность
устройства.
Терминология и состав критериев оценки ПЛК приведены в соответствии с основными положениями квалиметрии и стандартами качества (ГОСТ 15467-79).
Выбор аппаратуры производится в четыре этапа:
определение соответствия технических характеристик предъявленным требованиям;
определение соответствия эксплуатационных характеристик предъявленным требованиям;
оценка потребительских свойств выбираемой аппаратуры;
ранжирование изделий.
На первом этапе каждая техническая характеристика анализируемого изделия сравнивается с предъявленными к проектируемой системе требованиями, и если данная характеристика не удовлетворяет этим требованиям, изделие снимается с рассмотрения.
Такой же анализ проводится на втором этапе с эксплуатационными характеристиками, и только если технические и эксплуатационные характеристики соответствуют поставленной задаче и предъявленным требованиям, проводится оценка потребительских свойств ПЛК.
Для этого используется аддитивный метод оценки, когда суммарная оценка каждой группы свойств (затраты/производительность/надежность) вычисляется по следующей формуле:
 ,
,
где
 ,
,
 - нормированные
прямые и обратные
характеристики
выбираемого
изделия (переход
к относительным
характеристикам);
- нормированные
прямые и обратные
характеристики
выбираемого
изделия (переход
к относительным
характеристикам);
 - весовые коэффициенты
характеристик;
- весовые коэффициенты
характеристик;
l, n-l количество прямых и обратных характеристик.
Для
прямой характеристики
 - наилучшие,
- наилучшие,
 - наихудшие
значения оценочных
характеристик.
Для обратных
характеристик
наоборот. Значения
текущих оценочных
характеристик
- наихудшие
значения оценочных
характеристик.
Для обратных
характеристик
наоборот. Значения
текущих оценочных
характеристик
 должны лежать
в диапазоне
должны лежать
в диапазоне
 .
.
Определение весовых коэффициентов для характеристик ПЛК является одной из самых ответственных задач, т.к. именно от их правильной величины зависит достоверность результатов анализа. Для нахождения усредненной оценки каждого коэффициента может быть рекомендована следующая методика экспертных оценок.
Составляется сводная анкета эксперты-коэффициенты (рис. 6.3), в которой проставляются полученные от каждого эксперта ненормированные коэффициенты весомости по шкале от 0 до 10.
Рис. 6.3. Сводная анкета эксперты-коэффициенты
Определяются среднеарифметические значения ненормированных коэффициентов для каждой группы характеристик:
,
при
Определяются значения нормированных весовых коэффициентов по группам характеристик характеристик ПЛК:
Проверяем
правильность
расчетов, согласно
которой сумма
всех коэффициентов
весомости в
группе должна
быть равна
единице
 .
.
В результате анализа потребительских свойств аппаратуры составляется таблица изделия-потребительские свойства, которая содержит исходные данные для выбора ПЛК.
Ранжирование изделий, т.е. расположение их в порядке возрастания (или убывания) соотношения показателей затраты/производительность/надежность целесообразно проводить по формуле:
Приложение 3
Отказоустойчивое управления (системы ПАЗ) – TRICON (TRICONEX)
Отказоустойчивая система управления выявляет и компенсирует неисправные элементы и позволяет ремонтировать систему во время выполнения заданной задачи без прерывания процесса.
Системы управления высокой надежности, такие как TRICON, используются в технологических процессах с критическими условиями, которые предъявляют жесткие требования к безопасности и готовности.
TRICON - это современная отказоустойчивая система управления, основанная на архитектуре с тройным модульным резервированием (TMR). TMR использует три изолированные параллельные системы управления и диагностику, объединенные в единую систему. Система, использующая принцип мажоритарной выборки "два – из – трех", обеспечивает высокую надежность, безошибочность и безостановочное функционирование, и не имеет ни одного слабого звена.
Сигналы сенсоров во входном модуле разделяются и направляются по трем независимым и изолированным каналам к одному из трех главных процессоров.
Межпроцессорная шина TRIBUS выполняет мажоритарную выборку данных и корректирует любые расхождения входных сигналов. В результате этого гарантируется, что каждый главный процессор использует одни и те же
выбранные данные для выполнения прикладной программы.
Выходные параметры затем направляются по трем различным каналам к выходным модулям, где вновь проводится мажоритарная выборка для обеспечения надежности. Цифровая мажоритарная выборка выходного сигнала осуществляется с помощью запатентованной схемы учетверенной выборки, выборка аналогового сигнала осуществляется с помощью аналогового выходного селектора. Схема с обратными связями обеспечивает конечную оценку состояния выходного сигнала и диагностику скрытых ошибок.
Установка и запуск системы TRICON облегчается тем, что тройная система резервирования TMR с точки зрения пользователя, действует как одна система управления. Пользователь устанавливает и подсоединяет датчики и исполнительные механизмы к единой терминальной точке цепи и программирует TRICON с помощью одной прикладной программы.
Диагностика каждого независимого канала, каждого модульного компонента и каждой функциональной цепи позволяет обнаруживать ошибки
функционирования и сообщать о них. Все данные диагностики хранятся в качестве системных переменных, сообщения выводятся на соответствующие светодиодные индикаторы (LED) или на контакты тревожной сигнализации. Эта информация может быть использована в прикладной программе для изменения действий по управлению процессом или при техническом обслуживании. Все неисправные компоненты могут быть заменены в оперативном режиме без прерывания процесса! Эти особенности TRICON обеспечивают высочайшую надежность данной системы.
Основные особенности системы TRICON:
отсутствие слабых звеньев в системе;
возможность функционирования с тремя, двумя или одним главными процессорами перед отключением;
тройная система резервирования;
всеобъемлющая система диагностики модулей;
простой ремонт модулей в процессе работы.
Системы TRICON применяются в системах противоаварийной защиты (ESD) опасных производств на нефтехимических и химических заводах; в системах противопожарной безопасности плавучих платформ, котлов во многих обрабатывающих и перерабатывающих процессах; в управлении газовыми и паровыми турбинами.
Высокий уровень безопасности TRICON, обеспечиваемый применением специализированной архитектуры и средств внутренней диагностики, соответствует третьему уровню безопасного допуска SIL (Safety Integrity Level), определенному международным стандартом IEC 61508. Для уровня SIL 3 стандарта IEC 61508 определены:
вероятность возникновения ошибки - от 1.000 до 10.000 лет;
готовность - 99.90 - 99.99%.
Также система TRICON сертифицирована Ассоциацией Технического Надзора (Германия) (TUV) для использования в производствах требующих “German Safety Requirement Class 5 and 6”.
Приложение 4
Полевая шина - Fieldbus
Современная микроэлектроника предлагает разработчикам технических информационных систем возможность добиться высоких характеристик при относительно низкой цене, позволяет реализовать функции автоматики вне блока центрального процессора, например, в станках, агрегатах, датчиках и исполнительных механизмах [19].
Такое смещение функциональности в сторону периферийного технологического оборудования (децентрализация) выявило потребность в новых видах коммуникаций. Прежде передача и обработка сигналов осуществлялась за счет простого включения в автоматизируемый процесс некоторого вычислителя, однако сегодня интеллектуальные компоненты автоматизируемого процесса требуют специально разработанных видов связей, действующих в рамках их собственной функциональности. Появление цифрового интерфейса сделало переход к локальной сети почти неминуемым. Этот вид сети, функционирующей на нижнем уровне системы автоматизации непосредственно рядом с технологическим процессом, получил название fieldbus (полевая шина, или промышленная сеть).
К наиболее известным и применяемым в мире открытым промышленным сетям относятся: CAN, LON, PROFIBUS, Interbus-S, FIP, FF, DeviceNET, SDS, ASI, HART и некоторые другие. Каждая из перечисленных систем имеет свои особенности и области применения. Большие усилия направлены сегодня на разработку аппаратно-программных шлюзов (мостов) из одного протокола в другой. И эти решения составляют отдельный сегмент продуктов в области fieldbus-систем.

Аннотация
В данном дипломном проекте в рамках разработки системы автоматизированного управления стадии стерилизации процесса биосинтеза эритромицина проведена работа в следующих направлениях:
Рассмотрена задача создания автоматизированной системы управления стадии стерилизации биореактора процесса биосинтеза.
Подтверждена актуальность данной задачи, произведен выбор метода автоматизации, обоснован выбор программно-технического комплекса и программного обеспечения для ее решения.
Создано программное обеспечение для автоматизированного рабочего места оператора с использованием LabVIEW 7 DSC.
Разработана программная реализация алгоритмической схемы переключений в процессе стерилизации биореактора на базе программного пакета LabVIEW 7 DSC.
Предложена модель системы сбора, обработки и передачи технологической информации на базе АРМ оператора с использованием программной реализация алгоритмической схемы переключений, компьютерной модели процесса стерилизации и технологии OPC.
В рамках САУ разработана программа управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 c функциями OPC сервера в программной среде LabVIEW 7 DSC.
ОГЛАВЛЕНИЕ
2. КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЭРИТРОМИЦИНА 4
5. АНАЛИЗ ФЕРМЕНТЕРА В КАЧЕСТВЕ ОБЪЕКТА УПРАВЛЕНИЯ САУ СТАДИИ СТЕРИЛИЗАЦИИ БИОРЕАКТОРА 13
6. ВЫБОР СРЕДСТВ ПРОГРАММНО-ТЕХНИЧЕСКОГО КОМПЛЕКСА 15
7 Программируемый логический контроллер (ПЛК) и сопутствующие технологии автоматизации 16
8 Сетевой комплекс контроллеров 18
9 Выбор контроллерных средств (ПЛК) 19
10 Выбор средств программирования контроллеров. 28
11 Выбор программного обеспечения верхнего уровня. SCADA системы 31
12. РАЗРАБОТКА СИСТЕМЫ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ СТАДИИ СТЕРИЛИЗАЦИИ БИОРЕАКТОРА 36
13 Автоматизированное рабочего место оператора. Интерфейс оператора 36
14 Компьютерная модель стадии стерилизации биореактора 53
15 Реализация программно-логического управления стадией стерилизации биореактора. 56
17 Описание программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 59
18 Работа с программой управления (2529.exe) 61
21 Внедрение программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529. 71
22. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА 74
1.ВВЕДЕНИЕ
Процессы биосинтеза (ферментации) занимают важное место в медицинской, пищевой, микробиологической и других отраслях промышленности.
Несмотря на их большое разнообразие, процессам периодической ферментации принадлежит ведущая роль как наиболее изученным и гибким с точки зрения получения промежуточных и конечных продуктов требуемого качества. Значительные капитальные и эксплуатационные вложения, которыми характеризуются системы ферментации, связанны с использованием дорогостоящего оборудования и значительными энергетическими затратами. Основное оборудование: биореакторы (ферментеры), емкостные аппараты, трубопроводы, запорно-регулирующая арматура, – необходимо изготавливать из высококачественной нержавеющей стали. Непрерывное обеспечение культуры в ферментере стерильным воздухом, поддержание стабильного теплового режима, большой расход пара во время стерилизации и т.д. требуют обеспечения высокой степени надежности оборудования, узлов и механизмов, систем управления точности их технологического проектирования.
К настоящему времени выполнено большое количество работ, посвящённых моделированию процессов ферментации и их оптимизации. В тоже время существенную часть времени ферментер работает в нестационарном режиме, который не является оптимальным (различные стадии подготовки, начала и завершения процесса ферментации). Одной из важнейших операций стадии подготовки является стерилизация оборудования и компонентов процесса, необходимая для обеспечения стерильных условий проведения процесса ферментации.
К сожалению, в АСУ ТП, как правило, отсутствуют функции управления подготовительными стадиями процесса ферментации, в том числе стадией стерилизации, того же уровня автоматизации, что и для стационарных режимов. Между тем проведение сверхнормативных стадий стерилизации (после остановок производства по аварийным, организационным или конъюнктурным причинам и т.п.) связано со значительными затратами, а производственные потери ценного сырья и энергоресурсов от них могут быть велики. Для крупнотоннажных производств эта обязательная подготовительная операция оказывает заметное влияние на многие стороны функционирования системы ферментации.
Низкий уровень автоматизации и неэффективная работа автоматики в период проведения подготовительных операций ведут к неоправданному износу технологического оборудования и нерациональному расходованию всех видов производственных ресурсов. Оказывают негативное психофизиологическое воздействие на обслуживающий персонал ввиду того, что основная нагрузка по принятию решений о переключениях регулирующих органов, исполнительных механизмов, контроля за средствами КИПиА падает на операторов, существенно превышая обычный уровень, что может привести к ошибкам операторов, привести к потери стерильности и выводу оборудования из строя. Вместе с тем стадия стерилизации имеет весьма существенный резерв для повышения эффективности ферментации за счет оптимизации управления этой стадией. Возникает задача оптимизации режимов проведения стерилизации по следующим критериям:
минимизация времени проведения стадии;
уменьшение износа технологического оборудования и снижение потерь прибыли, связанных с неоптимальностью работы системы ферментации во время стерилизации и при смене технологического режима;
повышение качества (в данном случае качества стерилизации).
Отметим, что оптимальное управление стерилизацией и подготовительными стадиями вообще требует минимальных капиталовложений в материальное обеспечение, т.к. реализуется с использованием существующей системы управления.
2.КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЭРИТРОМИЦИНА
Эритромицин принадлежит к группе антибиотиков и является органическим основанием, продуцируемым культурой Saccharopolyspora erythraea или другими родственными микроорганизмами и представляет собой кристаллический порошок белого цвета без запаха, с горьким вкусом и высокой гигроскопичностью [2, 3]. Химическая формула эритромицина C37H67NO13.
Эритромицин является антибиотиком широкого спектра действия. Хорошие показания получаются при воздействии эритромицина на крупные вирусы и микробактерии. Пневмококки, стрептококки и некоторые штаммы энтерококков чувствительны к эритромицину в концентрациях до 1 мкг/мл. Наибольший практический интерес представляет действие эритромицина в отношении клинических штаммов золотистого стафилококка, устойчивых к пенициллину, тетрациклину, стрептомицину и другим антибиотикам.
Биологический синтез эритромицина осуществляется с использованием штамма культуры Saccharopolyspora erythraea, в процессе ферментации в специальных аппаратах – биореакторах (ферментерах).
Антибиотик, представляющий собой сложное органическое соединение, отличается высокой чувствительностью к внешним воздействиям, неустойчивостью в растворах. Существенное повышение температур, длительное пребывание антибиотика в щелочной или кислой среде, контакт с окислителем и т.д. приводят к химическим изменениям, превращающим антибиотик в биологически неактивное вещество.
Для производства антибиотика используется аппараты и трубопроводы, изготовленные из коррозионно-устойчивых, не загрязняющих продукт материалов (как правило, это высоколегированные нержавеющая сталь).
Процесс биосинтеза антибиотиков состоит из следующих стадий:
подготовка оборудования (стерилизация) и питательной среды для процесса биосинтеза;
подготовка посевного материала;
загрузка питательной среды в ферментер;
совместная стерилизация питательной среды и оборудования;
загрузка посевного материала;
процесс ферментации антибиотика;
выгрузка и очистка продукта;
складирование продукта.
Важной особенностью производства антибиотиков, на всех технологических стадиях, являются весьма высокие санитарные требования. Соблюдение высокой степени чистоты помещений и оборудования, систематическая промывка и дезинфекция представляют собой необходимую предпосылку получения продукта высокого качества.
Ферментация эритромицина, осуществляемая при интенсивной аэрации и перемешивании среды, проводится в специальном аппарате - ферментере, представляющим собой закрытый цилиндрический сосуд со сферическим днищем и крышкой, снабженный мешалкой, барботером для подачи воздуха, отбойниками, рубашкой или змеевиками для нагрева и охлаждения среды, а также запорной арматурой и контрольно-измерительными приборами. Ферментер должен быть прочен, корозионностоек, герметичен, надежен в эксплуатации.
Функциональная схема автоматизации стадии стерилизации биореактора представлена в приложении 1.
Аппарат Ф1 (ферментер) снабжен рубашкой (потребление пара, хладагента), барботером (потребление воздуха), мешалкой (потребление электроэнергии) и комплектом контрольно-измерительного оборудования.
В функциональную схему процесса ферментации эритромицина входят:
емкость стерильных подпиток Е1;
сборник стерильного пеногасителя Е2;
сборник кислоты Е3;
сборник щелочи Е4;
воздушный фильтр ФВ;
теплообменник Т1;
насосы перистальтические НП1-4;
трубопроводы;
запорно-регулирующая арматура
Перед ведением процесса биосинтеза эритромицина аппарат Ф1 подвергается тщательному осмотру и производится серия проверок, определяющих степень его работоспособности. Перед каждой загрузкой питательной среды аппарат промывается горячей водой, проверяется работа мешалки и барботера, а также исправность контрольно-измерительного оборудования. Затем осуществляется проверка герметичности аппарата и прилегающих к нему коммуникаций давлением сжатого воздуха. При соблюдении требований к герметичности аппарата и прилегающим коммуникациям начинается стерилизация пустого аппарата.
Ферментер нагревается до 900C острым паром, подаваемым по трубопроводам через термозатворы, глухие штуцера и барботер. Во время нагрева ферментера до 900С один раз в 3 недели стерилизуют воздушный фильтр. Фильтр прогревается острым паром до 1300С и выдерживается 30 мин при этой температуре.
По окончании нагревания (что определяется достижением температуры конденсата 900С на выходе из ферментера) прекращается подача острого пара в аппарат через термозатворы и глухие штуцера. Далее начинается загрузка питательной среды из емкости подпиток при помощи насоса. При этом продолжается подача пара через барботер с небольшим расходом, для предотвращения забивания отверстий барботера частичками питательных веществ. Для доведения до необходимого объема питательной среды в ферментер заливается питьевая вода. По окончании загрузки питательной среды и вспомогательных операций питательную среду в ферментере нагревается до температуры стерилизации 1210С следующим образом:
подается острый пар через термозатворы, глухие штуцера и барботер (с высоким расходом пара через барботер);
подается пар в рубашку аппарата.
Механическое уплотнение ферментера стерилизуется одновременно с питательной средой.
По достижении в ферментере температуры 1210С останавливается подача острого пара через термозатворы на трубопроводах и глухие штуцера. Острый пар продолжает подаваться через барботер с низким расходом.
Затем ферментер выдерживается в течение 30 мин при t=1210C, P=0,2 МПа.
Температуру стерилизации поддерживается контролируемым расходом пара через рубашку ферментера.
По окончании интервала выдерживания останавливается подача пара в рубашку и подача острого пара через барботер. Начинается подача охлаждающей воды через рубашку ферментера для снижения температуры в ферментере с 1210С до 280С, совместно с этим для компенсации давления через барботер подается стерильный сжатый воздух.
После охлаждения ферментера производится ввод посевной культуры через засевной лючок.
После засева посевной культуры в аппарате устанавливают оптимальные для ферментации параметры. В ходе процесса осуществляется непрерывная подача стерильного воздуха через воздушный фильтр ФВ, pH статирование подачей растворов кислоты из емкости Е3 или щелочи из Е4, уровень пены регулируется подачей пеногасителя из Е1, при необходимости производятся
подпитки из емкости E1, температуру культивирования поддерживают подачей в
рубашку охлаждающей воды, давления внутри ферментера поддерживается за счет регулирования расхода отходящих газов [3, 4].
Продолжительность биосинтеза эритромицина при посеве из колбы составляет ~240 ч. По истечению этого срока готовая культуральная жидкость выгружается и передаётся на фильтрацию.
3.ЦЕЛИ, ЗАДАЧИ И ИСХОДНЫЕ ДАННЫЕ ДЛЯ СОЗДАНИЯ СИСТЕМЫ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ СТАДИИ СТЕРИЛИЗАЦИИ БИОРЕАКТОРА
Ознакомление с существующей системой управления биосинтеза антибиотиков
Долгое время автоматизация процесса биосинтеза определялась наличием системы автоматизированного управления основной стадии этого производства - ферментации антибиотика. Причем уровень автоматизации позволял вести непрерывный контроль параметров процесса (измерение, сигнализация) и осуществлять автоматическое регулирование параметров процесса, но не обеспечивал автоматическую смену отдельных стадий производства (переключение операций). Проведение вспомогательных операций и переключение между ними осуществлялось вручную операторами-технологами, так как считалось, что эти операции автоматизировать нецелесообразно.
С развитием вычислительной техники и повышением надежности средств автоматизации стало возможным и экономически выгодным автоматизировать различные вспомогательные операции.
Данная работа посвящена созданию системы автоматизированного управления стадии стерилизации биореактора.
Цели и задачи, решаемые при создании системы автоматизированного управления стадией стерилизации биореактора
В соответствии с заданием на дипломное проектирование необходимо разработать систему автоматизированного управления (САУ) стадии стерилизации как составляющую АСУТП биосинтеза эритромицина.
Разработка САУ стадии стерилизации включает следующие этапа разработки:
определение исходных данных;
проектирование САУ;
реализация САУ;
апробирование САУ
сдача в эксплуатацию;
Основным направлением является
В данной дипломной работе планируется осуществить проектирование и реализацию отдельных элементов САУ. При этом необходимо решить следующие задачи:
Выбор программно-технического комплекса для реализации системы автоматизированного управления стадией стерилизации биореактора, включающий следующие разделы:
Определение структуры программно-технического комплекса (ПТК) САУ;
Выбор аппаратных и программных компонентов ПТК;
Разработка элементов системы автоматизированного управления:
Написание программного обеспечения для элементов ПТК;
Сборка узлов САУ, моделирование процесса, написание алгоритмов;
Проверка функционирования разработанных элементов ПТК и САУ с использованием моделей (процесса, алгоритмов управления);
Проверка функционирования САУ;
Система управления (здесь и далее термин «система управления» относится к системе, состоящей из САУ стадии стерилизации, если нет другого указания) на этапе создания системы автоматизированного управления стадией стерилизации должна охватывать следующие основные технологические агрегаты:
ферментер Ф1;
фильтр воздушный;
трубопроводы;
запорно-регулирующая арматура.
Система управления должна быть спроектирована таким образом, чтобы в дальнейшем интеграция с другими (автоматизированными и неавтоматизированными) стадиями процесса биосинтеза, а также включение в систему управления технологических аппаратов, не автоматизируемых на этом этапе, не представляло трудностей.
Система управления предназначена для реализации следующих групп функций:
оперативный контроль и автоматическое управление установкой с экранов рабочих станций и операторских панелей, с помощью реализованных в цветном исполнении фрагментов мнемосхем технологического процесса, панелей контроля и регулирования;
предупредительная и аварийная сигнализация при выходе технологических параметров за нижние и верхние пределы установленных технологических и аварийных границ;
представление информации операторам-технологам в виде мнемосхем, панелей контроля и регулирования, графиков, протоколов событий, таблиц, текстовых сообщений, представление указанной информации должно осуществляться на цветных экранах мониторов рабочих станций;
автоматическое протоколирование по мере возникновения событий следующих классов:
сообщений о нарушениях и отклонениях в ходе технологического процесса;
сообщений о возникновении двоичных событий (вкл/выкл электрооборудования, закрытие / открытие клапанов);
сообщений о действиях оператора-технолога;
системных сообщений;
формирование и автоматическое протоколирование усредненных значений технологических параметров за смену/сутки;
формирование и автоматическое протоколирование расходов сырья, расчет конечной выработки и сравнение с реальной выработкой;
формирование и автоматическое протоколирование усредненных значений материальных потоков по установке в целом, за сутки, смену;
формирование и печать протокола развития предаварийной ситуации:
формирование и печать протокола обнаружения первопричины срабатывания аварийной программы;
формирование протокола возникновения неисправностей оборудования и приборов КИП и А;
архивирование оперативной и отчетной информации в течение заданного времени и ее последующая печать для анализа технологическим персоналом.
Основными целями создания системы управления являются:
снижение материальных и энергетических затрат за счет повышения оперативности и точности управления;
повышение надежности функционирования технологического процесса и оборудования за счет внедрения системы автоматизации;
минимизация материальных затрат при обеспечении заданной производительности установки.
Указанные цели создания САУ могут быть скорректированы и расширены по мере освоения данной системы управления и при изменении стратегии управления технологическим объектом [5, 6, 7].
Исходные данные для проектирования системы автоматизированного управления стадии стерилизации биореактора
Исходными данными для проектирования системы автоматизированного управления является количество технологических параметров (каналов), которые необходимо контролировать (входные каналы САУ) или с помощью которых необходимо осуществлять регулирование (выходные каналы САУ):
непрерывных входных каналов: 16;
непрерывных выходных каналов: 8;
дискретных входных каналов: 32;
дискретных выходных каналов: 32;
Кроме этого при проектировании необходимо учитывать следующие факторы:
создаваемая система автоматизированного управления будет работать совместно с САУ ферментации;
использование датчиков и исполнительных механизмов от САУ ферментации;
автоматизации подлежит периодический процесс, проводящийся один раз в 240 часов;
существенные экономические потери, связанные с нарушением регламента процесса;
наличие не взрыво/пожароопасного производства;
размещение объекта управления на небольшой территории;
возможность наращивания производства за счет добавления новых биореакторов.
4.СТРУКТУРА И ФУНКЦИОНИРОВАНИЕ ПРОГРАММНО-ТЕХНИЧЕСКОГО КОМПЛЕКСА (ПТК) РАЗРАБАТЫВАЕМОЙ САУ В СОСТАВЕ АСУТП БИОСИНТЕЗА ЭРИТРОМИЦИНА
В настоящее время автоматизация большого количества производственных процессов выполняется с использованием современных информационных технологий. Различные вычислительные средства, программные технологии и протоколы взаимодействия применяются для управления технологическими процессами на нижних уровнях автоматизации – интеллектуальные датчики, объединенные в промышленные информационные сети, программируемые логические контроллеры (ПЛК) на базе микропроцессорных компонентов. На верхних уровнях – вычислительные сети масштабов предприятия, автоматизированные рабочие места операторов, системы хранения технологической информации (базы данных) и другие программно-технические средства. Совокупность программно-вычислительных средств автоматизации технологического производства и их инфраструктура образует программно-технический комплекс (ПТК) технологического процесса. На вход ПТК от датчиков поступают сигналы, несущие информацию о технологических параметрах процесса. Комплекс реализует заданные функции контроля, учета, регулирования, последовательного логического управления и выдает результаты на экран дисплея рабочей станции оператора и управляющие воздействия на исполнительные механизмы объекта автоматизации.
Как было отмечено выше, САУ стадии стерилизации должна входить в состав АСУТП биосинтеза эритромицина. Это необходимо учитывать при проектировании данной САУ. Целесообразно определить структуру и функционирование программно-технического комплекса таким образом, чтобы имелась возможность масштабирования и простой интеграции этой системы в АСУТП биосинтеза эритромицина.
Проектируемая САУ по своей структуре должна представлять централизованную автоматизированную систему управления. Прежде всего, это обусловлено сосредоточением всех элементов объекта управления на небольшом пространстве.
Кроме того, предлагаемая структура системы автоматизированного управления стадией стерилизации, позволит снизить затраты на оборудование ПТК, а также трудоемкость и время создания системы управления и проведения пуско-наладочных работ [10].
Структура программно-технического комплекса централизованной системы управления производством является иерархической, в ее составе должны быть предусмотрены следующие компоненты:
средства автоматического сбора информации от датчиков технологических параметров;
вычислительные средства с необходимым составом периферийных устройств;
средства обработки информации и передачи ее в сеть;
средства контроля и отображения технологической информации;
средства построения автоматизированных рабочих мест оперативного технологического персонала.
ПТК должен иметь возможность расширения функционально-алгоритмического и технического обеспечения за счет добавления новых технических средств и программного обеспечения при развитии АСУТП, увеличении количества сигналов ввода/вывод.
Программно-технический комплекс должен включать аппаратные и программные средства для обеспечения диагностики всех компонентов, входящих в структуру комплекса.
С целью обеспечения постоянного электропитания программно-технического комплекса САУ необходимо:
реализовать соответствующую систему бесперебойного электропитания требуемой мощности;
время работы этой системы при исчезновении питания в производственной сети должно составлять не менее 40 минут и обеспечивать безаварийный останов установки (процесс, оборудование).
Функционирование программно-технического комплекса САУ должно быть круглосуточным, с остановкой на профилактику в период капитального ремонта технологического комплекса производства эритромицина.
Для защиты информации от потерь при сбоях программных и/или технических средств САУ должно быть обеспечено архивирование информации. Продолжительность хранения архива должна быть не менее 30 суток.
Применяя современные принципы построения систем автоматизированного управления, можно определить следующую структуру АСУ стадией стерилизации:
диспетчерский уровень;
сетевой интерфейсный уровень;
уровень контроллеров и модулей ввода-вывода;
уровень датчиков и исполнительных механизмов.
Основные функции диспетчерского уровня – сбор и обработка данных и отображение технологического процесса. Средства диспетчерского уровня позволяют производственному персоналу удаленно контролировать течение технологического процесса, предоставляют доступ к исторической и актуальной технологической информации в удобной для восприятия форме в виде мнемосхем, диаграмм, тревог, исторических данные. На этом уровне необходимо обеспечивать корректность, доступность, простоту понимания отображаемой и записываемой технологической информации. Диспетчерский уровень представлен автоматизированными рабочими местами (АРМ) операторов, технологов, инженеров – компьютерами, получающими информацию с нижних уровней, на которых функционируют системы сбора данных и управления (SCADA), ведутся архивы баз данных (БД) технологических параметров.
Сетевой уровень является прослойкой между вычислительными средствами верхнего и нижних уровней, отвечает за взаимодействие АРМ, систем БД, промышленных контроллеров и устройств сопряжения с объектом (УСО).
Вычислительные средства через блоки согласования объединены в общую сеть с использованием интерфейсов (RS-485, Ethernet). Блок согласования подключается к последовательному порту компьютера (или в виде платы расширения вставляется в разъем непосредственно в компьютере) и выполняет функции преобразователя интерфейсов RS-485 в RS-232 и наоборот. По интерфейсу RS-485 происходит опрос входных параметров промышленных контроллеров, подключенных к сети для диспетчеризации и управления. Функции этого уровня – передача информации между вычислительными средствами автоматизации. На этом уровне обеспечивается детерминированность (гарантированность передачи данных за заданное время), минимальное время доставки, корректность передаваемой информации. Этот уровень представлен сетевыми устройствами: повторителями, коммутаторами, маршрутизаторами, шлюзами, а также кабельной инфраструктурой сети.
Уровень контроллеров и модулей ввода-вывода решает классические задачи управления технологическими процессами. Наличие этого уровня в отличие от диспетчерского является обязательным, так как основные функции управления в АСУ реализуются именно на этом уровне. Функции – сбор и обработка первичной технологической информации, управление технологическим процессом. На этом уровне обеспечивается быстрота и корректность первичной обработки технологической информации, гарантированное выполнение алгоритмов управления, надежность работы средств автоматизации, возможность горячей замены вышедших из строя элементов без потери управления в целом. Центральным элементом на этом уровне является вычислительный блок – программируемый логический контроллер (ПЛК). В соответствии с заложенной в него программой через встроенные или подключаемые модули ввода-вывода осуществляется сбор и обработка первичной информации с самого нижнего уровня – от датчиков технологических параметров (термопар, уровнемеров и т.п.), а также управления исполнительными механизмами (клапанами, двигателями мешалок и т.п.).
Уровень датчиков и исполнительных механизмов, как следует из названия, включает датчики (термометры сопротивления, манометры, pH-метры, емкостные уровнемеры и др.) и исполнительные механизмы (ИМ) с дистанционным управлением (приводы насосов, отсечные и регулирующие клапаны и др.), необходимые для получения информации о ходе управления технологическим процессом. Требования, предъявляемые к этому уровню, – надежность в эксплуатации, точность измерений и управления. Рекомендуется использовать датчики и ИМ с унифицированными аналоговыми и дискретными сигналами (токовый сигнал 4-20 мА, по напряжению 3.5V ~ 30 V), для упрощения подключения к модулям ввода-вывода контроллеров и УСО.
Упрощенная структурная схема системы представлена на рис. 4.1. Развернутая структурная схема САУ дана в приложении 2.








…




Рис. 4.1. Упрощенная структурная схема САУ
5.АНАЛИЗ ФЕРМЕНТЕРА В КАЧЕСТВЕ ОБЪЕКТА УПРАВЛЕНИЯ САУ СТАДИИ СТЕРИЛИЗАЦИИ БИОРЕАКТОРА
Выше было определено положение ферментера на схеме автоматизации стадии стерилизации, теперь рассмотрим ферментер в качестве объекта автоматического управления. Для этого сначала определим, что представляет собой стадия стерилизации с позиции автоматизации технологических производств.
На стадии стерилизации основной функцией управления является обеспечение заданной последовательности выполнения операций, т. е. функция программно-логического управления. Она реализуется переключением в определенной последовательности запорно-регулирующей арматуры, установленной на трубопроводах технологической обвязки биореактора по достижении технологическими параметрами (ТП) условий переключения или по завершении временных интервалов поддержания ТП. Таким образом, АСУ стадией стерилизации функционирует по разработанной с учетом технологии производства циклограмме переключения управляющих элементов (клапанов, насосов и др.)
За цикл работы биореактора необходимо переключить десятки единиц запорной арматуры, причем в случае ошибочного изменения порядка переключения нарушается стерильность, что ведет к снижению выхода целевого продукта. При управлении вручную ошибки в порядке переключения — одна из причин потерь продукта. Кроме того, переключение вентилей вручную связано с большими затратами труда и времени, т. е. с увеличением длительности вспомогательных операций и снижением производительности реактора. Поэтому автоматизация программно-логического управления — важный резерв повышения эффективности производства эритромицина.
Информация о состоянии технологических параметров процесса снимается с датчиков, расположенных внутри ферментера и входящих в состав запорно-регулирующей арматуры.
Теперь выделим из всех технологических параметров, учитываемых при биосинтезе антибиотика, только те, которые имеют значение для стадии стерилизации.
Промышленный ферментер Ф1 представляет собой аппарат периодического действия. Время одного цикла ферментации 240 часов.
Вследствие большой тепловой емкости этот объект обладает значительной инерционностью и чистым запаздыванием.
Основными технологическими параметрами процесса биосинтеза являются:
температуры при проведении вспомогательных операций (стерилизация и др.) и во время ферментации;
давления во время стерилизации и во время ферментации; уровни пены и жидкостей в ферментере;
pH уровень ферментационной среды;
содержание различных веществ в отходящих газах;
расходы стерильного воздуха, пара, щелочи, кислоты, пеногасителя, подпитки, холодной воды.
Из них технологические параметры, имеющие значение для стадии стерилизации:
температура элементов обвязки в ферментере и на выходе из фермента;
давление внутри ферментера;
В соответствии с протекающими в ферментере теплообменными процессами между технологическими параметрами существует следующая связь:
нагрев острым паром ведет к повышению температуры на соответствующих элементах обвязки на выходе из ферментера;
охлаждение ферментера холодной водой ведет к снижению температуры и давления внутри аппарата (охлаждение имеет место по завершении стадии стерилизации, для сохранения при этом стерильных условий требуется герметичность аппарата)
Исходя из этого, можно определить входные параметры, имеющие значение для процесса стерилизации:
расход воздуха FВ;
расход пара FП;
температура пара ТП;
температура охлаждающей воды Тохл;
расход охлаждающей воды GОВ.
выходные параметры:
температура среды в ферментере ТФ;
температура элементов трубопроводной обвязки (штуцер) на выходе из ферментера ТШ;
давление внутри ферментера P.
ТФ
ТШ
Р
ТП
Тохл
FВ
GОВ
FП
Объект
управления




Рис 5.1. Ферментер как объект автоматизированного управления
6.ВЫБОР СРЕДСТВ ПРОГРАММНО-ТЕХНИЧЕСКОГО КОМПЛЕКСА
Ранее были раскрыты назначение, цели, и критерии создания АСУ стадией стерилизации (в составе АСУТП биосинтеза эритромицина), определена структура и функционирование ПТК этой АСУ, затем проведен анализ ферментера и стадии стерилизации с позиции автоматизации технологических производств. Следующим шагом на пути создания автоматизированной системы управления является выбор средств программно-технического комплекса, охватывающий диспетчерский уровень, сетевой уровень и уровень контроллеров и модулей ввода-вывода структурной схемы АСУ.
Как уже было отмечено, при выборе средств ПТК необходимо стремиться к снижению стоимости системы, наладки и эксплуатации, повышению надежности, производительности, простоте эксплуатации, совместимости и другим важным характеристикам системы.
Технические средства автоматизации (ТСА) выбираются таким образом, что в рамках АСУ необходимо соблюдать такие принципы Государственной системы приборов (ГСП), как:
агрегатирование;
унификация сигналов, интерфейсов, несущих конструкций, элементной базы, модулей и блоков;
минимизация номенклатуры;
реализация эстетических и эргономических требований с точки зрения рациональности.
При выборе программно технических средств автоматизации необходимо учитывать особенности поставленной задачи, требования предъявляемые характером технологического процесса к надежности, живучести, быстродействию, другим техническим и эксплуатационным характеристикам системы, а также потребительские свойства системы.
Набор выполняемых функций и соответствующий объем получаемой и обрабатываемой информации об объекте соответствует возможностям ПТК, построенного на базе локального программируемого логического контроллера (ПЛК) или сетевого комплекса контроллеров (сеть ПЛК).
7Программируемый логический контроллер (ПЛК) и сопутствующие технологии автоматизации
Из всех используемых в настоящее время классов локальных контроллеров нас интересует PLC, выполненные в виде автономных модулей, реализующих функции контроля и управления изолированными технологическими узлами, как, например, районные котельные, электрические подстанции, резервуарные парки. Автономные контроллеры помещаются в защитные корпуса, рассчитанные на разные условия окружающей среды [17, 18]. Почти всегда эти контроллеры имеют порты для соединения в режиме "точка-точка" с другой аппаратурой и интерфейсы, связывающие отдельные устройства через сеть с другими средствами автоматизации. В контроллер встраивается или подключается к нему специальная панель интерфейса с оператором, состоящая из алфавитно-цифрового дисплея и набора функциональных клавиш.
В этом классе следует выделить специальный тип локальных контроллеров, предназначенных для систем противоаварийной защиты. (ПАЗ).
Устройства отличаются особенно высокой надежностью (IEC 61511) и быстродействием. В них предусматриваются различные варианты полной текущей диагностики неисправностей с глубиной до отдельной платы; защитные коды, предохраняющие информацию от искажений во время передачи и хранения; резервирование, как отдельных компонентов, так и всего устройства в целом. В частности, к наиболее распространенным способам резервирования контроллеров этого типа относятся:
горячий резерв отдельных компонентов и/или контроллера в целом (при не прохождении теста в рабочем контроллере управление переходит ко второму контроллеру);
троирование основных компонентов и/или контроллера в целом с голосованием по результатам обработки сигналов всеми контроллерами, составляющими группу (за выходной сигнал принимается тот, который выдали большинство контроллеров группы, а контроллер, рассчитавший иной результат, объявляется неисправным);
работа по принципу "пара и резерв". Параллельно работает пара контроллеров с голосованием результатов, и аналогичная пара находится в горячем резерве. При выявлении разности результатов работы первой пары управление переходит ко второй паре; первая пара тестируется, и либо определяется наличие случайного сбоя и управление возвращается к первой паре, либо диагностируется неисправность и управление остается у второй пары.
Контроллеры, предназначенные для цепей противоаварийной защиты, должны иметь специальный сертификат (например, соответствие уровням SIL стандарта IEC 61508), подтверждающий их высокую надежность и живучесть.
Контроллеры данного класса чаще всего имеют десятки входов/выходов от датчиков и исполнительных механизмов, небольшую или среднюю вычислительную мощность.
Мощность представляет собой комплексную характеристику, зависящую от разрядности и частоты процессора, а также объема памяти разного типа (оперативной, постоянной и т. д.).
Контроллеры реализуют простейшие типовые функции обработки измерительной информации, блокировок, регулирования. Многие из них имеют один или несколько физических портов для передачи информации на другие системы автоматизации.
Также среди локальных контроллеров можно выделить две группы: не PC-совместимые (закрытые) и PC-совместимые (x86-совместимые, открытые) контроллеры.
Контроллеры первой группы, как правило, базируются на специально разработанных процессорах (например, CPU 214 в Siemens SIMATIC S7-200). Производитель оснащает эти контроллеры собственными и стандартными коммуникационными интерфейсами, выпускает разнообразные модули расширения.
Важной особенностью контроллеров этой группы является жесткая привязка к программному обеспечению (ПО) фирмы-производителя. Отсутствие возможности использования стороннего ПО накладывает определенные ограничения на создание, эксплуатацию, масштабирование, модернизацию системы автоматизированного управления, ведет к увеличению совокупной стоимости контроллера и программного обеспечения.
Этот тип контроллеров, как правило, поставляется известными, крупными производителями средств промышленной автоматизации (Siemens, Allen-Bradley, Omron, Schneider). С другой стороны они гарантировано обеспечивают высокую надежность, стабильность и отлаженность программного обеспечение, контроллеров и модулей расширения.
Ко второй группе принадлежат контроллеры, построенные на базе Intel-совместимых процессоров (80386EX, AMD80188-40, AMD DX5-133 (5x86-133)). Кроме стандартных для PLC функций эти контроллеры обладают большими возможностями. Так, например, на них можно возложить функции работы с сетями, интерфейса человек-машина, поддержку различных баз данных и более дружественного интерфейса пользователя. Таким образом, РС-контроллер можно считать РС-совместимой программируемой PLC-системой, которая выполняет строго определенную задачу, но с возможностью гибкого ее перепрограммирования.
Также в силу PC-совместимости этих контроллеров предоставляется более широкий выбор средств программирования: стандартные языки программирования (Asm, C, C++ и т.п), специальные средства разработки (средства разработки базирующиеся на стандарте IEC 61131(МЭК 61131): ISAGraf и т.п.).
Производители этого типа контроллеров, как правило, менее известны на рынке средств автоматизации (ICP DAS, Advantech) преимущественно из стран Азии (Тайвань), также есть российские разработки (ТЕКОН). С другой стороны стоимость этих контроллеров ниже стоимости своих более известных не PC-совместимых аналогов. Технические и эксплуатационные характеристики сходны с характеристиками аналогов.
8Сетевой комплекс контроллеров
Сетевые ПТК наиболее широко применяются для управления производственными процессами во всех отраслях промышленности. Минимальный состав данного класса ПТК подразумевает наличие следующих компонентов:
набор контроллеров;
несколько дисплейных рабочих станций операторов;
системную (промышленную) сеть, соединяющую контроллеры между собою и контроллеры с рабочими станциями.
Контроллеры каждого сетевого комплекса, как правило, имеют ряд модификаций, отличающихся друг от друга быстродействием, объемом памяти, возможностями по резервированию, способностью работать в разных условиях окружающей среды, числом каналов входа/выхода. Так что можно подобрать контроллер для каждого узла автоматизируемого агрегата с учетом особенностей и выполняемых функций последнего и использовать один и тот же комплекс для управления разными производственными объектами.
В качестве дисплейных рабочих станций почти всегда используются персональные компьютеры в обычном или промышленном исполнении; большей частью с двумя типами клавиатур: традиционной алфавитно-цифровой и специальной функциональной - и оснащенные одним или несколькими мониторами с большими экранами.
Системная сеть может иметь различную структуру: шину, кольцо, звезду; она часто подразделяется на сегменты, связанные между собой, коммутаторами, повторителями и маршрутизаторами. Информация, передаваемая по сети, достаточно специфична и может представлять собой как периодические, так и случайные во времени короткие сообщения. К передаче сообщений предъявляются жесткие требования: они гарантированно должны доставляться адресату, а для сообщений высшего приоритета, например, предупреждающих об авариях, также следует обеспечить указанный срок передачи сообщений. Так что предпочтительные методы доступа к системной сети основываются на передаче маркера или на взаимодействии узлов сети по модели "ведущий/ведомый" ("Master/Slave").
Если применяется метод случайного доступа к сети, то во время возникновения аварийной ситуации может произойти резкое одномоментное увеличение числа экстренных сообщений и, как следствие, возникнуть затор в сети, что приводит не только к задержке доставки сообщений адресату, но и к их частичной потере.
Чаще всего сетевые комплексы применяются на уровне цехов машиностроительных заводов, агрегатов нефтеперерабатывающих, нефтехимических и химических производств (правда, не самых мощных), а также цехов предприятий пищевой промышленности.
9Выбор контроллерных средств (ПЛК)
Выше были указаны роль и место программируемых логических контроллеров (ПЛК) в автоматизированных системах управления технологическими процессами.
Теперь приведем краткую оценку объема российского рынка контроллерных средств.
На нем работают все международные лидеры - производители данной продукции: ABB (распространяющая также контроллерные средства фирм Baily Controls и Gartman & Braun), Emerson (бывшая Fisher-Rosemount), General Electric Fanuc Automation, Foxboro, Honeywell, Metso Automation (поглотила фирму Damatic Automation), Moore Products, Omron, Rockwell Automation, Siemens, Yokogawa, Schneider Automation и др. Всего порядка 15 фирм, каждая из которых предлагает от двух до пяти контроллерных средств разных классов.
Около 20 зарубежных производителей меньшего масштаба имеют российских дилеров, внедряющих их контроллерные средства на российских предприятиях (Koyo Electronics, Tornado, Triconex, PEP, Trey, Control Microsystems, GF Power Controls и др.).
Более 20 российских предприятий конкурируют с зарубежными производителями в разных классах контроллерных средств ("Автоматика", ДЭП, "Импульс", "Инсист Автоматика", "Интеравтоматика", "Квантор", НИИтеплоприбор, "НВТ-Автоматика", ПИК "Прогресс", "Саргон", "Системотехника", ТЕКОН, "Электромеханика", ЭМИКОН и др.).
Поскольку российские предприятия комплектуют контроллерные средства зарубежными микропроцессорами, стандартными сетями, типовым системным и прикладным программным обеспечением, то продукция отечественного производства оказывается вполне конкурентоспособной по сравнению с импортными аналогами. К сожалению, при этом ее стоимость также становится сопоставимой с зарубежными изделиями.
Выбираемый микроконтроллер должен отвечать следующим требованиям:
поддержка требуемого количества входных и выходных сигналов (не менее 16/8 аналоговых вх./вых., 32/32 дискретных вх./вых.);
применение как для непрерывных производств, так и для периодических;
высокий уровень надежности, помехозащищенности (отказ микроконтроллера может к большим экономическим потерям);
высокая производительность, необходимая для контроля большого количества технологических параметров;
использование стандартных протоколов и коммуникационных интерфейсов для работы с верхним уровнем;
широкий диапазон модулей расширения для поддержки всевозможных датчиков;
развитая программная поддержка;
широкий диапазон рабочих условий;
оптимальная цена.
С учетом поставленной задачи, технических, эксплуатационных характеристик и потребительских свойств в результате анализа российского рынка средств промышленной автоматизации был выбран ряд контроллеров и составлена соответствующая сводная таблица (приложение 3).
В таблице приведены некоторые характеристики ПЛК различных производителей. Рассматриваемые контроллеры имеют сходные функциональные возможности, близкие технические и эксплуатационные характеристики, некоторые почти одинаковые размеры. В четырех последних строках указаны параметры для модулей дискретного ввода-вывода. Все контроллеры построены по магистрально-модульному принципу, монтируются на панель или DIN-рейку, работают от напряжения от +24 до 220в и поддерживают протоколы обмена Fieldbus (приложение 4), некоторые Ethernet, имеют широкий набор модулей:
модули дискретных входов/выходов;
коммуникационные модули;
модули аналогового ввода/вывода;
модули терморегуляторов;
модули позиционирования;
модули ПИД-регулятора;
модули контроля движения.
Наличие различных PLC ставит следующий вопрос: как выбрать из этого обилия необходимый для эффективного решения поставленной задачи контроллер? Требуется не превосходство одной какой-то характеристики, а некая интегральная оценка, позволяющая сравнить PLC по совокупности характеристик и свойств.
Методика выбора ПЛК
Учитывая специфику устройств, критерии оценки можно разделить на три группы, изображенные на дереве характеристик ПЛК (рис. 6.2):
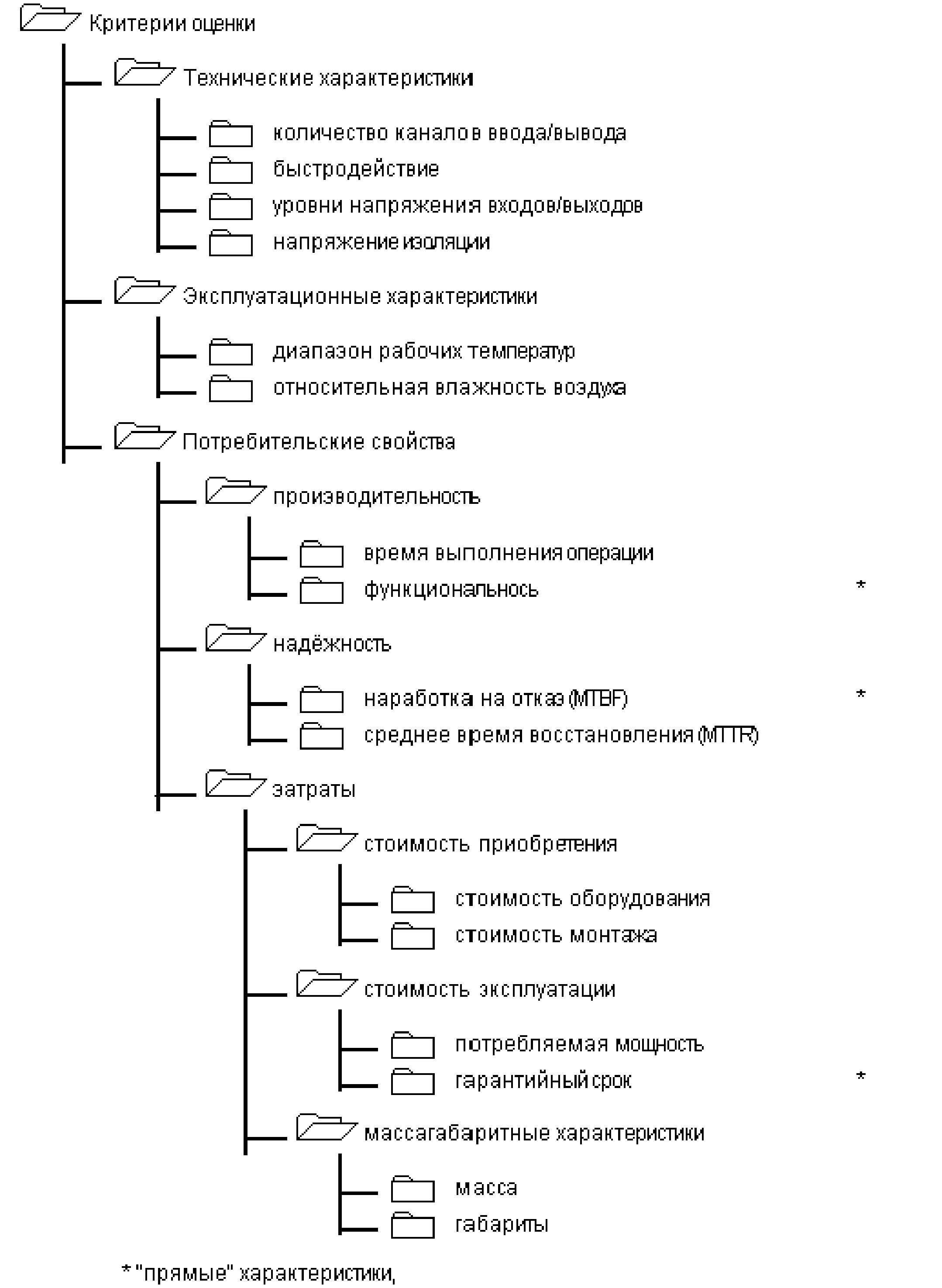
Рис. 6.2. Дерево характеристик ПЛК
технические характеристики;
эксплуатационные характеристики;
потребительские свойства.
При этом критериями выбора считать потребительские свойства, т.е. соотношение показателей затраты/производительность/надежность, а технические и эксплуатационные характеристики ограничениями для процедуры выбора.
Кроме того, необходимо разделить характеристики на прямые (для которых положительным результатом является её увеличение) и обратные (для которых положительным результатом является её уменьшение).
Так как
характеристики
между собой
конфликтны,
т.е. улучшение
одной характеристики
почти всегда
приводит к
ухудшению
другой, необходимо
для каждой
характеристики
 определить
весовой коэффициент
определить
весовой коэффициент
 ,
учитывающий
степень влияния
данной характеристики
на полезность
устройства.
,
учитывающий
степень влияния
данной характеристики
на полезность
устройства.
Терминология и состав критериев оценки ПЛК приведены в соответствии с основными положениями квалиметрии и стандартами качества (ГОСТ 15467-79).
Выбор аппаратуры производится в четыре этапа:
определение соответствия технических характеристик предъявленным требованиям;
определение соответствия эксплуатационных характеристик предъявленным требованиям;
оценка потребительских свойств выбираемой аппаратуры;
ранжирование изделий.
На первом этапе каждая техническая характеристика анализируемого изделия сравнивается с предъявленными к проектируемой системе требованиями, и если данная характеристика не удовлетворяет этим требованиям, изделие снимается с рассмотрения.
Такой же анализ проводится на втором этапе с эксплуатационными характеристиками, и только если технические и эксплуатационные характеристики соответствуют поставленной задаче и предъявленным требованиям, проводится оценка потребительских свойств ПЛК.
Для этого используется аддитивный метод оценки, когда суммарная оценка каждой группы свойств (характеристик) (затраты / производительность / надежность) вычисляется по следующей формуле:
 ,
,
где
 ,
,
 - нормированные
прямые и обратные
характеристики
выбираемого
изделия (переход
к относительным
характеристикам);
- нормированные
прямые и обратные
характеристики
выбираемого
изделия (переход
к относительным
характеристикам);
 - весовые коэффициенты
характеристик;
- весовые коэффициенты
характеристик;
l - число прямых характеристик , n-l - число обратных характеристик.
Для
прямой характеристики
 - наилучшие,
- наилучшие,
 - наихудшие
значения оцениваемого
свойства. Для
обратных
характеристик
наоборот. Значения
текущих оцениваемых
характеристик
- наихудшие
значения оцениваемого
свойства. Для
обратных
характеристик
наоборот. Значения
текущих оцениваемых
характеристик должны лежать
в диапазоне
должны лежать
в диапазоне
 .
.
Определение весовых коэффициентов для характеристик ПЛК является одной из самых ответственных задач, т.к. именно от их правильной величины зависит достоверность результатов анализа. Для нахождения усредненной оценки каждого коэффициента может быть рекомендована следующая методика экспертных оценок.
Составляется сводная анкета эксперты-коэффициенты (рис. 6.3), в которой проставляются полученные от каждого эксперта ненормированные коэффициенты весомости по шкале от 0 до 10.
Рис. 6.3. Сводная анкета эксперты-коэффициенты
Определяются среднеарифметические значения ненормированных коэффициентов для каждой группы характеристик:
,
при
Определяются значения нормированных весовых коэффициентов по группам характеристик характеристик ПЛК:
Проверяем
правильность
расчетов, согласно
которой сумма
всех коэффициентов
весомости в
группе должна
быть равна
единице
 .
.
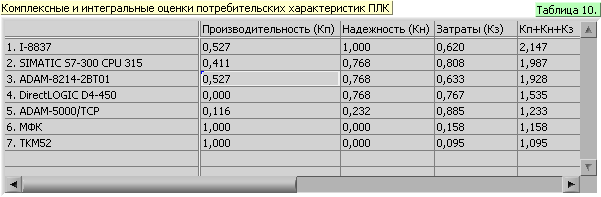
В результате анализа потребительских свойств аппаратуры составляется таблица изделия-потребительские свойства, которая содержит исходные данные для выбора ПЛК.
Ранжирование изделий, т.е. расположение их в порядке возрастания (или убывания) соотношения показателей затраты/производительность/надежность целесообразно проводить по формуле:
Программа определения весовых коэффициентов с использованием экспертных оценок и расчета комплексных оценок потребительских свойств ПЛК «expert_quality.vi» написана с использованием LabVIEW. Блок-диаграммы приведены в приложении 6.
Программа содержит несколько таблиц.
В таблицах 1,2,3 определяется перечень контроллеров, задаются потребительские характеристики ПЛК, объединенные в группы по признаку однородности свойств: затраты, производительность/надежность.
Таблицы 4,5,6 предназначены для ввода экспертных оценок весовых коэффициентов (по десятибалльной шкале) элементарных потребительских свойств для каждой группы.
После усреднения и нормирования весовых коэффициентов в таблицы 7,8,9 выводятся соответствующие значения нормированных весовых коэффициентов.
Таблица 4 содержит усредненные весовые коэффициенты.
После этого
в соответствии
описанной
методикой
вычисляются
групповые
комплексные
характеристики
ПЛК:
 ,
проводится
ранжирование,
а результаты
работы программы
заносятся в
таблицу 10.
,
проводится
ранжирование,
а результаты
работы программы
заносятся в
таблицу 10.
Программа разработана с использованием принципов открытой архитектуры, позволяет изменять состав экспертов и варьировать исследуемые параметры. Простота и удобство позволяют работать с программой даже слабо подготовленным пользователям.
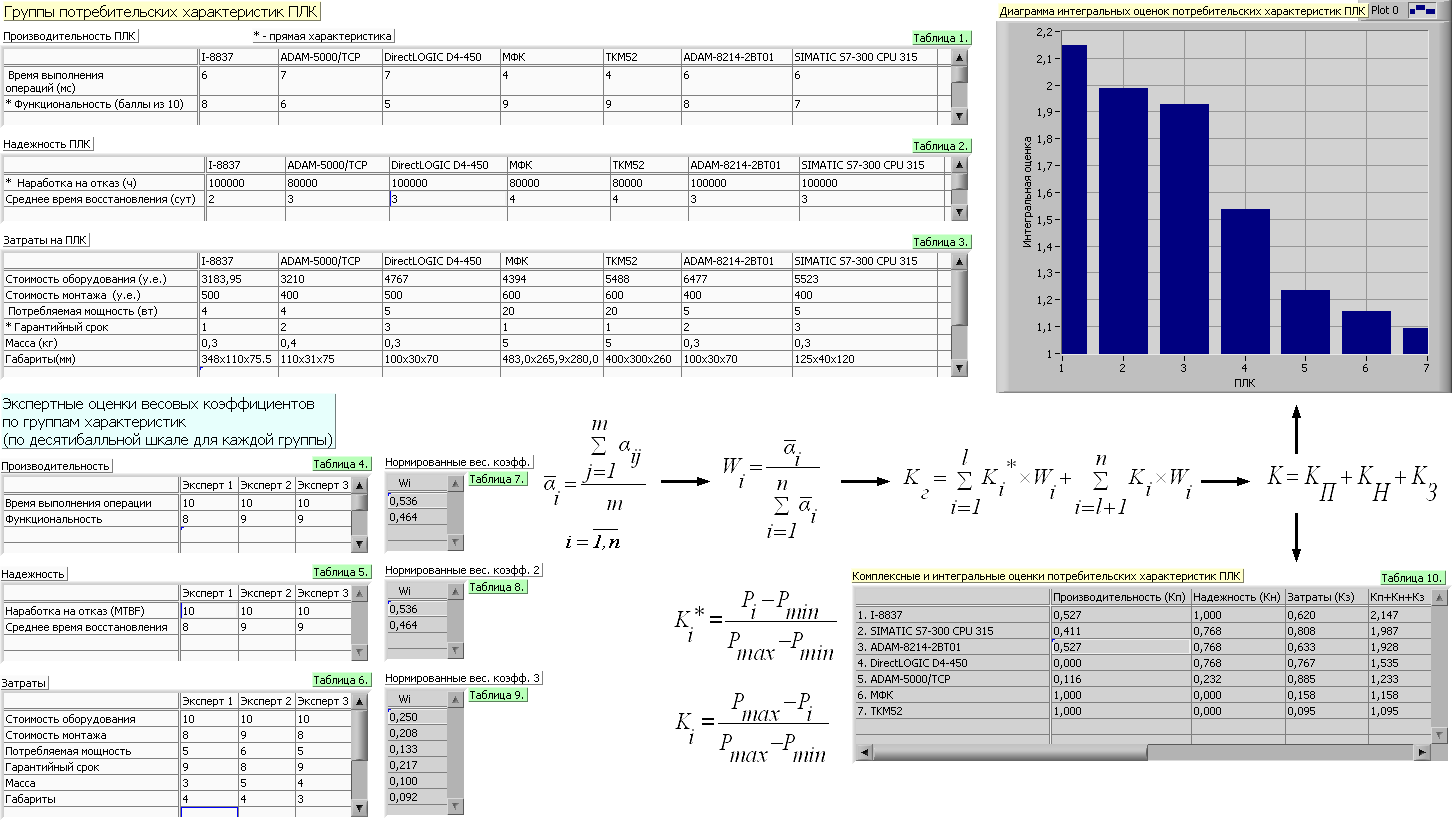
Рис. 6.4. Рабочее окно программы
По результатам работы программы строится диаграмма комплексных оценок потребительских характеристик ПЛК.
Максимальное значение обобщенной комплексной оценки соответствует эталонному ПЛК.
В результате анализа потребительских свойств аппаратуры составлена таблица комплексных оценок потребительских характеристик ПЛК, которая содержит исходные данные для выбора ПЛК.
Проведенный анализ не претендует на полноту охвата всех показателей в основном по субъективного причинам. Однако даже в таком виде можно сделать вывод о том, что данная методика позволяет провести оценку и принять решение о выборе ПЛК.
Из взятых для сравнения ПЛК наилучшими потребительскими свойства обладает контроллер ICP DAS I-8837.
Этот контроллер является PC-совместимым, полностью отвечает современным тенденциям движения рынка промышленной автоматизации.
Конструктивно этот контроллер серии i-8000 выполнен в виде отдельного блока из негорючего пластика. Блок содержит центральный процессор, источник питания, панель управления, коммуникационные порты и объединительную плату для установки модулей ввода-вывода.
Контроллер может быть без труда установлен на DIN-рейку или на панель. При этом обеспечивается открытый и удобный доступ к панели управления, к слотам для установки или замены модулей ввода-вывода и коммуникационным разъемам.
I-8837 имеет процессор AMD-188/186-40МГц, 512 КБайт оперативной памяти с возможностью питания от отдельной батареи, 512 КБайт Flash-памяти, встроенные часы реального времени и сторожевой таймер. Объем Flash-памяти можно наращивать до 32 Мбайт. Встроенный сторожевой таймер представляет собой аппаратно реализованную схему сброса, контролирующую рабочее состояние контроллера. В случае непредвиденного “зависания” контроллера сторожевой таймер автоматически перезапустит его. Для связи с модулями расширения используется высокоскоростная параллельная, локальная шина.
Контроллер имеет также встроенные аппаратные и программные средства самодиагностики. В ПЗУ встроено ядро и программные модули системы ISaGRAF (целевая задача), под управлением которых осуществляется работа контроллера. Подробнее о системе ISaGRAF будет сказано в главе “Средства программирования контроллеров”.
Для удобства оперативного контроля за работой I-8837 имеется встроенная панель управления. На ней расположены 5-знаковый семисегментный индикатор, 3 светодиода и кнопки управления. На индикатор может выводится информация о статусе работы I-8837 и состоянии аналоговых входов-выходов (информация о состоянии дискретных входов-выходов выводится на светодиоды, расположенные на модулях расширения). Четыре кнопки оперативного управления “Up”, “Down”, “Mode”, “Set” позволяют пользователю оперативно просматривать необходимые данные на дисплее и управлять статусом работы контроллера.
Дополнительно на панели расположен индикатор питания и кнопка “Reset” для сброса контроллера.
Питание контроллера может осуществляться постоянным нестабилизированным напряжением в диапазоне от 10 до 30 В. Блок питания мощностью 20 Вт имеет линейную нагрузочную характеристику во всем рабочем диапазоне выходной мощности и температур. Его соединительные клеммы выведены на переднюю панель контроллера и защищены дополнительной крышкой.
Контроллер имеет три уровня гальванической развязки. Первый уровень в 3000 В постоянного тока обеспечивается электрическими цепями источника питания, второй, также в 3000 В, - изоляцией в модулях ввода-вывода, третий, в 2500 В, - цепями коммуникационных интерфейсов.
Контроллер и модули расширения могут работать в широком температурном диапазоне от минус 25 до плюс 75°С.
Контроллер могут иметь большой набор коммуникационных портов, поддерживающих различные интерфейсы.
Последовательный порт COM1 поддерживает стандартный интерфейс RS-232. COM2 служит для организации связи по RS-485 на основе единственной витой пары.
Последовательный порт COM3 всех контроллеров служит для загрузки программ с обычного персонального компьютера или может использоваться в качестве порта RS-232 общего назначения.
Контроллер имеет встроенный порт Ethernet. Обмен с сетью Ethernet может осуществляться на скорости 10 Мб по витой паре категории 3 и выше. Контроллер поставляется с библиотеками TPC/IP, Web Server и VxCOM. Первые две библиотеки позволяют очень легко интегрировать контроллеры в существующую сеть Интернет/Интранет и получить доступ к данным через обыкновенный браузер типа IE или Netscape. Последняя библиотека предназначена для реализации функции Ethernet – RS-232/485 роутера.
Контроллер имеет соответственно 8 слотов расширения для установки модулей ввода-вывода и наращивания функциональных возможностей.
Через один из коммуникационных портов могут быть подсоединены дополнительные модули ввода-вывода, установленные в специальные устройства расширения - корзины типа I-87k4 или I-87k8. Они имеют соответственно 4 и 8 слотов для дополнительных модулей. Всего к одному контроллеру может быть присоединено до 255 модулей расширения. По интерфейсу RS-485 к контроллерам можно также подсоединять и любые модули серии I-7000. Т.к. модули расширения серии I-8000 поддерживают систему команд, совместимую с системой команд для серии модулей I-7000, то смешанные системы на основе двух серий модулей создавать очень легко и удобно. Модули серии I-8000, установленные в блоки I-87k4 или I-87k8, можно подсоединять к последовательному порту промышленного или персонального компьютера.
Модули расширения серии I-8000 делятся на два типа: параллельные и последовательные. Модули параллельного типа – высокоскоростные устройства ввода-вывода, которые могут быть установлены только в контроллеры. Модули последовательного типа обладают более низкой скоростью обмена и могут устанавливаться как в слоты расширения контроллеров, так и в слоты дополнительных устройств типа I-87k4 или I-87k8. В контроллер можно устанавливать модули в любой комбинации: как параллельные, так и последовательные. Все модули обладают съемными клеммными соединителями с винтовой фиксацией внешних проводов.
В комплекте с контроллером и модулями серии i-8000 поставляется документация и дополнительное программное обеспечение:
руководство пользователя;
утилита программной конфигурации;
драйверы и библиотеки для MS DOS;
драйверы и библиотеки для Windows 95/98/NT;
DDE сервер;
библиотека компонентов ActiveX;
драйверы и библиотеки для Linux;
OPC сервер;
библиотеки TPC/IP, Web-Server и VxCOM;
Среда разработки ISaGRAF является отдельным программным продуктом и поставляется за отдельную плату.
10Выбор средств программирования контроллеров.
Использование программируемого логического контроллера в автоматизированной системе управления технологическим процессом требует применение специальных программных средств для программирования контроллера.
Как было отмечено выше выбор того или иного средства программирования диктуется в первую очередь типом контроллера.
Так для PC-несовместимых ПЛК выбор программного обеспечения, как правило, ограничен средствами разработки, поставляемыми производителями (например, STEP7 от Siemens для программирования контроллеров серии S7). Эти программные продукты, поддерживающие только определенные типы ПЛК, включают как традиционные текстовые языки программирования, так и специализированные графические и позволяют решать практически любые задачи по автоматизации с использованием ПЛК. С другой стороны, в условиях отсутствия альтернативных программ от сторонних разработчиков, часто эти среды разработки имеют несколько завышенные цены.
Для PC-совместимых контроллеров существует более широкий выбор средств разработки, включающий как почти бесплатные системы (Asm, Borland C, адаптированные для программирования контроллерных систем и т.п.), так и специальные средства разработки, базирующиеся на стандарте IEC 61131(МЭК 61131) (ISAGraf и т.п).
Отметим, что стандарт Международной электротехнической комиссии МЭК 61131 (IEC 61131) имеет реализации программном обеспечении для контроллеров обоих типов.
В разделе выбор контроллерных средств (ПЛК) был сделан и обоснован выбор контроллера ICP DAS I-8837.
Возникает вопрос о выборе средств программирования среди многообразия систем разработки предназначенных для программирования PC-совместимых контроллеров.
Похожий вопрос возникает при выборе программного обеспечения для разработки системы диспетчерского уровня, поэтому сведения по этому вопросу приведены в главе: «Системы верхнего уровня. SCADA системы».
В соответствии с выводами, сделанными в этой главе, путь использования готовых (COTS (Commercial Of The Shelf)) инструментальных проблемно-ориентированных средств, оказывается более предпочтительным.
Далее речь пойдет об одном из известных средств разработки, базирующимся на стандарте IEC 61131(МЭК 61131) - ISaGRAF.
ISaGRAF - стредство программирования контроллеров на базе стандарта IEC 61131(МЭК 61131).
Стандарт МЭК 61131 в целом посвящен программируемым логическим контроллерам. Но наиболее известна и популярна третья часть этого стандарта, определяющая мнемонику языков программирования: «Программируемые контроллеры. Часть 3. Языки программирования».
Часть посвящена решению задач программирования контроллеров для систем и устройств с объектом на основе 4-х языков:
текстовых - IL (список инструкций) и ST (структурированный текст);
графических - FBD (Диаграмма блока функций) и LD (Релейная диаграмма);
элементов графического представления SFS (последовательные функциональные схемы).
Применение стандарта дает возможность описать автоматизируемый процесс и его отдельные компоненты в наиболее легкой и понятной форме; все языки стандарта имеют общий внешний интерфейс; части прикладной программы могут быть разработаны на любом языке и скомпонованы в единую исполняемую программу. Стандарт позволяет определить характеристики различных программируемых контроллеров, построенных на базе стандартов, используя универсальные термины, облегчая тем самым задачу по программирования этих контроллерных средств.
В той или иной мере этот стандарт реализован в программах всех основных разработчики инструментальных программных систем для промышленной автоматики.
Список инструментальных программных систем, реализующих стандарт IEC 61131-3, превышает два десятка (Табл. 6.1).
Таблица 6.1
Инструментальные программные системы
| CoDeSys | (Smart Software Solutions, Германия) |
| ACCON-ProSys | (Deltalogic , Германия) |
| OpenDK | (Infoteam Software , Германия) |
| PUMA | (KEBA, Австрия) |
| SUCOsoft S340 | (Klokner-Moeller , Германия) |
| NAIS CONTROL | (Matsushita AC , Германия) |
| PDS7 | (Philips, Нидерланды) |
| SELECONTROL | (Selectron Lyss, Швейцария) |
| Soft Control | (Softing , Германия) |
| ISaGRAF | (ICS Triplex, Канада) |
На российском рынке "61131"-систем представлено несколько продуктов, но наибольшую известность имеет система ISaGRAF (CJ International, Франция). Под управлением ISaGRAF работают десятки систем автоматизации.
Инструментальная система ISaGRAF относится к классу систем CASE-типа (Computer Aided Software Engineering – Система Автоматизированного Проектирования) и предназначена для разработки прикладного программного обеспечения интеллектуальных контроллеров.
ПЛК ICP DAS I-8837 семейства контроллеров серии I-8000 имеет встроенное ядро и программные модули системы ISaGRAF (целевая задача), под управлением которых осуществляется работа контроллера.
Система ISaGRAF включает:
Систему разработки (ISaGRAF WorkBench);
Систему исполнения (ISaGRAF Target)
Система разработки предназначена для создания прикладных задач, исполняемых затем под управлением ядра ISaGRAF на системах исполнения, и устанавливается на компьютере IBM PC (или совместимом) под управлением MS Windows. Специальных требований к компьютеру не предъявляется.
Система исполнения либо загружается, либо прожигается в ПЗУ системы исполнения (целевая задача). Она включает в себя ядро ISaGRAF и набор модулей связи. В качестве целевой системы могут выступать контроллеры (или компьютеры), построенные на основе микропроцессоров INTEL и MOTOROLA и работающие как под управлением операционных систем (OS-9, VxWorks, Dos, Windows NT, QNX и т.д.), так и без них.
Основные достоинства ISaGRAF:
использование стандартных языков программирования (МЭК 61131-3);
графический интерфейс системы разработки;
легкость в освоении и удобство использования;
обеспечение качественных разработок пользовательских приложений;
встроенные средства программирования промышленных сетей;
удобные и эффективные отладочные средства.
В ISaGRAF заложена методология структурного программирования, которая дает возможность пользователю описать автоматизируемый процесс в наиболее легкой и понятной форме. Интерфейс с пользователем системы разработки ISaGRAF соответствует международному стандарту GUI (Graphical User Interface), включающему многооконный режим работы, графические редакторы, работу с мышью и т.д. Функции ISaGRAF можно разделить на два класса: функции общего назначения и функции программирования логики.
Функции общего назначения позволяют решать следующие задачи:
управление разработкой проекта (создание программной конфигурации, разработка отдельных программных и функциональных единиц);
создание пользовательских библиотек функций и блоков на основе стандартных языков;
создание пользовательских библиотек СИ-функций и СИ-блоков, а также драйверов модулей УСО;
архивация проектов и функций;
отладка разработанных программных единиц;
"горячая" замена исходного кода.
Программирование логики ведется с использованием:
графических языков программирования (SFC, FBD и LD);
текстовых языков программирования (IL, ST и "C").
Использование стандартных языков программирования позволяет существенно снизить затраты на разработку прикладного программного обеспечения.
ISaGRAF предоставляет возможность разрабатывать процедуры с использованием языка "C". Эти процедуры можно вызывать из любого, описанного выше языка.
Тестирование любого программного продукта составляет существенную часть всей разработки, и наличие хороших отладочных средств является необходимым условием для создания сложных программных комплексов. Графический отладчик интегрирован в систему разработки и дает возможность:
запускать приложение в реальном режиме и в режиме эмулятора;
трассировки программ и процедур;
мониторинга переменных проекта;
интерактивного изменения содержимого переменных;
изменения цикла выполнения
В зависимости от реализации системы исполнения ISaGRAF под определенный тип контроллеров существует поддержка различных протоколов промышленных сетей непосредственно из ISaGRAF. Это дает возможность использования одного инструментального средства и для программирования логики контроллеров и для конфигурирования многоузловых сетей с включением систем визуализации на базе РС (FactoryLink, InTouch, TraceMode и т.д.).
11Выбор программного обеспечения верхнего уровня. SCADA системы
Приступая к выбору/разработке специализированного программного обеспечения (ПО) для создания систем контроля и управления диспетчерского уровня, необходимо выбрать один из следующих путей:
программирование с использованием "традиционных" средств (традиционные языки программирования, стандартные средства отладки и пр.);
использование существующих, готовых - COTS (Commercial Of The Shelf) - инструментальных проблемно-ориентированных средств.
Процесс разработки ПО важно упростить, сократить временные и прямые финансовые затраты на разработку ПО, минимизировать затраты труда высококлассных программистов, по возможности привлекая к разработке специалистов-технологов в области автоматизируемых процессов. При такой постановке задачи второй путь может оказаться более предпочтительным.
Для сложных распределенных систем процесс разработки собственного ПО с использованием "традиционных" средств может стать недопустимо длительным, а затраты на его разработку неоправданно высокими. Вариант с непосредственным программированием относительно привлекателен лишь для простых систем или небольших фрагментов большой системы, для которых нет стандартных решений (не написан, например, подходящий драйвер) или они не устраивают по тем или иным причинам в принципе.
Далее речь пойдет о существующих, готовых COTS средствах – SCADA системах.
SCADA-система - система диспетчерского управления и сбора данных. Специальное программное обеспечение, решающее задачи ввода-вывода информации в системе АСУ ТП, отслеживание аварийных и предаварийных ситуаций, обработки и представление на пульт оператора графической информации о процессе, поддержки отчетов о выполнении технологического процесса. В мире существуют порядка десятка подобных систем. Имеются разработчики такого программного обеспечения и в России.
Применение SCADA (Supervisory Control And Data Acquisition - диспетчерское управление и сбор данных) – технологий позволяет достичь высокого уровня автоматизации в решении задач разработки систем управления, сбора, обработки, передачи, хранения и отображения информации.
Дружественность человеко-машинного интерфейса (HMI/MMI), предоставляемого SCADA - системами, полнота и наглядность представляемой на экране информации, доступность "рычагов" управления, удобство пользования подсказками и справочной системой и т. д. - повышает эффективность взаимодействия диспетчера с системой и сводит к нулю его критические ошибки при управлении.
Спектр функциональных возможностей определен самой ролью SCADA в системах управления и реализован практически во всех пакетах:
автоматизированная разработка, дающая возможность создания ПО системы автоматизации без реального программирования;
программная поддержка разнообразного оборудования и сетевых протоколов;
сбор первичной информации от устройств нижнего уровня (сигналы, определяющие состояние производственного процесса в текущий момент времени: температура, давление, положение и т.д. с промышленной аппаратуры: контроллеры, датчики и т.д.;
обработка первичной информации;
графическое отображение собранных данных на экране автоматизированного рабочего места (АРМ) в удобной для оператора форме (на мнемосхемах, индикаторах, сигнальных элементах, в виде текстовых сообщений и т.д.);
регистрация тревог (алармы) и исторических данных (тренды) (автоматический контроль состояния параметров процесса, генерация сигналов тревоги и выдача сообщений оператору в графической и текстовой форме в случае выхода их за пределы заданного диапазона);
хранение информации с возможностью ее пост-обработки (как правило, реализуется через интерфейсы к наиболее популярным базам данных);
контроль за действиями оператора путем регистрации его в системе с помощью имени и пароля, и назначения ему определенных прав доступа, ограничивающих возможности оператора (если это необходимо) по управлению производственным процессом;
средства исполнения прикладных программ.
Кроме перечисленных базовых функций SCADA систем возможно наличие специфических возможностей:
разработка и выполнение (автоматическое или по команде оператора) алгоритмов управления производственным процессом. Сложность алгоритмов ограничена возможностями и надежностью SCADA системы;
поддержка новых информационных технологий (WEB, GSM и т.п.);
интеграция с автоматизированными системами управления предприятиями (АСУП).
Следует отметить, что концепция SCADA, основу которой составляет автоматизированная разработка систем управления, позволяет решить ряд задач, долгое время считавшихся неразрешимыми: сократить сроки разработки проектов по автоматизации и прямые финансовые затраты на их разработку.
В настоящее время SCADA является основным и наиболее перспективным методом автоматизированного управления сложными динамическими системами (процессами).
Программные продукты класса SCADA широко представлены на мировом рынке. Это несколько десятков SCADA - систем, многие из которых нашли свое применение и в России. Наиболее популярные из них приведены ниже:
InTouch (Wonderware) - США;
Citect (CI Technology) - Австралия;
FIX (Intellution) - США;
Genesis (Iconics Co) - США;
Factory Link (United States Data Co) - США;
RealFlex (BJ Software Systems) - США;
Sitex (Jade Software) - Великобритания;
TraceMode (AdAstrA) - Россия;
Cimplicity (GE Fanuc) - США;
САРГОН (НВТ - Автоматика) – Россия;
LabVIEW DSC (National Instruments) – США.
При таком многообразии SCADA продуктов на российском рынке естественно возникает вопрос о выборе системы для наиболее эффективного решения поставленный задачи.
Многие промышленные SCADA системы (например, WinCC) крайне сложны в освоении (по мнению экспертов их практически невозможно освоить самостоятельно, без посещения дорогостоящих (сотни евро за семинар) фирменных курсов) и весьма дороги.
Среди перечисленных SCADA систем особенно хочется выделить продукт компании National Instruments LabView DSC (LabVIEW Datalogging & Supervisory Control). Эта система значительно проще в освоении и наглядней при программировании.
LabVIEW DSC – SCADA система
Компания National Instruments является одним из ведущих разработчиков контрольно-измерительных систем, в основе которых лежит концепция виртуальных измерительных приборов. Технология виртуальных приборов опирается на современную компьютерную технику в комбинации с гибким программным обеспечением и модульным высокопроизводительным оборудованием для создания мощных компьютерных измерительных решений. Подход виртуальных приборов позволяет создавать мощные приложения для повышения производительности и эффективности на всех этапах производства – от исследования к опытным разработкам и реальному производству [20,21].
Флагманским продуктом компании National Instruments является высокоэффективная программная среда LabVIEW, которая сочетает простоту графического подхода с гибкостью мощного языка программирования. LabVIEW тесно интегрируется с измерительным оборудованием, что позволяет быстро создавать эффективные решения в области сбора данных и управления. С помощью LabVIEW вместо написания текста программы создается графическая блок-диаграмма виртуального прибора. Именно интуитивно строящаяся блок-диаграмма, понятная любому инженеру, - определяет функционирование системы.
Данные могут быть получены от тысячи разнообразных устройств, включая промышленные контроллеры PLC, встраиваемые платы ввода/вывода сигналов видео и управления приводами. Создаваемая программа имеет возможность взаимодействия с другими системами посредством компьютерных сетей, ActiveX, разделяемых библиотек, языка общения с базами данных SQL.
Когда исходные данные получены, мощные математические инструменты LabVIEW позволяют выявить нужную информацию и затем опубликовать ее в Интернет или оформить в виде профессионального отчета.
Наибольший интерес для разработчиков промышленных систем управления представляет редакция Control Edition, содержащая модули LabVIEW Real-Time и LabVIEW DSC (Datalogging and Supervisory Control Module), а также драйвера для PLC контроллеров и других устройств. Используя LabVIEW совместно с этими модулями, можно создавать мощные и эффективные системы автоматизированного сбора данных и управления технологическими производствами.
Модуль LabVIEW Real-Time совместно с целевой аппаратной платформой серии RT позволяет разрабатывать широкий диапазон специализированных, встраиваемых систем реального времени и загружать их для выполнения на независимой целевой платформе серии RT (например, в контроллерах серии FieldPoint) для гарантированного выполнения в режиме жесткого реального времени.
Особенности:
графическая разработка встраиваемых систем «жесткого» реального времени;
загрузка LabVIEW кода для выполнения на целевой платформе;
быстрая разработка и отладка;
тесная интеграция с оборудованием серии RT для обеспечения производительности жесткого реального времени, надежное выполнение на отдельном процессоре под управлением ОС РВ;
интегрированные библиотеки ввода/вывода сигналов, управления приводами машинного зрения, PID регулирования, нечеткой логики, последовательного и GRIB интерфейсов, сетевой поддержки и анализа по точкам.
Модуль LabVIEW Datalogging and Supervisory Control Module, как следует из названия, предназначен для графической разработки приложений мониторинга и управления. По сути, этот модуль делает из LabVIEW настоящую SCADA систему, обладающую полным набором функций программ этого класса. Наряду со свойствами, необходимыми для современных SCADA-систем, LabVIEW DSC получил мощную математическую поддержку LabVIEW и опыт тысяч его пользователей.
Особенности:
быстрая графическая разработка приложений мониторинга и управления с большим числом каналов;
обработка тревог и регистрация событий;
автоматическая регистрация данных;
просмотр записей и данных в реальном времени;
обеспечение совместного использования данных в сети;
сетевой доступ к удаленным базам данных для хранения информации;
OPC клиент/серверные соединения;
математическая поддержка LabVIEW и модулей расширения.
Мощный математический аппарат совместно с использованием современных технологии автоматизации, таких как OPC, позволяет помимо создания систем управления успешно моделировать на базе LabVIEW DSC многие технологические процессы, например стадию стерилизации ферментера. Это позволяет создавать эффективные алгоритмы управления (а также совершенствовать математические модели процессов) без проведения дорогостоящих экспериментов с использованием технологического оборудования.
Эти особенности повлияли на выбор в пользу LabVIEW Datalogging and Supervisory Control Module в качестве SCADA системы для АСУ стадией стерилизации.
12.РАЗРАБОТКА СИСТЕМЫ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ СТАДИИ СТЕРИЛИЗАЦИИ БИОРЕАКТОРА
Выполняемые функции. Требования к конфигурации. Программное обеспечение
В системе автоматизированного управления стадией стерилизации верхний (диспетчерский) уровень структуры АСУ представлен автоматизированным рабочим местом оператора (АРМ), на котором функционирует SCADA система NI LabVIEW DSC и ведется архив базы данных технологических параметров [23,24,25].
Выполняемые функции:
Обеспечение входа в систему по паролям и разграничение уровня доступа к ресурсам;
Отображение и архивирование информации о функционировании системы стерилизации;
Взаимодействие с контроллерной подсистемой управления;
Отображение диагностической информации о состоянии составных частей системы и линий связи;
Ведение протокола нарушений и технологического журнала;
Ведение протокола работы системы и действий оператора;
Возможность управления оператором работой установки в «ручном» режиме;
Взаимодействие с производственной вычислительной сетью.
Автоматизированное рабочее место представляет собой IBM PC совместимую рабочую станцию в офисном исполнении, размещенную в отапливаемом помещении с контролируемой температурой и влажностью.
Конфигурация этого компьютера соответствует функциональному назначению АРМ (сбор и обработка технологической информации с нижних уровней автоматизации, визуализация технологического процесса). Основные особенности конфигурации:
качественные комплектующие и надежная сборка;
большой объем оперативной и постоянной памяти, высокое быстродействие процессора и системы в целом;
видеоподсистема, обеспечивающая высокое качество изображения (монитор с большим экраном и видеоадаптер с четкой цветопередачей и стабильной картинкой);
эргономичные устройства ввода.
Компьютер подключен через переходник (RS-232/485) к производственной сети.
Автоматизированное рабочее место оператора функционирует на базе операционной системы Microsoft Windows 2000 Professional, обеспечивающей удовлетворительную надежность и совместимость с программным пакетом Microsoft Office.
Функции SCADA выполняет установленная среда исполнения NI LabVIEW DSC Run-Time, предоставляющая программную поддержку для выполнения проектов, разработанных в инструментальной среде NI LabVIEW DSC Standart.
Это программное обеспечение позволило в короткие сроки создать удобный интерфейс оператора, а также алгоритмы управления и регистрации событий.
Кроме того, на данном АРМ ведется главный архив базы данных технологического процесса Citadel.
Главный архив удовлетворяет следующим требованиям и имеет следующие характеристики:
период хранения данных не менее 30 суток;
длительность цикла опроса 0,2 с.;
длительность цикла архивирования 0,2 с.;
место хранения жесткий диск операторской станции;
циклическая организация хранения;
Главный архив предназначен для функционирования следующих подсистем:
подсистема отображения трендов соответствующих групп параметров;
подсистема протоколирования оперативной и отчетной информации (событий).
Система позволяет архивировать данные и сообщения о ходе технологического процесса, обеспечивает выполнение следующих групп функций создание архива данных о значениях заданных параметров технологического процесса;
создание аварийного архива данных о значениях критических параметров технологического процесса;
прием и хранение данных в указанных архивах с заданными временами циклов опроса и архивирования;
возможность выборки из архива групп данных по определенным параметрам, (имя параметра) или по интервалу времени;
формирование расчетных архивов данных по условиям (имена расчетных параметров, формат хранения, интервал времени в течении которого будет храниться и архивироваться данный параметр, времена циклов опроса и архивирования);
создание архива сообщений о ходе и нарушениях в ходе технологического процесса;
хранение выборка и отображение сообщений по заданному критерию;
печать заданной выборки из архива сообщений по запросу оператора.
Также в системе реализованы функции протоколирования сообщений о ходе технологического процесса. Регистрируются нарушения и отклонения технологических параметров, двоичных событий (типа вкл./выкл. или открыт/закрыт), действия оператора-технолога, аварийные ситуаций.
Данные протоколы в случае необходимости могут быть распечатаны в форме аналогичной их отображению на экране монитора и в этом случае являются отчетными документами и предназначены для:
анализа функционирования технологического объекта;
управления в регламентных и нештатных ситуациях;
анализа причин нарушений и отклонений от регламента;
анализа функционирования программно-технического комплекса.
Рассмотрим подробнее реализацию диспетчерского уровня автоматизации САУ стадией стерилизации в SCADA системы в NI LabVIEW DSC.
Структура интерфейса оператора
Основой для построения иерархической системы визуализации (интерфейса оператора) для системы управления является технологическая структура стадии стерилизации состоящая из ферментера, запорно-регулирующей арматуры, трубопроводной обвязки.
Визуализация информации о функционировании производства на стадии стерилизации осуществляется с помощью совокупности видеограмм – окон и панелей, отображаемых на экранах цветных мониторов рабочих станций операторов-технологов.
Структура интерфейса оператора:
верхний уровень: обзорное меню с реализацией функций прямого вызова видеограмм нижнего уровня;
нижний уровень: комплекс соответствующих видеограмм отдельной технологической нитки (стадии стерилизации).
К видеограммам нижнего уровня относятся:
Мнемосхема - технологическое окно отображения работы оборудования, вывода технологических параметров и аварийной сигнализации (показания датчиков и состояние исполнительных механизмов);
Виртуальная панель контроля и управления стадией стерилизации – окно, служащее управляющим интерфейсом стадии стерилизации;
Окно трендов стадии стерилизации – панель, на которой отображается актуальная технологическая информация в виде графиков и диаграмм - трендов (trends);
Окно событий – предназначено для регистрации и просмотра текущих и исторических тревог, аварий и других событий;
Окно исторических трендов – обеспечивает просмотр графиков выполнения технологического процесса.
Системы визуализации, построенная на основе описанной структуры в дальнейшем будет интегрирована в состав диспетчерского уровня АСУТП биосинтеза эритромицина, в качестве реализации диспетчерского уровня отдельной ветви технологического процесса.
Общие характеристики интерфейса оператора
Все панели и окна интерфейса оператора, принадлежащие одной системе визуализации построены по принципу унификации свойств (тип, цвет, анимация) графических элементов.
Панели и окна интерфейса оператора отображаются на черном фоне экрана монитора рабочей станции.
Цвет фона панелей и окон интерфейса оператора задается одним цветом (серо-голубым) для обозначения принадлежности видеограмм к одной системе визуализации.
Статические составляющие интерфейса оператора, такие как изображения технологического оборудование установки отображаются преимущественно серым цветом.
Текстовые обозначения (подписи) индикаторов, полей ввода, аппаратов и материальных потоков, идентификаторы технологических параметров, физические размерности технологических параметров, обозначаются черным или синим цветом.
В оформлении динамических элементов ввода и отображения значений (состояний) технологических параметров, следуя концепции унификации, используются следующие цветовые и анимационные решения:
для алфавитно-цифровых индикаторов параметров технологического процесса регламентные значения технологических параметров (активные, рабочие состояния) отображаются зеленым или синим цветами на черном или белом фоне;
регламентные значения (неактивные, выключенные состояния) отображается серым, серо-зеленым, красным цветами (например, закрытый клапан);
отклонившиеся от нормы значения технологических параметров при нарушении границ L и H (сигнализация) отображаются желтым цветом, при нарушении границ LL HH (блокировка) отображаются ярко красным цветом, с использованием мерцающей смены цветов.
В оформлении динамических элементов ввода и отображения, не связанных напрямую с технологическими параметрами (кнопки, переключатели, индикаторы состояния процесса) используются следующие цветовые и анимационные решения:
для обозначения регламентных значений (активных, рабочих состояний) используются синий, зеленый цвета (различной яркости);
для обозначений регламентных значений (неактивных, выключенных состояний) используются серый, красный (приостановка процесса) цвета;
не регламентные значения обозначаются желтым, красным цветами с добавлением анимационных эффектов (мерцание).
Более подробное описание оформления динамических элементов интерфейса оператора приведено в следующих подразделах.
На видеограммах должна отображаться следующая информация:
для контролируемых технологических параметров индицируется его числовое значение и физическая размерность. При выходе значения параметра за пределы верхних или нижних границ H и L (сигнализация) и или HH и LL (блокировка), если она/они заданы, цифровое значение параметра, с момента возникновения отклонения значение отображается в режиме мигания и выделяется соответствующим цветом – желтым при нарушении границ типа L и H и ярко красным при нарушении границ типа LL и HH. После квитирования события оператором - технологом отображение параметра режим мигания снимается. Возвращение отображения параметра к обычному цвету происходит при возврате значения параметра к нормальной величине. Обычным по умолчанию является синий (зеленый) цвет;
для регулируемого технологического параметра индицируется название параметра, его числовое значение, физическая размерность.
Обзорное меню
Обзорное меню предназначено для быстрого (путем нажатия соответствующей кнопки) вызова всех типов видеограмм, относящихся к данной технологической линии (стадии стерилизации).
Меню содержит кнопки вызова панелей и окон интерфейса оператора, а также сопроводительные надписи. Во время работы обзорное меню располагается постоянно на переднем плане в правой части экрана, делая удобной быструю навигацию по видеограммам.
При первом нажатии на выбранную кнопку происходит загрузка и запуск соответствующего окна (панели). Повторное нажатие (при загруженной панели) приводит к выводу окна на передний план.
Изображение обзорного меню дано на рис. 7.1.а приведена в приложении 8.
Рис. 7.1. Обзорное меню
Мнемосхема
Для визуализации состояния технологического оборудования и отображения текущих значений контролируемых параметров используется мнемосхема, индицируемая на экране монитора (рис. 7.2). Блок-диаграмма приведена в приложении 9. Наряду с виртуальной панелью контроля и управления мнемосхема предназначена для использования операторами-технологами в качестве основного средства контроля и управления технологическим процессом.
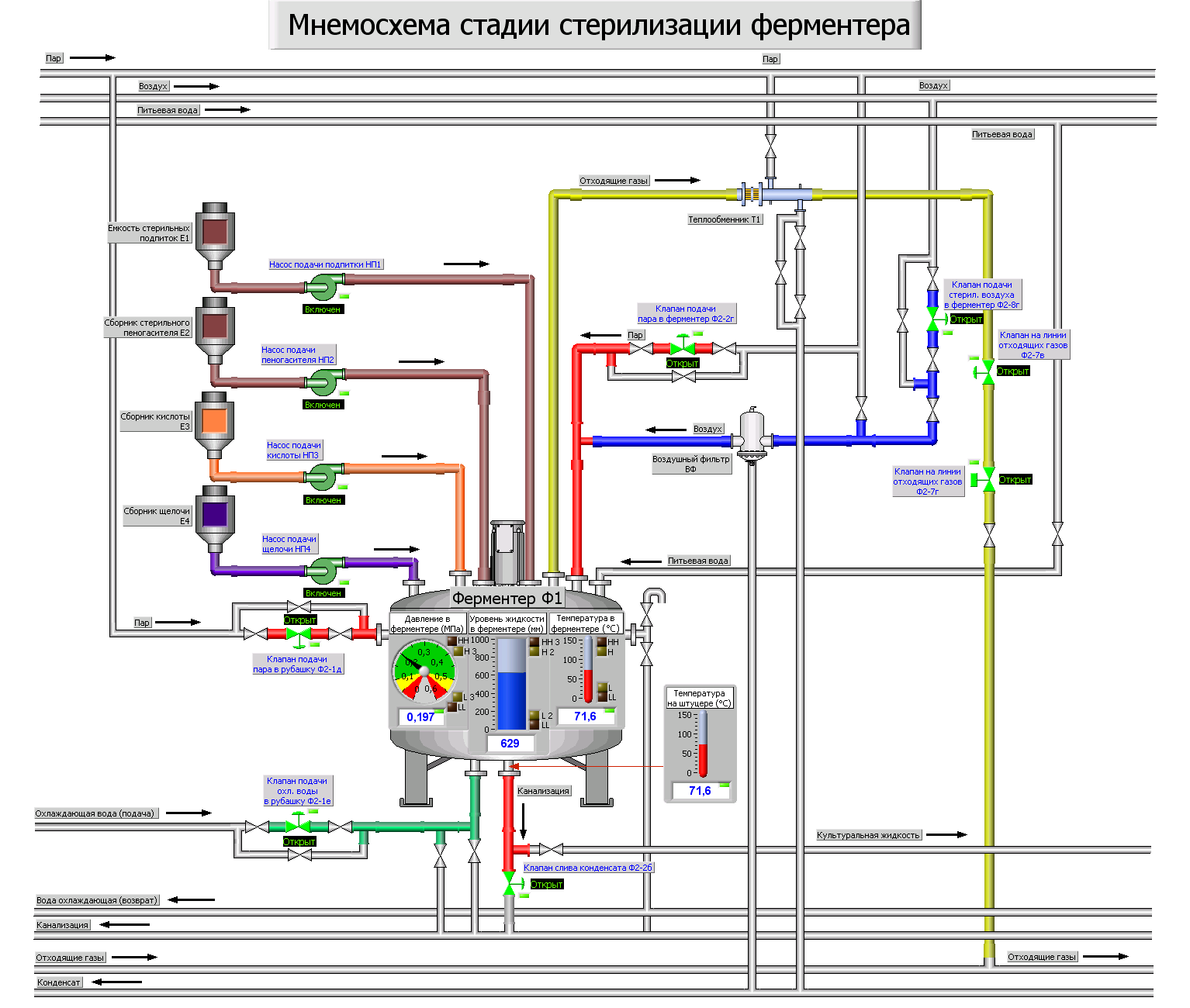
Рис. 7.2. Мнемосхема стадии стерилизации биореактора
На мнемосхеме в реальном масштабе времени отображается ход технологического процесса, а использование объемных изображений элементов мнемосхемы, максимально приближенных к виду реальных конструкций технологического оборудования, облегчает работу оператора и обеспечивает хорошее восприятие им фактического состояния управляемого в дистанционном режиме оборудования.
Мнемосхема САУ стадии стерилизации повторяет с некоторыми особенностями функциональную схему автоматизации, содержит основное технологическое оборудование и направления движения материальных потоков, отражает принципиальную схему КИПиА с одновременной индикацией в цифровой форме:
значений контролируемых и регулируемых технологических параметров;
значений сигналов, характеризующих действительное состояние двухпозиционных, исполнительных механизмов (клапанов, насосов);
состояния (ВКЛ/ВЫКЛ) различного электротехнического оборудования;
состояние технологического параметра относительно технологических и аварийных регламентных значений;
для отсечного клапана выводится текстовая индикация состояния клапана по управляющему сигналу.
Наибольшее внимание на мнемосхеме уделяется запорно-регулирующей арматуре, а также позициям, на которых установлены датчики технологического процесса.
Статические элементы мнемосхемы изображаются в виде объемных фигур светло-серого цвета с текстовыми подписями, даны названия и направления массовых потоков (пар, стерильный воздух и др.).
Элементы, участвующие в автоматизации: трубопроводы, запорно-регулирующая арматура, – сделаны динамическими объектами, свойства которых (видимость, цвет, анимированные возможности) меняются в соответствии с выполняемыми операциями процесса.
По данной мнемосхеме осуществляется контроль за следующими параметрами технологического процесса:
температура среды внутри ферментера;
температура на выходном штуцере ферментера;
давление внутри ферментера;
уровень среды в ферментере.
Для этого в оформлении мнемосхемы присутствуют динамические элементы индикаторы физических параметров процесса, связанные с соответствующими технологическими параметрами:
индикатор температуры среды внутри ферментера;
индикатор температуры на выходном штуцере ферментера;
стрелочный индикатор давления внутри ферментера;
индикатор уровня среды в ферментере.
Формат отображения информации и оформление индикаторов в определенной степени аналогичен внешнему виду показывающих приборов обычного типа (манометр, термометр).
Другими динамическими элементами мнемосхемы являются запорно-регулирующая арматура и трубопроводная обвязка:
открытые клапаны и работающие насосы подсвечиваются зеленым цветом, закрытые клапаны и неработающие насосы подсвечиваются красным цветом;
трубопроводная обвязка, при прохождении материального потока, меняет цвет с нейтрального серого на цвет, определенный в соответствии с ГОСТ 14202-69 («Трубопроводы промышленный предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки» см. табл. 7.1).
Основные материально–технические потоки отображаются следующими цветами (табл. 1).
Таблица 7.1
Цвета материально-технических потоков
|
Транспортируемое вещество |
Цветовая маркировка |
| Вода | Зеленый |
| Пар | Красный |
| Воздух | Синий |
| Кислота | Оранжевый |
| Щелочь | Фиолетовый |
| Отходящие газы | Желтый |
| Подпитка | Коричневый |
Виртуальная панель контроля и управления
Виртуальная панель контроля и управления наряду с указанной выше мнемосхемой является основным средством операторов при контроле и управлении технологическим процессом.
Виртуальная панель контроля и управления построена из следующих отдельных программных блоков:
блок управления;
блок индикаторов;
блок состояния клапанов и насосов;
С помощью блока управления оператор осуществляет запуск стадии
стерилизации, контролирует течение процесса, может приостанавливать и возобновлять процесс с выбранной операции. Для этого в данном блоке присутствуют кнопки: «Старт», «Стоп», «Старт с операции», а также индикатор «Процесс».
С помощью переключателя «Доступ к ручному управлению» можно переводить клапаны и насосы в режим ручного управления (управление осуществляется кнопками блока состояния клапанов и насосов).
Кроме этого блок управления содержит индикаторы тревог и аварийных ситуаций:
HH: верхняя аварийная граница;
H: верхняя технологическая граница;
L: нижняя технологическая граница;
LL: нижняя аварийная граница.
Также на блоке управления присутствует цифровой индикатор индекса текущей операции и текстовое поле, в котором отображается комментарий к текущей операции.
Другим блоком является блок индикаторов. Формат отображения информации на нем аналогичен формату отображения технологических параметров на мнемосхеме стадии стерилизации. По данному блоку осуществляется контроль за следующими параметрами:
температура среды внутри ферментера;
температура на выходном штуцере ферментера;
давление внутри ферментера;
уровень среды в ферментере.
Для каждого параметра, кроме отображения в цифровом и графическом виде его текущего значения, предусмотрены индикаторы состояния связанных с ним характеристик. Например, выход значений параметра за технологические или аварийный границы: LL, L, H, HH индикатор рабочего состояния датчиков.
Следующий блок - блок состояния клапанов и насосов.
Блок представляет собой группу индикаторов и элементов управления состоянием запорно-регулирующий арматуры (кнопок).
В автоматическом режиме стерилизации каждый индикатор информирует о технологическом состояния соответствующего исполнительного механизма.
В ручном режиме стерилизации контролируется состояние отдельных клапанов и насосов. Нажатием соответствующей кнопки производится изменение технологического состояния исполнительного механизма, а индикатор показывает фактическое состояние этого клапана или насоса. В правом верхнем углу каждого индикатора технологического состояния запорно-регулирующей арматуры присутствует индикаторы рабочего состояния соответствующего элемента.
Виртуальная панель контроля и управления обеспечивает быстрое обучение оператора и простоту формирования команд управления оборудованием в дистанционном режиме. Экран виртуальной панели контроля и управления стадией стерилизации показан на рис. 7.3. Блок-диаграмма приведена в приложении 10.
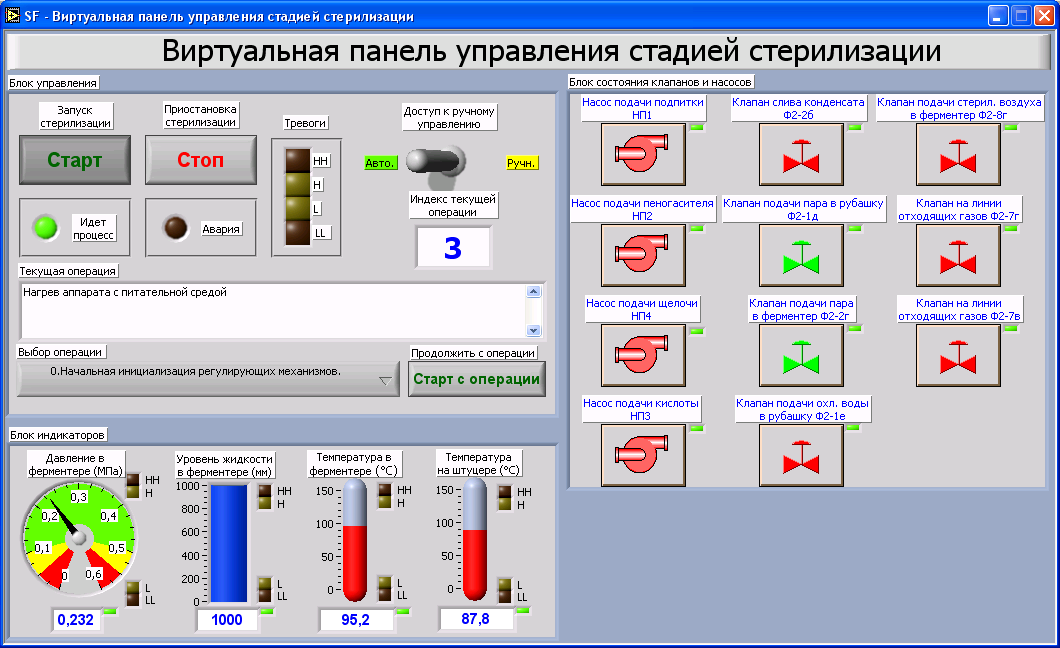
Рис 7.3. Виртуальная панель контроля и управления
Окно трендов стадии стерилизации
На панели трендов стадии стерилизации в реальном времени идет отображения значений технологических параметров. Широкие возможности LabVIEW позволяют использовать мощные средства обработки и визуализации для предоставления оператору технологической информации в виде графиков и диаграмм (трендов).
Все технологические параметры, относящиеся к стадии стерилизации, разделены на группы, отображаемые на соответствующих трендах (графиках значений технологических параметров на определенном прошедшем интервале времени). Эти группы объединяют сходные по свойствам технологические параметры (например, все дискретные сигналы).
Оператор имеет возможность считывать все значения параметров и определять краткосрочную тенденцию их развития в текущий момент времени.
Тренды, расположенные в верхней части панели трендов (Тренд1, Тренд2, Тренд3) отображают состояние непрерывных (аналоговых) технологических параметров (температура, давление, уровень жидкости).
В нижней части панели находится тренд группы дискретных параметров, фиксирующий состояния клапанов и насосов, участвующих в стадии стерилизации (открыт/закрыт, включен/выключен). На этой диаграмме отображается циклограмма стадии стерилизации (графическое изображение состояний исполнительных механизмов во времени).
Каждый тренд имеет название и поле, содержащее технологические наименование параметров и используемые цвета и стили отображения.
Для удобства оператора тренды могут легко настраиваться на различные диапазоны временных осей и амплитуды изменения технологических параметров. Можно организовать отображение информации с абсолютными или относительными временными шкалами, просматривать исторические данные (ограничивающиеся размером буфера графических данных). Легко поддаются настройке свойства линий отображения (толщина, цвет, форма и др.). Экран окна трендов стадии стерилизации изображен на рис. 7.4. Блок-диаграмма приведена в приложении 11.
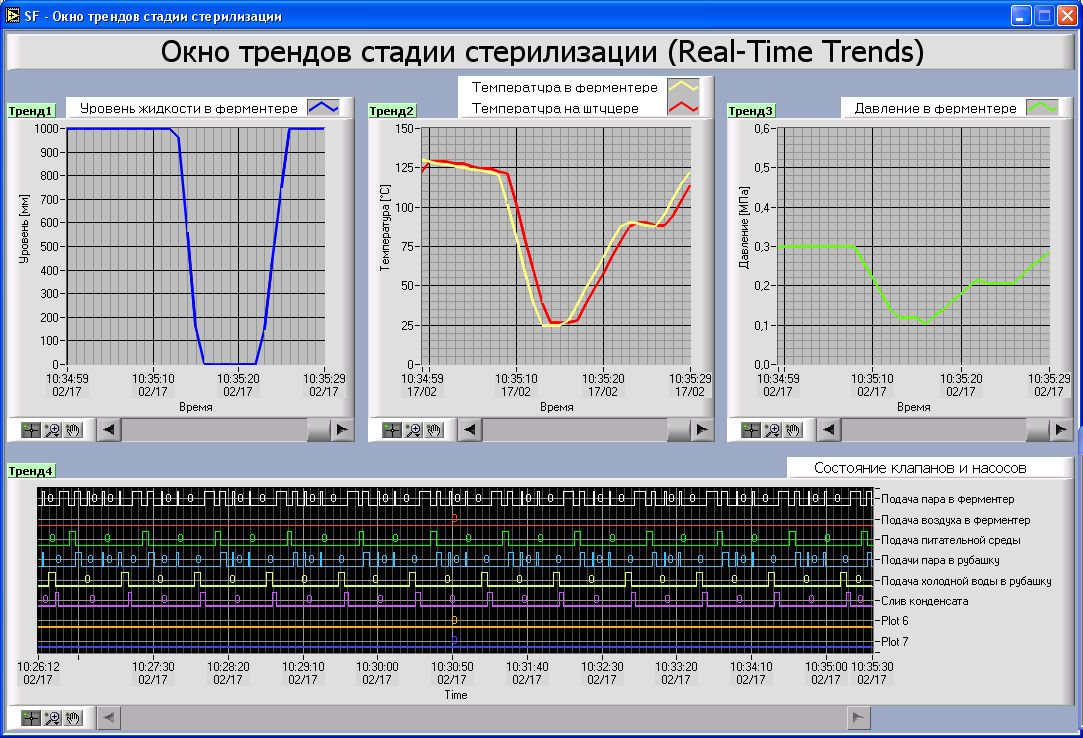
Рис. 7.4. Окно трендов стадии стерилизации
Окно событий
Окно событий предоставляет оператору информацию о ходе технологического процесса путем отображения различных событиях, связанных с течением стадии стерилизации: сообщения об изменении состояния элементов запорно-регулирующей арматуры; тревоги, связанные с достижением технологическими параметрами границ допустимых значений; аварии, вызванные поломками или сбоями в функционировании технологического оборудования.
Окно событий включает следующие элементы:
таблица регистрации тревог;
таблица регистрации история событий, тревог;
кнопка подтверждения тревоги;
панель расшифровки цветовой маркировки событий.
Экран окна событий изображен на рис. 7.5. Блок-диаграмма приведена в приложении 12.
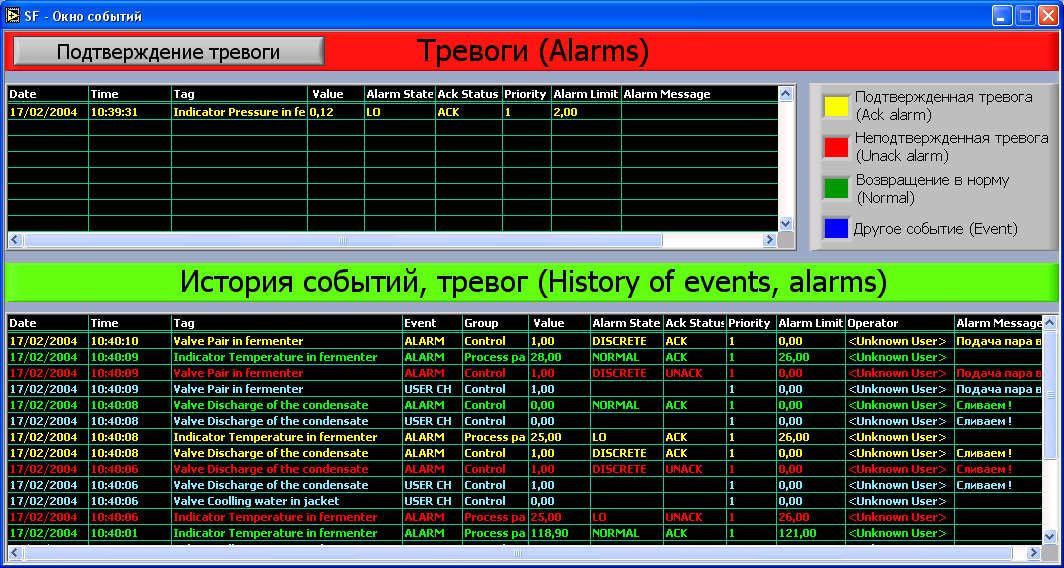
Рис. 7.5. Окно событий
Системой регистрации тревог фиксируются нарушений и отклонения от заданных значений параметров технологического производства
Информация о нарушениях и отклонениях отображается на экране дисплея рабочей станции в специальной таблице, постоянно обновляемой по мере поступления новых сообщений окна - «Тревоги (Alarms)» в форме построчных записей.
При нарушении работы или отклонений технологических параметров от регламента в таблице регистрации тревог появляется соответствующая запись, помеченная красным цветом, при этом окно событий автоматически выводится на экран. Параметр регистрируется при наличии хотя бы одной из уставок, например L; LL; H; HH.
В строке каждого сообщения указывается:
дату и время регистрации сообщения;
идентификатор отклонившегося параметра;
значение параметра в момент регистрации тревоги;
статус, приоритет, порог срабатывания тревоги;
событие в текстовой форме.
Эти характеристики записи выводятся в соответствующих столбцах таблицы.
После возникновение тревоги оператору, в соответствии с настройками системы регистрации тревог для данного события, будет предложено подтвердить факт тревоги с помощью кнопки подтверждения тревог, либо ожидать автоматического подтверждения тревоги после нормализации вызвавшего тревогу параметра.
Новые записи в таблице регистрации тревог подсвечивается красным цветом, при подтверждении оператором факта тревоги (или автоподтверждении) цвет записи меняет на желтый, при возвращении технологического параметра в рамки регламента цвет записи меняется на зеленый и запись пропадает. При нормализации технологического параметра до подтверждения тревоги оператором цвет записи меняется на зеленый, после ручного подтверждения запись пропадает.
Таблица регистрации тревог содержит только оперативную динамически обновляемую информацию.
Другой таблицей, в которой сохраняются записи всех событий, связанных с развитием и устранением тревог, является таблица регистрации история событий, тревог.
Форма представления информации в этой таблице во многом аналогична таблице регистрации тревог. Отличие заключается в том, что все события фиксируются в виде новых записей, добавляемых в начало таблицы, кроме того, таблица регистрации история событий содержит дополнительные столбцы, включающие идентификатор оператора, и описание группы данного технологического параметра. Кроме регистрации нарушений и отклонений технологических параметров в таблице фиксируются двоичные событий (типа вкл./выкл. или открыт/закрыт), действий оператора-технолога, аварийные ситуаций.
Данный протокол может включать более 100 сообщений. При необходимости таблица эта может быть распечатана в форме протокола нарушений и отклонений.
Окно исторических трендов
Окно исторических трендов позволяет оператору просматривать архив технологических параметров процесса в виде тренда исторических данных (рис 7.6). Блок-диаграмма приведена в приложении 13.
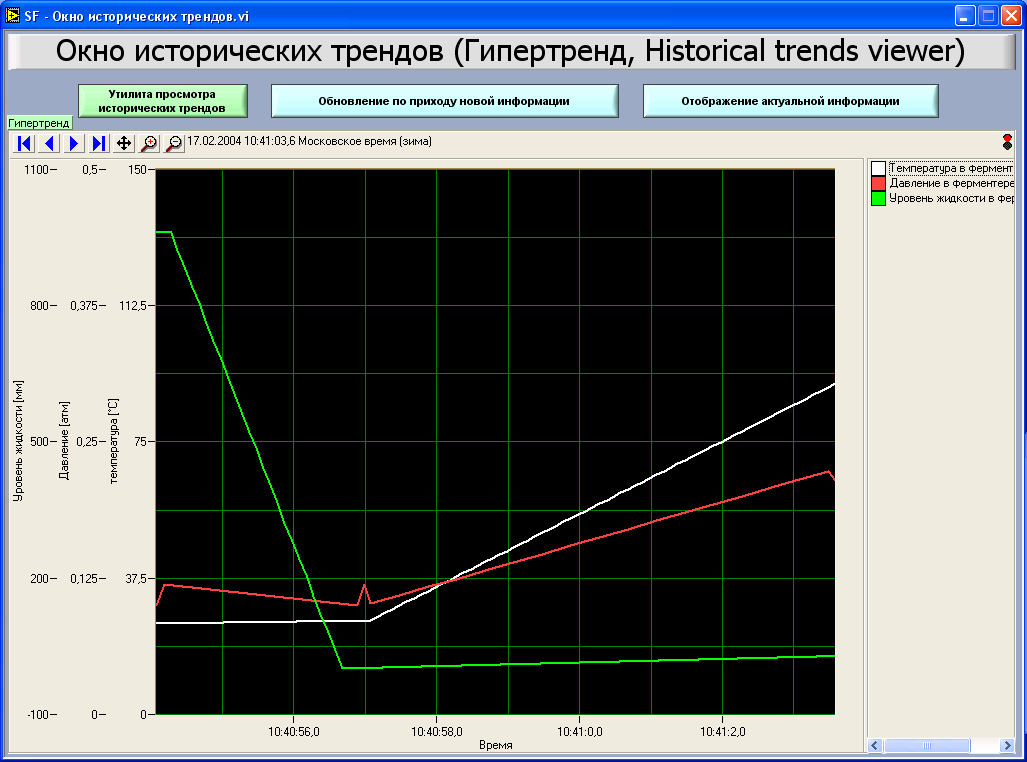
Рис. 7.6. Окно исторических трендов
Главным элементом окна является тренд исторических данных - гипертренд. Эта структура позволяет одновременно выводить исторические тренды нескольких тегов за счет добавления нескольких вертикальных фактических (не в %) шкал технологических параметров, входящих в данный тренд с указанием физической размерности.
В верхней части гипертренда расположена навигационная панель, позволяющая осуществлять быстрое изменения временного диапазона отображения, пролистывать историю процесса, задавать временной диапазон отображения в явном виде. Отображение ведется в абсолютном времени.
Гипертренд имеет поле, содержащее технологические наименование параметров и используемые цвета отображения.
При помощи всплывающего меню можно добавлять и удалять отображаемые технологические параметры, настраивать свойства дополнительных вертикальных шкал, включать автомасштабирование.
Во время конфигурирования гипертренда могут быть заданы следующие свойства и характеристики:
цвет фона и шрифт значений и размерностей;
состав каждой группы трендов (имя архива, имя тега);
название и масштаб оси X (время);
название и масштаб оси Y (значение тега).
В режиме Run-Time направление развития тега будет отображено в окне тренда, если было выполнено соответствующее конфигурирование.
Параметры отображение тегов гипетрендом могут быть изменены в режиме Run-Time кнопками окна или панели инструментов.
Нажатие на
кнопку
 включает режим
отображения,
при котором
вывод информации
осуществляется
только при
изменении
значений
технологических
параметров
(выход параметра
из зоны нечувствительности).
включает режим
отображения,
при котором
вывод информации
осуществляется
только при
изменении
значений
технологических
параметров
(выход параметра
из зоны нечувствительности).
При
нажатии на
кнопку
 на гипертренде
кроме историй
выводятся
актуальные
значения тегов,
добавляемые
в базу данных
технологических
параметров.
При отключении
запись в архив
продолжается
в фоновом режиме.
на гипертренде
кроме историй
выводятся
актуальные
значения тегов,
добавляемые
в базу данных
технологических
параметров.
При отключении
запись в архив
продолжается
в фоновом режиме.
Для перемещения по архиву можно использовать соответствующие кнопки на панели инструментов гипертренда. Отображение архивированного значение тега идет в пределах временного интервала. Длина этого интервала определяется временным диапазоном, подлежащим отображению, или является разницей между временем запуска и окончания.
 В
окне гипертренда
будет отображено
направление
развития тега
в пределах
установленного
временного
диапазона,
начиная с первого
заархивированного
значения.
В
окне гипертренда
будет отображено
направление
развития тега
в пределах
установленного
временного
диапазона,
начиная с первого
заархивированного
значения.
 В
окне гипертренда
будет отображено
направление
развития тега
в пределах
предыдущего
временного
интервала,
начиная с интервала,
отображаемого
в данный момент.
В
окне гипертренда
будет отображено
направление
развития тега
в пределах
предыдущего
временного
интервала,
начиная с интервала,
отображаемого
в данный момент.
 В окне гипертренда
будет отображено
направление
развития тега
в пределах
следующего
временного
интервала,
начиная с
отображаемого
в данный момент
временного
интервала.
В окне гипертренда
будет отображено
направление
развития тега
в пределах
следующего
временного
интервала,
начиная с
отображаемого
в данный момент
временного
интервала.
 В
окне гипертренда
будет отображено
направление
развития тега
в пределах
установленного
временного
диапазона,
заканчивающегося
последним
заархивированным
значением.
В
окне гипертренда
будет отображено
направление
развития тега
в пределах
установленного
временного
диапазона,
заканчивающегося
последним
заархивированным
значением.
 Для
увеличения
или уменьшения
изображения
сегмента гипертренда
следует использовать
соответственно
кнопки «Zoom
in» и «Zoom
out» («Увеличение
области отображения»
и «Уменьшение
области отображения»).
Для
увеличения
или уменьшения
изображения
сегмента гипертренда
следует использовать
соответственно
кнопки «Zoom
in» и «Zoom
out» («Увеличение
области отображения»
и «Уменьшение
области отображения»).
Область для увеличения также можно выделить, растягивая вокруг нее рамку при нажатии левой кнопке мыши.
Для возврата к установкам отображения по умолчанию следует нажать правой кнопкой на гипертренде и выбрать пункт меню «Restore X Axis Width» («Восстановление ширины диапазона оси Х»). Для диапазона значений на оси X автоматически будут использованы предварительно установленные значения.
 Для
нахождения
максимальных
и минимальных
значений отображаемых
тегов на заданном
интервале,
определение
времени достижения
технологическим
параметром
(группой) определенной
величины (величин),
определение
временной
позиции и амплитуды
выбранной точки
предназначена
кнопка «Open
cursor», открывающая
диалог «HyperTrend
Cursors» («Диалог
визирных линий»)
(рис 7.7).
Для
нахождения
максимальных
и минимальных
значений отображаемых
тегов на заданном
интервале,
определение
времени достижения
технологическим
параметром
(группой) определенной
величины (величин),
определение
временной
позиции и амплитуды
выбранной точки
предназначена
кнопка «Open
cursor», открывающая
диалог «HyperTrend
Cursors» («Диалог
визирных линий»)
(рис 7.7).
При открытии этого диалога в области графика появляется вертикальная визирная линия. С помощью диалога или передвигая курсором визирную линию можно производить перечисленные и другие операции по определению различных параметров исторических данных.
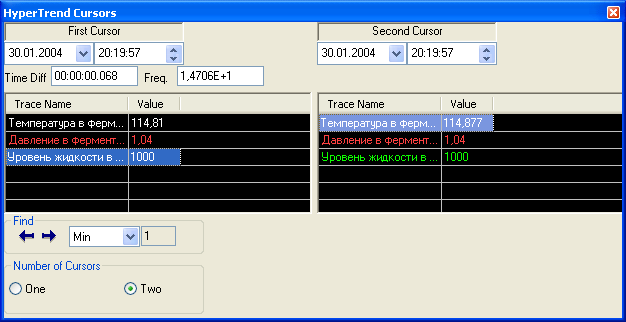
Рис 7.7. Диалог визирных линий
Используя
кнопку
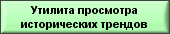 можно запустить
«Historical
Trend
Viewer»
(рис. 7.8) утилиту
позволяющую
производить
разбор истории
тегов, а также
экспортировать
данные для
составления
отчетов.
можно запустить
«Historical
Trend
Viewer»
(рис. 7.8) утилиту
позволяющую
производить
разбор истории
тегов, а также
экспортировать
данные для
составления
отчетов.
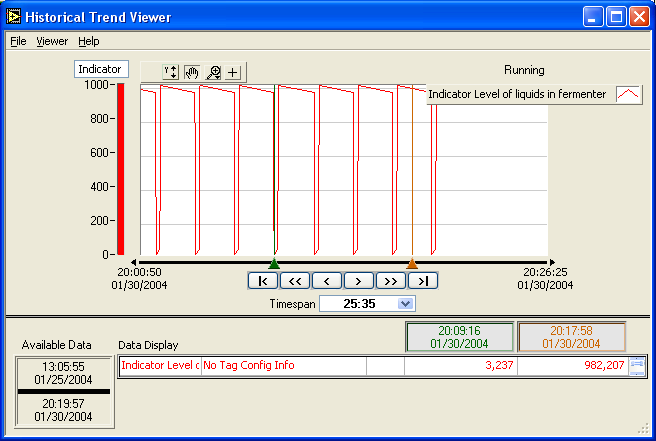
Рис. 7.8. Утилита просмотра исторических трендов
14Компьютерная модель стадии стерилизации биореактора
Использование технологии OPC
Взамен ограниченного по производительности и надежности механизма DDE компания Microsoft предложила более эффективное и надежное средство передачи данных между процессами OPC (OLE for Process Control) [20].
Основная цель стандарта OPC заключается в определении механизма доступа к данным с любого устройства из приложений и, в частности, обеспечение совместной работы и взаимозаменяемости (совместимость) промышленных устройств от разных поставщиков. ОРС позволяет производителям оборудования поставлять программные компоненты, которые стандартным способом обеспечат клиентов данными с ПЛК. Имея утвержденный в стандарте набор интерфейсов, конечный пользователь сможет организовать взаимодействие и обмен данными между любыми распределенными компонентами системы. Преимущества использования стандарта OPC:
OPC позволяет определять на уровне объектов различные системы управления и контроля, работающие в распределенной гетерогенной среде;
OPC устраняет необходимость использования различного нестандартного оборудования и соответствующих коммуникационных программных драйверов;
OPC-клиенты (SCADA системы и другие приложения) могут связываться с одним или несколькими OPC-серверами (например, реализованными в ПЛК), разработанными разными производителями.
С OPC-решениями интеграция в гетерогенные (неоднородные) системы становится достаточно простой. С точки зрения SCADA-систем следует подчеркнуть, что OPC-серверы, расположенные на компьютерах всего производственного предприятия, стандартным способом могут поставлять данные в программу визуализации, базы данных и т.п.
При разработке программного обеспечения диспетчерского уровня САУ стадии стерилизации биореактора широко использовались возможности технологии OPC.
Использование OPC для объединения компьютерной модели процесса стерилизации и системы управления позволило создать гибкую систему для совершенствования САУ, отладки алгоритмов управления и улучшения модели процесса.
При разработке диспетчерского (верхнего) уровня САУ стадии стерилизации биореактора проблема апробации системы решается путем компьютерного моделирования технологического процесса. Это позволяет снизить затраты на дорогостоящий этап экспериментального тестирования системы управления с использованием сложного технологического оборудования.
Компьютерное моделирование на современном этапе является мощным инструментом решения задач технологического проектирования и управления процессами стерилизации.
Компьютерная модель (КМ) объекта представляет собой программную реализацию математической модели процесса стерилизации биореактора, которая отражает динамику протекающих физических процессов (теплопереноса).
В качестве основы для разработки КМ стадии стерилизации биореактора берется программная среда LabVIEW DSC. Эта среда обладает мощными математическими средствами для удобного описания процесса. В ней обеспечивается поддержка современных технологий автоматизации, таких как TCP/IP, OPC, ActiveX. С их помощью разработанную компьютерную модель процесса можно легко интегрировать с системой управления, заменив на стадии проектирования, технологическое оборудование.
Разработанная КМ отражает основные закономерности изменения технологических параметров (давление, температура).
Обмен информацией между КМ и САУ стадии стерилизации ведется с использованием технологии OPC, при этом КМ выступает в роли OPC сервера. Технологические параметры передаются между системами в виде тегов (Tag). Это дает возможность подключать модель к различным средствам автоматизации, например к SCADA системам [20,21,22,23].
Экраны компьютерной модели и OPC сервера КМ представлены на рис. 7.9 и рис. 7.10. Блок-диаграммы приведены в приложении 7.

Рис. 7.9. OPC сервер КМ

Рис. 7.10. Компьютерная модель стадии стерилизации
15Реализация программно-логического управления стадией стерилизации биореактора.
Одной из задач решаемых при проектировании и создании системы автоматизированного управления стадии стерилизации биореактора, является реализация функций управления этой стадией.
При стерилизации основной целью управления является обеспечение заданной последовательности выполнения операций, и точное соблюдение регламента проведения процесса. Таким образом, управление стадией стерилизации является жестким программно-логическим управлением.
Такие функции по иерархии уровней автоматизации реализуются на уровне контроллеров и модулей ввода-вывода с помощью программируемого логического контроллера.
Выбранный контроллер ICP DAS I-8837 программируется с использованием
стандартных программных блоков из среды ISaGRAF. При этом исходным материалом при написании программного кода в ISaGRAF является разработанный с использованием технологического регламента процесса алгоритм программно-логического управления, который может быть представлен в виде логической диаграммы стадии стерилизации (стандарт ANSI/ISA–5.2–1976 (R1992) Binary Logic Diagrams for Process Operations – “Бинарные (двоичные) логические диаграммы для управления процессом”), в виде текстового описания процесса, в виде таблицы переключений и др.
Таким образом в первую очередь необходимо разработать управляющий алгоритм, который затем будет реализован в ISaGRAF и прошит в постоянную память ПЛК.
На этапе создания алгоритма важно иметь возможность его апробирования, при этом из схемы разработка-отладка желательно исключить реальное технологическое оборудование, контроллер и другие элементы нижних уровней автоматизации.
Такие возможности открывает использование программной среды LabVIEW DSC в качестве системы для разработки и отладки алгоритмов программно-логического управления. В которой можно реализовать любые особенности программно-логического управления с использованием визуального построения структуры алгоритма. Кроме того, для разработки можно использовать разнообразные средства отладки, различные программные технологии (TCP/IP, OPC, ActiveX и др.).
В предыдущих подразделах были использованы возможности среды LabVIEW DSC для создания:
системы диспетчерского управления и сбора данных (SCADA);
компьютерной модели стадии стерилизации с использованием технологии OPC.
Таким образом, реализация алгоритма программно-логического управления стадией стерилизации с применением технологий LabVIEW и его совместное использование со SCADA системой для управления моделью процесса позволяют создать на базе Labview мощный инструмент отладки и апробирования различных алгоритмов управления, разрабатываемой системы диспетчерского управления и сбора данных без использования дорогостоящего технологического оборудования, а также позволяет совершенствовать компьютерную модель стадии стерилизации.
Реализация алгоритма программно-логического управления на базе LabVIEW DSC
Опираясь на регламент проведения стадии стерилизации, описанный в разделе «Краткое описание технологии производства эритромицина», с использованием программной среды LabVIEW DSC был разработан алгоритм управления стадией стерилизации.
Алгоритм реализован в виде блок-диаграммы LabVIEW, оформленной в отдельный блок программно-логического управления (рис.7.11). Базовые элементы (кадры) реализации алгоритма программно-логического управления проиллюстрированы на следующей серии рисунков рис. 7.12 (Кадры алгоритма управления 0-2). Полная блок-диаграмма приведена в приложении 15.
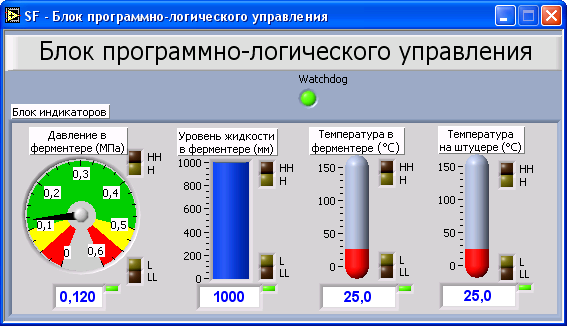
Рис. 7.11. Экран блока программно-логического управления.
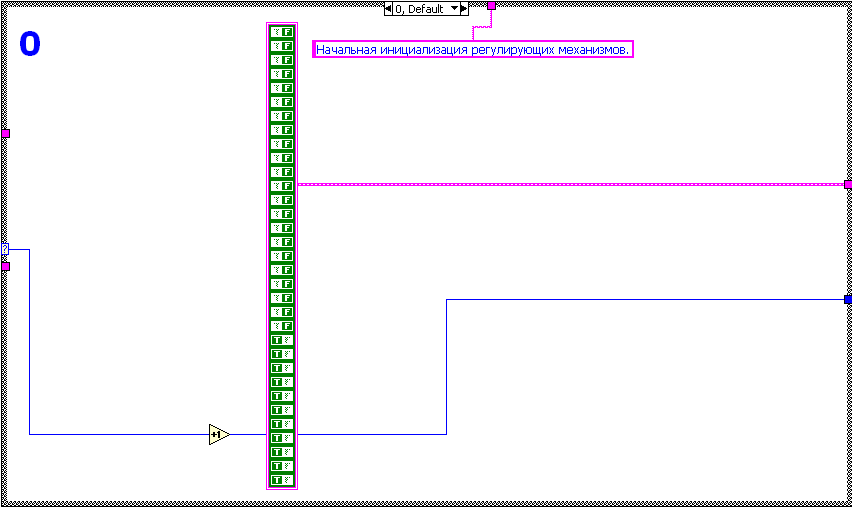
Рис. 7.12. Кадр алгоритма управления «0»
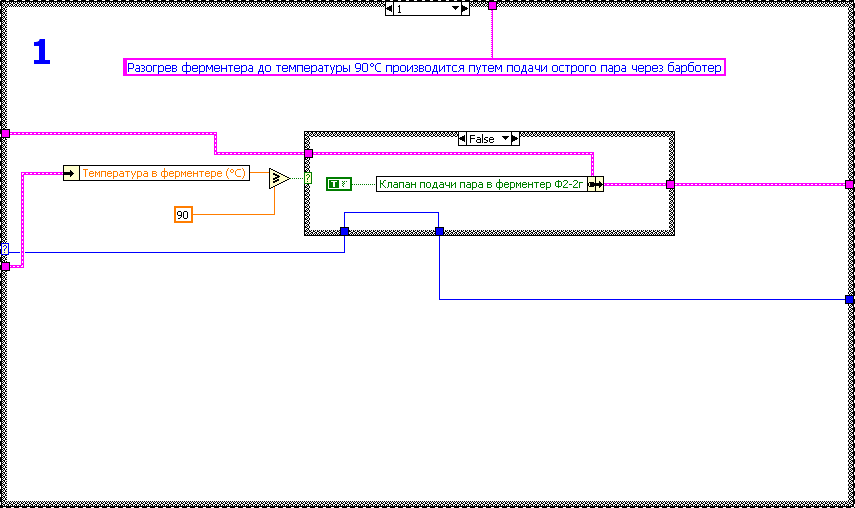
Рис. 7.12. Кадр алгоритма управления «1»
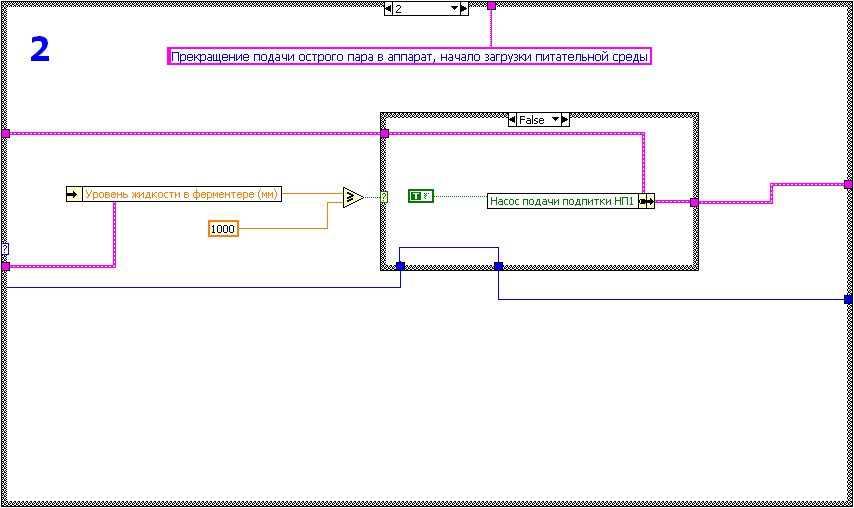
Рис. 7.12. Кадр алгоритма управления «2»
16.РАЗРАБОТКА ПРОГРАММЫ УПРАВЛЕНИЯ ИЗМЕРИТЕЛЕМ ТЕМПЕРАТУРЫ РЕГУЛИРУЮЩИМ «ДАНА-ТЕРМ» ИТР 2529 В ПРОГРАММНОЙ СРЕДЕ LABVIEW DSC. РЕАЛИЗАЦИЯ ФУНКЦИЙ OPC СЕРВЕРА
В этом разделе дано описание созданной программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529, описаны возможности и принципы работы с программой.
Целью разработки программы была реализация возможности удаленного сбора данных и управления приборами, использующими сходный протокол обмена с компьютером.
Дополнительно в рамках программы управления измерителем температуры реализованы функций OPC сервера, что дает возможность использовать измеритель температуры с любыми средствами автоматизации, поддерживающими технологию обмена OPC.
17Описание программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529
Назначение и функциональные возможности
Программа управления измерителем температуры регулирующим
"Дана-Терм” ИТР 2529 предназначена для удаленной работы совместно с измерителем температуры ИТР 2529 через драйвер инструментальной сети “Дана – Терм” (DINdrv).
Текущая реализация программы обладает следующими функциональными возможностями:
cбор данных в автоматическом режиме;
просмотр и удаленное редактирование настроек прибора;
вывод измеряемой температуры в виде временной диаграммы;
сохранения полученных данных в файл в формате удобном для обработки с использованием Microsoft Excel;
функции OPC сервера (использование ИТР в SCADA системах).
Состав программы
Каталог программы содержит следующие файлы и директории:
2529.exe – исполняемый файл программы управления;
Log_view.exe – исполняемый файл программы просмотра “log” файлов;
Temper.ini – файл конфигурации программы управления;
Realtime – директория, содержащая библиотеки поддержки (National Instruments LabVIEW Run-Time Engine 7.0), для запуска на системе без установленного LabVIEW;
DINdrv – директория, содержащая драйвер инструментальной сети “Дана – Терм” (DINdrv);
DOCS – директория, содержащая документацию по настройке и эксплуатации программы управления.
Установка и настройка программы
Перед использованием программы необходимо проделать следующие шаги.
Скопировать все файлы программы управления в рабочий каталог (выбирается пользователем). Туда же рекомендуется поместить каталог драйвера инструментальной сети “Дана – Терм” (DINdrv).
Отредактировать файл конфигурации. В нем необходимо задать полные пути к соответствующим каталогам (подробнее см. раздел “Описание файла конфигурации”).
Настроить измеритель температуры. Необходимо задать адрес (номер прибора (НП) и номер группы (НГ) прибора). В текущей версии программы соединение с измерителем температуры ведется по т.н. “широковещательному” адресу, поэтому настройку прибора производить необязательно. Более подробная информация по настройке прибора содержится в файлах: “Измеритель температуры регулирующий ИТР 2529_Навигация по меню пользователя.doc”, “Использование DINdrv – драйвера для организации соединения измерителя температуры ИТР 2529 с компьютером.doc” из каталога DOCS; а также в “Инструкции по эксплуатации измерителя температуры регулирующего ИТР 2529”.
Настроить для работы с прибором драйвер инструментальной сети “Дана – Терм” (DINdrv). Для этого нужно запустить файл DINdrv.exe из каталога DINdrv, выбрать в меню Setup, произвести настройки в соответствии с рис 8.1.
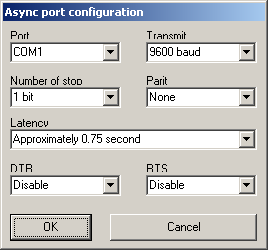
Рис 8.1. Диалог выбора и настройки COM порта
Более подробное описание настройки и работы с драйвером содержится в файле: Использование DINdrv – драйвера для организации соединения измерителя температуры регулирующего ИТР 2529 с компьютером.doc” из каталога DOCS. Для запуска программы (при отсутствии среды разработки LabVIEW) необходимо установить библиотеки поддержки (lvrteinstall.exe).
18Работа с программой управления (2529.exe)
Запуск программы осуществляется файлом 2529.exe.
После запуска программы на экране появляются: рабочая панель программы и окно драйвера инструментальной сети “Дана – Терм” (DINdrv).
Внешний вид рабочей панели программы
При запуске программы активируется рабочая панель, включающая в себя различные элементы управления и индикации (рис 8.2, рис 8.3). Блок-диаграммы программы приведены в приложении 14.
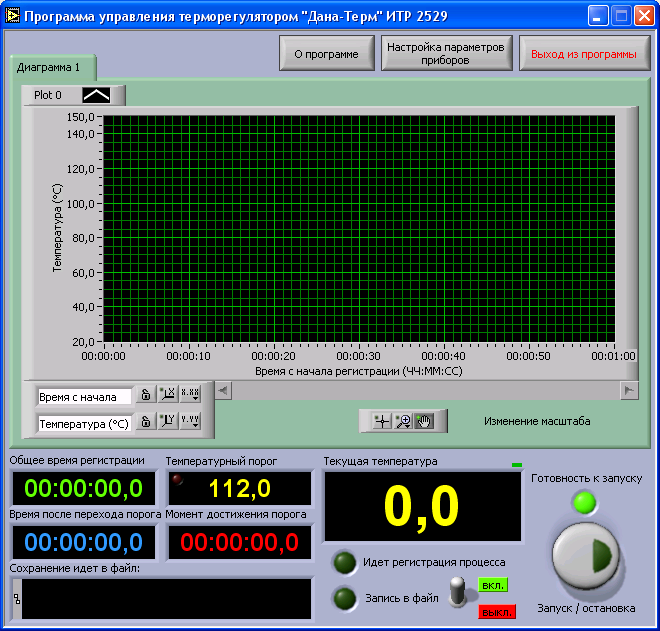
Рис 8.2 Рабочая панель (вид сразу после запуска)
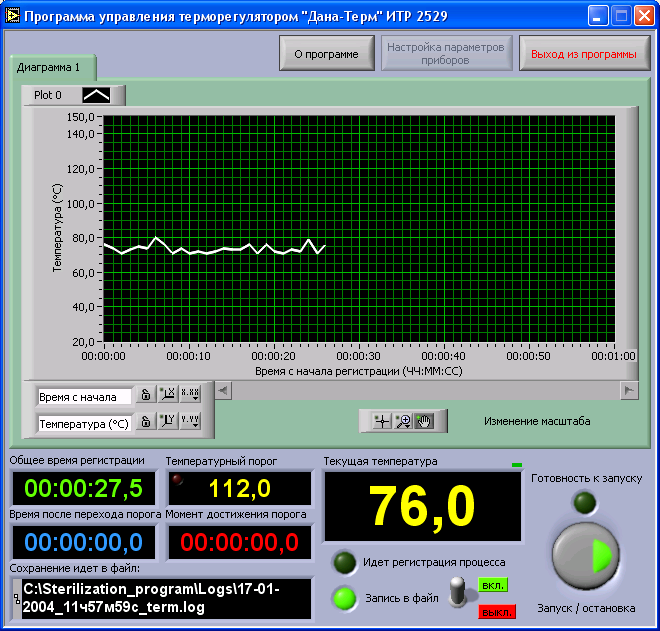
Рис 8.3 Рабочая панель (вид в режиме регистрации)
Описание элементов рабочей панели программы
В верхней части окна расположены следующие элементы управления (кнопки):


При нажатии выводится окно, содержащее информацию о предназначении программы, версию, информацию об авторе (рис 8.4).

Рис 8.4
При нажатии выводится панель настройки приборов (рис 8.5). (Описание работы с панелью в разделе “Панель настройки приборов”).
В режиме регистрации кнопка блокируется.
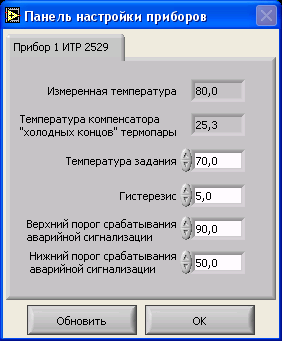
Рис 8.5. Панель настройки приборов
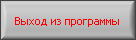
При нажатии происходит завершение работы программы.
В центральной части окна находится диаграмма (тренд), отображающая показания прибора (температуру) во времени (рис 8.6).
В текущей реализации программы опрос состояния прибора идет с интервалом 10 с. Вывод измерений в файл и отображение на диаграмме - с интервалом 10 с.
Рис 8.6. Температурная диаграмма
В нижней части окна расположены элементы управления процессом регистрации температуры:
При нажатии на кнопку производится переход из
режима готовности к режиму регистрации температуры, при этом индикатор

мерцает с интервалом 1 с.
Переключатель, разрешающий/запрещающий запись регистрируемых данных в файл, во время запуска программы находится в положении, определяемом ключом «Save» в файле конфигурации: «Temper.ini» (подробнее см. «Описание файла конфигурации»). Переключение можно производить как во время регистрации, так и в режиме готовности:
Включить запись в файл. Выключить запись в файл.
Н а
рабочую панель
выведены следующие
информационные
поля:
а
рабочую панель
выведены следующие
информационные
поля:
Текущее значение температуры (в текущей реализации программы обновление раз в 10 сек).
В ремя,
прошедшее с
момента запуска
регистрации
температуры.
ремя,
прошедшее с
момента запуска
регистрации
температуры.
Время, прошедшее с момента превышения установленного в поле «Температурный порог» значения температуры.
В этом поле выводится значение заданного ключом «Temperature_level» в файле конфигурации «Temper.ini» температурного порога.
При превышении текущим значением температуры значения заданного порога зажигается индикатор превышения порога и продолжает гореть до тех пор, пока температура не снизится ниже порогового значения.
В поле фиксируется относительное время достижения температурного порога.
 - Путь до файла,
в который идет
сохранение
регистрируемых
данных. Путь
файла определятся
ключом «Logs_path» в
файле конфигурации
«Temper.ini».
Имя файла
генерируется
по текущей дате
каждый раз при
запуске режима
регистрации.
Таким образом,
каждый блок
данных измерений
сохраняется
в отдельном
файле, имя которого
определяется
датой и временем
начала измерения.
- Путь до файла,
в который идет
сохранение
регистрируемых
данных. Путь
файла определятся
ключом «Logs_path» в
файле конфигурации
«Temper.ini».
Имя файла
генерируется
по текущей дате
каждый раз при
запуске режима
регистрации.
Таким образом,
каждый блок
данных измерений
сохраняется
в отдельном
файле, имя которого
определяется
датой и временем
начала измерения.
Панель настройки приборов
Рис 8.7. Панель настройки приборов
В текущей версии программы поддерживается возможность настройки нескольких приборов, для этого требуется добавить в программный код “Панели настройки приборов” уникальные параметры подключаемого прибора (префиксы команд, команды, поля настроек соответствующих параметров).
Для настройки параметров прибора ИТР 2529 (соответствующая вкладка) служат следующие поля ввода:
Задание можно осуществлять как с клавиатуры, так и пошагово мышью.
После редактирования параметра с клавиатуры, с нажатием клавиши “Enter” значение передается в прибор.
Кроме этого на вкладке присутствуют следующие поля индикации и кнопки работы с диалогом:

При нажатии происходит обновление всех полей ввода и индикации.
При нажатии происходит завершении работы с панелью настройки приборов.
19Файл конфигурации
Файл конфигурации программы управления измерителем температуры
регулирующим "Дана – Терм” ИТР 2529. (в данной реализации программы файл “Temper.ini”) содержит в себе некоторые настройки, необходимые для корректной работы приложения, а также настройки облегчающие работу с данной программой
Этот файл имеет стандартную структуру конфигурационных файлов настройки “WINDOWS” приложений и описывается следующим синтаксисом:
[раздел 1]
; комментарий
имя ключа 1=значение ключа 1
……
имя ключа n=значение ключа n
……
[раздел N]
……
Листинг файла Temper.ini.
[general]
; Разрешения записи в файл по умолчанию ("0"/"1", "True"/"False").
Save=True
; Пути указываются в полном (абсолютном) виде, например: "c:Dindrv".
; Каталог в который будут сохраняться показания прибора (если каталог по
; указанному пути отсутствует, он создается).
Logs_path=C:Sterilization_programLogs
; Каталог в котором находится драйвер DINdrv.
DINdrv_path=C:Sterilization_programDindrv
; Уровень температуры, который необходимо достичь.
Temperature_level=112
; Настройки диаграмм.
; Максимальные и Минимальные значения координат осей (в сек.)
; Во время работы программы интервал между макс. и миним.
; значениями координат сохраняется.
Graph1_XScaleRangeMinimum=0
Graph1_XScaleRangeMaximum=600
Graph1_YScaleRangeMinimum=20
Graph1_YScaleRangeMaximum=150
20Работа с программой просмотра “log” файлов регулятора температуры «Дана-Терм» ИТР 2529 (Log_view.exe)
Запуск программы осуществляется файлом Log_view.exe.
После запуска программы на экране появляются рабочая панель программы (рис. 8.8)
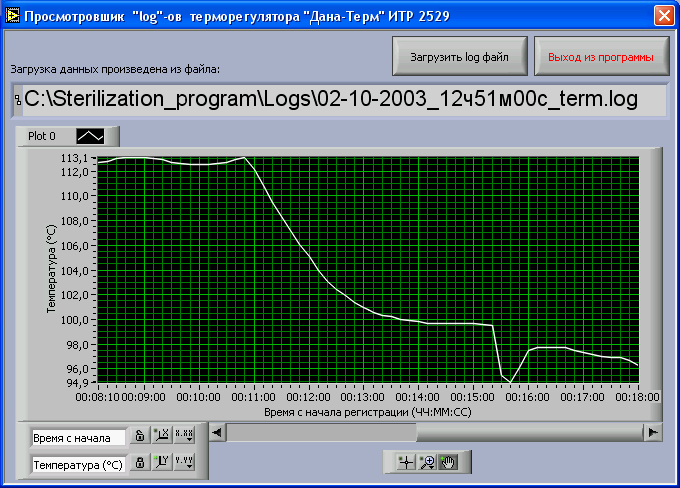
Рис 8.8. Рабочей панель программы

- кнопка открывает диалог загрузки нового log файла
- завершение работы программы
Работа с исторической диаграммой программы просмотра “log” файлов полностью аналогична работе с диаграммой программы управления.
21Внедрение программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529.
Программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 была опробована, а затем включена в состав системы стерилизации жидких сред в колбах в автоклаве.
Основные характеристики системы стерилизации:
стерилизация жидких сред проводится в автоклаве в колбах,
нагрев производится паром, подаваемым в камеру автоклава через клапан подачи пара из рубашки автоклава;
скорость нагрева устанавливается вручную, с помощью внешней подачи пара в камеру автоклава
нагрев жидкости в колбе происходит до температуры 113°С с заданной скоростью нагрева;
осуществляется поддержание температуры жидкости при 113°С в течении 20 минут;
поддержание температуры жидкости ведется автоматически измерителем температуры регулирующим «Дана-Терм» ИТР 2529 с термопарой ХК.
температурная диаграмма регистрируется в файл на компьютере.
режим стерилизации - программный;
перегрев жидкости недопустим;
Цели использования программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 в составе системы стерилизации:
регистрация температурной диаграммы в файл для последующего анализа и оптимизации режима проведения стадии стерилизации.
Возможности программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 в составе системы стерилизации:
уделенное редактирование параметров настройки терморегулятора;
измерение и регистрация температуры непосредственно в среде (в колбе), запись температурной диаграммы в файл;
Структура системы управления автоклавом приведена на рис. 8.9
Рис. 8.9. Системы управления автоклавом
Экспериментальные температурные диаграммы изображены на рис 8.10 и 8.11
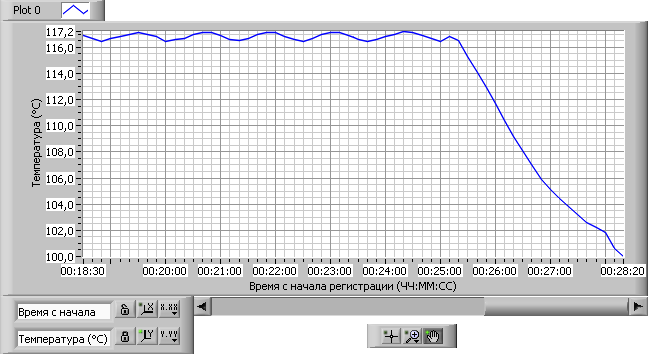
Рис 8.10. Диаграмма, полученная 02-10-2003 в 13ч15м49с (название файла: 02-10-2003_13ч15м49с_term.log)
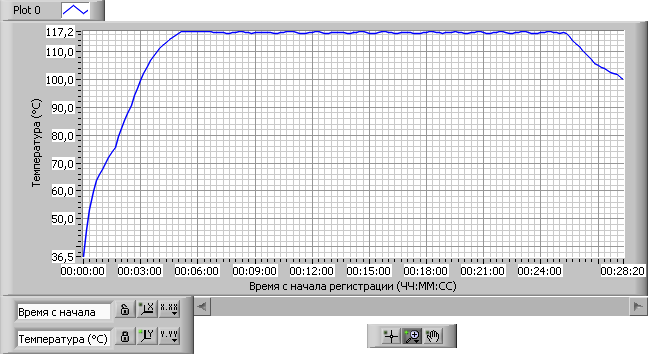
Рис. 8.11. Диаграмма, полученная 02-10-2003 в 16ч12м22с (название файла: 02-10-2003_16ч12м22с_term.log)
22.БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА
Основные характеристики процесса биосинтеза эритромицина, определяющие его опасность
Выпускаемый предприятием антибиотик – эритромицин производится путем биологического синтеза с помощью специально отселекционированного штамма микроорганизма.
Микроорганизм – продуцент целевого вещества культивируют в специальных аппаратах на жидкой питательной среде, в строго асептических условиях, при непрерывном перемешивании, подаче стерильного сжатого воздуха для дыхания микробных клеток и охлаждении для отвода образующегося тепла жизнедеятельности микроорганизма. Данный процесс называют ферментацией, а аппараты, в которых он проводится – ферментерами.
Растворы, содержащие питательные вещества, необходимые микроорганизмам для роста и развития («питательные среды»), готовят в специальной аппаратуре и перед ферментацией подвергают высокотемпературной (выше 120С) термической стерилизации с помощью водяного пара, вводимого непосредственно в жидкость («острый» пар). Затем стерильные питательные среды охлаждают до температуры культивирования 28 С.
Также стерилизации подвергается ферментер и его обвязка. Для обеспечения стерильных условий в аппарате перед каждой ферментацией необходимо обеспечить температуру в аппарате 120 С при давлении 0,2 МПа. В ходе стерилизации обеспечивается автоматическое регулирование температуры и давления в аппарате, трубопроводной обвязки и запорно-регулирующей арматуре (подачей острого пара).
Во время ферментации обеспечивается автоматическое регулирование температуры жидкости в аппарате (подачей охлаждающей воды в рубашку аппарата), показателя рН (подачей 20% раствора серной кислоты H2SO4 или 10% раствора щелочи NaOH), расход подаваемого стерильного воздуха, скорости вращения мешалки и других параметров процесса. По завершении ферментации, длящейся около 9 суток, получают вязкую водную суспензию микробных клеток и их фрагментов («культуральную жидкость»), содержащую антибиотик.
Таким образом, при производстве эритромицина основными факторами, характеризующими опасность этого производства являются:
острый водяной пар (более 130С);
давление в ферментере и трубопроводах обвязки;
использование опасных химических соединений (20% раствор серной кислоты H2SO4 и 10% раствор щелочи NaOH).
В обязанности операторов входит постоянный визуальный (органолептический) контроль за состоянием соединений в аппаратуре, трубопроводах и арматуре.
Для определения опасных примесей в воздухе предусматриваются соответствующие газоанализаторы и системы оповещения.
Обеспечение взрыво/пожаробезопасности технологического процесса
Пожаро - и взрывобезопасные свойства используемых веществ [24,25]
Таблица. 1
Пожароопасные свойства веществ
| Наименование в-ва. | Агрег. состояние |
Плотность кг/м3 |
Ткип., С |
Тсамовоспл. С |
Твсп.оС |
конц. пределы распр. Пл. |
| Раствор глюкозы | Вязкая жидкость | 1300 |
120 |
- | - | - |
| Раствор щелочи | Раствор в воде | 1150 | 138 | - | - | - |
| Раствор серной кислоты | Раствор в воде | 1170 | 102 | - | - | - |
| Моющий раствор | Жидкость | 1010 |
100 |
- | - | - |
| Посевной материал | Вязкая жидкость | 1030 | - | - | - | - |
В данном помещении используются вещества и растворы негорючие или трудно горючие, поэтому вероятность возгорания какого-либо вещества практически отсутствует. Однако на случай возгорания (кабели, электрооборудование) должны быть предусмотрены огнетушители углекислотные ОУ-5 (ручной, углекислотный, в том числе для тушения электрооборудования). Из других средств пожаротушения применяются песок и асбестовое полотно.
На установке для извещения о пожаре предусмотрены:
автоматическая сигнализация на пожарный диспетчерский пульт и центральный пульт управления;
кнопочные ручные электрические пожарные извещатели.
Категория помещения по взрывопожарной и пожарной опасности
В соответствии с нормами пожарной безопасности для помещений и зданий [24] отделение ферментации относятся к категории В4. В этом помещении находятся не горючие и трудногорючие жидкости, твердые вещества и материалы (в том числе пыли и волокна). Расчет удельной пожарной нагрузки приведен ниже.
Удельная пожарная нагрузка равна 6.34*10-4 МДж/м2 по НПБ 105-95 это зона В4.
Расчет пожарной нагрузки [25]
Так как в отделении ферментации есть только одно трудногорючее вещество (Пропинол Б-400), то все расчеты проводим для него одного.
g – удельная пожарная нагрузка
Q – пожарная нагрузка
QH – низшая теплота сгорания Пропинола Б-400 = 0,0204 МДж*кг-1
G – количество материала пожарной нагрузки = 19,36 кг
S – площадь размещения пожарной нагрузки = 622,8 м2
Q = G*QH = 0.0204*19.36 = 0.395 МДж
g = Q/S = 0.395/622.8 = 6.34*10-4 МДж/м2
Обеспечение техники безопасности при работе с химическими веществами
Едкий натр (NaOH)
Едкий натр представляет собой едкое вещество. При попадании на кожу вызывает химические ожоги, а при длительном воздействии может вызывать язвы и экземы, сильно действует на слизистые оболочки. Опасно попадание едкого натра в глаза.
Предельно допустимая концентрация аэрозоля едкого натра в воздухе рабочей зоны: 0,5 мг/м3.
Едкий натр относится к вредным веществам 2-го класса опасности по ГОСТ 12.1.007-76.
Все виды работ с продуктом следует проводить только в защитной одежде: костюмы из хлопчатобумажной ткани, в резиновых сапогах и перчатках, в защитных очках. Рабочие помещения должны быть оборудованы приточно-вытяжной вентиляцией. При концентрации аэрозоля продукта в производственных помещениях, превышающей предельно допустимую, применяют промышленные противогазы марок М, БКФ.
При попадании продукта на кожные покровы и спецодежду пораженные места следует немедленно обмыть струей воды или физиологическим раствором и обратится к врачу.
При разливе раствора продукта его обезвреживают, поливая место разлива обильным количеством воды.
Серная кислота (H2SO4)
Серная кислота и ее пары обладают сильным прожигающим и раздражающим действием.
При попадании на кожу и слизистые оболочки серная кислота вызывает тяжелые ожоги.
При работе необходимо строго соблюдать меры предосторожности, предупреждающие выделение серного ангидрида в воздух, попадании серной кислоты на кожу. Применяются индивидуальные средства защиты (халаты с длинными рукавами по ГОСТ 12.4.131-83, респираторы, защитные очки, резиновые перчатки, нарукавники, резиновые фартуки).
Предельно допустимая концентрация серной кислоты и серного ангидрида в воздухе рабочей зоны производственных помещений: 1 мг/м3. При превышении ПДК пары серной кислоты раздражают и прижигают слизистые оболочки верхних дыхательных путей, поражают легкие.
Класс опасности 2 по ГОСТ 12.1.005-88.
Помещения, в которых проводятся работы с серной кислотой, должны быть оборудованы общей приточно – вытяжной механической вентиляцией.
Пропинол Б-400
Пропинол Б-400 – трудногорючее вещество.
В случае загорания пропинол Б-400 тушить мелкораспыленной водой.
Пропинол Б-400 по ГОСТ 12.1.007.76 относится к 4 классу малоопасных веществ. Обладает слабо выраженным раздражающим действием на кожу и слизистые оболочки.
При работе с пропинолом рабочее место необходимо оборудовать приточно – вытяжной механической вентиляцией и строго соблюдать технологический режим, а так же ежемесячно проводить влажную уборку помещения.
В случае попадания пропинола на кожные покровы или слизистые оболочки удаления продукта проводить водой.
Средства коллективной и индивидуальной защиты
Средствами коллективной защиты персонала от воздействия опасных и вредных производственных факторов являются [29]:
система приточной и вытяжной общеобменной вентиляции;
местные отсосы от оборудования, где происходит утечка токсичных веществ и возможна загазованность выше ПДК. Для предотвращения образования опасных концентраций едкого натра и паров серной кислоты должны быть установлены автоматические сигнализаторы безопасных концентраций;
герметизация всей аппаратуры, коммуникаций, транспорта, связанных с едким натром, серной кислотой и пропинолом;
систематическая уборка полов и оборудования. Быстрое смывание пролитых едких веществ.
Все работники на установке в зависимости от вида выполняемых работ, и в соответствии с типовыми отраслевыми нормами обеспечиваются спецодеждой, спецобувью и защитными приспособлениями, которые должны отвечать требованиям соответствующих ГОСТов и ТУ.
Противогазы и респираторы необходимы для защиты органов дыхания, глаз и кожи лица от воздействия паров серной кислоты и паров едкого натра. При этом должны применяться:
независимые респираторные аппараты;
промышленные фильтрующие противогазы типа "КД".
Возможно использование противогаза марки М с защитным временем 90 минут. Противогазы должны сменятся немедленно при ощущении самого слабого запаха. Также должны использоваться защитные очки марки ПО-3 и перчатки из щелочестойкой резины, спецодежда из плотной ткани и т.д. (Все средства защиты должны использоваться только в аварийных ситуациях: разгерметизация трубопроводов с опасными веществами, разлив опасных веществ).
Обеспечение электробезопасности технологического процесса [28]
Так как помещение, где находится отделение ферментации, не является взрывопожарной и пожароопасной зоной, то применяется электрооборудование без специальных мер взрывозащиты. Допустимый уровень взрывозащиты для электрических машин, аппаратов и приборов: без средств взрывозащиты; оболочка со степенью защиты не менее IP54 [30]
IP-International Protection:
5 (первая цифра) – степень защиты персонала от соприкосновения с токоведущими частями и попадания внутрь оболочки твердых посторонних тел (защита от тел диаметром более 1 мм);
4 (вторая цифра) – степень защиты от попадания внутрь оболочки воды (защита от брызг воды, попадающих на оболочку с произвольного направления).
К техническим способам обеспечения электробезопасности в отделении ферментации относятся: защитное заземление, изоляция токоведущих частей, блокировочные устройства, автоматически устраняющие опасность поражения электрическим током, а также индивидуальные средства защиты (диэлектрические перчатки, коврики и т.д.).
Электроустановки объекта располагаются внутри здания и защищены от атмосферных воздействий. В соответствии с правилами устройств электроустановок, отделение ферментации относится к особо опасным помещениям в отношении опасности поражения людей электрическим током, т.к. присутствуют два условия повышенной опасности:
наличие токопроводящих полов (железобетонные);
возможность одновременного прикосновения человека к имеющим соединение с землей металлоконструкциям зданий и технологическим корпусам электрооборудования.
При различных неисправностях (например, при повреждении изоляции) части электроустановок и оборудования могут оказаться под напряжением. Прикосновение к ним человека связано с опасностью поражения электрическим током. Одной из мер защиты в таких случаях является защитное заземление.
К частям, подлежащим заземлению, относятся:
корпуса электрических машин, трансформаторов, светильников;
приводы электродвигателей;
каркасы разделительных щитов;
металлические конструкции распределительных устройств;
металлические кабельные конструкции, лотки, короба и провода;
металлоконструкции, на которых устанавливается электрооборудование.
Сопротивление заземляющего устройства Rзаз меньше 4 Ом. Общее сопротивление растеканию заземлителей всех повторных заземлений должно быть не более 10 Ом.
Используемая в системе автоматизированного управления стадии стерилизации биореактора вычислительная техника соответствует всем требованиям, указанным в санитарных правилах и нормах СанПиН 2.2.2.542-96 “Гигиенические требования к видеодисплейным терминалам, персональным электронно-вычислительным машинам и организации работы.
Технологические факторы опасности и мероприятия по их устранению
Для предотвращения аварийных ситуаций реализуются противоаварийные блокировки и система автоматического регулирования.
Во время стерилизации давление в аппарате может увеличиться из-за подачи в ферментер пара не под давлением 0,4 МПа, а 0,6 МПа по причине поломки магистрали по которой подается пар из отделения приготовления пара. Давление меряется датчиком давления Сапфир 22Д. Система аварийных блокировок подаст сигнал на пульт о создании аварийной ситуации и откроет отсечной клапан на отходящих газах.
В случае если после охлаждения в аппарате может быть создано большое разряжение из-за того, что после охлаждения пар конденсируется вместе с воздухом, который был в аппарате. На пульт оператору подается сигнал об опасном уровне давления/разряжения. Давление меряется датчиком давления Сапфир 22ДА. Система аварийных блокировок откроет отсечной клапан на подаче стерильного воздуха в аппарат.
В случае если во время ферментации давление в биореакторе увеличится, система автоматического регулирования уменьшит подачу стерильного воздуха в эти аппараты путем прикрытия регулирующего клапана на подаче стерильного воздуха.
Для предотвращения разрушения биореактора при критических значениях давления, на аппарат ставится предохранительное устройство. В аппарате должна быть максимальная стерильность, по этому вместо предохранительного клапана на аппарат ставится разрывная мембрана. Разрывная мембрана размещается на крышке аппарата. Предохранительная мембрана выдерживает давление не менее 0,5 МПа. Расчет разрывной мембраны приведен ниже.
Важными для обеспечения безопасности являются меры предосторожности при стерилизации оборудования и трубопроводов острым паром. При контакте с нетеплоизолированным оборудованием или высокотемпературным паром можно получить серьезные ожоги. Для предотвращения подобных ситуаций используется цветовая маркировка оборудования и предупреждающие надписи.
23.СПЕЦИФИКАЦИЯ КИПиА
| № |
Позиция на схеме |
Измеряемый / регулируемый параметр |
Место установки |
Наименование и техническая характеристика |
Тип, марка |
Завод - изготовитель |
Количество |
Цена, руб. |
| 1. | Ф1-4а | Сигнализация уровня | Ф1 | Сигнализатор уровня, емкостной РОС101, стержневой чувствительный элемент, питание 24В постоянного тока, релейный выходной сигнал | РОС101 | АООТ "Теплоприбор", Рязань | 1 | 2300 |
| 2. | Ф2-7а | Измерение давления | Ф1 | Преобразователь избыточного давления Метран Метран 43-Ex-ДИ, с мембранным разделителем, пределы измерения: 0-0,40 МПа, IP65, вых сигнал 4-20мА, питание 24В постоянного тока | 3153-01 | ЗАО"Промышленная группа "Метран", Челябинск | 1 | 4315 |
| 3. | Ф1-3а | Измерение уровня | Ф1 | Преобразователь гидростатического уровня Метран 43Ф-ДГ, пределы измерения:0-10 КПа, IP65, вых. сигнал 4-20мА, питание 24В постоянного тока, c разделительной мембраной | 3595 | ЗАО"Промышленная группа "Метран", Челябинск | 1 | 15200 |
| 4. |
Ф1-10а Ф1-1а |
Измерение температуры | Ф1 | Термопреобразователь ТСМУ с унифицированным выходным сигналом 4-20 мА, шкала 0-180оС, показатель тепловой инерции не более 20с | ТСМУ-205 | ЗАО"Промышленная группа "Метран", Челябинск | 2 | 1350 |
| 5. | Ф2-1е | Регулирование расхода холодной воды | Рубашка Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 8400 |
| 6. | Ф2-1д | Регулирование расхода пара | Рубашка Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| № |
Позиция на схеме |
Измеряемый / регулируемый параметр |
Место установки |
Наименование и техническая характеристика |
Тип, марка |
Завод - изготовитель |
Количество |
Цена, руб. |
| 7. | Ф2-2г | Регулирование расхода пара | Линия подачи пара в Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 8. | Ф2-8г | Регулирование расхода воздуха | Линия подачи воздуха в Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 9. | Ф2-7г | Регулирование расхода отходящих газов | Линия отходящих газов из Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 10. | Ф2-7в | Регулирование расхода отходящих газов | Линия отходящих газов из Ф1 | Клапан отсечной с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с датчиками индикации конечных положений, с 3-х ходовым соленоидным клапаном Ду6 | 22нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 6500 |
| 11. | НП1 | Регулирование расхода питательной среды | Линии подачи питательной средыв Ф1 |
Перистальтический
насос |
ЛАБ-НП-1-20 | “Лабораторное Оборудования и Приборы”, Санкт-Петербург | 1 | 12 500 |
24.ПОДСЧЕТ СУММАРНОЙ СТОИМОСТИ ОБОРУДОВАНИЯ И ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ДЛЯ СОЗДАНИЯ САУ ПРОЦЕССА СТЕРИЛИЗАЦИИ БИОРЕКТОРА.
Данная работа была посвящена разработке системы автоматизированного управления (САУ) стадии стерилизации биореактора как составляющей АСУТП биосинтеза эритромицина.
В ходе разработки САУ стадии стерилизации выполнены следующие этапы разработки:
определены исходные данные;
произведено проектирование САУ;
осуществлена реализация составляющих САУ;
апробированы отдельные элементы САУ
В рамках проектирования, реализации и апробирования составляющих элементов системы автоматизированного управления получены следующие результаты:
определена структура и функционирование программно-технического комплекса (ПТК) САУ;
произведен анализ стадии стерилизации с позиции автоматизации технологических производств;
осуществлен подбор компонентов ПТК для реализации САУ, включающий:
выбор программируемого логического контроллера и средств программирования;
выбор конфигурации и программного обеспечения автоматизированного рабочего места оператора;
разработаны составляющие системы автоматизированного управления:
диспетчерский уровень САУ, включающий интерфейс оператора и программную реализацию алгоритмической схемы переключений в процессе стерилизации биореактора;
компьютерная модель стадии стерилизации биореактора с использованием технологии OPC;
разработана программа управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529 в программной среде LabVIEW DSC с функцией OPC сервера.
Внедрение разработанной системы автоматизированного управления позволит:
использовать для управления информацию, по объему значительно превосходящую знания отдельного оператора;
оперативно и точно изменять программу управления в соответствии с изменениями технологии;
повысить производительность оборудования за счет исключения операций ручного управления;
осуществлять логико-программное управление процессами, которыми человек управлять точно и своевременно не может из-за относительно медленной реакции на изменение хода процесса;
резко сократить количество ошибок оперативного персонала и аварий по причине персонала.
26.СПИСОК ЛИТЕРАТУРЫ
Навашин С. М., Бринберг С. Л. и др. Производство антибиотиков - Издательство «Медицина». Москва 1970. – 368 с.
Дытнерский Ю. И. Основные процессы и аппараты химической технологии. – М; «Химия», 1991г.
Бирюков В. В., Кантере В. М. “Оптимизация периодических процессов микробиологического синтеза”. М.:Наука, 1985г.
Вальков В. М. АСУ ТП в производстве изделий электронной техники. М., «Сов. радио», 1974, 72-с.
Кафаров В.В., Винаров А.Ю., Гордеев Л.С. “Моделирование и системный анализ биохимических производств”. М.:Лесная Промышленость, 1985г.
Под общей редакцией проф. Егорова Н.С. “Промышленная микробиология”. М.:Высшая школа, 1989г.
Автоматизация производственных процессов в химической промышленности, В.А.Голубятеиков, В.В.Шувалов, М.”Химия”, 1985г.
Проектирование систем автоматизации технологических процессов (справочное пособие), А.С.Клюев, Б.В.Глазов, А.Х.Дубровский, А.А.Клюев, М. «Энергоатомиздат», 1990г.
Дудников Е. Г. Автоматическое управление в химической промышленности. – М; «Химия», 1987г.
Емельянов А. И., Капник У. В. Проектирование систем автоматизации технологических процессов. Справочное пособие. – М; «Энергоатомиздат», 1983г.
Кафаров В. В., Глебов М. П. Математическое моделирование основных процессов химических производств. – М; Высшая школа, 1991г.
Клюев А. С. Техника чтения схем автоматического управления и технологического контроля. – М; «Энергоатомиздат», 1991г.
Клюев А. С. Монтаж средств измерения и автоматизации.– М; «Энергоатомиздат», 1988г.
Ремизевич Т.В. Современные программируемые логические контроллеры. Приводная техника, 1999, 1-2, с. 8-20.
Ремизевич Т.В. Современные программируемые логические контроллеры. Приводная техника, 1999, 3-4, с. 6-17. 3. Митин Г.П. Программа поддержки принятия решения. Автоматизация и управление в машиностроении, 1999, 10.
Экономика предприятия: Учебник для вузов/Л. Я. Аврашков, В. В. Адамчук, О. В. Антонова и др. Под ред. Проф. В. Я. Горфинкеля, проф. В. А. Швандера. – 2-е изд., перераб. И доп. – М.: Банки и биржи, ЮНИТИ, 1998. – 742 с.
PROFIBUS - открытая
шина для открытых
технологий
Любашин
А.Н., ЗАО "РТСофт",
Москва, "PCWeek", N 8,
1998.
National Instruments. Измерения и автоматизация. Каталог 2003.
Журнал: “Мир компьютерной автоматизации”, статья: “LabVIEW SCADA,или просто BridgeVIEW” А. Балакин (ООО "ВиТэк", Санкт-Петербург).
Статья: “OPC:
Интеграция
интеллектуальных
приборов измерения
расхода
энергоносителей
на основе пакета
BridgeVIEW” В.Е. Здановский
/И.В.Ц. Мосэнерго/
LabVIEW для всех / Джеффри Тревис : Пер. с англ. Клушин Н.А. - М.: ДМК Пресс; ПриборКомплект, 2004. – 544 с. : ил.
Пейч Л. И., Точилин Д. А., Поллак Б. П. LabVIEW для новичков и специалистов. – М.: Горячая линия – Телеком, 2004. – 384 с.: ил.
Березин Б. И., Березин С. Б. Начальный курс С и С++. – М.: ДИАЛОГ-МИФИ, 1998. – 288 с.э
Определение категорий помещений и зданий по взрывопожарной и пожарной опасности (НПБ 105-95). –М., ГУГПС МВД России, 1995г.
Пожаровзрывоопасность веществ и материалов и средства их тушения: Справ. изд.: в 2 книгах. А. Н. Баратов, А. Я. Корольченко, Г. Н. Кравчук и др. – М.: Химия, 1990г.
Полтев М. К. Охрана труда в машиностроении.: Учебник. –М.: Высш. школа, 1980г.
Попова Г. Н., Алексеев С. Ю. Машиностроительное черчение: Справочник. – Л: Машиностроение, Ленингр. отд-ние, 1986г.
Правила устройства электротехнических установок (ПУЭ-76).: Атомиздат, 1980; Разд. 1-6,7.
В.Маршалл. Основные опасности химических производств. М., Мир, 1989.
ПУЭ. –Главгосэнергонадзор М. 1998. Степени защиты, обеспечиваемые оболочками (код IP), ГОСТ 14254-96
Обеспечение безопасности нефтехимических производств(справочник), Г.Г.Смирнов, А.Р.Толчинский, Т.Ф.Кондратьева, Ленинград "Машиностроение", 1988г.
Справочное пособие по технике безопасности в микробиологической промышленности, под ред. В.М.Цыгальницкого, "Лесная промышленность", Москва 1972г.
Санитарные нормы проектирования промышленных предприятий (СН 245-71). –М.: Стройиздат, 1972г.
Санитарные правила и нормы. СанПиН 2.2.2.542-96. Гигиенические требования к видеодисплейным терминалам, персональным электронно-вычислительным машинам и организации работы. – М.: Госкомсанэпиднадзор России, 1996г.
Приборы. Справочный журнал. №7-8.1999г.
ГОСТ 21.404-85. Автоматизация технологических процессов. Обозначения приборов и средств автоматизации в схемах.
ГОСТ 34.201-89. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы.
27.ПРИЛОЖЕНИЯ
 Изм.
Изм.
 Лист
Лист
 Дата
Дата
Подп.
№ докум.
САУ ПРОЦЕССА СТЕРИЛИЗАЦИИ БИОРЕАКТОРА
Лист



Доклад.
Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему:
«Система автоматизированного управления процесса стерилизации биореактора»
Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина.
Суть процесса стерилизации состоит в прогревании биореактора с питательной средой при температуре 120 градусов Цельсия острым паром.
При этом происходит термическая гибель микрофлоры. Этим обеспечивается стерильность проведения биосинтеза антибиотика. Технологическое оборудование, задействованное на стадии стерилизации изображено на плакате 1. Плакат называется «Функциональная схема автоматизации».
Ферментер обвязан трубопроводами для подачи материальных потоков. На трубопроводах установлена запорно-регулирующая арматура (клапаны), воздушный фильтр, перистальтические насосы – дозаторы, емкости с химическими реагентами. На схеме приведены условные обозначения датчиков и средств автоматизации, установленных по месту или принадлежащих к централизованной системе управления.
Для создания системы автоматизированного управления процесса стерилизации биореактора выбрана структура централизованной системы управления. Это связано с сосредоточенностью производства но небольшом пространстве.
Структурная схема системы автоматизированного управления представлена на плакате 2.
Структура включает четыре уровня.
Нижний уровень – уровень датчиков и исполнительных механизмов связанных с технологическим оборудованием – с ферментером.
Следующий уровень - Уровень контроллеров и модулей ввода/вывода.
Основным элементом уровня является программируемый логический контроллер ICP DAS I-8837, выполняющий функции управления. Контроллер взаимодействует с нижним уровнем через модули ввода/вывода.
Программирование контроллера производится при помощи переносного компьютера с помощью программного обеспечения – ISaGRAF.
Сетевой уровень предназначен для связи контроллера с верхнем диспетчерским уровнем по промышленной сети RS-485.
Верхний уровень представлен автоматизированным рабочим местом оператора, со SCADA системой LabVIEW DSC.
Основные функции управления процессом стерилизации лежат на контроллере, в котором реализован алгоритм программно-логического управления.
Правильный выбор контроллера является важной задачей. Вариант решения этой задачей представлен на плакате 3. Для выбора применялся метод квалиметрии.
Были выбраны семь контроллеров технические характеристики которых соответствовали предъявляемым требованиям.
Их характеристики приведены в таблицах 1,2,3
С использованием весовых коэффициентов (табл. 4,5,6,7,8,9) рассчитаны комплексные оценки потребительских характеристик контроллеров. Из диаграммы видно что лучшими характиристиками обладает контроллер ICP DAS I-8837.
Тут же приведена блок-диаграмма программы расчета написанной на LabVIEW.
В этой же программной среде разработан диспетчерский уровень САУ процесса стерилизации биореактора.
Следующий плакат (4) иллюстрирует мнемосхему САУ
За основу взята функциональная схема автоматизации процесса стерилизации с добавлением динамических элементов. Трубопроводы, которые меняют цвет при протекании по ним потоков, изображения клапанов и насосов, также меняющие свой цвет при различных состояниях, цифровые и стрелочные индикаторы, связанные с датчиками процесса.
Мнемосхема отображает в реальном времени ход технологического процесса. Она предоставляет информацию о процессе стерилизации в виде удобном для восприятия оператором.
Следующий плакат (5): Окна и панели интерфейса оператора.
На этом плакате представлены другие элементы интерфейса АРМ.
Виртуальная панель контроля и управления стадией стерилизации позволяет контролировать ход технологического процесса в автоматическом или ручном режимах.
В окне трендов отображаются состояния технологических параметров в реальном масштабе времени в виде графиков и циклограмм.
На окне событий в табличной форме фиксируются события и тревоги связанные с ходом процесса.
С помощью окна исторических трендов можно просмотреть историю любого фиксируемого в технологической базе данных параметра (или тэга).
Также для этих целей можно воспользоваться утилитой просмотра исторических трендов.
Навигация по перечисленным окнам и панелям может осуществляться с использованием обзорного меню, которое постоянно находится в области видимости оператора.
Для апробирования диспетчерского уровня системы автоматизированного управления процесса стерилизации разработана упрощенная компьютерная модель стадии стерилизации и алгоритм программно-логического управления стерилизацией в виде блок-диаграмм LabVIEW.
Обмен информацией между системой диспетчерского уровня, моделью, блоком программно-логического управления ведется с использованием технлогии OPC.
Следующий плакат (6) иллюстрирует интерфейс программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529. Программа позволяет вести мониторинг и запись в файл температуры измеряемый терморегулятором, менять настройки прибора. В программе реализованы функции OPC сервера, позволяющие использовать данный прибор как автономно, так и в составе САУ процесса стерилизации в качестве терморегулятора.
Эта разработка была опробована, а затем включена в состав системы стерилизации жидких сред в колбах в автоклаве. Которая функционирует в лаборатории кафедры промышленной и экологической биотехнологии МГУИЭ.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МИНИСТЕРСТВО ПО АТОМНОЙ ЭНЕРГИИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Московский инженерно-физический институт
(государственный университет)
Факультет «Автоматики и Электроники»
Кафедра «Автоматики»
ОТЗЫВ
О работе студента группы __А11-01_
___________Барбота Александра Владимировича_______________
(фамилия, имя, отчество)
Н
(наименование темы дипломного проекта)
а тему ___САУ процесса стерилизации биореактора_____________________________________________________________________
__________________________________________________________
Руководитель проекта __Зубов Дмитрий Владимирович__________
(фамилия, имя, отчество
_
должность, уч. степень, звание, место работы)
____Руководитель отдела разработки промышленного ПО,____________ООО ПКФ «Бигор»_____________________________________
«13» февраля 2004 г.
Место прохождения преддипломной практики и дипломного проектирования.
ООО ПКФ «Бигор».
Кем предложена тема дипломного проекта (студентом, предприятием).
Тема дипломного проекта предложена предприятием.
Актуальность темы дипломного проекта, область научных исследований (фундаментальная, поисковая (НИР), ОКР и т.д.).
Реализация САУ позволит ускорить отработку промышленной технологии продукта. ОКР.
Перечень основных результатов, которые должны быть получены в ходе выполнения дипломного проекта.
Выбор программно-аппаратного обеспечения САУ. Создание системы автоматизированного управления стадии стерилизации. Разработка алгоритма программно-логического управления стадией стерилизации.
Характеристики положительных качеств проделанной дипломантом работы.
Глубокий анализ и обоснованный выбор программно-аппаратных средств автоматизации. Использование в работе современных компьютерных технологий и технологий автоматизации. Гибкость, наглядность, функциональность разработанной САУ. Практическая ценность полученных результатов.
Характеристика недостатков проделанной работы.
Использование упрощенной компьютерной модели стадии стерилизации. Отсутствие системы отказоустойчивого управления (противоаварийной защиты).
Рекомендованы ли результаты дипломной работы к опубликованию или внедрению.
Рекомендованы к внедрению.
Рекомендуется ли дипломнику продолжить обучение в аспирантуре (указать полное название учреждения, где будет проходить обучение в аспирантуре).
Рекомендуется продолжить обучение в аспирантуре Московского государственного университета инженерной экологии.
Оценка в 4-х бальной системе (отлично, хорошо, удовлетворительно, неудовлетворительно), заключение о возможности присвоения квалификации “инженер-физик” по специальности «Электроника и автоматика физических установок».
Отлично.
Студент МИФИ Барбот Александр Владимирович заслуживает присвоения квалификации “инженер-физик” по специальности «Электроника и автоматика физических установок».
Подпись руководителя дипломного проекта
(заверить в отделе кадров)
ПРИЛОЖЕНИЯ
Функциональная схема автоматизации; +
Структурная схема САУ. +
Отказоустойчивое управления (системы ПАЗ) – TRICON (TRICONEX) +
Полевая шина – Fieldbus +
Сводная таблица контроллерных средств и их программного обеспечения. +
Блок-диаграммы программы расчета весовых коэффициентов и комплексных оценок. +
Блок-диаграмма компьютерной модели стадии стерилизации биореактора. +
Блок-диаграмма обзорного меню; +
Блок-диаграмма мнемосхемы стадии стерилизации биореактора.+
Блок-диаграмма виртуальной панели контроля и управления стадии стерилизации биореактора. +
Блок-диаграмма окна трендов стадии стерилизации биореактора. +
Блок-диаграмма окна событий; +
Блок-диаграмма окна исторических трендов стадии стерилизации биореактора; +
Блок диаграммы программы управления измерителем температуры регулирующим «Дана-Терм» ИТР 2529. +
Блок-диаграмма блока программно-логического управления. +
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МИНИСТЕРСТВО ПО АТОМНОЙ ЭНЕРГИИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ИНЖЕНЕРНО-ФИЗИЧЕСКИЙ ИНСТИТУТ
(ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ)
Факультет «Автоматики и Электроники»
Кафедра «Автоматики»
РЕЦЕНЗИЯ
На дипломный проект студента группы __А11-01_______________
_____________Барбота Александра Владимировича______________
(фамилия, имя, отчество)
Н
(наименование темы дипломного проекта)
а тему __САУ процесса стерилизации биореактора________________________________________________________________________
___________________________________________________________
Рецензент проекта __Алексаков Гибриэль Николаевич____________
(фамилия, имя, отчество
_
должность, уч. степень, звание, место работы)
__________________________________________________________« »____________2004 г.
Заключение о соответствии проекта специальности (200600
«Электроника и автоматика физических установок»).
Степень актуальности и оригинальности дипломного проекта.
Характеристика основных результатов, полученных при выполнении дипломного проекта.
Перечень положительных качеств проделанной дипломантом работы и ее оформление по ЕСКД.
Разбор недостатков.
Оценка в 4-х бальной системе (отлично, хорошо, удовлетворительно, неудовлетворительно), заключение о возможности присвоения квалификации “инженер-физик” по специальности «Электроника и автоматика физических установок».
Подпись рецензента
(заверить в отделе кадров)
| № |
Позиция на схеме |
Измеряемый / регулируемый параметр |
Место установки |
Наименование и техническая характеристика |
Тип, марка |
Завод - изготовитель |
Количество |
Цена, руб. |
| 1. | Ф1-4а | Сигнализация уровня | Ф1 | Сигнализатор уровня, емкостной РОС101, стержневой чувствительный элемент, питание 24В постоянного тока, релейный выходной сигнал | РОС101 | АООТ "Теплоприбор", Рязань | 1 | 2300 |
| 2. | Ф2-7а | Измерение давления | Ф1 | Преобразователь избыточного давления Метран Метран 43-Ex-ДИ, с мембранным разделителем, пределы измерения: 0-0,40 МПа, IP65, вых сигнал 4-20мА, питание 24В постоянного тока | 3153-01 | ЗАО"Промышленная группа "Метран", Челябинск | 1 | 4315 |
| 3. | Ф1-3а | Измерение уровня | Ф1 | Преобразователь гидростатического уровня Метран 43Ф-ДГ, пределы измерения:0-10 КПа, IP65, вых. сигнал 4-20мА, питание 24В постоянного тока, c разделительной мембраной | 3595 | ЗАО"Промышленная группа "Метран", Челябинск | 1 | 15200 |
| 4. |
Ф1-10а Ф1-1а |
Измерение температуры | Ф1 | Термопреобразователь ТСМУ с унифицированным выходным сигналом 4-20 мА, шкала 0-180оС, показатель тепловой инерции не более 20с | ТСМУ-205 | ЗАО"Промышленная группа "Метран", Челябинск | 2 | 1350 |
| 5. | Ф2-1е | Регулирование расхода холодной воды | Рубашка Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 8400 |
| 6. | Ф2-1д | Регулирование расхода пара | Рубашка Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 7. | Ф2-2г | Регулирование расхода пара | Линия подачи пара в Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| № |
Позиция на схеме |
Измеряемый / регулируемый параметр |
Место установки |
Наименование и техническая характеристика |
Тип, марка |
Завод - изготовитель |
Количество |
Цена, руб. |
| 8. | Ф2-8г | Регулирование расхода воздуха | Линия подачи воздуха в Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 9. | Ф2-7г | Регулирование расхода отходящих газов | Линия отходящих газов из Ф1 | Клапан регулирующий с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с электро/пневматическим позиционером | 25нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 9000 |
| 10. | Ф2-7в | Регулирование расхода отходящих газов | Линия отходящих газов из Ф1 | Клапан отсечной с МИМ, односедельный, с сальниковым уплотнением, Ду25, корпус нж, с датчиками индикации конечных положений, с 3-х ходовым соленоидным клапаном Ду6 | 22нж960нж | ООО "ОРАЛАКС", Новосибирск * | 1 | 6500 |
| 11. | НП1 | Регулирование расхода питательной среды | Линии подачи питательной средыв Ф1 |
Перистальтический
насос |
ЛАБ-НП-1-20 | “Лабораторное Оборудования и Приборы”, Санкт-Петербург | 1 | 12 500 |
Примерная структура диплома
Вся информация записывалась со слов Жучкова А.А. Она собой представляет примерный план действий к написанию диплома. Орфографию прошу не учитывать.
Диплом должен быть актуальным и на уровне мировых стандартов.
Объем диплома должен составлять ~80 стр (без приложений) МИНИМУМ 60 стр.!
Время защиты одного диплома составляет ~30 мин. Из них ~10 мин на доклад студента.
Должен расматривать вопросы автоматики, а не другие.
Плакаты
Количество плакатов ~5 листов (не меньше)
Что должно быть отражено на плакатах: (подчёркнуто обязательное)
Постановка задачи, обзор в виде таблиц
Анализ в виде таблиц
Объект
Структура системы автоматизации
Алгоритмы (не больше листа)
Характеристики, графики, интерфейсы (не много)
Сравнение в виде таблицы и др.
Структура диплома
Введенные название глав только отражают суть.
Аннотация (~1 стр)
Введение (~1-1.5 стр)
Отразить важность задачи и т.п.
Глава 1 Обзор и анализ вопросов связанной с темой диплома (~10-15 стр)
Не меньше двух пунктов (>=2). Должно быть отражено:
Международный опыт и отечественный опыт
Результаты анализа, сравнений (в таблицах)
Глава 2 Постановка задачи по реализации ... (~15-20 стр)
В районе 5 пунктов. Должно быть отражено:
Состояние вопроса (подвести от главы 1 к своей теме)
Объект (особенности, краткое описание)
Ограничения на задачу (какие компьютеры и т.п.)
Формулировка задачи (~2 стр)
В работе требуется сделать то-то и то-то...
Для решения требуется решить частные подзадачи, ограничения, особенности
Математическая постановка (если возможно) Например, найти МИН(T,V,R,F) или критерий.
ТЗ (постановка задачи для реального проекта)
Глава 3 Реализация задач .... (~25 стр)
Должно быть отражено:
Описание средства на которых реализовываем диплом (несколько)
Предлагаемые структуры и алгоритмы
Выбор вариантов, выбор хорошего варианта. Интерфейсы, переходные процессы, показатели надёжности.
Реализация задачи в учебном процессе. (не у всех)
Глава 4 То же реализация уже другого куска задачи
Глава 5 Экспериментальная окончательная часть (~10 стр)
На соответствия требованиям
Сравнение вариантов
Перспективы
Выводы
Заключение (~2-3 стр)
Список литературы (>=15 источников)
Приложение 1,2,3....
Инструкции
Методики
Массивы данных
Графики (все)
Текст программ (листинг)
Интерфейсы (все)
P.S.: В тексте диплома отразить рисунки и интерфейсы дабы уверить комиссию в том что вы производили практические действия.
Тезисы к диплому
Краткое описание технологии производства эритромицина, аппаратурно-технологического оформления, и стадии стерилизации биореактора.
Существующая система автоматизированного управления. Актуальность проблемы, постановка задач.
Анализ ферментера в качестве объекта управления САУ стерилизации биореактора.
(Плакат: Функциональная схема автоматизации)
Структура и функционирование ПТК системы автоматизированного управления стадии стерилизации биореактора.
(Плакат: Структурная схема САУ)
Выбор средств ПТК
Выбор ПЛК методами квалиметрии с использованием LabVIEW.
Выбор программного обеспечения.
(Плакат: Выбор контроллерных средств (ПЛК))
Создание системы диспетчерского уровня САУ процесса стерилизации. АРМ. Интерфейс оператора с ипользованием LabVIEW DSC. Описание окон и панелей и их функций
Мнемосхема, обзорное (Плакат: Мнемосхема и обзорное меню).
Виртуальная панель контроля и управления, окно трендов (Плакат: Виртуальная панель контроля и управления, окно трендов).
Окно событий и окно исторических трендов (Плакат: Окно событий и окно исторических трендов).
Использование упрощенной компьютерная модель стадии слирилизации стерилизации.
Разработка программы управления измерителем температуры регулирующим «Дана-Терм» 2529 в LabVIEW DSC
Использование терморегулятора совместно с автоклавом и компьютером
Описание программы управления.
Описание программы просмотра “log” файлов.
Блок-диаграмма.
Основные результаты и выводы.
Зачитка из заключения в записке.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МИНИСТЕРСТВО ПО АТОМНОЙ ЭНЕРГИИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ИНЖЕНЕРНО-ФИЗИЧЕСКИЙ ИНСТИТУТ
(ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ)

ФАКУЛЬТЕТ «Автоматика и электроника» КАФЕДРА «Автоматика»
СПЕЦИАЛЬНОСТЬ 20 06 00 «Электроника ГРУППА А11-01
и автоматика физических установок»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ НА ТЕМУ:
_______________САУ процесса стерилизации биореактора
Студент-дипломник __________________Барбот Александр Владимирович
(подпись) (ФИО)
Руководитель проекта _Руководитель отдела разработки промышленного
ПО __________________________________Зубов Дмитрий Владимирович
(должность) (подпись) (ФИО)
Рецензент ___________________________Алексаков Габриэль Николаевич
(должность) (подпись) (ФИО)
Зав. кафедрой, д.т.н., проф. В.М. Рыбин
Москва, 2004 г.
| ... подготовки обработки детали станка с числовым программным управлением | |
|
... мехатронной системы станка с ЧПУ 1.1 Общая структура и классификация систем ЧПУ 1.2 Обоснование применения программного управления оборудованием 1.3 ... Система выполняется в виде программного модуля и создается для автоматического расчета всех необходимых параметров обработки по введенным данным и вывода текста программы, готового ... Первоначальные испытания работоспособности разработанного программного модуля мехатронной системы станка с ЧПУ Walter CIP6 проводит разработчик на стадии его разработки. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Программирование | |
|
... как нужно, тогда как информатика делает то, что нужно, так, как можно. Программистский фольклор Лекция 1. НАДЁЖНОЕ ПРОГРАММНОЕ СРЕДСТВО КАК ПРОДУКТ ... При этом все модули, к которым может обращаться головной модуль, заменяются их имитаторами (так называемые заглушки [5]). Каждый имитатор модуля представляется весьма простым ... Отличие обработчика исключительной ситуации от процедуры без параметров заключается в следующем: после выполнения процедуры управление возвращается к оператору, следующему за ... |
Раздел: Рефераты по информатике, программированию Тип: учебное пособие |
| Электронный документооборот страхового общества | |
|
Содержание Введение 2 Предлагаемое решение по реализации компьютерной сети в НИИ Репрографии. 3 Состав оборудования. 5 Аппаратная конфигурация ... ... средствами поддержки технологии plug-and-play, компонентами Ultra DMA (на базе контроллера PIIX4, используемом также в чипсете i430TX) в целях ускорения прямого доступа к памяти и ... Интерфейс ST412/ST506 используется также для работы с винчестерами при методе записи RLL/ARLL; в ряде случаев удается успешно подключить RLL-винчестеp к MFM-контpоллеpу и наоборот ... |
Раздел: Рефераты по информатике, программированию Тип: реферат |
| Разработка системы автоматизации для малого коммерческого предприятия ... | |
|
Содержание I. Специальная часть. Введение 3 Глава 1. Основная часть 1.1. Содержание и требования, предъявляемые к информации 3 1.2. Значение ... В рассмотренном программном модуле по созданию базы данных абонентов автоматизированной системы оповещения циклическая граница сложности модуля равняется 6, что не превышает ... В приложении даны листинги основных программных модулей, использующихся в разработанной системе автоматизации. |
Раздел: Рефераты по информатике, программированию Тип: реферат |
| Разработка автоматизированной системы управления электроснабжением КС ... | |
|
Аннотация В дипломном проекте разрабатывается автоматизированная система управления энергохозяйством Сосногорского ЛПУМГ, разработана ее ... Для полностью автоматизированных установок теплоснабжения небольшой сложности допускается выполнять упрощенные САУ Т с передачей основных параметров и основных предупредительных и ... заменить УСД Е443М2 на контроллер УИС.ЛК, при этом сохраняется функция опроса счетчиков как автоматизированной системой энергоснабжающей организации, так и системой установленной ... |
Раздел: Рефераты по физике Тип: дипломная работа |