Реферат: Обработка деталей резанием
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ
Кафедра «Материаловедение и ТКМ»
РЕФЕРАТ
По дисциплине: «ТКМ»
На тему:
Обработка деталей резанием
Выполнил:
студенты группы ________
Relax
MEGA-LO-SONIC
Проверил:
Тюмень 2001
Содержание
Стр.
ЭСКИЗ ДЕТАЛИ И ЗАГОТОВКИ |
3 |
ОЧЕРЕДНОСТЬ ОБРАБОТКИ ЗАДАННЫХ ПОВЕРХНОСТЕЙI. ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА |
3 4 |
1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА |
4 |
2. ЭЛЕМЕНТЫ ЛИТЕЙНОЙ ФОРМЫ |
4 |
3. ЛИТЕЙНЫЕ СПЛАВЫ |
5 |
| 4. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ | 5 |
5. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ |
9 |
| 6. СБОРКА И ЗАЛИВКА ЛИТЕЙНЫХ ФОРМ. ОХЛАЖДЕНИЕ, ВЫБИВКА И ОЧИСТКА ОТЛИВОК | 11 |
II. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ |
13 |
| КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 13 |
|
III. ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ |
16 |
| 1. ХАРАКТЕРИСТИКА МЕТОДА ТОЧЕНИЯ | 16 |
| 2. ТОКАРНЫЕ РЕЗЦЫ | 16 |
| 3. ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ | 17 |
|
IV. ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ |
20 |
|
1. ХАРАКТЕРИСТИКА МЕТОДА ФРЕЗЕРОВАНИЯ 2. ТИПЫ ФРЕЗ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ |
20 21 24 |
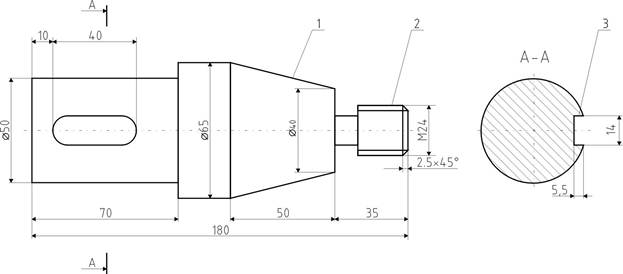
ОЧЕРЕДНОСТЬ ОБРАБОТКИ ЗАДАННЫХ ПОВЕРХНОСТЕЙ
№1 обрабатываем на токарно-винторезном станке.
№2 на токарно-винторезном станке обрабатываем поверхность, затем прорезаем резьбу резцом или
плашкой.
№3 Обрабатываем на фрезерном станке шпоночной или концевой фрезой.
Эскиз детали
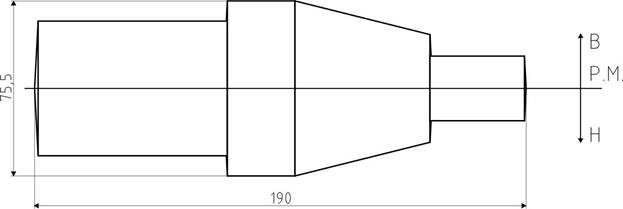
Эскиз заготовки
I. ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
Литьем получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длиной от нескольких сантиметров до 20 м, со стенками толщиной 0,5—500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т. д.).
Для изготовления отливок применяют множество способов литья:
в песчаные формы (рис. 1), в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Рис. 1. Схема технологического процесса получения отливок в песчаных формах
2. ЭЛЕМЕНТЫ ЛИТЕЙНОЙ ФОРМЫ
Литейная форма — это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. На рис. 2, а показана литейная форма для тройника (рис.2, б). Форма обычно состоит из нижней 2 и верхней 6 полуформ, которые изготовляют по литейным моделям 7 (рис. 2, г) в литейных опоках 3, 5. Литейная опока — приспособление для удержания формовочной смеси при изготовлении формы. Верхнюю и нижнюю полуформы взаимно ориентируют с помощью цилиндрических металлических штырей 4, вставляемых в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных Контуров в формы устанавливают литейные стержни 1, которые фиксируют с помощью выступов (стержневых знаков), входящих. В соответствующие впадины в форме. Литейные стержни изготовляют по стержневым ящикам (рис. 2, д). Для подвода расплавленного металла в полость литейной формы, ее заполнения и питания отливки при затвердевании используют литниковую систему 8—11. После заливки расплавленного металла, его затвердевания и охлаждения форму разрушают, извлекая отливку (рис. 2, е).
3. ЛИТЕЙНЫЕ СПЛАВЫ
Для производства отливок используются сплавы черных металлов: серые, высокопрочные, ковкие и другие виды чугунов;
углеродистые и легированные стали; сплавы цветных металлов;
медные (бронзы и латуни), цинковые, алюминиевые и магниевые сплавы; сплавы тугоплавких металлов: титановые, молибденовые, вольфрамовые и др.
Рис. 2. Литейная форма и ее элементы:
а — литейная форма; б — тройник; в — литейный стержень; г — литейная модель; д — стержневой ящик; е — отливка с литниковой системой
Литейные сплавы должны обладать высокими литейными свойствами (высокой жидкотекучестью, малыми усадкой и склонностью к образованию трещин и др.); требуемыми физическими и эксплуатационными свойствами. Выбор сплава для тех или иных литых деталей является сложной задачей, поскольку все требования в реальном производстве учесть не представляется возможным.
4. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ
Основные операции изготовления форм (формовки); уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы, образующихся при заливке; извлечение модели из формы; отделка и сборка форм. По степени механизации различают формовку: ручную и машинную.
Ручную формовку применяют для получения одной или нескольких отливок в условиях опытного производства, при изготовлении крупных отливок (массой до 200 т). На практике используют различные приемы ручной формовки.
Формовка в парных опоках по разъемной модели наиболее распространена. Литейную форму (рис. 3, е), состоящую из двух полуформ, изготовляют по разъемной модели (рис. 3, а) в такой последовательности: на модельную плиту 3 устанавливают нижнюю половину модели 1, модели питателей 4 н опоку 5 (рис. 3, б), в которую засыпают формовочную смесь и уплотняют. Опоку поворачивают на 180° (рис. 3, в), устанавливают верхнюю половину модели 2, модели шлакоуловителя 9, стояка 8 и выпоров 7. По центрирующим штырям устанавливают верхнюю опоку 6, засыпают формовочную смесь и уплотняют. После извлечения модели стояка и выпоров форму раскрывают. Из полуформ извлекают модели (рис. 3, г) и модели питателей и шлакоуловителей, в нижнюю полуформу устанавливают стержень 10 (рис. 3, д) и накрывают нижнюю полуформу верхней. На рис. 3. е показана литейная форма для корпуса вентиля. После заливки расплавленного металла и его затвердевания литейную форму разрушают и извлекают отливку (рис. 3, ж).
Рис. 3. Последовательность операций изготовления литейной формы для корпуса вентиля
Рис. 4. Шаблонная формовка:
а — отливка; б — шаблоны и приспособления; в — изготовление болвана . в соответствии с наружным контуром отливки; г — изготовление верхней полуформы; д — изготовление болвана, соответствующего внутреннему контуру отливки; е — форма в сборе
Формовку шаблонами применяют в единичном производстве для получения отливок, имеющих конфигурацию тел вращения. Для примера рассмотрим технологический процесс изготовления форм для шлаковой чаши (рис. 4, а). Формовку осуществляют с помощью двух шаблонов 1, 4 (рис. 4, б) в последовательности;
в яме устанавливают подпятник 7 со шпинделем 2 в вертикальном положении, засыпают формовочную смесь и уплотняют ее вокруг шпинделя; к серьге 8 прикрепляют шаблон 1, режущая кромка которого имеет очертания наружной поверхности отливки, и устанавливают его на шпиндель (рис. 4, б) до упора 5; вращением шаблона в ту и другую сторону срезают формовочную смесь в соответствии с профилем шаблона, удаляя излишки формовочной смеси; по полученному болвану изготовляют верхнюю полуформу 6 (рис. 4, г) Для этого серьгу с шаблоном снимают со шпинделя, плоскость разъема формы покрывают разделительным слоем сухого кварцевого песка или бумагой, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее, удаляют шпиндель и снимают верхнюю полуформу; в подпятник 7 вновь устанавливают шпиндель, на который с помощью серьги устанавливают шаблон 4 (рис. 4, д), имеющий очертания внутренней поверхности отливки. С помощью этого шаблона с болвана удаляется слой формовочной смеси на толщину стенки отливки (рис. 4, д); после этого снимают шаблон и удаляют шпиндель, отделывают полученный болван и устанавливают верхнюю полуформу (рис. 4, е), затем в литейную форму заливают расплавленный металл.
Рис. 5. Сборка формы станины в механизированном кессоне
Формовку в кессонах применяют при изготовлении крупных отливок массой до 200 т. На рис. 5 показана форма станины, собранная в механизированном кессоне, который смонтирован на бетонном основании 7. Дно его выложено чугунными плитами 4. Две неподвижные стенки 1 и 8 также облицованы металлическими плитами. Противоположные чугунные стенки 3 и 6 передвигаются с помощью червячного редуктора 2, приводимого в действие электродвигателем, что позволяет изменять внутренние размеры кессона. Форму собирают из стержней-блоков 5, изготовленных из жидких самотвердеющих смесей. Литниковую систему изготовляют из керамических огнеупорных трубок. Верхнюю полуформу 10 устанавливают по центрирующим штырям 9 и прикрепляют к кессону болтами.
Формовку в стержнях применяют в массовом и крупносерийном производствах при изготовлении отливок сложной конфигурации.
Рис. 6. Формовка в стержнях цилиндра двигателя с воздушным охлаждением
На рис. 6 приведен пример формовки в стержнях цилиндра двигателя с воздушным охлаждением. Форма для отливки цилиндра двигателя с воздушным охлаждением собрана из шести стержней. Сборку формы производят в горизонтальном положении. В стержень 1 вкладывают стержень 2, затем стержни 3, 4, 5 я 6. Собранную форму скрепляют.
Формовку с использованием жидкостекольных смесей применяют при изготовлении отливок массой до 40 т в серийном и единичном производствах. При формовке на модель
слоем 50—70 мм наносят слой жидкостекольной формовочной смеси, остальной объем опоки заполняют наполнительной формовочной смесью и уплотняют. После изготовления полуформы модели извлекают. Полуформы накрывают зонтом, под который под давлением 0,2—0,3 МПа подводится углекислый газ, обеспечивающий быстрое равномерное отверждение формы (рис. 7).
Машинную формовку применяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит. Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм. Машинная формовка обеспечивает высокую геометрическую точность полости формы по сравнению с ручной формовкой, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и др.
Рис. 7. Схема продувки формы углекислым газом:
1 — баллон с углекислым газом; 2 — редуктор; 3 — резиновый шланг; 4 — зонт 5 — слой жидкостекольной смеси; 6 — опока
Рис. 8. Схемы способов уплотнения литейных форм при машинной формовке}
а — прессованием; б — многоплунжерной колодкой; в — встряхиванием; г — пескометом;
9 — пленочио-вакуумной формовкой
Уплотнение формовочной смеси прессованием (рис. 8, а) осуществляют при подаче сжатого воздуха при давлении 0,5—0,8 МПа в нижнюю часть цилиндра /, в результате чего прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 поднимаются. При этом колодка 7,. закрепленная на траверсе 8, входит внутрь наполнительной рамки 6 и уплотняет формовочную смесь в опоке 5. Плотность формовочной смеси уменьшается по мере удаления от прессовой колодки из-за трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200— 250 мм
Для достижения равномерной плотности формовочной смеси в опоках используют многоплунжерные прессовые колодки (рис. 8, б). При прессовании стол 4 машины движется в сторону многоплунжер
ной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы
независимо от соседних.
Уплотнение формовочной смеси встряхиванием (рис. 8, в) осуществляют при подаче сжатого воздуха при давлении 0,5—0,8 МПа в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25—80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7, в результате чего воздух выйдет в атмосферу. Давление под поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет на торец цилиндра 8. Скорость стола, а следовательно, и скорость модельной плиты падает до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 встряхивающего цилиндра, сжатый воздух снова войдет в полость встряхивающего цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый
удар его о торец и т. д.
Встряхивающий стол обычно совершает 120—200 ударов в минуту. В результате повторных ударов происходит уплотнение формовочной смеси в опоке. При этом слои формовочной смеси, лежащие у модельной плиты, будут иметь большую плотность, чем слои, лежащие в верхней части формы. Встряхиванием уплотняют формы высотой до 800 мм. Для уплотнения верхних слоев формы встряхивание совмещают с прессованием. Это обеспечивает высокую и равномерную плотность форм.
Уплотнение формовочной смеси пескометом (рис. 8, г), осуществляют рабочим органом пескомета — метательной головкой, выбрасывающей пакеты смеси на рабочую поверхность модельной плиты. В стальном кожухе 4 метательной головки вращается закрепленный на валу 6 электродвигателя ротор 5 с ковшом 2. Формовочная смесь подается в головку 1 непрерывно ленточным конвейером 3 через окно в задней стенке кожуха. При вращении ковша (1000—1200 об/мин) формовочная смесь собирается в пакеты 8 и центробежной силой выбрасывается через выходное отверстие 7 в опоку 9. Попадая на модель 10 и модельную плиту П, смесь уплотняется за счет кинетической энергии равномерно по высоте опоки. Метательную головку равномерно перемещают над опокой. Пескометы применяют
для уплотнения крупных форм.
Пленочно-вакуумную формовку (рис. 8, д) осуществляют в следующей последовательности: модельную плиту / с моделью 2 накрывают разогретой полимерной пленкой толщиной не более 0,1 мм. Вакуумным насосом в воздушной коробке 7 создают вакуум 2,6—5,2 МПа. Пленка 6 плотно прижимается к модели и модельной плите. На модельную плиту устанавливают опоку 3, которую заполняют сухим кварцевым песком 5, уплотняют его с помощью вибрации и выравнивают открытую верхнюю поверхность опоки. На верхнюю поверхность накладывают разогретую полимерную пленку 4, которая за счет разрежения в 4—6 МПа плотно прилегает к опоке, что способствует уплотнению песка и устойчивости формы. После этого полуформу снимают с модели.
Изготовляют как верхнюю, так и нижнюю полуформу, затем форму собирают. Вакуумирование продолжается не только при изготовлении полуформ, но и при их сборке, заливке и затвердевании залитого металла. При заливке металла в форму пленка сгорает. Продукты сгорания выполняют роль противопригарного покрытия. Этим способом изготовляют формы для отливок массой 0,1—10 т на автоматических формовочных линиях.
5. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ
Процесс изготовления стержней включает следующие операции: формовку сырого стержня, сушку, отделку и окраску сухого стержня. Если стержень состоит из двух или нескольких частей, то после сушки их склеивают.
При изготовлении стержней вручную в разъемном стержневом ящике (рис. 9, а) раздельно набивают половины стержневого ящика (поз. 1). Поверхности разъема смазывают клеем и обе половины ящиков соединяют друг с другом и металлической иглой делают вентиляционный канал (поз. 2). Затем стержень удаляют из стержневого ящика, устанавливают на сушильную плиту (поз, 3) и отправляют в сушильную печь. На поз. 4 показан стержень, подготовленный к сборке.
При изготовлении стержней на пескодувных машинах (рис. 9, б) стержневая смесь из бункера 12 периодически поступает .в пескодувный резервуар 1. Сжатый воздух из ресивера 9 через быстродействующий клапан 10 заполняет резервуар 1 и через отверстия 2, 11 поступает в гильзу 3, в которой резко повышается давление и стержневая смесь выталкивается через сопло 5 в полость стержневого ящика 6. Для выпуска воздуха в надувной плите 4 и стержневом ящике 6 предусмотрены венты 7, 8. Эти машины обеспечивают высокое качество стержней и обладают высокой производительностью.
Изготовление стержней в нагреваемой оснастке (рис. 9, в) состоит в следующем. На позиции 1 нагретые до температуры 200—300 °С половинки стержневого ящика 2 и опустошитель 3. собирают. Из пескодувного резервуара 1 стержневая смесь с синтетической смолой вдувается в стержневой ящик. Связующее при нагреве отверждается, обеспечивая прочность стержню 4. После непродолжительной выдержки (15—120с) опустошитель 3 извлекают и пневматическим цилиндром 5 отводят одну из половин ящика (поз. 2). После этого вторая половина ящика поворачивается на 90°, и выталкивателями 6 стержень 4 удаляется из стержневого ящика (поз. 3). Стержни, полученные этим способом, имеют высокую прочность, точность размеров, газопроницаемость. Этим способом стержни изготовляют на высокопроизводительных автоматических машинах.
Рис. 9. Схемы процессов изготовления стержней:
а — ручное; б — на пескодувных машинах; в —s по нагреваемой оснастке; г — продувкой угле кислым газом
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом. Изготовленный стержень 2 выкладывают на плиту 5 и накрывают колпаком 1 (рис. 9, г). С помощью резиновых уплотнителей 6, штырей 3 и клиньев 4 плита и колпак плотно соединяются. Стержень продувается углекислым газом под давлением 0,1—0,3 МПа в течение 1—10 мин. После продувки стержни отделывают и окрашивают самовысыхающими красками. Этим способом изготовляют средние и крупные по массе стержни.
6. СБОРКА И ЗАЛИВКА ЛИТЕЙНЫХ ФОРМ.
ОХЛАЖДЕНИЕ, ВЫБИВКА И ОЧИСТКА ОТЛИВОК
Сборка литейных форм начинается с установки нижней полуформы 1 на заливочную площадку или тележку конвейера (рис. 10, а). Затем в последовательности, указанной в технологической карте или на сборочном чертеже, устанавливают стержень / (рис. 10, б) и стержень //, после этого нижнюю полуформу по центрирующим штырям 3 накрывают верхней полуформой 2 (рис. 10, в). Устойчивое положение стержней обеспечивается стержневыми знаками. Верхнюю полуформу с нижней скрепляют болтами, скобами или накладывают груз.
Заливка литейных форм — процесс заполнения полости литейной формы расплавленным металлом из чайниковых (рис. 11, а), барабанных (рис. 11, б) и других ковшей. Ковш с расплавленным металлом от плавильных печей к месту разливки перевозят мостовым краном или по монорельсовому пути.
Важное значение при заливке форм имеет выбор температуры заливки расплавленного металла. При повышенной температуре заливки возрастает жидкотекучесть металла, улучшается питание отливок, но горячий металл более газонасыщен, сильнее окисляется, вызывает пригар на поверхности отливки. В то время как низкая температура заливки увеличивает опасность незаполнения полости формы, захвата воздуха, ухудшается питание отливки. Температуру заливки сплавов целесообразно назначать на 100—150°С выше температуры ликвидуса.
Автоматизация заливки литейных форм обеспечивает высокую точность дозировки металла, облегчает труд заливщика, повышает производительность труда.
На рис. 12 приведена схема автоматической заливочной установки для заливки серого чугуна в формы, в которой раздаточное устройство 1, имеет кольцевой индуктор 6 для подогрева и перемешивания расплавленного металла и герметичную крышку 2. Через канал 7 в раздаточное устройство периодически заливают чугун из ковша 8. Для выдачи дозы над зеркалом расплава создают давление, благодаря которому уровень металла в каналах 7 и 3 поднимается, и он через отверстие 4 в раздаточном носке поступает в форму 5. Расходом управляют, изменяя давление газа на зеркало расплавленного металла.
Рис. 10. Последовательность операций сборки литейной формы
Рис. 11. Чайниковый (а) и барабанный (б) разливочные ковши
Рис. 12. Установка для автоматизации заливки .литейных форм
Охлаждение отливок в литейных формах после заливки продолжается до температуры выбивки. Небольшие тонкостенные отливки охлаждаются в форме несколько минут, а толстостенные (массой 50—60 т) — в течение нескольких суток и даже недель. Для сокращения продолжительности охлаждения отливок, особенно массивных, используют различные методы принудительного охлаждения: формы обдувают воздухом; в формы при формовке укладывают змеевики или трубы, по которым пропускают воздух или воду и др. При этом качество отливок не ухудшается.
Выбивка отливок — процесс удаления затвердевших и охлажденных до определенной температуры отливок из литейной формы, при этом литейная форма разрушается. Выбивку отливок осуществляют на различных выбивных установках.
На рис. 13 показана автоматическая установка для выбивки отливок. Форма 2 из опоки снизу вверх выталкивается гидравлическим выталкивателем 5, затем сталкивается толкателем 1 на виброжелоб 3. Пустая опока остается на заливочном конвейере 4. Выбитая форма по виброжелобу направляется на выбивную решетку, где отливки освобождаются от формовочной смеси, и направляется по конвейеру на очистку, а формовочная смесь — в смесеприготовительное отделение.
Рис. 13. Автоматическая установка для выбивки отливок
Рис. 14. Поточная линия для очистки отливок
Обрубка отливок — процесс удаления с отливки прибылей, литников, выпоров и заливов (облоев) по месту сопряжения полуформ. Обрубку производят пневматическими зубилами, ленточными и дисковыми пилами, газовой резкой и на прессах. Литники от чугунных отливок отбивают молотками сразу же после выбивки из форм перед удалением стержней. Литники и прибыли от стальных отливок отрезают газовой или плазменной резкой. Ленточные и дисковые пилы используют для обрубки отливок из алюминиевых, магниевых, медных сплавов. После обрубки отливки зачищают, удаляя мелкие заливы, остатки прибылей, выпоров и литников. Зачистку выполняют маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами, газоплазменной обработкой и другими способами.
Очистка отливок—процесс удаления пригара, остатков формовочной и стержневой смеси с наружных и внутренних поверхностей отливок. Ее осуществляют в галтовочных барабанах периодического или непрерывного действия, в гидропескоструйных и дробеметных камерах, химической или электрохимической обработкой и другими способами.
На рис. 14 показана схема поточной линии очистки отливок. Отливки / конвейером 2 подаются на решетку 3 для удаления смеси. Затем они во вращающемся барабане 4 очищаются от песка. Горелая смесь из барабана удаляется через отверстия. Из барабана отливки конвейером 5 подаются в дробеметный барабан 6, в котором струёй металлической дроби, подаваемой вращающейся дробеметной головкой 7, осуществляется окончательная очистка. После чего отливки ленточным конвейером 8 подаются к обдирочным станкам 9 для зачистки заливов, мест установки питателей и т. д.
II. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
К современным машинам и приборам предъявляются высокие требования по технико-эксплуатационным характеристикам, точности и надежности работы. Эти показатели обеспечиваются высокой точностью размеров и качеством обработанных поверхностей деталей машин и приборов. Поэтому, несмотря на большие достижения технологии производства высококачественных заготовок, роль обработки резанием и значение металлорежущих станков в машиностроении непрерывно повышаются.
Современные металлорежущие станки — это разнообразные и совершенные рабочие машины, использующие механические, электрические и гидравлические методы осуществления движений и управления рабочим циклом, решающие самые сложные технологические задачи.
Станкостроение развивается как в количественном, так и качественном отношении. Непрерывно повышаются точность, производительность, мощность, быстроходность и надежность работы станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются архитектурные формы станков. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей нашей промышленности высокопроизводительными и высококачественными станками, многие из которых отвечают требованиям мировых стандартов.
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
В основу классификации металлорежущих станков, принятой в нашей стране, положен технологический метод обработки заготовок. Классификацию по технологическому .методу обработки проводят в соответствии с такими признаками, как вид режущего инструмента, характер обрабатываемых поверхностей и схема обработки. Станки делят на токарные, сверлильные, шлифовальные, полировальные и доводочные, зубообрабатывающие, фрезерные, строгальные, разрезные, протяжные, резьбообрабатывающие и т. д.
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков. Она построена по десятичной системе; все металлорежущие станки разделены на десять групп, группа — на десять типов, а тип — на десять типоразмеров. В группу объединены станки по общности технологического метода обработки или близкие по назначению (например, сверлильные и расточные). Типы станков характеризуют такие признаки, как назначение, степень универсальности, число главных рабочих органов, конструктивные особенности. Внутри типа станки различают по техническим характеристикам.
В соответствии с этой классификацией каждому станку присваивают определенный шифр. Первая цифра шифра определяет группу станков, вторая тип, третья (иногда третья и четвертая) показывает условный размер станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. Например, шифром 2Н135 обозначают вертикально-сверлильный станок (группа 2, тип 1), модернизированный (Н), с наибольшим условным диаметром сверления 35 мм (35).
Различают станки универсальные, широкого применения, специализированные и специальные. На универсальных станках выполняют самые разнообразные работы, используя заготовки многих наименований. Примерами таких станков могут быть токарно-винторезные, горизонтально-фрезерные консольные и др. Станки широкого назначения предназначены для выполнения определенных работ на заготовках многих наименований (многорезцовые, токарно-отрезные станки). Специализированные станки предназначены для обработки заготовок одного наименования, но разных размеров (например, станки для обработки коленчатых валов). Специальные станки выполняют определенный вид работ на одной определенной заготовке.
По степени автоматизации различают станки с ручным управлением, полуавтоматы, автоматы и станки с программным управлением. По числу главных рабочих органов станки делят на одношпиндельные, многошпиндельные, односуппортные, многосуппортные. При классификации по конструктивным признакам выделяются существенные конструктивные особенности (например, вертикальные и горизонтальные токарные полуавтоматы). В классификации по точности установлены пять классов станков: Н — нормальной, П — повышенной, В — высокой, А — особо высокой точности и С — особо точные станки.
Условные обозначения основных передач и механизмов металлорежущих станков
Рис. 15. Кинематическая схема фрезерного станка модели 6Р13ФЗ
Рис. 23. Вертикально-фрезерный станок
На рис. 15 показана кинематическая схема вертикально-фрезерного станка с ЧПУ модели 6Р13ФЗ. Механизм главного движения станка представляет собой обычную коробку скоростей, в которой 18 частот вращении шпинделя получают переключением двух тройных и одного двойного блока (19—22—16; 37—46—26 и 82—19). Источником движения служит электродвигатель М1 (N = 7,5 кВт, п = 1450 об/мин). Диапазон частот вращения шпинделя 40— 2000 об/мин.
Механизм подачи станка обеспечивает перемещение заготовки, установленной на столе, в двух взаимно перпендикулярных направлениях — продольном и поперечном. Шпиндель станка вместе с ползуном перемещается в вертикальной плоскости. Эти три движения осуществляются от трех исполнительных механизмов. Каждый из них состоит из электродвигателя (М2, Мз, М4), который управляет гидродвигателем (Г2, Гз, Г4). Гидродвигатели приводят в движение рабочие органы станка (стол и ползун) через зубчатые колеса и шариковые винтовые пары (2, 3, 4). Каждому импульсу, поступающему от системы ЧПУ, соответствует перемещение ползуна со шпинделем или стола на 0,01 мм. Скорость подачи 20—600 мм/мин.
Консоль станка со столом и салазками имеет установочное вертикальное перемещение от гидродвигателя Г1 через пару конических колес 18/72 и винтовую пару 1.
Программа работы станка задается с помощью чисел в закодированном виде на программоносителе — перфорированной бумажной ленте.
III. ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
1. ХАРАКТЕРИСТИКА МЕТОДА ТОЧЕНИЯ
Технологический метод формообразования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента — резца (движение подачи). Движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно к оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача),
Разновидности точения: обтачивание — обработка наружных поверхностей; растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей;
резка — разделение заготовки на части или отрезка готовой детали от заготовки — пруткового проката.
На вертикальных полуавтоматах, автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на токарных станках других типов — горизонтальную. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.
2. ТОКАРНЫЕ РЕЗЦЫ
По технологическому назначению различают резцы (рис. 16, а); проходные 1—3 для обтачивания наружных цилиндрических и конических поверхностей; подрезные 4 для обтачивания плоских торцовых поверхностей; расточные 5 и 6 для растачивания сквозных и глухих отверстий; отрезные 7 для разрезания заготовок;
Рис. 16. Токарные резцы
резьбовые для нарезания наружных 8 и внутренних резьб; фасонные круглые 9 и призматические 10 для обтачивания фасонных поверхностей; прорезные для обтачивания кольцевых канавок и др.
По характеру обработки различают резцы черновые, получистовые и чистовые. По форме рабочей части резцы (рис. 16, а) делят на прямые 1, отогнутые 2, оттянутые 7. По направлению подачи резцы подразделяют на правые и левые (рис. 16, б). Правые работают с подачей справа налево, левые — слева направо. По способу изготовления различают резцы целые, с приваренной встык рабочей частью, с приваренной или припаянной пластинкой инструментального материала, со сменными пластинками режущего материала.
Для высокопроизводительного точения с большими подачами используют резцы с дополнительной режущей кромкой (рис. 16, в). Длина В дополнительной режущей кромки составляет l,lsпp. Резец устанавливают на станке так, чтобы режущая кромка была параллельна линии центров станка.
В промышленности применяют резцы с многогранными неперетачиваемыми твердосплавными пластинками (рис. 16, г). Когда одна из режущих кромок выходит из строя вследствие затупления, открепляют механический прижим пластинки и устанавливают в рабочее положение следующую кромку.
3. ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ
Токарно-винторезный станок состоит из следующих узлов (рис. 17). Станина 2 с призматическими направляющими служит для монтажа узлов станка и закреплена на тумбах. В передней тумбе / смонтирован электродвигатель главного привода станка, в задней тумбе 12 — бак для смазочно-охлаждающей жидкости и насосная станция.
В передней бабке 6 смонтированы коробка скоростей станка и шпиндель. Механизмы и передачи коробки скоростей позволяют получать разные частоты вращения шпинделя. На шпинделе закрепляют зажимные приспособления для передачи крутящего момента обрабатываемой заготовке. На лицевой стороне передней бабки установлена панель управления 5 механизмами коробки скоростей.
Коробку подач 3 крепят к лицевой стороне станины. В коробке смонтированы механизмы и передачи, позволяющие получать разные скорости движения суппортов. С левой торцовой стороны станины установлена коробка 4 сменных зубчатых колес, необходимых для наладки станка на нарезание резьбы
Продольный суппорт 7 перемещается по направляющим станины и обеспечивает продольную подачу резцу. По направляющим продольного суппорта перпендикулярно к оси вращения заготовки перемещается поперечная каретка, на которой смонтирован верхний суппорт 9. Поперечная каретка обеспечивает поперечную подачу резцу. Верхний поворотный суппорт можно устанавливать под любым углом к оси вращения заготовки, что необходимо при обработке конических поверхностей заготовок.
Рис. 17. Схема токарно-винторезного станка
На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель 8, в котором можно одновременно закреплять четыре резца. К продольному суппорту крепят фартук 10. В фартуке смонтированы механизмы и передачи, преобразующие вращательное движение ходового валика или ходового винта в поступательные движения суппортов. Задняя бабка 11 установлена с правой стороны станины и перемещается по ее направляющим. В пиноли задней бабки устанавливают задний центр или инструмент для обработки отверстий (сверла, зенкеры, развертки).
Корпус задней бабки смещается относительно основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей. Для предохранения работающего от травм, сходящей стружкой на станке устанавливают специальный защитный экран.
Рис. 18. Схемы обработки заготовок на токарно-винторезном станке
Обтачивание наружных цилиндрических поверхностей выполняют прямыми, отогнутыми или упорными проходными резцами с продольной подачей (рис. 18, а); гладкие валы, — при установке заготовки на центрах. Вначале обтачивают один конец заготовки, а затем ее поворачивают на 180° и обтачивают остальную часть.
Ступенчатые валы обтачивают по схемам деления припуска на части (рис, 18, б) или деления длины заготовки на части (рис. 18,в). В первом случае обрабатывают заготовки с меньшей глубиной резания, однако общий путь резца получается большим и резко возрастает То. Во втором случае припуск с каждой ступени срезается сразу за счет обработки заготовки с большой глубиной резания. При этом То уменьшается, но требуется большая мощность привода станка,
Нежесткие валы рекомендуется обрабатывать упорными, проходными резцами, с главным углом = 90°. При обработке заготовок валов такими резцами радиальная составляющая .силы резания Ру = 0, что снижает деформацию заготовок.
Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной подачей к центру (рис. 18, г) или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.
Обтачивание округлений между ступенями валов (рис. 18, д) выполняют проходными резцами с закруглением между режущими кромками по соответствующему радиусу с продольной подачей или специальными резцами с поперечной подачей.
Протачивание канавок (рис. 18, е) выполняют с поперечной подачей прорезными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.
Сверление, зенкерование и развертывание отверстий выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рис. 18, ж показана схема сверления в заготовке цилиндрического отверстия.
Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, g продольной подачей. Гладкие сквозные отверстия растачивают проходными резцами (рис. 18, з); ступенчатые и глухие — упорными расточными резцами (рис. 18, и).
Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рис. 18, к) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали. При отрезке детали резцом с наклонной режущей кромкой (рис. 18, л) торец получается чистым.
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
1. Широкими токарными резцами (рис. 19, а). Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами, у которых главный угол в плане равен половине угла при вершине обтачиваемой конической поверхности. Обтачивают с поперечной или продольной подачей. Способ используют при снятии фасок с обработанных цилиндрических поверхностей.
Рис. 19. Схемы обтачивания наружных конических поверхностей на токарно-винторезном станке
2. Поворотом каретки верхнего суппорта (рис. 19, б). При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка (Sн). Обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
3. Смещением корпуса задней бабки в поперечном направления (рис. 19, в). При обтачивании конических поверхностей этим способом корпус задней бабки смещают относительно ее основания в направлении, перпендикулярном к линии центров станка. Обрабатываемую заготовку устанавливают на шариковые центры. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Обтачивают с продольной подачей резца длинные конические поверхности с небольшим углом конуса при вершине (2а < 8°).
4. С помощью конусной линейки (рис. 19, г). Корпус 3 конусной линейки закрепляют на кронштейнах на станине станка. На корпусе 3 имеется призматическая направляющая линейка 2, которую по шкале устанавливают под углом к линии центров станка. По направляющей перемещается ползун 1, связанный через рычаг с кареткой поперечного суппорта 4. Гайку ходового винта поперечной подачи отсоединяют от каретки суппорта. Коническую поверхность обтачивают с продольной подачей. Скорость продольной подачи складывается со скоростью поперечной подачи, получаемой кареткой поперечного суппорта от ползуна, скользящего по направляющей линейке. Сложение двух движений обеспечивает перемещение резца под углом к линии центров станка. Обтачивают длинные конические поверхности с углом при вершине конуса до 30—40°.
IV. ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ
1. ХАРАКТЕРИСТИКА МЕТОДА ФРЕЗЕРОВАНИЯ
Фрезерование — один из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. Подачей может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Особенность процесса фрезерования — прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания.
Рис. 20. Схемы фрезерования цилиндрической (а) и торцовой (б) фрезами, против подачи (в) и по подаче (а):
1 — заготовка; 2 — фреза
На рис. 20 показаны схемы фрезерования плоскости цилиндрической (а) и торцовой (б) фрезами. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы.
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами: 1) против подачи (встречное фрезерование), когда направление подачи противоположно направлению вращения фрезы (рис. 20, в); 2) по подаче (попутное фрезерование), когда направления подачи и вращения фрезы совпадают (рис. 20, г).
При фрезеровании против подачи нагрузка на зуб фрезы возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности. Преимуществом фрезерования против подачи является работа зубьев фрезы «из-под корки», т. е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при подходе к точке В. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При фрезеровании по подаче зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ
фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
2. ТИПЫ ФРЕЗ
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (рис. 21, а), торцовые (рис. 21, б, з), дисковые (рис. 21, е), концевые (рис. 21, г), угловые (рис. 21, д), шпоночные (рис. 21, е), фасонные (рис. 21, ж).
Фрезы изготовляют цельными (рис. 21, б—ж) или сборными (рис. 21, а, з). Режущие кромки могут быть прямыми (рис. 21, д) или винтовыми (рис. 21, в). Фрезы имеют остроконечную (рис. 21, и) или затылованную (рис. 21, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется.
Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
Рис. 21. Типы фрез
Вертикально-фрезерные станки (рис. 23). Основные узлы станка:
станина 1, поворотная шпиндельная головка 3 со шпинделем 4, стол 5, салазки 6, консоль 7, коробка скоростей 2 и коробка подач 8. Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях: продольном, поперечном и вертикальном.
На рис. 24 показаны схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках. Движения, участвующие в формообразовании поверхностей в процессе резания, на схемах указаны стрелками.
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 24, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 24, б).
Рис. 22. Горизонтально-фрезерный станок Рис. 23. Вертикально-фрезерный станок
Рис. 24. Схемы обработки заготовок на горизонтально- и вертикально-фрезерных станках
Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами
(рис. 24, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 24, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 24, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 24, е).
Комбинированные поверхности фрезеруют набором фрез (рис. 24, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. С этой целью применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметра фрез не более 1,5).
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 24, з) и дисковыми (рис. 24, и) фрезами на вертикально- и горизонтально-фрезерных станках.
Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной дисковой фрезой (рис. 24, к), угловые пазы— одноугловой и двухугловой (рис. 24, л) фрезами на горизонтально-фрезерных станках.
Паз клиновой фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз — концевой фрезой, затем скосы паза — концевой одноугловой фрезой (рис. 24, м). Т-образные пазы (рис. 24, н), которые широко применяют в машиностроении как станочные пазы, например на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов,
Шпоночные пазы фрезеруют концевыми или шпоночными (рис. 24, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза — важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 24, п).
Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. А.Н. Дальский, И.А. Арутюнова,
Технология конструкционных материалов,
Учебник. – М.: «Машиностроение» 1985. – 450 с.
2. В.И. Анурьев
Справочник конструктора-машиностроителя: В3-х т. Т.1.-5-е издание, перераб. и доп. - М.: «Машиностроение», 1979. - 788 с.
3. В.И. Анурьев
Справочник конструктора-машиностроителя: В3-х т. Т.1.-6-е издание, перераб. и доп. - М.: Машиностроение, 1982. - 584 с ил.
4. В.Б. Дьячков
Специальные металлорежущие станки общемашиностроительного применения: справочник В.Б.Дьячков, Н.Ф.Кобатов, Н.У.Носинов., М.: Машиностроение. 1983. – 288 с.