Реферат: Электроизоляционная керамика
Министерство образования Российской Федерации
Уфимский Государственный Нефтяной Технический Университет
Кафедра автоматизации производственных процессов
Реферат на тему:
«Электроизоляционная керамика»
Выполнил:
ст. гр. АЭ-01-01 Швыткин К.Е.
Проверил: Прахова Т.Ю.
Уфа 2004
СОДЕРЖАНИЕ:
стр.
1. Классификация и основные свойства электроизоляционной
керамики 2
2. Основные сырьевые материалы для производства электро-изоляционной керамики 6
3. Технология производства электрокерамических материалов
и изделий 9
4. Механическая обработка и металлизация керамических из-
делий 18
Приложения 22
Список литературы 31
1. КЛАССИФИКАЦИЯ И ОСНОВНЫЕ СВОЙСТВА ЭЛЕКТРО-ИЗОЛЯЦИОННОЙ КЕРАМИКИ
Электроизоляционная керамика представляет собой материал, получаемый из формовочной массы заданного химического состава из минералов и оксидов металлов. Любая керамика, в том числе и электроизоляционная,— материал многофазный, состоящий из кристаллической, аморфной и газовой фаз. Ее свойства зависят от химического и фазового составов, макро- и микроструктуры и от технологических приемов изготовления./1/
В электрической и радиоэлектронной промышленности керамическая технология широко применяется для изготовления диэлектрических, полупроводниковых, пьезоэлектрических, магнитных, металлокерамических и других изделий. В настоящее время, особенно с проникновением в быт электронной техники, из электроизоляционной керамики изготавливаются десятки тысяч наименований изделий массой от десятых долей грамма до сотен килограммов и размерами от нескольких миллиметров до нескольких метров. В ряде случаев изделия из керамики, главным образом из электрофарфора, покрываются глазурями, что уменьшает возможность загрязнения, улучшает электрические и механические свойства, а также внешний вид изделия./14/
Электрофарфор является основным керамическим материалом, используемым в производстве широкого ассортимента низковольтных и высоковольтных изоляторов и других изоляционных элементов с рабочим напряжением до 1150 кВ переменного и до 1500 кВ постоянного тока./8/
Преимущества электрокерамики перед другими электроизоляционными материалами состоят в том, что из нее можно изготовлять изоляторы сложной конфигурации, кроме того она имеет широкий интервал спекания. Сырьевые материалы мало дефицитны, технология изготовления изделий относительно проста./15/ Электрофарфор обладает достаточно высокими электроизоляционными, механическими, термическими свойствами в области рабочих температур; он выдерживает поверхностные разряды, слабо подвержен старению, стоек к воздействию атмосферных осадков, многих химических веществ, солнечных лучей и радиационных излучений./8/
В связи с передачей энергии высоким и сверхвысоким напряжением на дальнее расстояние резко возросли требования к качеству высоковольтных изоляторов, главным образом к механической прочности./12/
В последние годы выпускаются надежные высокопрочные изоляторы оптимизированной конструкции из электрофарфора высокого качества. Известно, что прочность фарфора при сжатии в 10—20 раз выше прочности при изгибе или растяжении.
По назначению компоненты фарфора различаются на пластичные и отощающие, а по роли при термической обработке — на плавни и кристаллорбразующие.
Механическая прочность фарфора в значительной степени зависит от механических свойств и кристаллической структуры отощающего материала, а также образованных в процессе обжига сетчатых волокнистых микроструктур кристаллической фазы (в частности, игл муллита). Стеклофаза в структуре фарфора ухудшает механическую прочность, так же как и наличие пор, неблагоприятно влияющих на распределение напряжений.
Наравне с обычным фарфором налажен выпуск фарфора с повышенным содержанием муллита, фарфор кристобалитовый и корундовый. В последнем кремнезем в шихте частично заменен корундом./13/
Большинство корундовых кристаллов при обжиге остается в исходной форме и благодаря высокому сопротивлению упругой деформации образует прочный каркас микроструктуры. Незначительная часть растворяется в стек-лофазе и является причиной возникновения вторичного муллита. Как следует из табл. 1 (см. приложения), механическая прочность корундового фарфора значительно выше прочности обычного фарфора.
Наиболее перспективным является корундовый фарфор./16/
Следует ожидать, что традиционные способы производства, т. е. литье изоляторов в гипсовые формы, а для больших опорных изоляторов — склейка отдельных элементов до обжига, заменяется пластическим прессованием, выдавливанием массивного цилиндра или трубки с дополнительной обработкой на копировальных станках, а также изостатическим прессованием заготовок с последующей автоматической обработкой. Использование последнего способа производства изоляторов существенно сократит технологический цикл и объем трудозатрат./5/
По ГОСТ 20419-83 (соответствует СТ СЭВ 3567-83) «Материалы керамические электротехнические» эти материалы по их составу классифицируются следующим образом:
Группа 100 материалы на основе щелоч-
ных алюмосиликатов
(фарфоры):
Подгруппа силикатный фарфор, со-
110 держащий до 30% А12О3;
Подгруппа силикатный фарфор тон-
110.1 кодисперсный;
Подгруппа силикатный фарфор прес-
111 сованный;
Подгруппа силикатный фарфор вы-
112 сокой прочности;
Подгруппа глиноземистый фарфор
120 (содержащий 30—50 %
А1203);
Подгруппа глиноземистый фарфор
130 высокой прочности, со-
держащий свыше 50 %
А1203.
Группа 200 материалы на основе си-
ликатов магния (стеати-
ты) :
Подгруппа стеатит прессованный;
210
Подгруппа стеатит пластичный;
220
Подгруппа стеатит литейный
220.1
Группа 300 материалы на основе ок-
сида титана, титанатов,
станнатов и ниобатов;
Подгруппа материалы на основе ок-
310 сида титана;
Подгруппа материалы на основе ти-
340 танатов
стронция, вис-
мута, кальция;
Подгруппа материалы на основе ти-
340.1 таната кальция;
Подгруппа материалы на основе
340.2 стронций-висмутового ти-
таната;
Подгруппа материалы на основе
350 титаната бария с εr до
3000;
Подгруппа материалы на основе ти-
350.1 таната бария, стронция,
висмута;
Подгруппа материалы на основе ти-
351 таната бария с εг свыше
3000;
Подгруппа материалы на основе ти-
351.1 таната бария, станната и цирконата кальция.
Группа 400 материалы на основе
алюмосиликатов магния
(кордиерит) или бария
(цельзиан), плотные:
Подгруппа кордиерит;
410
Подгруппа цельзиан.
420
Группа 500 материалы на основе
алюмосиликатов магния,
пористые:
![]() Подгруппа
Подгруппа
510 материалы на
Подгруппа основе алюмосиликатов
511 магния, пористые термо
Подгруппа стойкие;
512
Подгруппа высококордиеритовый
520 материал, пористый;
Подгруппа высокоглиноземистый
530 материал, пористый, тер-
мостойкий.
Группа 600 глиноземистые
материа-
лы (муллитокорундовые):
Подгруппа глиноземистый матери-
610 ал, содержащий 50 —65 % А1203;
Подгруппа глиноземистый матери-
620 ал, содержащий 65 —80 % А1203;
Подгруппа глиноземистый матери-
620.1 ал, содержащий 72 —77 % А1203.
Группа 700 высокоглиноземистые ма-
териалы (корундовые):
Подгруппа высокоглиноземистый
780 материал, содержащий
80—86 % А12О3;
Подгруппа высокоглиноземистый
786 материал, содержащий
86—95 % А12О3;
Подгруппа высокоглиноземистый
795 материал, содержащий
95—99 % А12О3;
Подгруппа высокоглиноземистый
799 материал, содержащий свыше 99 % А1203./1/
Электроизоляционные керамические материалы по назначению классифицируются согласно табл. 2 (см. приложения)./16/
Если поры керамики сообщаются между собой и поверхностью изделия, то она называется «пористой», т. е. имеющей «открытые» поры.
Все керамические материалы более или менее пористые. Даже в обожженной до максимальной плотности керамике объем пор (закрытых) составляет 2—6 %, а в пористых материалах— 15—25 %.
Открытая пористость измеряется значением водопоглощения, т. е. количеством воды, поглощаемым материалом до насыщения и отнесенным к массе сухого образца.
В тех случаях, когда водопоглощение образца не превышает 0,5 %, для определения пористости часто применяется качественный метод: прокраска образцов в 1 %-ном спиртовом растворе фуксина. Наличие открытой пористости определяется по проникновению красителя в толщу образца.
Для характеристики плотности керамики употребляют параметр — кажущаяся плотность, ее значение 1800—5200 кг/м3./13/
2. ОСНОВНЫЕ СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОД-СТВА ЭЛЕКТРОЛЯЦИОННОЙ КЕРАМИКИ
Сырьевые материалы для производства электрофарфора. Для изготовления электрофарфора основными сырьевыми материалами служат огнеупорные глины, кварц, пегматиты, полевые шпаты, каолины, глинозем, ашарит и циркон (для производства соответственно глиноземистого, ашаритового и цирконового фарфора), мел и доломит (в качестве плавней, главным образом, в глазури) и др.
Огнеупорные глины и каолины представляют собой тонкозернистые (от коллоидной дисперсности до размеров частиц менее 2 мкм) водные алюмосиликаты; для них характерна слоистая структура.
Основными составляющими тонкозернистой фракции глинистых пород являются минералы каолиновой группы с химическими формулами А12О3 x x2SiO2 • 2Н2О (каолинит), А12О3 • 2SiO2 • 4Н2О (галлуазит) и др. Для производства высоковольтного фарфора отечественными заводами используются глины и каолины, химический состав которых и потери по массе при прокаливании приведены в табл. 3 и 4 (см. приложения).
Кварцевые материалы. Кристаллический кремнезем SiO2 является одним из основных компонентов фарфоровой массы, который вводят в состав шихты в виде кварцевого песка или жильного кварца. Размер гранул кварцевых песков составляет 0,05—3 мм. Кристаллический кремнезем существует в нескольких полиморфных формах; три основные — кварц, тридимит и кристобалит. В свою очередь кварц и кристобалит имеют α- и β-модификации, тридимит — α-, β- и γ-модификации. Стабильными формами являются β-кварц (при температуре ниже 573 °С), α-тридимит (870—1470 °С) и α-кристобалит (1470—1710°С). Переход из одной модификации кремнезема в другую сопровождается изменением объема, плотности и других параметров. При производстве электрокерамики используются пески и жильный кварц, химический состав которых приведен в табл. 5 (см. приложения).
В зависимости от месторождения кварцевые пески имеют примеси (Fe2O3, TiO2, A12O3, CaO, MgO и др.), наиболее нежелательные из которых Fe2O3 и ТiO2 (допустимое содержание не более 0,15 %), СаО и MgO (не более 0,2 %).
Полевые шпаты представляют собой безводные алюмосиликаты, содержащие щелочные (Na+, К+) и щелочно-земельные (Са2+) катионы. Основные виды применяемых в керамическом производстве полевых шпатов: калиевый (микроклин) с приблизительной формулой К2О•А12O3•6SiO2, натриевый (альбит) Na2O•Al2O3•6SiO2, кальциевый (анортит) СаО•А12О3•2SiO2 и бариевый (цельзиан) ВаО•А12О3•2SiO2. Полевые шпаты всегда содержат примеси оксидов железа, магния, кальция и др./18/
Лучшим для изоляционной керамики полевым шпатом является микроклин. Из-за повышенного содержания Na2O в полевом шпате снижаются температура обжига, вязкость стеклофазы керамики и существенно ухудшаются его электрофизические свойства. Чем больше соотношение К2О и Na2O в полевом шпате, тем лучше свойства керамики.
В связи с ограниченностью запасов высококачественного полевого шпата для производства высоковольтных изоляторов используют пегматиты.
Пегматиты представляют собой крупнозернистые кристаллические породы — смесь полевого шпата с кварцем. Химический состав пегматитов и полевых шпатов приведен в табл. 6 (см. приложения).
Глинозем — безводный оксид алюминия Al2О3 — представляет собой порошок со средними размерами сферических гранул 50— 200 мкм. Глинозем широко применяется как основной компонент электрофарфора и ультрафарфора (на основе корунда) и в качестве самостоятельного материала для изготовления высоковольтных, высокочастотных изоляторов, конденсаторов, деталей вакуум-плотных узлов (корпусов предохранителей, колб натриевых ламп, корпусов полупроводниковых вентилей, обтекателей антенн, плат для интегральных схем и др.).
Безводный оксид алюминия существует в нескольких кристаллических модификациях, из которых самой устойчивой является α-А12О3 (корунд). Эта модификация характеризуется малым tgδ≈2•10-4, высоким ρ≈1014 Ом•м, высокой теплопроводностью и стойкостью к термоударам, наибольшей плотностью (3999 кг/м3).
Две другие модификации: γ-А12О3 и β-А12О3, последняя из которых представляет собой соединение глинозема со щелочными и щелочноземельными оксидами, имеют меньшую плотность (соответственно 3600 и 3300—3400 кг/м3) и более высокие значения tgδ (≈50•10-4 и 1000•10-4). Технический глинозем представляет собой в основном γ-А12О3 с частичным содержанием гидратов глинозема.
При нагреве γ-Аl2О3 переходит в α-А12О3 с уменьшением объема на 14,3 процента. Для уменьшения усадки керамики при обжиге технический глинозем предварительно обжигают при температуре 1450—1550 °С.
Спектрально чистый корунд плавится при 2050 °С, а изделия из него при небольшой механической нагрузке могут быть использованы даже при температуре до 1800°С.
Для производства электроизоляционной керамики применяются технический глинозем (шесть сортов), электроплавленный корунд и глинозем особой чистоты в зависимости от назначения керамики.
Кальцит — карбонат кальция СаСО3, представляющий собой плотный кристаллический агрегат, называется мрамором, а при тонкодисперсной структуре — мелом. При нагреве СаСО3 разлагается с выделением СО2 согласно реакции СаСО3 → СаО + СО2↑. Скорость разложения зависит от скорости подъема температуры и от давления воздуха. При нормальных условиях температура разложения составляет порядка 900 °С.
Для производства электроизоляционной керамики в основном используют мел Белгородского месторождения с содержанием СаСО3 не менее 98 %.
В керамике карбонат кальция используется как основной компонент кристаллических фаз титанатов, станнатов и цирконатов кальция, анортита, волластонита, а также входит в состав стеклофазы различных электрокерамик и глазурей.
Ашарит — борат магния 2MgO•B2O3•H2O является стеклообразующим оксидом. Его твердость по Моосу — 4. Он добавляется в керамические массы в количестве 2—3 %. Ашарит в состав ашаритового фарфора вводится в виде предварительно приготовленного спека из глинозема, ашарита и полевого шпата в количестве до 60 % массы, для улучшения электроизоляционных свойств фарфора.
Циркон ZrO2•SiO2 (цирконовая руда) имеет твердость 7—8; плотность его около 4700 кг/м3. Руду обогащают, в результате полученный циркон содержит ZrO2 не менее 60 % и Fe2O3 не более 0,15 %. Циркон используется в качестве основного компонента в стойкой к термоударам керамике и в виде части кристаллической фазы цирконового фарфора. В последнем случае циркон вводится в состав фарфора вместо кварца, кристаллическая фаза керамики в таком случае представлена цирконом и муллитом. Химический состав сырья, содержащего цирконий, приведен в табл. 7 (см. приложения)./13/
Сырьевые материалы для производства других видов керамики. Тальк разных месторождений имеет состав, близкий к 3MgO•4SiO2•H2O или 4MgO•5SiO2•H2O, с незначительным количеством других оксидов. Лучшие разновидности талька отличаются малым содержанием СаО (от 0,2 до 1 %) и Fe2O3 (от 0,3 до 0,8 %). Тальк должен иметь однородный состав без прослоек, а потери массы при прокаливании не должны превышать 5—7 %.
Химический состав тальков, используемых для производства стеатитов, приведен в табл. 8 (см. приложения).
Диоксид титана — мелкодисперсный порошок белого цвета с желтоватым оттенком. Для природного и полученного химическим путем диоксида титана характерен полиморфизм.
Технические данные диоксида титана приведены в табл. 9, химический состав — в табл. 10 (см. приложения)./17/
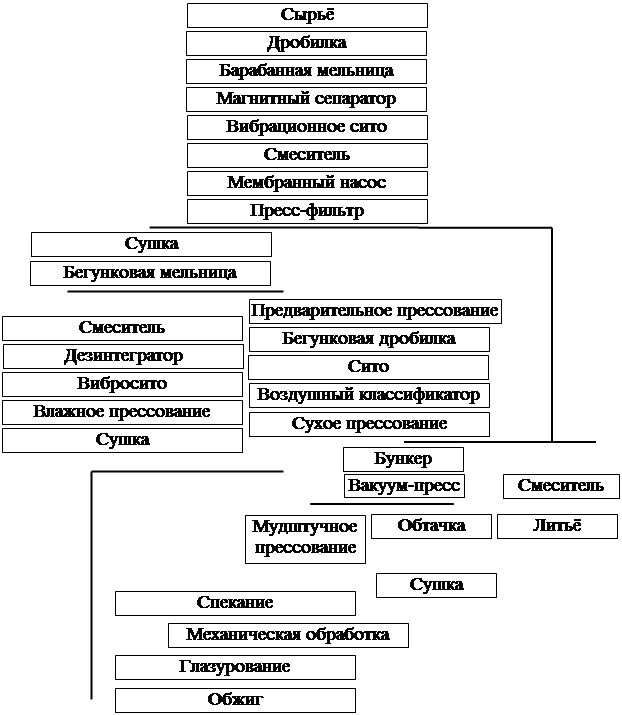
3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЭЛЕКТРОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
В общем случае технологический процесс производства электрокерамических изделий можно представить схемой рис. 1 (см. приложения). Для каждого конкретного случая процесс будет несколько видоизменяться, однако можно отметить общие для большинства случаев основные этапы производства: приготовление формовочной массы; оформление заготовок изделий; сушка, глазурование и обжиг изделий. В некоторых случаях обожженные изделия могут подвергаться дополнительной механической обработке./5/
Приготовление формовочной массы. Керамическая формовочная масса характеризуется размерами и распределением частиц; от этого зависят плотность упаковки, влагосодержание и прочность заготовки до обжига, технологические свойства материала, а также характеристики обожженных керамических изделий.
Измельчение компонентов является одним из основных процессов при приготовлении формовочных масс. Как правило, твердые минеральные компоненты массы сначала подвергают грубому измельчению в щековых дробилках и на бегунах, затем просеивают на виброситах для получения заданной фракции, далее производят мокрый или сухой тонкий помол на ротационных шаровых мельницах периодического или непрерывного действия. Сверхтонкий помол производят в струйных мельницах с использованием сжатого воздуха.
Степень измельчения отдельных компонентов массы зависит от требований, предъявляемых к материалу, размеров изделий и применяемых способов оформления, сушки и обжига. При измельчении обычно происходит смешение компонентов массы. Степень измельчения проверяют ситовым и микроскопическим анализами, а в лабораторных условиях — седиментационным. Для удаления частиц железа измельченную массу пропускают через магнитный сепаратор.
Обезвоживание водного шликера после мокрого помола производится на фильтр-прессе под давлением 0,8—3 МПа. Масса, остающаяся между пластинами фильтра в виде коржей, в зависимости от назначения проходит различную обработку. При изготовлении масс для пластичной формовки коржи поступают для переминки в вакуум-прессы, с помощью которых обеспечивается хорошее извлечение воздуха, окончательная переминка массы и выдавливание ее через мундштук, придающий заготовкам определенный профиль. Заготовки используются для формовки изделий пластичными методами.
Для приготовления водного литейного шликера коржи распускаются в шликерных мешалках в воде с добавкой электролита и доводятся до нужной влажности. После вакуумирования шликер подается на литье. Безглинистые массы или массы с небольшим содержанием глинистых веществ (например, конденсаторные массы с содержанием около 3 % бентонита) не подвергают обезвоживанию на фильтр-прессе, а используют как литейный шликер после вакуумировки.
При приготовлении масс, предназначенных для изготовления изделий методом прессования, коржи с добавкой отходов формовочной массы подвергают сушке и дроблению. Затем масса просеивается, пропускается через магнитный сепаратор, вводятся связующие вещества, производится тщательное перемешивание и приготовляются гранулированные (гранулы размером 0,5—2 мм отделяют от пыли на соответствующих ситах) пресс-порошки.
В качестве связующего и пластифицирующего вещества в глинистых массах служит вода, а в безглинистых массах — растворы органических веществ, например раствор поливинилового спирта, бакелитовой смолы, воскообразные вещества — парафин, церезин и др.
Для приготовления гранулированного пресс-порошка широко применяют распылительные сушилки. При этом водный шликер с влажностью 35—50 % распыляют форсункой или вращающимся диском в башенной сушилке для подсушки и получения гранул заданной влажности. Шарообразные гранулы (размерами преимущественно 0,3— 0,5 мм) имеют более высокую текучесть, чем порошок, получаемый измельчением сухой массы в мельницах ударного действия.
При применении распылительных сушилок достигается существенная экономия за счет исключения из производственного цикла ряда операций, снижения трудовых и эксплуатационных затрат.
При приготовлении шликера для горячего литья в металлические формы под давлением масса предварительно синтезируется, дробится, измельчается в барабанных или вибрационных мельницах до заданной дисперсности (обычно удельная поверхность 350—800 м2/кг). Затем вводится парафин с добавкой олеиновой кислоты в обогреваемую до 70—80 °С лопастную, пропеллерную или иную мешалку.
Ориентировочное количество связующего, состоящего из 95—97 % парафина и 3—5 % олеиновой кислоты, в шликерах составляет около 10 —15%.
Перед заливкой в формы горячий шликер вакуумируют в аппаратах различной конструкции./3/
Оформление заготовок изделий. В зависимости от состава, технологических особенностей приготовления массы, конфигурации, габаритных размеров и масштаба производства изделий в основном применяются следующие способы изготовления заготовок: пластичное формование, прессование из пресс-порошков, литье водного шликера в гипсовые формы, горячее литье под давлением в металлические формы и высокотемпературное прессование./2/
Пластичное формование относится к важнейшим методам оформления электротехнических изделий. Этот метод в основном применяется при массовом производстве различных фарфоровых изоляторов, иногда для изготовления специальных изделий, стеатитовых, кордиеритовых, конденсаторных, глиноземистых и др., в том числе и из масс, не содержащих глины, но пластифицированных органическими связующими.
При изготовлении изделий пластичным формованием керамическую массу подвергают тщательной обработке, многократной перемешке в ленточном прессе, вакуумированию.
Сплошные толстостенные трубчатые керамические изделия оформляются из пластичной массы с помощью мощных вакуум-прессов. Окончательная конфигурация заготовок достигается пластичным формованием во вращающихся гипсовых или металлических формах и механической обработкой резанием. Этот метод применяется при изготовлении крупногабаритных высоковольтных изоляторов и подобных им изделий. Трубки, оси, стержни с одним или несколькими каналами и другие изделия с постоянным поперечным сечением изготавливают из пластичной массы способом протяжки через фильерные мундштуки на поршневых винтовых, гидравлических или шнековых прессах. Этот способ является основным для оформления заготовок различной конфигурации при изготовлении конденсаторов, резисторов и других изделий.
Изделия, не имеющие форму тел вращения, при небольших выпусках изготовляются методом ручной лепки в гипсовых формах.
Прессование из пресс-порошков является одним из распространенных и производительных способов изготовления полностью оформленных изделий заданной конфигурации или заготовок для последующей механической обработки изделий.
В зависимости от конфигурации прессуемых изделий, степени пластичности пресс-порошка и требований к изделиям прессование можно осуществлять различными способами. Так, широкий ассортимент установочных деталей из стеатита и форстерита, высоковольтные конденсаторы и другие изделия изготовляются сухим прессованием с применением малопластичных пресс-порошков с неводными органическими (парафин, смесь парафина с керосином и др.) или гидроорганическими (водный раствор поливинилового спирта) связующими. Для малопластичных пресс-порошков в СССР используют 2—5 %-ный водный раствор поливинилового спирта или 6—14 %-ный раствор парафина в бензине или керосине.
Штампование применяется главным образом для установочных деталей различной конфигурации из высокопластичных материалов с большим содержанием глин (фарфора, радиофарфора, ультрафарфора и т. д.) и добавкой гидроорганических пластификаторов.
Изостатическое прессование основано на всестороннем обжатии засыпанного в эластичную форму пресс-порошка или предварительно оформленной каким-либо способом заготовки жидкостью или сжатым газом. Изостатическое прессование в резиновой форме путем приложения гидростатического давления жидкости обычно называют гидростатическим прессованием. Этот способ применяется для оформления заготовок некоторых видов изоляторов, пьезокерамических элементов и других подобных изделий. Он обеспечивает получение плотных и однородных заготовок.
Высокотемпературное прессование применяется преимущественно для получения некоторых специальных изделий простой формы. Оно заключается в спекании керамического материала под давлением при высокой температуре в нагревостойких формах, при этом оформление и обжиг изделий совмещаются в единой операции. Исходный материал применяется в виде порошков или гранул. Давление, температура и продолжительность прессования определяются составом материала, размером и конфигурацией изделий и т. п.
Литье водных шликеров в пористые формы является одним из самых старых способов оформления керамических изделий. Этот способ широко применяется и сейчас, главным образом для изделий из специальных видов керамики — для крупногабаритных керамических конденсаторов, антенных обтекателей, а также различных изделий сложной формы.
При заливке шликера в пористую, чаще всего гипсовую форму, вследствие поглощения влаги стенками формы на ее поверхности образуется достаточно плотный и прочный слой керамической массы.
Различают два основных способа отливки изделий. При сливном способе после образования на внутренней стороне формы слоя массы требуемой толщины оставшийся шликер выливается из формы. При наливном способе отфильтрованная масса заполняет всю полость формы. Для оформления заготовок с внутренней полостью наливным способом в форму вставляется пористый сердечник.
Горячее литье под давлением применяется преимущественно для изготовления изделий сложной формы с точными размерами из непластичных материалов и толщиной стенки не более 10 мм. Литье производится на специальных аппаратах в металлические формы при температуре 70—80 °С и избыточном давлении 0,1—1 МПа.
В форму заливается вакуумированный шликер, который поступает под давлением в полость металлической формы и хорошо ее заполняет. Затвердевание шликера происходит при охлаждении формы. Метод оформления изделий очень трудоемок.
Обточка необожженных керамических изделий широко применяется при изготовлении изоляторов и других изделий, имеющих форму тел вращения.
Заготовки для последующей обточки получают методом протяжки (экструзии) пластичной массы. В некоторых случаях заготовки могут быть получены и другими способами — изостатическим прессованием, шликерным литьем и т. п.
Для обточки используют горизонтальные и вертикальные токарные станки, снабженные специальными резцедержателями. На обточку материал подается либо в подвяленном (влажная обточка), либо в сухом состоянии (сухая обточка). В некоторых случаях производится обточка заготовок, прошедших предварительный (утильный) обжиг./5/
Сушка, глазурование и обжиг электрофарфоровых изделий. Сушка. Электрофарфоровые изделия, полученные методами протяжки, прессования и другими методами и прошедшие обточку на станках, содержат 17—18 % влаги; несколько меньшую влажность имеют заготовки установочных изделий. Для удаления влаги до остаточной влажности 0,2—2,0 % фарфоровые изделия подвергаются сушке в сушильных камерах различной конструкции. Чем больше габаритные размеры и толщина стенки изоляторов, тем меньше должна быть остаточная влажность./6/
Существуют следующие виды сушки изделий: конвективная, при которой изделия нагреваются теплым воздухом, уносящим испаряющуюся влагу; радиационная, при которой лучистая энергия поступает от электрических нагревателей; радиационно-конвективная, в которой сочетается конвективный и радиационный нагрев. Этот способ наиболее эффективен при сушке крупных и средних изоляторов. Сушка токами промышленной и высокой частоты применяется для провялки крупногабаритных влажных заготовок.
Для сушки используются сушильные агрегаты периодического и непрерывного действия. Первые, главным образом, используются для крупногабаритных изоляторов. Для изделий среднего габарита и мелких в основном применяют сушилки непрерывного действия (конвейерные, туннельные) с большей производительностью.
По способу нагрева изделий существуют сушилки конвективные, радиационные и конвективно-радиационные, по способу использования газов — однократного и многократного насыщения, а также использующие воздух в замкнутом цикле, по способу движения изделий в сушильных камерах и каналах — туннельные (с периодическим перемещением изделий) и конвейерные (с непрерывным горизонтальным или вертикальным). Горизонтальная конвейерная сушилка представляет собой камеру длиной 8—10, шириной 3—5 и высотой 3—4 м, вертикальная конвейерная сушилка — камеру длиной и высотой 5—6 м. Туннельные сушилки непрерывного действия представляют собой камеру длиной 20 — 25, высотой 2,5—3,5 м. Их ширина зависит от количества параллельно идущих в туннеле вагонеток с изоляторами.
Глазурование. Электрокерамические изделия покрывают тонким (0,1—0,3 мм) слоем глазури (стекловидный покров), что значительно повышает их механические свойства, изолирует от воздействия окружающей среды, улучшает внешний вид и электроизоляционные свойства, обеспечивает самоочистку изоляторов в процессе эксплуатации.
Химический процентный состав (по массе) глазури, используемой при изготовлении изоляторов в электротехнической промышленности: SiO2—66,0—72,2; А12О3—11,7—17,2; RO—5,7—7,7; R2O—4,2—5,4. Для приготовления коричневых глазурей обычно вместо части кварцевого песка вводят фарфоровый бой и красители, содержание которых в шихтовом составе составляет 16,0—35,4 %.
Красители для глазурей применяются для придания глазури определенного цвета. В качестве красителей обычно применяются оксиды железа, хрома, марганца и др., чаще всего — хромистый железняк, марганцевая руда и пиролюзит. Содержание красителей в глазури составляет 8—13 %.
Химический процентный состав коричневой глазури: SiO2—65,7—68,3; А12О3(ТiO2)—13,4—13,8; Fe2O3—2,1—2,3; СаО —3,8—5,1; MgO—3,7—4,7; Na2O—1,2—2,1; К2О—1,9—2,2; Сr2О3— 2,6—3,1. Сырьем для этих глазурей служат природные материалы.
В радиотехнической и электронной промышленности для глазурования широко используются стеклоэмали различных марок с температурой размягчения 560—710°С. Такие стеклоэмали на основе силиката свинца с добавкой оксидов металлов BaO, Na2O, K2O и др. характеризуются высокими электроизоляционными показателями, приведенными в табл. 11 (см. приложения).
От качества глазурного покрытия зависит механическая прочность глазурованных изделий (наличие микротрещин и других дефектов может служить причиной снижения этого показателя). Возникновение начальных трещин в глазури зависит от степени гладкости ее поверхности и от обеспечения состояния сжатия глазури на керамическом изделии. Значения напряжений в глазурованных изделиях и их распределение зависят от условий обжига и охлаждения, от соотношения значений ТКl керамики и глазури, от степени развития промежуточной зоны на контакте керамика — глазурь. Наиболее существенный фактор — различие в значениях ТКl керамического материала и глазури. Возникновение цека и отскакивание глазури также зависит от значения ТКl. Глазурь только тогда повышает механическую прочность керамики, когда она находится в состоянии сжатия. Когда ТКl глазури больше ТКl керамики, создается напряжение растяжения, и механическая прочность керамики снижается. Так, при ТКl глазури (4,5—5,5)/10-6 К-1 прочность при разрыве глазурованного фарфора составляет 140—130 МПа, а при ТКl глазури (6—7) • 10-6 К-1 — 120—70 МПа.
Высушенные заготовки изоляторов перед обжигом глазуруются методами полива, окунания или распыления глазурной суспензии плотностью 1400—1700 кг/м3. Глазурование в зависимости от размеров заготовок изоляторов осуществляют с применением станков карусельного типа, конвейерных машин и подъемных устройств для крупных изоляторов.
В проходных и подвесных изоляторах электрическое поле по поверхности изоляторов неравномерно, а в увлажненных и загрязненных изоляторах степень неравномерности резко усиливается и приводит к частичным разрядам, а иногда и к перекрытию. В ряде случаев для выравнивания электрического поля, а также для защиты от радио- и телевизионных помех применяют изоляторы полностью или частично покрытые полупроводящей глазурью. Удельное поверхностное сопротивление полупроводящей глазури составляет 102—109 Ом.
Для выравнивания электрического поля (особенно при покрытии внутренней поверхности проходных изоляторов) более благоприятно низкое сопротивление полупроводниковой глазури, но при этом должны быть учтены особенности конструкции изолятора. Кроме того, при низком сопротивлении глазури вероятнее возникновение теплового пробоя по глазури. Обычно верхний предел определяют экспериментальным путем в зависимости от термоустойчивости, сопротивления и условий эксплуатации изолятора. При этом под термоустойчивостью подразумевается температура, при которой удельное поверхностное сопротивление глазури уменьшается в 2 раза по сравнению с сопротивлением при температуре, принятой нормальной. Чем выше эта температура, тем выше термоустойчивость глазури.
Качество изоляторов с полупроводящей глазурью при их эксплуатаци в наружных установках ухудшается вследствие эрозии проводящего компонента в местах контакта с металлической арматурой. Износоустойчивость глазурных покрытий зависит от химического состава./6/
Полупроводящая глазурь представляет собой композиционный материал преимущественно с электронным характером электропроводности и состоит из 20—40 % (по массе) электропроводящих кристаллических компонентов и 60—80 % стеклообразующих оксидов. В качестве электропроводящих компонентов используют Fe2O3, TiO2, Cr2O3, ZnO, SnO2, Sb2O3 и др. оксиды и их твердые растворы или химические соединения, а в качестве стеклообразующих компонентов обычно применяют оксиды SiO2, А12О3, CaO, MgO, BaO и др.
Полупроводящую глазурь приготовляют различными способами. По одному способу электропроводящие и стеклообразующие оксиды измельчают и смешивают помолом мокрым способом. Полученный шликер необходимой консистенции наносят на поверхность заготовки изолятора по принятой технологии глазурования.
При применении других способов электропроводящий компонент синтезируют отдельно в виде химического соединения или твердого раствора путем обжига. Полученный продукт измельчают мокрым способом в известных пропорциях, затем осуществляют помол со стекло-образующими компонентами.
Применяемая в электротехнической промышленности полупроводящая глазурь для изоляторов имеет следующий процентный химический состав (по массе): F2O3—7,9; А12О3—13,4; SiO2—52,5; TiO2—20,2; CaO—1,07: MgO—1,2; R2O—2,4; потери при прокаливании—2,18. Из такой смеси совместным мокрым помолом в шаровых мельницах приготовляется глазурная масса, которая наносится на поверхность заготовки изолятора. Обжиг изоляторов производят в туннельной печи или в горне при температуре 1320—1420 °С. Удельное поверхностное сопротивление имеет значение 10—80 МОм, термостойкость составляет 60—70 К, механическая прочность при статическом изгибе глазурованных стандартных образцов повышается примерно на 15—20 %.
Опубликовано большое количество работ с описанием получения полупроводящей глазури. Используя оксиды металлов в качестве проводящего компонента глазури ТiO2—10÷40, Fe2O3—50÷10, Сг2О3—40÷50% (по массе) и стеклообразующие оксиды SiO2 — 73÷77, А12О3— 12÷17, MgO —2÷9, CaO—2÷8 % (по массе), совместным смешением можно получить глазури с удельным сопротивлением 10—1000 МОм. Сопротивление глазури может быть уменьшено за счет уменьшения концентрации ТiO2. Полупроводящая глазурь на базе оксидов металлов Fe2O3—16, ТiO2—7,2, SnO2—13,6 в качестве электропроводящего компонента и оксидов металлов SiO2—44,1, А12О3—8,6, CaO— 2,9, MgO—1,7, R2O—2,2 % (по массе) в качестве стеклообразующего компонента может иметь удельные поверхностные сопротивления 3,4—12,2 МОм, термостойкость 70 К.
При этом следует иметь в виду, что с изменением температуры обжига изоляторов сопротивление глазури вследствие кристаллизации изменяется в широких пределах.
Температура обжига, °С 1270 1320 1350 1380
Удельное поверхностное
сопротивление, МОм 12,0 3,4—8 18—23 1500—3500
Японская фирма «Нихон Гайси» в качестве электропроводящего компонента полупроводящей глазури рекомендует смесь оксидов SnO2 и Sb2O5, а в качестве стеклообразующего компонента — обычную глазурную массу (SnO2—85÷94 и Sb2O5—6÷15 %, в молярных долях). Приготовление глазури осуществляется следующим образом. Компоненты SnO2 и Sb2O5 смешивают и обжигают при 1000—1300°С в окислительной атмосфере; 25—45 % (по массе) обожженного материала измельчают до среднего размера частиц 44 мкм, смешивают с 55—75 % (по массе) обыкновенной глазурной массы для изоляторов и обжигают в течение 2 ч в окислительной атмосфере при 1200—1430 °С. Полученный спек измельчают до среднего размера частиц 44 мкм. Далее, не менее чем 70 % спека смешивают с глазурной массой (не более чем на 30 %). Глазурование производят по принятой в керамической промышленности технологии. Обжиг глазурованных заготовок изоляторов осуществляют в восстановительной атмосфере согласно принятому режиму обжига. Наилучшие результаты при испытании подвесных изоляторов были получены при технологическом процессе приготовления полупроводящей глазури, описанном далее. Соотношение электропроводящих оксидов: SnO2—88, Sb2O5— 12 % (в молярных долях). Смешение компонентов с частицами размером не более 44 мкм производится в фарфоровых барабанах, и такая смесь для образования твердого раствора замещения обжигается в электрической печи при 1150°С в течение 2 ч. Электропроводящий порошок в количестве 35 % (по массе) смешивают с 65 % глазурной массы для изоляторов и обжигают в электрической печи в течение 2 ч при 1350°С. Спек измельчают. Удельное поверхностное сопротивление такого спека 5—12 МОм. Спек измельчают до среднего размера частиц 44 мкм. Производственная полупроводящая глазурь содержит 80 % измельченного порошка спека и 20 % каолина или глины. Глазурованная поверхность имеет слегка сероватый цвет, сопротивление 26—42 МОм. Изоляторы выдерживают 16—16,5 кВ без пробоя в условиях сильного загрязнения и увлажнения. По опубликованным данным такие глазури обладают высокой коррозионной стойкостью по отношению к электролитам и высокой термостойкостью (более 100 К).
Обжиг фарфоровых изделий является важным, в ряде случаев завершающим процессом производства. В процессе обжига, преимущественно в стадии нагрева, удаляется вода, выделяются газы, происходят полиморфные превращения материала, изменяются размеры и плотность, образуются кристаллические и аморфные фазы и происходят другие процессы. Обжиг и охлаждение ведутся при заданных температурном, газовом и гидравлическом режимах с учетом габаритов изделий и конструкции применяемых печей. Для обжига фарфоровых изделий используют пламенные печи периодического и непрерывного действия, для малогабаритных изделий и изделий специального назначения — электрические печи периодического и непрерывного действия с использованием силитовых и других нагревателей и на основе дисилицида молибдена, а иногда нагревателей с защитной средой. Обжиг керамических изоляторов является наиболее дорогостоящей операцией технологического процесса приготовления фарфора. Для обжига крупногабаритных изоляторов также используют пламенные печи периодического действия, круглые (горны), прямоугольные, одно-, двух- и трехэтажные, со стационарным или выдвижным подом. Рабочий объем круглых печей, используемых в производстве, составляет от нескольких до 120 м3. Нагрев печей производится за счет тепла от сгорания жидкого или газообразного топлива; продукты сгорания поступают в рабочую камеру и обогревают находящиеся в горне изоляторы; охлаждение производится воздухом, проходящим через камеру с обожженными изоляторами. Обжиг изделий в пламенных печах периодического действия производится в капселях, устанавливаемых на поду печи. Обжиг в больших круглых печах требует большого расхода топлива и затрудняет механизацию процесса загрузки изоляторов.
За последние годы начали применять прямоугольные камерные печи объемом до 80 м3 с высоким подом, особенно для обжига однотипных крупногабаритных заготовок изоляторов стержневого типа, применение которых позволяет механизировать и трудоемкие технологические процессы, повысить производительность труда, сократить цикл обжига, снизить удельный расход энергии, автоматизировать режим и среду обжига.
Печи непрерывного действия дают возможность бесперебойного выпуска готовой продукции при меньшем расходе топлива. Они значи-тельно экономнее периодических печей. Условия труда обслуживающего персонала значительно лучше, чем при работе на периодических печах.
Туннельные печи дают возможность для механизации и автоматизации процесса обжига. По этим причинам туннельные печи широко применяются для обжига большого ассортимента изоляторов и являются наиболее перспективными. Для обжига фарфоровых изоляторов используются туннельные печи нескольких типов длиной 140, шириной до 2,3 и высотой до 2,2 м. Обжигаемые изделия устанавливаются в вагонетках, футерованных огнеупорным материалом. Режим обжига (температурные, газовые и гидравлические параметры) по всей длине печи контролируется контрольно-измерительными приборами и во времени остается постоянным.
Основой правильного ведения процесса обжига является соблюдение температурного и газового режима (создание нейтральной, окислительной или восстановительной среды). Режим обжига выбирается в зависимости от свойств материалов и размеров изделий. Фактическая температура обжига, изделий может несколько отличаться от оптимальной, что не отражается на качестве изделий (в пределах интервала спекшегося состояния). Этот интервал является важной производственной характеристикой электрокерамического материала: для разных материалов он находится в пределах 10—80 К. Температура обжига для различных керамик составляет 1100—2000 °С и более./3/
4. МЕХАНИЧЕСКАЯ ОБРАБОТКА И МЕТАЛЛИЗАЦИЯ КЕРА-МИЧЕСКИХ ИЗДЕЛИЙ
Механическая обработка. В современной технике находят широкое применение керамические изделия, соответствующие жестким требованиям по точности размеров, форме и чистоте обработки поверхности. Обеспечить выполнение таких требований способами обычной керамической технологии не представляется возможным. Изготовленные изделия всегда имеют незначительные отклонения размеров от заданных, обусловленные некоторой нестабильностью усадки в процессе сушки и обжига. Значения усадки зависят как от состава материалов, так и от некоторых технологических операций./7/
Для получения керамических изделий, имеющих точные размеры и высокую чистоту поверхности, используют механическую обработку обожженных изделий путем шлифования. Для шлифования в основном используют шлифовальные круги и реже порошки из абразивных материалов: алмаза, нитрида бора, карбида кремния, электрокорунда и др. (см. приложения, табл. 12).
Механическая обработка керамических изделий всеми видами шлифования осуществляется абразивными инструментами из карбида кремния и алмаза различной зернистости. Для шлифовки применяют шлифовальные круги, головки, бруски и сегменты соответственно шлифуемой поверхности.
Максимальная рабочая скорость абразивного инструмента обусловливается типом связующего материала. Так, для алмазного шлифовального круга на керамическом связующем рабочая окружная скорость составляет 25 м/с, а на фенолформальдегидном — до 35 м/с.
Для обработки керамических изоляторов, обладающих высокой твердостью и хрупкостью, наиболее эффективным является алмазный инструмент на металлическом и фенолформальдегидном связующем. Алмазный абразивный инструмент на металлическом связующем используется в основном для чернового шлифования керамики, а на фенолформальдегидном связующем — для окончательного, чистого шлифования.
Алмазные круги на металлическом связующем имеют более длительный срок службы. Для черновой обработки керамических изделий используют крупнозернистые абразивные круги, а для окончательной чистовой обработки поверхности применяют тонкозеристые абразивные инструменты.
Для шлифования керамических изделий используют обычные металлообрабатывающие станки: токарно-винторезные со шлифовальной головкой, токарно-карусельные, шлифовально-карусельные, универсально-шлифовальные и др. Крепление керамических изделий на станке производится при помощи специальной технологической оснастки, обеспечивающей прочное и безопасное положение детали в работе.
Режимы шлифования керамических изделий зависят от свойств керамического материала, от показателей используемого абразивного инструмента и устанавливаются экспериментально. При черновой обработке изделий в большинстве случаев толщина слоя, снимаемого шлифовкой за один проход, составляет примерно 0,25 мм, а при чистовой — 0,005— 0,025 мм.
Для охлаждения в процессе шлифования применяют 2—5 %-ный водный раствор кальцинированной соды, который подают со скоростью 20 л/мин.
При круглом шлифовании наружной поверхности изоляторов цилиндрической формы обрабатываемый изолятор и шлифовальный круг вращаются в одну сторону, а при обработке круглых внутренних поверхностей керамических изделий шлифовальный круг и обрабатываемая деталь вращаются в противоположные стороны. Шлифование торцевых поверхностей цилиндрических изделий может производиться на плоскошлифовальном станке с использованием соответствующей оснаст-ки./10/
Металлизация керамики. Металлические покрытия на поверхности керамики могут служить электродами конденсаторов, испытуемых образцов, витков катушки индуктивности или промежуточным слоем для соединения керамики с металлической арматурой посредством пайки.
Металлические покрытия керамики можно осуществлять методами вжигания металлосодержащей краски (пасты), испарения и конденсацией металла (серебра, золота, никеля, палладия и др.) в вакууме, химического осаждения, шоопирования и др.
Металлические покрытия должны обладать хорошей электропро-водностью (особенно для высокого напряжения высокой частоты) при малой толщине электродного слоя. Для таких покрытий чаще всего применяют благородные металлы (в основном серебро и палладий), устойчивые к окислению. Покрытия, предназначенные для последующей пайки с металлической арматурой, производятся из тугоплавких металлов в сочетании с различными добавками.
Вжигание паст — наиболее распространенный способ металлизации. Основным компонентом металлосодержащей пасты является окись серебра, азотнокислое серебро или тонкодисперсный порошок металлического серебра. Для спекаемости покрытия и хорошей адгезии по отношению к поверхности керамики в пасту вводятся 5—7 % (по массе) плавней в виде борнокислого свинца, оксида висмута или других соединений висмута. Компоненты пасты смешиваются с органическими связующими, представленными раствором канифоли в скипидаре или смесью скипидара с касторовым маслом до получения однородной массы. Паста, изготовляемая промышленностью на специализированных заводах, содержит 55— 70 % (по массе) металлического серебра.
Нанесение серебряной пасты на керамические изделия производится вручную кисточкой, пульверизатором, окунанием, а в массовом производстве — шелкографией. Нанесенные покрытия сушат при температуре 80—150 °С в термостатах или в проходных сушилках. Обжиг производится при температуре 750—850 оС в муфельных или проходных печах в воздушной среде. В процессе обжига покрытия в интервале температур 200—400 °С, т. е. при выгорании органической связки, подъем температуры должен быть замедленным во избежание вспучивания покрытия и образования трещин на металлизированной поверхности. Режим вжигания серебряной пасты устанавливается экспериментально. Он зависит от нагревостойкости керамики, размеров и конфигурации металлизируемого изделия. Длительность процесса может составлять 5—35 ч.
Толщина однократно металлизируемого слоя серебра составляет 3—10 мкм. В случае необходимости для получения покрытия с более толстым слоем деталь металлизируют 2 — 3 раза, проводя последовательно вжигание каждого нанесенного металлизированного слоя. Толщина металлизирующего слоя на изделиях среднего размера составляет 40 — 50 мкм.
Металлизация составами на основе тугоплавких металлов применяется для различных вакуум-плотных керамических изделий из фарфора, стеатита, форстерита и корундовой керамики. В металлизирующий состав входят различные добавки: марганец, железо, кремний, оксиды металлов — А12О3, ТiО2, Сr2О3, карбиды, бориды и специальные плавни.
Металлизация различных типов керамических материалов производится по схеме: очистка изолятора от загрязнений, обезжиривание, приготовление и нанесение металлизирующего состава, вжигание покрытия, зачистка, нанесение второго металлизирующего состава, вжигание второго покрытия и контроль качества покрытия.
Для приготовления металлизирующих паст используют материалы, получаемые с завода-изготовителя в виде тонкомолотых порошков с удельной поверхностью 4000—5000 см2/г для молибдена и 5000—7000 см2/г для марганца.
Компоненты металлизирующей пасты, взятые в заданном соотношении, смешиваются с раствором коллоксилина в изоамилацетате или водно-спиртовый раствор полиамидной смолы. Смешивание компонентов производится в валковой мельнице со стальным барабаном до получения однородной пасты.
Процесс вжигания металлизирующих покрытий производится в печах с защитной газовой средой при температуре 1200—1350 °С с выдержкой при конечной температуре 20—30 мин. Режим вжигания устанавливается опытным путем.
Вжигание покрытия проводится в печах периодического действия или толкательных печах непрерывного действия в увлажненной или азотно-водородной среде при отношении азота к водороду 2:1 или 3:1. Керамические материалы, содержащие в своем составе достаточное количество стеклофазы (фарфор, стеатит и др.), можно металлизировать пастами на основе тугоплавких металлов без специальных добавок, а керамические материалы, содержащие менее 5 % стеклофазы, необходимо металлизировать пастами, в состав которых входят компоненты, образующие жидкую фазу в процессе вжигания покрытия.
В табл. 13 (см. приложения) приведены составы для металлизации вакуумплотных керамических материалов.
Для увеличения толщины покрытия и облегчения пайки на молибденовое покрытие методом вжигания или гальваническим путем наносится слой никеля (второе покрытие)./2/
ПРИЛОЖЕНИЯ:
 |
|||||||||
 |
|||||||||
|
|||||||||
|
|||||||||
|
Таблица 1. Фазовый состав и основные свойства электрофарфора
| Показатель | Фарфор | |||
| твёрдый | с повышенным содержанием муллита | кристобалитовый | корундовый | |
| Состав, % | ||||
| Муллит | 25-28 | 35-48 | 23-25 | 10-12 |
| Кремнезем | 10-12 | 1-5 | 23-25 | - |
| Кристобалит | - | - | 20-25 | - |
| Корунд | - | 0-5 | - | 35-40 |
| Стеклофаза | 60-62 | 55-60 | 28-33 | 45-50 |
| Основные свойства | ||||
| Прочность при изгибе, МПа | 70 | 120 | 110 | 170-220 |
|
Ударная вязкость, кДж/м2 |
1,5 | 2,0 | 2,2 | 2,5 |
| Электрическая прочность, МВ/м | 30 | 35 | 35 | 35 |
Таблица 2. Основные классы электротехнических материалов соот-ветственно применению
| Класс | Применение | Вид керамики | Характерные особенности |
| 1 | Изоляторы для ус-тройств высокого и низкого напряжения, низкой частоты | Электрофарфор и глиноземистый фарфор | Хорошие электромеханические свойства, возмож-ность изготовления изоляторов любых размеров |
| 2 | Низкочастотные и вы-сокочастотные изоля-торы и конденсаторы малой ёмкости | Стетит, ультрафарфор, корундо-муллитовая керамика, цельзиановая керамика |
Небольшое значение εr |
| 3 | Конденсаторы высо-кого и низкого напря-жения, высокой и низ-кой частоты | Рутиловая, перовскитовая, титано-циркониевая керамика, стронций-висмутовый титанат, алюминат-лантановая керамика |
Высокое и очень вы-сокое значение εr, за-данное или не регла-ментированное зна-чение ТКε |
| 4 | Термодугостойкие узлы: искрогаситель-ные камеры, основа-ния нагревательных элементов и проволоч-ных резисторов, изоля-торы в вакуумных приборах | Кордиерит, литий-содержащая, высокоглиноземистая и цирконовая кера-мика | Высокая механи-ческая стойкость при нагреве и стойкость к термоударам |
| 5 | Высоконагревостойкие изоляторы | Керамика на основе чистых оксидов алю-миния, магния, бе-риллия и т. д. | Высокие электри-ческие свойства при высокой температу-ре, высокая тепло-проводность |
| 6 | Резисторы | Смесь керамики с са-жей или графитом; керамика на основе смешанных кристал-лов оксида цинка и оксидов металлов с переменной валент-ностью | Повышенная и высо-кая электропровод-ность, линейная и нелинейная вольт-амперные харак-теристики |
Таблица 3. Огнеупорные глины
| Место-рож-дение | Содержание оксидов, % | Потери при прокали-вании, % | ||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
||
| Часовъяр-ское | 49,6-60,74 | 27,17-36,15 | 0,77-1,97 | 0,24-1,12 | 0,64-1,32 | 1,42-2,99 | 0,19-0,54 | 9,86-7,35 |
| Дружков-ское | 47,0-57,0 | 32,4-37,0 | 0,81-1,32 | 0,72-1,38 | 0,16-0,50 | 1,18-3,48 | 11,46-9,50 | |
| Торжков-ское | 45,5-55,1 | 28,9-37,3 | 0,43-2,73 | 0,46-2,30 | 0,14-1,81 | 0,04-1,59 | 0,24-0,96 | 17,70-11,06 |
Таблица 4. Каолины
| Место-рож-дение | Вид коалина | Содержание оксидов, % |
Поте- ри при про-кали-вании, % |
||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
|||
| Прося-новское | Нео-бога-щён-ный | 65,0-69,7 | 21,7-26,4 | 0,84-1,0 | 0,4-0,7 | 0,08-0,3 | 0,27-0,83 | - | 7,9-4,9 |
| Обо-гащён-ный | 45,5-47,4 | 37,4-39,8 | 0,3-0,94 | 0,15-1,3 | 0,12-0,56 | 0,15-0,77 | 0-0,68 | 14,0-13,2 | |
| Глухо-вецкое | Нео-бога-щён-ный | 65,3-69,6 | 22,2-26,2 | 0,2-0,5 | 0,32-0,45 | - | 0,13-0,15 | - | 8,7-7,9 |
| Обо-гащён-ный | 46,0-47,9 | 37,1-40,4 | 0,21-0,95 | 0,13-0,5 | 0-0,53 | 0-0,4 | 0-0,003 | 13,7-13,1 | |
| Кыштым-ское | Нео-бога-щён-ный | 69,0 | 21,1 | 0,95 | 0,65 | 0,32 | - | - | 6,99 |
| Обо-гащён-ный | 45,7-49,2 | 36,3-38,2 | 0,5-2,2 | 0,46-1,6 | 0,28-0,76 | 0,39-0,80 | 0-0,59 | 13,7-12,1 | |
| Балай-ское | Обо-гащён-ный | 45,5-51,1 | 34,2-37,2 | 0,6-0,8 | 0,3-0,88 | 0,1-0,2 | - | 0,7-0,96 | - |
| Ангрен-ское | Нео-бога-щён-ный | 54,6-57,1 | 30,2-32,3 | 0,1-0,8 | 0,7-1,2 | 0,28-0,3 | - | 0,28 | - |
Таблица 5. Кварцевые материалы
| Сырьё | Содержание оксидов, % | Потери при прока-лива-нии, % | ||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
||
|
Кварцевый песок |
||||||||
| Любе-рецкий | 99,5-98,6 | 0,06-0,8 | 0,1-0,2 | 0,1-0,2 | 0,04-0,1 | 0,1 | - | 0,08-0,02 |
| Авдеев-ский | 96,6-98,8 | 2,7-0,7 | 0,1-0,2 | 0,2-0,6 | 0,1-0,2 | - | - | 0,1-0,3 |
| Талшин-ский | 99,3-99,7 | 0,3-0,2 | 0,04 | 0,06 | 0,03 | - | 0,04-0,1 | 0,1-0,4 |
| ГДР | 99,7-99,8 | 0,1 | 0,01 | 0,02 | 0,03 | - | - | 0,13-0,15 |
|
Кварц жильный |
||||||||
| Нарын-Кунтин-ский | 90,7-99,4 | 0,4-0,6 | 0,0-0,6 | 0,0-0,8 | 0,0-0,9 | 2,7-0,0 | 0,0-0,2 | 0,26 |
Таблица 6. Полевой шпат и пегматит
| Сырьё | Содержание оксидов, % | Поте-ри при прока-лива-нии, % | ||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
||
|
Пегматит |
||||||||
| Глубо-чан-ский (Тока-ров-ский) | 71,3-75,4 | 14,8-16,2 | 0,4-0,6 | 0,6-1,2 | 0,1-0,4 | 4,6-5,3 | 3,6-4,5 | 1,0-1,5 |
| Прила-дож-ский | 65,6-77,7 | 13,1-19,3 | 0,1-1,0 | 0,6-2,3 | 0-0,7 | 4,1-5,9 | 3,6-5,1 | 0,8-1,6 |
| Елисе-евский | 70,7-75,6 | 13,3-17,1 | 0,3-0,8 | 0,5-1,3 | 0-0,2 | 3,0-4,9 | 2,9-5,3 | 0,6-1,5 |
| Алапаев-ский | 65,5-74,4 | 13,9-19,7 | 0,2-0,4 | 0,2 | 0,1 | 7,9-12,0 | 1,9-3,5 | - |
|
Полевой шпат |
||||||||
| Норвеж-ский | 65-74,7 | 19,2-20,2 | 0,1-0,3 | - | 0,2 | 11,1-12,8 | 3,3-3,7 | 3,4-3,5 |
| Применя-емый в США | 65-68,6 | 17,3-19,9 | 0,1-0,3 | 0-0,5 | 0,03 | 10,5-12,0 | 2,7-3,3 | 3,6-3,9 |
| Применя-емый в Швеции | 64,0 | 19,4- | 0,1 | 0,08 | - | 14,0 | 1,9 | 7,3 |
| Применя-емый в ФРГ | 68,5 | 17,6 | 0,3 | 0,2 | 0,1 | 10,6 | 0,7 | 15,8 |
Таблица 7. Циркониевое сырьё
| Сырьё, место-рожде-ние | Содержание оксидов, % | Потери при про-калива-нии, % | |||||||
|
SiO2 |
K2O |
TiO2 |
ZrO2 |
Al2O3 |
Fe2O3 |
CaO | MgO | ||
| Бадделе-ит, Бразилия | 0,69-0,19 | - | - | 96,84-98,9 | 0,13 | 0,37-0,82 | 0,21-0,06 | - | 0,98-0,28 |
| Циркон-фавас светло-коричне-вый, Бразилия | 15,35 | - | 0,51 | 81,64 | 0,9 | 1,00 | - | - | 0,63 |
| Циркон-фавас аспидно-серый, Бразилия | 2,05 | - | 0,56 | 92,87 | 0,7 | 3,50 | - | - | 0,52 |
| Циркон-фавас чистый, Бразилия | 0,48 | - | 0,48 | 97,19 | 0,4 | 0,92 | Сле-ды | - | 0,38 |
| Циркон, Шри Ланка | 33,86 | - | - | 64,25 | - | 1,08 | - | - | - |
| Циркон, Швеция | 32,44 | - | - | 65,76 | - | 0,42 | 0,09 | - | 0,46 |
| Циркон, Австра-лия | 30,00 | - | 2,08 | 65,42 | 1,2 | 0,44 | 0,14 | 0,22 | - |
| Циркон, Россия (Ильмен-ские горы) | 34,79 | - | 0,91 | 57,95 | 2,88 | 1,94 | 1,85 | - | 0,15 |
| Циркон, Россия (Вишнё-вые горы) | 32,63 | 0,48 | 1,22 | 63,53 | 0,37 | 0,88 | 0,61 | 0,07 | 0,35 |
| Циркон, Россия (Жданов) | 34,09 | 1,08 | Нет | 59,93 | 1,4 | 1,44 | 0,12 | - | - |
Таблица 8. Тальки
| Тальк | Содержание оксидов, % | Потери при прока-лива-нии, % | ||||
|
SiO2 |
Al2O3+TiO2 |
Fe2O3 |
CaO | MgO | ||
| Онот-ский | 60,22-62,28 | 0,01-1,63 | 0,41-1,09 | Следы-0,5 | 31,02-32,99 | 5,9-4,92 |
| Шабров-ский (флотиро-ванный) | 57,66-58,65 | Следы-0,87 | 2,81-3,65 | Следы-0,19 | 31,95-32,5 | 7,06-6,25 |
| Миасский | 55,3-56 | 0,43-2,14 | 7,3-8,1 | 0,19-1,1 | 28,5-29,5 | 5,6-5,3 |
| Алгуй-ский | 68,4 | 0,25 | 0,27 | 0,08 | 25,9 | 3,8 |
| Кирги-тейский | 60,7-63,8 | 0,04-0,09 | 0,09-0,3 | 0,36 | 31,8 | 4,6-4,7 |
Таблица 9. Показатели диоксида титана различных модификаций
| Моди-фикация | Сингония |
Кажу-щаяся плот-ность, кг/м3 |
Твёр-дость по Мо-осу | Показатель прелом-ления света по двум направ-лениям |
Тем-пера-тура пере-хода в ру-тил, 0С |
TKl, 10-7 К-1 |
εr |
|
| Ng* | Np** | |||||||
| Анатаз | Тетраго-нальная | 3900 | 5-6 | 2,55 | 2,49 | 915 | 0,47-0,82 | 31 |
| Брукит | Ромби-ческая | 3900-4000 | 5-6 | 2,70 | 2,58 | 753 | 1,45-2,29 | 78 |
| Рутил | Тетраго-нальная | 4200-4400 | 6 | 2,90 | 2,61 | >1000 | 0,71-0,92 | 89* 173** |
* Максимальное значение
** Минимальное значение
Таблица 10. Технические требования к диоксиду титана различных марок
| Марка | Содержание оксидов, % | Нераство-римый остаток, % | ||||
|
TiO2 |
SiO2 |
Fe2O3 |
SO3 |
P2O5 |
||
| Конден-саторная | ≥99,0 | 0,28 | ≤0,10 | ≤0,05 | 0,5 | - |
| Пигмент-ная | 94-98 | - | - | - | 0,02-0,05 | - |
| Лигатур-ная | ≥99,5 | - | 0,13 | 0,04 | 0,05 | 0,5 |
| Специ-альная | ≥99,5 | 0,2 | 0,1 | 0,04 | 0,05 | 0,3 |
Таблица 11. Электрофизические показатели стеклоэмалей
| Номер стекло-эмали |
104 tgδ при |
ρ, Ом·м, при 2000С |
TKε, 10 К-1 |
εr |
Температура, 0С |
||
|
200С |
2000С |
Размягче-ния | Каплеобра-зования | ||||
| 7 | 11 | 20 |
1010 |
70 | 10 | 560±10 | 820±10 |
| 272 | 10 | 12 |
1013 |
70,5 | 9 | 750 | - |
| 278-2 | 18 | 20 |
1013 |
70±5 | 9 | 710±10 | 840±10 |
| 43 | 23 | 25 |
5·1010 |
65±5 | 17 | 620±10 | 800±10 |
| 25 | 27 | 28 |
5·1010 |
77±5 | - | - | - |
Таблица 12. Основные физико-химические свойства образца
| Материал |
Плотность, кг/м3 |
Твёрдость по Моосу | Микротвёрдость, ГПа | Модуль упругости, ГПа |
ТКl, 10-6 К-1 |
| Алмаз | 3490-3540 | 10 | 10 | 90 | 0,9-1,45 |
| Кубический нитрид бора | 3440-3490 | 9,9 | 9,25 | 72 | 2,1-4,0 |
| Карбид кремния | 3200 | 9,0 | 3,3-3,6 | 36,5 | 6,5 |
| Электрокорунд | 3950 | 8,5 | 2,0-2,1 | - | 7,5 |
Таблица 13. Составы для металлизации керамических материалов
| Керамический материал | Компоненты пасты | Состав пасты в %( по массе) |
| Стеатитовая керамика |
Молибден Железо |
98 2 |
| Форстеритовая керамика |
Молибден Марганец |
96 4 |
| Коррундомуллитовая керамика УФ-46 |
Молибден Марганец |
80 10:20 |
| Корундовая керамика |
Алюмосиликатный плавень* Молибден Марганец Борид молибдена Глазурь |
10 74 15 5 6 |
* Добавляется при 100% марганца
СПИСОК ЛИТЕРАТУРЫ:
1. Электротехнические материалы: Справочник/В. Б. Березин, Н. С. Прохоров, Г. А. Рыков, А. М. Хайкин. М.: Энергоатомиздат, 1993. 504 с.
2. Никулин Н. В., Кортнев В. В. Оборудование и технология производства электротехнических конструкций. М.: Энергия, 1999. 416 с.
3. Белинская Г. В., Выдрик Г. А. Технология электровакуумной и радиотехнической керамики. М.: Энергия, 1997. 336 с.
4. Материаловедение и проблемы энергетики: Пер. с англ./Под ред. Г. Ф. Мучника. М.: Мир, 1992. 576 с.
5. Технология электрокерамики/Г. Н. Масленникова, Ф. Я. Харитонов, Н. С. Костюков, К. С. Пирогов. М.: Энергия, 1994. 224 с.
6. Масленникова Г. Н., Харитонов Ф. Я., Дубов И. А. Технологический расчет в керамике. М.: Стройиздат, 1994. 224 с.
7. Балкевич В. Л. Техническая керамика. М.: Стройиздат, 1944. 255 с.
8. Прозрачные поликристаллические керамические материалы/ Под ред. Г. А. Выдрика, Т. В. Соловьевой. Обзорная информация. Сер. Электротехнические материалы. М.: Информэлектро, 1995. 49 с.
9. Попильский Р. Я., Пивинский Ю. Е. Прессование порошковых керамических масс. М.: Металлургия, 1993. 176 с.
10. Абразивная и алмазная обработка материалов: Справочник/Под ред. А. Н. Резникова. М.: Машиностроение, 1997. 392 с.
11. Исследование и разработка материалов для реакторов термоядерного синтеза. М.: Наука, 2000. 183 с.
12. Синтез и исследование материалов на основе силикатов и других тугоплавких соединений. Тр. МХТИ им. Д. И. Менделеева. Вып. 123. М.: 1993. 298 с.
13. Лазарев В. Б., Соболев В. В., Шпалыгин И. С. Химические и физические свойства простых оксидов. М.: Наука, 1993. 254 с.
14. Костанян К. А., Геворкян X. О. Керамические и стеклянные диэлектрики в электронной технике. Ереван: Изд-во АН Арм. ССР, 1994, 204 с.
15. Электрические изоляторы/Под ред. Н. С. Костюкова. М.: Энергоатомиздат, 1994. 296 с.
16. Самсонов Г. В. Тугоплавкие соединения: Справочник по свойствам и применению. М.: Металлургиздат, 1993. 398 с.
17. Самсонов Г. В., Кулик О. П., Полищук В. С. Получение и методы анализа нитридов. Киев: Наукова думка, 2000. 317 с.
18. Андреевский Р. А., Спивак И. И. Нитрид кремния и материалы на его основе. М.: Металлургия, 1998. 136 с.