Реферат: Оптимизация химического состава сплава
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РФ
УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Нижнетагильский институт
Кафедра металлургической технологии
«Математическое моделирование и оптимизация металлургических
процессов»
«Вычислительная техника в инженерных расчетах»
Оптимизация химического состава сплава
Студент: Бородин А.Н.
Группа: 321 – ОМД
Преподаватель: Грузман В.М.
Преподаватель: Баранов Ю.М.
1998г.
Содержание
| Введение | 4 | |
| Глава 1 |
Верхний, нижний и основной уровень. Расчет интервала варьирования |
5 |
| Глава 2 | Расчет уравнений | 7 |
| Расчет уравнения для C, Si и σ текучести | 7 | |
| Расчет уравнения для С, Si, относительного удлинения | 11 | |
| Расчет уравнения для С, Si, предела прочности | 13 | |
| Глава 3 | Проверка уравнений | 17 |
| Глава 4 | Оптимизация состава сплава | 18 |
Целью нашей работы является нахождение оптимального состава стали М74 для получения наилучших физических свойств сплава: предела текучести, предела прочности, абсолютного удлинения. В данной работе использован метод линейного программирования и дальнейшая оптимизация по двухфакторной модели, что позволило получить одновременно решение графическим методом и на ЭВМ.
В ходе работы был определен наилучший состав стали по заданным требованиям:
- для получения минимального предела текучести содержание углерода и кремния должно быть следующим: C=0,7%; Si=0,4%;
- для получения максимального предела прочности: C=0,8%; Si=0,25%;
- для получения максимального абсолютного удлинения: C=0,7%; Si=0,4%.
ВВЕДЕНИЕ
Математическая модель является эффективным современным средством управления производством. В современных условиях быстроизменяющейся обстановке во всех сферах металлургического производства, от исходных материалов до готовой продукции, когда необходимо быстро и с минимальной ошибкой принимать ответственные решения, необходимо знание основ математического моделирования, уметь не только пользоваться готовыми моделями, но и принимать участие в их создании.
Линейное программирование - один из самых распространенных методов решения оптимизационных задач на практике. Он является частью математического программирования вообще, направленного на решение задач о распределении дефицитных ресурсов с учетом технологических, экономических и других ограничений, накладываемых условиями функционирования реального моделируемого объекта. Для линейного программирования используют линейные математические зависимости. Рождение метода линейного программирования связано с именами фон Неймана, Хичкока, Стиглера, которые использования положения теории линейных неравенств и выпуклых множеств, сформулированные в прошлом веке, для оказания помощи руководителям в принятии оптимальных решений. Основная задача линейного программирования была сформулирована в 1947 году Георгом Данцигом из управления ВВС США, который высказал гипотезу, что к анализу взаимосвязей между различными сторонами деятельности крупного предприятия можно подходить с позиций линейного программирования, и что оптимизация программы может быть достигнута максимизацией (минимизацией) линейной целевой функции.
В металлургической технологии наибольшее распространение получила задача составления технологических смесей, а конкретно, задача оптимизации химического состава сплавов.
Для того, чтобы исследовать метод «Оптимизации химического состава сплава», я воспользовался данными из прокатного цеха НТМК, которые отражают влияние содержания углерода и кремния в стали М74 на ее физические свойства: предел текучести, предел прочности и абсолютное удлинение. Данные взяты в ЦЛК (см. приложение 2).
ГЛАВА 1
ОПРЕДЕЛЕНИЕ ВЕРХНЕГО, НИЖНЕГО И ОСНОВНОГО УРОВНЯ. РАСЧЕТ ИНТЕРВАЛА ВАРЬИРОВАНИЯ
По данным выборки назначим верхний и нижний уровень варьирования факторов и рассчитаем интервал варьирования и средний (основной, нулевой) уровень.
Для этого построим таблицу, отражающую частоту «попадания» каждого числа:
Таблица 1
Подсчет частот
|
Х1 |
К1 |
Х2 |
К2 |
| 0,71 | 7 | 0,25 | 2 |
| 0,72 | 26 | 0,26 | 5 |
| 0,73 | 50 | 0,27 | 0 |
| 0,74 | 49 | 0,28 | 6 |
| 0,75 | 79 | 0,29 | 11 |
| 0,76 | 35 | 0,30 | 21 |
| 0,77 | 53 | 0,31 | 38 |
| 0,78 | 48 | 0,32 | 88 |
| 0,79 | 36 | 0,33 | 66 |
| 0,8 | 9 | 0,34 | 44 |
| 0,81 | 4 | 0,35 | 28 |
| 0,82 | 4 | 0,36 | 42 |
| 0,37 | 29 | ||
| 0,38 | 7 | ||
| 0,39 | 13 | ||
| Итого | 400 | 400 |
Таблица 2
Нижний, верхний, основной уровень и интервал варьирования
Факторы |
Х1 |
Х2 |
Нижний уровень |
0,71 –0,74 | 0,25 – 0,29 |
Верхний уровень |
0,80 – 0,83 | 0,37 – 0,41 |
Основной уровень |
0,77 | 0,32 |
| Интервал варьирования | 0,04 | 0,05 |
Для нахождения среднего уровня выполняем следующие расчеты:
Найдем средние значения каждого интервала и основной уровень.
![]()
![]()
![]() основной
уровень
основной
уровень
![]()
![]()
основной уровень х2= ![]() 0
0
ГЛАВА 2
РАСЧЕТ УРАВНЕНИЙ
Необходимо рассчитать три уравнения:
- уравнение для C, Si и σ текучести,
- уравнение для C, Si и относительного удлинения,
- уравнение для C, Si и σ прочности.
2.1. Расчет уравнения для C, Si и σ текучести
Для того, чтобы оценить влияние
факторов, часто имеющих разную размерность, производится кодирование – факторы
делаем безразмерными, кроме этого кодирование обеспечивает легкость обработки
данных.![]()
 ,
где хi - кодированная
переменная.
,
где хi - кодированная
переменная.
2.1.1.Составление матрицы планирования
Таблица 3
Матрица планирования
| N | X1 | Х2 | y1 |
|
x1x2 |
| 1 | 1 | 1 | 667(40) | 667 | 1 |
| 2 | 1 | -1 | 589(20) | 608,5 | -1 |
| 628(357) | |||||
| 3 | -1 | 1 | 647(45) | 603,5 | -1 |
| 589(12) | |||||
| 589(191) | |||||
| 589(310) | |||||
| 4 | -1 | -1 | 598(19) | 586,4 | 1 |
| 598(134) | |||||
| 540(165) | |||||
| 598(253) | |||||
| 598(372) |
2.1.2. Определение коэффициентов регрессии
![]() ,
,
где N - число опытов по матрице планирования.
b0 =(667+603,5+586,4+608,5)/4=616,35
b1 =(667+608,5-603,5-586,4)/4=21,4
b2 =(667-608,5+603,5-586,4)/4=18,9
b3 =(667-608,5-603,5+586,4)/4=10,35
2.1.3. Проверка значимости коэффициентов при факторах
Дисперсия воспроизводимости служит для оценки ошибки опыта, для этого необходимо найти опыты в центре плана, для чего составим табл.4.
Таблица 4
Опыты в центре плана.
| N | X1 | x2 | y1 |
|
| 3 | 0,77 | 0,32 | 589 | |
| 96 | 598 | |||
| 118 | 589 | |||
| 138 | 598 | |||
| 215 | 598 | 594.4 | ||
| 237 | 589 | |||
| 257 | 598 | |||
| 334 | 598 | |||
| 356 | 589 | |||
| 376 | 598 |
 ,
,
где m – число опытов
![]()
Проверка значимости коэффициентов регрессии.
 ;
;
 ;
;
![]() ;
;
![]() ;
;
![]()
tтабл. = 2,26; т.е. все коэффициенты значимы.
Получили уравнение ![]()
2.1.4. Проверка адекватности математической модели
Проверяем
адекватность математической модели по критерию Фишера. Для получения
адекватности необходимо, чтобы разброс в точке и разброс в регрессии был
сопоставим. ![]() ,
,
где f =N-(k+1)=4-(3+1)=0
Y1=616,35+21,4+18,9+10,35=667
Y2=616,35+21,4-18,9-10,35=608,5
Y3=616,35-21,4+18,9-10,35=603,5
Y4=616,35-21,4-18,9+10,35=586,5
![]()
Критерий Фишера

Математическая модель адекватна.
2.1.5. Переход от кодированных переменных к натуральным

2.2. Расчет уравнения для С, Si, относительного удлинения
2.2.1. Составление матрицы планирования
Таблица 5
Матрица планирования
| N | x1 | x2 | x1x2 | y2 |
|
| 1 | 1 | 1 | 1 | 6,7(40) | 6,7 |
| 2 | 1 | -1 | -1 | 5(20) | 5,5 |
| 6(357) | |||||
| 3 | -1 | 1 | -1 | 7,3(45) | 9,85 |
| 10,7(12) | |||||
| 10,7(191) | |||||
| 10,7(310) | |||||
| 4 | -1 | -1 | 1 | 6(19) | 6,2 |
| 6(134) | |||||
| 7(165) | |||||
| 6(253) | |||||
| 6(372) |
2.2.2. Расчет дисперсии воспроизводимости
Таблица 6
Опыты в центре плана
| N | x1 | x2 | y2 |
|
| 3 | 0,77 | 0,32 | 7,3 | 6,1 |
| 96 | 5,3 | |||
| 118 | 7,3 | |||
| 138 | 5,3 | |||
| 215 | 5,3 | |||
| 237 | 7,3 | |||
| 257 | 5,3 | |||
| 334 | 5,3 | |||
| 356 | 7,3 | |||
| 376 | 5,3 |

2.2.3. Определение коэффициентов регрессии
b0 =(6,7+5,5+9,85+6,2)/4=7,0625
b1 =(6,7+5,5-9,85-6,2)/4=-0,9625
b2 =(6,7-5,5+9,85-6,2)/4=1,2125
b3 =(6,7-5,5-9,85+6,2)/4=-0,6125
2.2.4.Проверка значимости коэффициентов регрессии
 ;
;
;
![]() ;
;
![]() ;
;
![]()
tтабл. = 2,26; t3< tтабл. , t2< tтабл., т.е. эти коэффициенты незначимы.
![]()
2.2.5. Проверка адекватности математической модели

Y1=7,0625+1,2125=8,275
Y2=7,0625-1,2125=5,85
Y3=7,0625+1,2125=8,275
Y4=7,0625-1,2125=5,85
![]()
![]()
Критерий Фишера:  ; Fрасч. <Fтабл.
; Fрасч. <Fтабл.
Математическая модель адекватна.
2.2.5. Переход от кодированных переменных к натуральным
![]()
2.3. Расчет уравнения для С, Si, предела прочности
2.3.1. Составление матрицы планирования
Таблица 7
Матрица планирования
| N | x1 | x2 | x1x2 | Y3 |
|
| 1 | 1 | 1 | 1 | 1079 | 1079 |
| 2 | 1 | -1 | -1 | 1030 | 1044,5 |
| 1059 | |||||
| 3 | -1 | 1 | -1 | 1028 | 1024,5 |
| 1010 | |||||
| 1040 | |||||
| 1020 | |||||
| 4 | -1 | -1 | 1 | 1020 | 1028 |
| 1030 | |||||
| 1010 | |||||
| 1040 | |||||
| 1040 |
3.2.Вычисление дисперсии воспроизводимости
Таблица 8
Опыты в центре плана
| N | X1 | x2 | y2 |
|
| 3 | 0,77 | 0,32 | 1010 | 1006,5 |
| 96 | 1010 | |||
| 118 | 1030 | |||
| 138 | 1001 | |||
| 215 | 991 | |||
| 237 | 1001 | |||
| 257 | 991 | |||
| 334 | 1010 | |||
| 356 | 1001 | |||
| 376 | 1020 |

2.3.3. Определение коэффициентов регрессии
b0 =(1079+1044,5+1024,6+1028)/4=1044
b1 =(1079+1044,5-1024,6-1028)/4=17,75
b2 =(1079-1044,5+1024,6-1028)/4=7,75
b3 =(1079-1044,5-1024,6+1028)/4=9,5
2.3.4. Проверка значимости коэффициентов регрессии
 ;
;
;
![]() ;
;
![]() ;
;
![]()
tтабл. = 2,26; t3< tтабл. , t2< tтабл., т.е. эти коэффициенты незначимы.
2.3.5. Проверка адекватности математической модели

Y1=1044+17,75=1061,75
Y2=1044+17,75=1061,75
Y3=1044-17,75=1026,25
Y4=1044-17,75=1026,25
![]()
![]()
Критерий Фишера:  ; Fрасч. <Fтабл.
; Fрасч. <Fтабл.
Математическая модель адекватна.
2.3.6. Переход от кодированных переменных к натуральным
![]()
ГЛАВА 3
ПРОВЕРКА УРАВНЕНИЙ
Проверим составленные уравнения, отражающие влияние содержания углерода и кремния в стали на ее физические свойства.
Таблица 9
Проверка уравнений
| N опыта | 295 | 392 | 149 |
| x1= | 0,75 | 0,73 | 0,79 |
| x2= | 0,39 | 0,29 | 0,33 |
| yпр1.= | 687 | 589 | 589 |
| yрасч1.= | 632,69 | 604,61 | 643,81 |
| yпр.2= | 10,7 | 6 | 6 |
| yрасч.2= | 8,76 | 6,335 | 7,305 |
| yпр.3= | 1059 | 1030 | 1001 |
| yрасч.3= | 1035,1125 | 1026,2375 | 1052,8625 |
ГЛАВА 4
ОПТИМИЗАЦИЯ СОСТАВА СПЛАВА
Необходимо оптимизировать химический состав сплава по C и Si. В ходе работы были выявлены зависимости механических свойств от состава сплава:
σтек. – предел текучести,
![]() абсолютное
удлинение,
абсолютное
удлинение,
σпр. – предел прочности;
σтек. =![]()
![]()
![]()
σпр.= ![]()
4.1. Оптимальный состав сплава по пределу текучести
Найти оптимальный состав сплава по пределу текучести, т.е. найти такой состав сплава, который обеспечит минимальный предел текучести при следующих ограничениях:
![]() ГОСТ –
84182-80
ГОСТ –
84182-80
Строим график(рис.1).
![]() σтек. min
σтек. min ![]()
![]()
![]()
Координаты: ![]()
σпр.:
![]()
Координаты: ![]()
![]() Оптимальный
состав сплава при σтек. min является
C=0,7%; Si=0,4%.
Оптимальный
состав сплава при σтек. min является
C=0,7%; Si=0,4%.
σтек.= ![]()
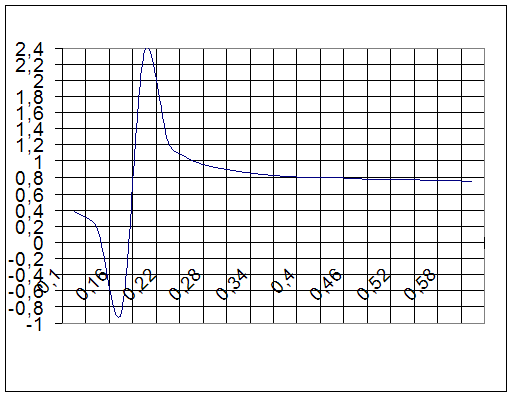
Рис. 2. Нахождение минимума предела текучести
4.2.Оптимальный состав сплава по абсолютному удлинению
Найти оптимальный состав сплава по абсолютному удлинению, т.е. найти такой состав сплава, который обеспечит максимальное абсолютное удлинение при следующих ограничениях:
![]() , ГОСТ –
84182-80
, ГОСТ –
84182-80
Строим график(рис.2).
σтек.
![]()
![]()
![]() max
max ![]()
Координаты: ![]()
σпр.:
![]()
Координаты: ![]()
![]() Оптимальный
состав сплава при .
Оптимальный
состав сплава при . ![]() max является C=0,7%; Si=0,4%.
max является C=0,7%; Si=0,4%.
![]()
![]()
Рис. 3. Нахождение максимального абсолютного удлинения.
4.3. Оптимальный состав сплава по пределу прочности
Найти оптимальный состав сплава по пределу прочности, т.е. найти такой состав сплава, который обеспечит максимальное значение предела прочности при следующих ограничениях:
![]() ГОСТ –
84182-80
ГОСТ –
84182-80
Строим график (рис. 3).
σтек.
![]()
![]()
![]()
Координаты: ![]()
![]() σпр. max
σпр. max ![]()
Координаты: ![]()
![]() Оптимальный
состав сплава при σпр. max является
C=0,8%; Si=0,25%.
Оптимальный
состав сплава при σпр. max является
C=0,8%; Si=0,25%.
σпр.= ![]()
Рис. 3. Нахождение максимального предела прочности.
Как видно, результаты решения задачи графическим методом полностью совпали с решением на компьютере в программе «Эврика» (см. приложение 1) .
Приложение 1
В данном приложении отражено решение задачи оптимизации аналитическим методом с помощью ЭВМ.
***************************************************************
Эврика: Решатель , Верс. 1.0r
Воскр. Ноябрь 23, 1997, 6:47 pm.
Имя файла ввода: C:\TEMP\TMM\EVRIKA\3.EKA
***************************************************************
Y1=1043-649*X1-2579*X2+3700*X1*X2
Y2=-0.6975+24.25*X2
Y3=702.3+443.75*X1
Y1<=680
Y2>=5
Y3>=950
$MIN(Y1)
X1<=0.8
X1>=0.7
X2<=0.4
X2>=.25
***************************************************************
Решение :
Переменные Значения
X1 = .70000000
X2 = .40000000
Y1 = 593.10000
Y2 = 9.0025000
Y3 = 1012.9250
Уровень доверия = 45.8%
Все ограничения удовлетв.
***************************************************************
Эврика: Решатель , Верс. 1.0r
Воскр. Ноябрь 23, 1997, 6:47 pm.
Имя файла ввода: C:\TEMP\TMM\EVRIKA\3.EKA
***************************************************************
Y1=1043-649*X1-2579*X2+3700*X1*X2
Y2=-0.6975+24.25*X2
Y3=702.3+443.75*X1
Y1<=680
Y2>=5
Y3>=950
$MAX(Y2)
X1<=0.8
X1>=0.7
X2<=0.4
X2>=.25
***************************************************************
Решение :
Переменные Значения
X1 = .70522708
X2 = .40000000
Y1 = 597.44370
Y2 = 9.0025000
Y3 = 1015.2445
Уровень доверия = 57.1%
Все ограничения удовлетв.
***************************************************************
Эврика: Решатель , Верс. 1.0r
Воскр. Ноябрь 23, 1997, 6:47 pm.
Имя файла ввода: C:\TEMP\TMM\EVRIKA\3.EKA
***************************************************************
Y1=1043-649*X1-2579*X2+3700*X1*X2
Y2=-0.6975+24.25*X2
Y3=702.3+443.75*X1
Y1<=680
Y2>=5
Y3>=950
$MAX(Y3)
X1<=0.8
X1>=0.7
X2<=0.4
X2>=.25
***************************************************************
Решение :
Переменные Значения
X1 = .80000000
X2 = .25000000
Y1 = 619.05000
Y2 = 5.3650000
Y3 = 1057.3000
Уровень доверия = 53.2%
Все ограничения удовлетв.
Приложение 2
| N | С | Si | пр. тек. | абс. удл. | пр. прочн. |
| 1 | 0,73 | 0,34 | 598 | 7 | 1010 |
| 2 | 0,76 | 0,36 | 589 | 6 | 1030 |
| 3 | 0,77 | 0,32 | 589 | 7,3 | 1010 |
| 4 | 0,81 | 0,33 | 623 | 6 | 1030 |
| 5 | 0,77 | 0,37 | 589 | 6,7 | 1050 |
| 6 | 0,79 | 0,39 | 559 | 8 | 1001 |
| 7 | 0,82 | 0,34 | 638 | 6 | 1059 |
| 8 | 0,75 | 0,36 | 589 | 6,7 | 1040 |
| 9 | 0,75 | 0,32 | 598 | 8 | 1050 |
| 10 | 0,8 | 0,34 | 589 | 4,7 | 1010 |
| 11 | 0,74 | 0,32 | 579 | 4,7 | 991 |
| 12 | 0,74 | 0,31 | 569 | 6,7 | 971 |
| 13 | 0,73 | 0,32 | 589 | 6,7 | 1010 |
| 14 | 0,75 | 0,31 | 579 | 6 | 1030 |
| 15 | 0,73 | 0,33 | 589 | 6,3 | 1030 |
| 16 | 0,73 | 0,29 | 579 | 7,3 | 991 |
| 17 | 0,75 | 0,31 | 579 | 8,7 | 1010 |
| 18 | 0,74 | 0,32 | 608 | 6 | 1030 |
| 19 | 0,72 | 0,26 | 598 | 6 | 1020 |
| 20 | 0,8 | 0,28 | 589 | 5 | 1030 |
| 21 | 0,79 | 0,36 | 598 | 6 | 1040 |
| 22 | 0,78 | 0,34 | 579 | 7 | 1020 |
| 23 | 0,77 | 0,32 | 598 | 5,3 | 1001 |
| 24 | 0,75 | 0,33 | 471 | 9,3 | 893 |
| 25 | 0,77 | 0,3 | 589 | 6,7 | 1020 |
| 26 | 0,77 | 0,31 | 569 | 6,7 | 991 |
| 27 | 0,76 | 0,32 | 667 | 6.3 | 1059 |
| 28 | 0,78 | 0,35 | 608 | 6,7 | 1020 |
| 29 | 0,74 | 0,28 | 598 | 6 | 1020 |
| 30 | 0,75 | 0,32 | 589 | 6,7 | 1020 |
| 31 | 0,73 | 0,36 | 589 | 7,3 | 1020 |
| 32 | 0,71 | 0,31 | 638 | 6 | 1030 |
| 33 | 0,74 | 0,36 | 589 | 6,7 | 1010 |
| 34 | 0,79 | 0,33 | 589 | 6 | 1030 |
| 35 | 0,75 | 0,33 | 608 | 8 | 1030 |
| 36 | 0,78 | 0,34 | 589 | 4 | 1001 |
| 37 | 0,72 | 0,32 | 589 | 6,7 | 1010 |
| 38 | 0,72 | 0,33 | 589 | 6,7 | 1001 |
| 39 | 0,73 | 0,29 | 589 | 6 | 1010 |
| 40 | 0,8 | 0,38 | 667 | 6,7 | 1079 |
| 41 | 0,75 | 0,29 | 647 | 6,3 | 1059 |
| 42 | 0,73 | 0,32 | 579 | 7,3 | 991 |
| 43 | 0,75 | 0,28 | 598 | 7,3 | 1020 |
| 44 | 0,72 | 0,34 | 598 | 6 | 1010 |
| 45 | 0,72 | 0,38 | 647 | 7,3 | 1028 |
| 46 | 0,79 | 0,31 | 598 | 4 | 1001 |
| 47 | 0,78 | 0,37 | 638 | 6 | 1030 |
| 48 | 0,73 | 0,35 | 598 | 6,7 | 1010 |
| 49 | 0,72 | 0,32 | 589 | 7 | 1010 |
| 50 | 0,71 | 0,31 | 540 | 7,7 | 942 |
| 51 | 0,76 | 0,32 | 549 | 6 | 991 |
| 52 | 0,75 | 0,37 | 677 | 14 | 1128 |
| 53 | 0,77 | 0,35 | 598 | 4,7 | 991 |
| 54 | 0,79 | 0,33 | 647 | 6 | 1050 |
| 55 | 0,72 | 0,33 | 579 | 6,7 | 971 |
| 56 | 0,78 | 0,33 | 657 | 13,3 | 1079 |
| 57 | 0,75 | 0,39 | 687 | 10,7 | 1128 |
| 58 | 0,75 | 0,36 | 579 | 8 | 1010 |
| 59 | 0,75 | 0,32 | 657 | 6,7 | 981 |
| 60 | 0,76 | 0,34 | 608 | 8 | 1059 |
| 61 | 0,74 | 0,33 | 569 | 6,7 | 981 |
| 62 | 0,73 | 0,31 | 569 | 6,7 | 981 |
| 63 | 0,78 | 0,36 | 687 | 8 | 1089 |
| 64 | 0,75 | 0,33 | 579 | 8,7 | 991 |
| 65 | 0,73 | 0,35 | 559 | 6 | 1001 |
| 66 | 0,73 | 0,34 | 549 | 8 | 981 |
| 67 | 0,74 | 0,33 | 598 | 7,3 | 1010 |
| 68 | 0,74 | 0,32 | 598 | 7 | 1001 |
| 69 | 0,75 | 0,32 | 608 | 5,7 | 1030 |
| 70 | 0,78 | 0,32 | 589 | 6,7 | 1030 |
| 71 | 0,79 | 0,36 | 618 | 6,7 | 1069 |
| 72 | 0,72 | 0,37 | 589 | 10,7 | 1010 |
| 73 | 0,76 | 0,39 | 687 | 7,3 | 1079 |
| 74 | 0,75 | 0,3 | 598 | 8 | 1040 |
| 75 | 0,74 | 0,33 | 589 | 6,7 | 1020 |
| 76 | 0,74 | 0,32 | 598 | 6,7 | 1030 |
| 77 | 0,75 | 0,31 | 589 | 6 | 1020 |
| 78 | 0,75 | 0,32 | 579 | 6 | 971 |
| 79 | 0,79 | 0,32 | 657 | 6,7 | 1059 |
| 80 | 0,77 | 0,3 | 618 | 7 | 1030 |
| 81 | 0,77 | 0,3 | 559 | 6,7 | 991 |
| 82 | 0,77 | 0,34 | 608 | 6 | 1079 |
| 83 | 0,79 | 0,37 | 687 | 7,7 | 1010 |
| 84 | 0,77 | 0,35 | 608 | 7,3 | 991 |
| 85 | 0,73 | 0,35 | 608 | 4,6 | 1010 |
| 86 | 0,76 | 0,36 | 589 | 6,7 | 952 |
| 87 | 0,73 | 0,33 | 559 | 6,6 | 961 |
| 88 | 0,74 | 0,32 | 598 | 7,3 | 1010 |
| 89 | 0,79 | 0,35 | 618 | 7,3 | 971 |
| 90 | 0,76 | 0,33 | 589 | 4 | 1059 |
| 91 | 0,75 | 0,33 | 618 | 8,7 | 1050 |
| 92 | 0,79 | 0,31 | 638 | 6,7 | 961 |
| 93 | 0,73 | 0,34 | 569 | 6,3 | 1010 |
| 94 | 0,78 | 0,37 | 598 | 6,6 | 1030 |
| 95 | 0,75 | 0,35 | 638 | 7 | 1020 |
| 96 | 0,77 | 0,32 | 598 | 5,3 | 1010 |
| 97 | 0,78 | 0,37 | 569 | 6,3 | 991 |
| 98 | 0,76 | 0,32 | 569 | 6,7 | 1010 |
| 99 | 0,73 | 0,32 | 559 | 6,7 | 1030 |
| 100 | 0,79 | 0,34 | 598 | 6,7 | 1069 |
| 101 | 0,78 | 0,37 | 667 | 6 | 991 |
| 102 | 0,72 | 0,36 | 569 | 6,7 | 1030 |
| 103 | 0,77 | 0,34 | 608 | 6,7 | 1010 |
| 104 | 0,76 | 0,32 | 569 | 6,7 | 1020 |
| 105 | 0,76 | 0,33 | 569 | 6 | 991 |
| 106 | 0,74 | 0,33 | 598 | 6 | 1050 |
| 107 | 0,78 | 0,34 | 598 | 6,7 | 1030 |
| 108 | 0,75 | 0,35 | 589 | 7 | 1059 |
| 109 | 0,78 | 0,37 | 657 | 6,7 | 1050 |
| 110 | 0,74 | 0,32 | 608 | 4,7 | 1001 |
| 111 | 0,77 | 0,34 | 589 | 7 | 1003 |
| 112 | 0,78 | 0,33 | 589 | 6,7 | 1020 |
| 113 | 0,77 | 0,36 | 698 | 4,7 | 1040 |
| 114 | 0,77 | 0,33 | 628 | 7 | 1020 |
| 115 | 0,77 | 0,39 | 589 | 4,7 | 1010 |
| 116 | 0,73 | 0,34 | 598 | 7 | 1030 |
| 117 | 0,76 | 0,36 | 589 | 6 | 1010 |
| 118 | 0,77 | 0,32 | 589 | 7,3 | 1030 |
| 119 | 0,81 | 0,33 | 628 | 6 | 1050 |
| 120 | 0,77 | 0,37 | 589 | 6,7 | 1001 |
| 121 | 0,79 | 0,39 | 559 | 8 | 1059 |
| 122 | 0,82 | 0,34 | 638 | 6 | 1040 |
| 123 | 0,75 | 0,36 | 589 | 6,7 | 1050 |
| 124 | 0,75 | 0,32 | 598 | 8 | 1010 |
| 125 | 0,8 | 0,36 | 589 | 4,7 | 991 |
| 126 | 0,74 | 0,32 | 579 | 4,7 | 971 |
| 127 | 0,74 | 0,31 | 569 | 6,7 | 1010 |
| 128 | 0,73 | 0,32 | 589 | 6,7 | 1030 |
| 129 | 0,75 | 0,31 | 579 | 6 | 1030 |
| 130 | 0,73 | 0,33 | 589 | 6,3 | 991 |
| 131 | 0,73 | 0,29 | 579 | 7,3 | 1010 |
| 132 | 0,75 | 0,31 | 579 | 8,7 | 1030 |
| 133 | 0,74 | 0,32 | 608 | 6 | 1020 |
| 134 | 0,72 | 0,26 | 598 | 6 | 1030 |
| 135 | 0,8 | 0,3 | 579 | 5 | 1040 |
| 136 | 0,79 | 0,36 | 598 | 6 | 1020 |
| 137 | 0,78 | 0,34 | 579 | 7 | 1001 |
| 138 | 0,77 | 0,32 | 598 | 5,3 | 1001 |
| 139 | 0,75 | 0,33 | 471 | 9,3 | 991 |
| 140 | 0,77 | 0,3 | 589 | 6,7 | 1059 |
| 141 | 0,77 | 0,31 | 569 | 6,7 | 1020 |
| 142 | 0,76 | 0,32 | 667 | 6,3 | 1020 |
| 143 | 0,78 | 0,35 | 608 | 6,7 | 1020 |
| 144 | 0,74 | 0,28 | 598 | 6 | 1020 |
| 145 | 0,75 | 0,32 | 589 | 6,7 | 1030 |
| 146 | 0,73 | 0,36 | 589 | 7,3 | 1001 |
| 147 | 0,71 | 0,31 | 638 | 6 | 1030 |
| 148 | 0,74 | 0,36 | 589 | 6,7 | 1030 |
| 149 | 0,79 | 0,33 | 589 | 6 | 1001 |
| 150 | 0,75 | 0,33 | 608 | 8 | 1010 |
| 151 | 0,78 | 0,34 | 589 | 4 | 1001 |
| 152 | 0,72 | 0,32 | 589 | 6,7 | 1010 |
| 153 | 0,72 | 0,33 | 589 | 6,7 | 1030 |
| 154 | 0,73 | 0,29 | 589 | 6 | 1030 |
| 155 | 0,73 | 0,32 | 608 | 7 | 1020 |
| 156 | 0,75 | 0,31 | 589 | 6,7 | 1001 |
| 157 | 0,74 | 0,3 | 618 | 6,3 | 1050 |
| 158 | 0,78 | 0,32 | 598 | 8 | 1040 |
| 159 | 0,76 | 0,3 | 597 | 6 | 1010 |
| 160 | 0,75 | 0,38 | 598 | 6 | 1059 |
| 161 | 0,78 | 0,36 | 618 | 6,7 | 1020 |
| 162 | 0,75 | 0,37 | 618 | 5,3 | 1030 |
| 163 | 0,78 | 0,3 | 589 | 6 | 961 |
| 164 | 0,75 | 0,32 | 569 | 6,7 | 1020 |
| 165 | 0,72 | 0,25 | 540 | 7 | 1010 |
| 166 | 0,79 | 0,35 | 608 | 6,6 | 1010 |
| 167 | 0,75 | 0,33 | 598 | 6,3 | 942 |
| 168 | 0,74 | 0,38 | 589 | 5,3 | 991 |
| 169 | 0,71 | 0,31 | 540 | 7,7 | 1128 |
| 170 | 0,76 | 0,32 | 549 | 6 | 991 |
| 171 | 0,75 | 0,37 | 677 | 14 | 1050 |
| 172 | 0,77 | 0,35 | 598 | 4,7 | 971 |
| 173 | 0,79 | 0,33 | 647 | 6 | 1079 |
| 174 | 0,72 | 0,33 | 579 | 6,7 | 1128 |
| 175 | 0,78 | 0,33 | 657 | 13,3 | 1010 |
| 176 | 0,75 | 0,39 | 687 | 10,7 | 981 |
| 177 | 0,75 | 0,36 | 579 | 8 | 1059 |
| 178 | 0,75 | 0,32 | 657 | 6,7 | 981 |
| 179 | 0,76 | 0,34 | 608 | 8 | 981 |
| 180 | 0,74 | 0,33 | 569 | 6,7 | 1089 |
| 181 | 0,73 | 0,31 | 569 | 6,7 | 991 |
| 182 | 0,78 | 0,36 | 687 | 8 | 1001 |
| 183 | 0,75 | 0,33 | 579 | 8,7 | 981 |
| 184 | 0,73 | 0,35 | 559 | 6 | 1010 |
| 185 | 0,73 | 0,34 | 549 | 8 | 1001 |
| 186 | 0,74 | 0,32 | 598 | 7,3 | 1030 |
| 187 | 0,74 | 0,32 | 598 | 7 | 1030 |
| 188 | 0,75 | 0,32 | 608 | 5,7 | 1069 |
| 189 | 0,78 | 0,32 | 589 | 6,7 | 1010 |
| 190 | 0,79 | 0,36 | 618 | 6,7 | 1079 |
| 191 | 0,72 | 0,37 | 589 | 10,7 | 1040 |
| 192 | 0,76 | 0,39 | 687 | 7,3 | 1020 |
| 193 | 0,75 | 0,3 | 598 | 8 | 1030 |
| 194 | 0,74 | 0,33 | 589 | 6,7 | 1020 |
| 195 | 0,74 | 0,32 | 598 | 6,7 | 971 |
| 196 | 0,75 | 0,31 | 589 | 6 | 1059 |
| 197 | 0,75 | 0,32 | 579 | 6 | 1030 |
| 198 | 0,79 | 0,32 | 657 | 6,7 | 991 |
| 199 | 0,77 | 0,3 | 618 | 7 | 1059 |
| 200 | 0,77 | 0,3 | 559 | 6,7 | 1079 |
| 201 | 0,77 | 0,34 | 608 | 6 | 1010 |
| 202 | 0,79 | 0,37 | 687 | 7,7 | 991 |
| 203 | 0,77 | 0,35 | 608 | 7,3 | 1010 |
| 204 | 0,73 | 0,35 | 608 | 4,6 | 952 |
| 205 | 0,76 | 0,36 | 589 | 6,7 | 961 |
| 206 | 0,73 | 0,33 | 559 | 6,6 | 1010 |
| 207 | 0,74 | 0,32 | 598 | 7,3 | 971 |
| 208 | 0,79 | 0,35 | 618 | 7,3 | 1059 |
| 209 | 0,76 | 0,33 | 589 | 4 | 1050 |
| 210 | 0,75 | 0,33 | 618 | 8,7 | 961 |
| 211 | 0,79 | 0,31 | 638 | 6,7 | 1020 |
| 212 | 0,73 | 0,34 | 569 | 6,3 | 1030 |
| 213 | 0,78 | 0,37 | 598 | 6,6 | 1020 |
| 214 | 0,75 | 0,35 | 638 | 7 | 971 |
| 215 | 0,77 | 0,32 | 598 | 5,3 | 991 |
| 216 | 0,78 | 0,37 | 569 | 6,3 | 1010 |
| 217 | 0,76 | 0,32 | 569 | 6,7 | 1030 |
| 218 | 0,73 | 0,32 | 559 | 6,7 | 1069 |
| 219 | 0,79 | 0,34 | 598 | 6,7 | 991 |
| 220 | 0,78 | 0,37 | 667 | 6 | 1030 |
| 221 | 0,72 | 0,36 | 569 | 6,7 | 1010 |
| 222 | 0,77 | 0,34 | 608 | 6,7 | 1020 |
| 223 | 0,76 | 0,32 | 569 | 6,7 | 991 |
| 224 | 0,76 | 0,33 | 569 | 6 | 1050 |
| 225 | 0,74 | 0,33 | 598 | 6 | 1030 |
| 226 | 0,78 | 0,34 | 598 | 6,7 | 1059 |
| 227 | 0,75 | 0,35 | 589 | 7 | 1050 |
| 228 | 0,78 | 0,37 | 657 | 6,7 | 1001 |
| 229 | 0,74 | 0,32 | 608 | 4,7 | 1003 |
| 230 | 0,77 | 0,34 | 589 | 7 | 1020 |
| 231 | 0,78 | 0,33 | 589 | 6,7 | 1040 |
| 232 | 0,77 | 0,36 | 698 | 4,7 | 1020 |
| 233 | 0,77 | 0,33 | 628 | 7 | 1010 |
| 234 | 0,77 | 0,39 | 589 | 4,7 | 1030 |
| 235 | 0,73 | 0,34 | 598 | 7 | 1010 |
| 236 | 0,76 | 0,36 | 589 | 6 | 1030 |
| 237 | 0,77 | 0,32 | 589 | 7,3 | 1001 |
| 238 | 0,81 | 0,33 | 628 | 6 | 1001 |
| 239 | 0,77 | 0,37 | 589 | 6,7 | 1059 |
| 240 | 0,79 | 0,39 | 559 | 8 | 1040 |
| 241 | 0,82 | 0,34 | 638 | 6 | 1050 |
| 242 | 0,75 | 0,36 | 589 | 6,7 | 1010 |
| 243 | 0,75 | 0,32 | 598 | 8 | 991 |
| 244 | 0,8 | 0,34 | 589 | 4,7 | 971 |
| 245 | 0,74 | 0,32 | 579 | 4,7 | 1010 |
| 246 | 0,74 | 0,31 | 569 | 6,7 | 1030 |
| 247 | 0,73 | 0,32 | 589 | 6,7 | 1030 |
| 248 | 0,75 | 0,31 | 579 | 6 | 991 |
| 249 | 0,73 | 0,33 | 589 | 6,3 | 1010 |
| 250 | 0,73 | 0,29 | 579 | 7,9 | 1030 |
| 251 | 0,75 | 0,31 | 579 | 8,7 | 1020 |
| 252 | 0,74 | 0,32 | 608 | 6 | 1030 |
| 253 | 0,72 | 0,26 | 598 | 6 | 1040 |
| 254 | 0,8 | 0,3 | 589 | 5 | 1001 |
| 255 | 0,79 | 0,36 | 598 | 6 | 893 |
| 256 | 0,78 | 0,34 | 579 | 7 | 941 |
| 257 | 0,77 | 0,32 | 598 | 5,3 | 991 |
| 258 | 0,75 | 0,33 | 471 | 9,3 | 1059 |
| 259 | 0,77 | 0,3 | 589 | 6,7 | 1020 |
| 260 | 0,77 | 0,31 | 569 | 6,7 | 1020 |
| 261 | 0,76 | 0,32 | 667 | 6,3 | 1020 |
| 262 | 0,78 | 0,35 | 608 | 6,7 | 1020 |
| 263 | 0,74 | 0,28 | 598 | 6 | 1030 |
| 264 | 0,75 | 0,32 | 589 | 6,7 | 1001 |
| 265 | 0,73 | 0,36 | 589 | 7,3 | 1030 |
| 266 | 0,71 | 0,31 | 638 | 6 | 1030 |
| 267 | 0,74 | 0,36 | 589 | 6,7 | 1001 |
| 268 | 0,79 | 0,33 | 589 | 6 | 1010 |
| 269 | 0,75 | 0,33 | 608 | 8 | 971 |
| 270 | 0,78 | 0,34 | 589 | 4 | 1010 |
| 271 | 0,72 | 0,32 | 589 | 6,7 | 1030 |
| 272 | 0,72 | 0,33 | 589 | 6,7 | 1030 |
| 273 | 0,73 | 0,29 | 589 | 6 | 1020 |
| 274 | 0,73 | 0,32 | 608 | 7 | 1001 |
| 275 | 0,75 | 0,31 | 589 | 6,7 | 1050 |
| 276 | 0,74 | 0,3 | 618 | 6,3 | 1040 |
| 277 | 0,78 | 0,32 | 598 | 8 | 1010 |
| 278 | 0,76 | 0,29 | 597 | 6 | 1059 |
| 279 | 0,75 | 0,38 | 598 | 6 | 1020 |
| 280 | 0,78 | 0,36 | 618 | 6,7 | 1030 |
| 281 | 0,75 | 0,37 | 618 | 5,3 | 961 |
| 282 | 0,78 | 0,31 | 589 | 6 | 1020 |
| 283 | 0,75 | 0,32 | 569 | 6,7 | 1010 |
| 284 | 0,72 | 0,25 | 540 | 7 | 1010 |
| 285 | 0,79 | 0,35 | 608 | 6,6 | 942 |
| 286 | 0,75 | 0,33 | 598 | 6,3 | 991 |
| 287 | 0,74 | 0,38 | 589 | 5,3 | 1128 |
| 288 | 0,71 | 0,31 | 540 | 7,7 | 991 |
| 289 | 0,76 | 0,32 | 549 | 6 | 1050 |
| 290 | 0,75 | 0,37 | 566 | 14 | 971 |
| 2910,77 | 0,35 | 598 | 4,7 | 1079 | |
| 292 | 0,79 | 0,33 | 647 | 6 | 1128 |
| 293 | 0,72 | 0,33 | 579 | 6,7 | 1010 |
| 294 | 0,78 | 0,33 | 657 | 13,3 | 981 |
| 295 | 0,75 | 0,39 | 687 | 10,7 | 1059 |
| 296 | 0,75 | 0,36 | 579 | 8 | 981 |
| 297 | 0,75 | 0,32 | 657 | 6,7 | 981 |
| 298 | 0,76 | 0,34 | 608 | 8 | 1089 |
| 299 | 0,74 | 0,33 | 569 | 6,7 | 991 |
| 300 | 0,73 | 0,31 | 569 | 6,7 | 1001 |
| 301 | 0,78 | 0,36 | 687 | 8 | 981 |
| 302 | 0,75 | 0,33 | 579 | 8,7 | 1010 |
| 303 | 0,73 | 0,35 | 559 | 6 | 1001 |
| 304 | 0,73 | 0,34 | 549 | 8 | 1030 |
| 305 | 0,74 | 0,33 | 598 | 7,3 | 1030 |
| 306 | 0,74 | 0,32 | 598 | 7 | 1069 |
| 307 | 0,75 | 0,32 | 608 | 5,7 | 1010 |
| 308 | 0,78 | 0,32 | 589 | 6,7 | 1097 |
| 309 | 0,79 | 0,36 | 618 | 6,7 | 1040 |
| 310 | 0,72 | 0,37 | 589 | 10,7 | 1020 |
| 311 | 0,76 | 0,39 | 687 | 7,3 | 1030 |
| 312 | 0,75 | 0,3 | 597 | 8 | 1020 |
| 313 | 0,74 | 0,33 | 589 | 6,7 | 971 |
| 314 | 0,74 | 0,32 | 598 | 6,7 | 1059 |
| 315 | 0,75 | 0,31 | 589 | 6 | 1030 |
| 316 | 0,75 | 0,32 | 579 | 6 | 991 |
| 317 | 0,79 | 0,32 | 657 | 6,7 | 1059 |
| 318 | 0,77 | 0,3 | 618 | 7 | 1079 |
| 319 | 0,77 | 0,3 | 559 | 6,7 | 1010 |
| 320 | 0,77 | 0,34 | 608 | 6 | 991 |
| 321 | 0,79 | 0,37 | 687 | 7,7 | 1010 |
| 322 | 0,77 | 0,35 | 608 | 7,3 | 952 |
| 323 | 0,73 | 0,35 | 608 | 4,6 | 961 |
| 324 | 0,76 | 0,36 | 589 | 6,7 | 1010 |
| 325 | 0,73 | 0,33 | 559 | 6,6 | 971 |
| 326 | 0,74 | 0,32 | 598 | 7,3 | 1059 |
| 327 | 0,79 | 0,35 | 618 | 7,3 | 1050 |
| 328 | 0,76 | 0,3 | 589 | 4 | 961 |
| 329 | 0,75 | 0,33 | 618 | 8,7 | 1010 |
| 330 | 0,79 | 0,31 | 638 | 6,7 | 1030 |
| 331 | 0,73 | 0,34 | 569 | 6,3 | 1020 |
| 332 | 0,78 | 0,37 | 598 | 6,6 | 971 |
| 333 | 0,75 | 0,35 | 638 | 7 | 991 |
| 334 | 0,77 | 0,32 | 598 | 5,3 | 1010 |
| 335 | 0,78 | 0,37 | 569 | 6,3 | 1030 |
| 336 | 0,76 | 0,32 | 569 | 6,7 | 1069 |
| 337 | 0,73 | 0,32 | 559 | 6,7 | 991 |
| 338 | 0,79 | 0,34 | 598 | 6,7 | 1030 |
| 339 | 0,78 | 0,37 | 667 | 6 | 1010 |
| 340 | 0,72 | 0,36 | 569 | 6,7 | 1020 |
| 341 | 0,77 | 0,34 | 608 | 6,7 | 991 |
| 342 | 0,76 | 0,32 | 569 | 6,7 | 1050 |
| 343 | 0,76 | 0,33 | 569 | 6 | 1030 |
| 344 | 0,74 | 0,33 | 598 | 6 | 1059 |
| 345 | 0,78 | 0,34 | 598 | 6,7 | 1050 |
| 346 | 0,75 | 0,35 | 589 | 7 | 1001 |
| 347 | 0,78 | 0,37 | 657 | 6,7 | 1003 |
| 348 | 0,74 | 0,32 | 608 | 4,7 | 1020 |
| 349 | 0,77 | 0,34 | 589 | 7 | 1040 |
| 350 | 0,78 | 0,33 | 589 | 6,7 | 1020 |
| 351 | 0,77 | 0,36 | 698 | 4,7 | 1010 |
| 352 | 0,77 | 0,33 | 628 | 7 | 1030 |
| 353 | 0,77 | 0,39 | 589 | 4,7 | 1010 |
| 354 | 0,73 | 0,34 | 598 | 7 | 1030 |
| 355 | 0,76 | 0,36 | 589 | 6 | 1050 |
| 356 | 0,77 | 0,32 | 589 | 7,3 | 1001 |
| 357 | 0,81 | 0,26 | 628 | 6 | 1059 |
| 358 | 0,77 | 0,37 | 589 | 6,7 | 1040 |
| 359 | 0,79 | 0,39 | 559 | 8 | 1050 |
| 360 | 0,82 | 0,34 | 638 | 6 | 1010 |
| 361 | 0,75 | 0,36 | 589 | 6,7 | 991 |
| 362 | 0,75 | 0,32 | 598 | 8 | 971 |
| 363 | 0,8 | 0,34 | 589 | 4,7 | 1010 |
| 364 | 0,74 | 0,32 | 579 | 4,7 | 1030 |
| 365 | 0,74 | 0,31 | 569 | 6,7 | 1010 |
| 366 | 0,73 | 0,32 | 589 | 6,7 | 991 |
| 367 | 0,75 | 0,31 | 579 | 6 | 1010 |
| 368 | 0,73 | 0,33 | 589 | 6,3 | 1030 |
| 369 | 0,73 | 0,29 | 579 | 7,3 | 1020 |
| 370 | 0,75 | 0,31 | 579 | 8,7 | 1020 |
| 371 | 0,74 | 0,32 | 608 | 6 | 1030 |
| 372 | 0,72 | 0,26 | 598 | 6 | 1040 |
| 373 | 0,8 | 0,31 | 589 | 5 | 1020 |
| 374 | 0,79 | 0,36 | 598 | 6 | 1001 |
| 375 | 0,78 | 0,34 | 579 | 7 | 893 |
| 376 | 0,77 | 0,32 | 598 | 5,3 | 1020 |
| 377 | 0,75 | 0,33 | 471 | 9,3 | 991 |
| 378 | 0,77 | 0,3 | 589 | 6,7 | 1059 |
| 379 | 0,77 | 0,31 | 569 | 6,7 | 1020 |
| 380 | 0,76 | 0,32 | 667 | 6,3 | 1020 |
| 381 | 0,78 | 0,35 | 608 | 6,7 | 1020 |
| 382 | 0,74 | 0,28 | 598 | 6 | 1020 |
| 383 | 0,75 | 0,32 | 589 | 6,7 | 1030 |
| 384 | 0,73 | 0,36 | 589 | 7,3 | 1001 |
| 385 | 0,71 | 0,31 | 638 | 6 | 1030 |
| 386 | 0,74 | 0,36 | 589 | 6,7 | 1030 |
| 387 | 0,79 | 0,33 | 589 | 6 | 1001 |
| 388 | 0,75 | 0,33 | 608 | 8 | 1010 |
| 389 | 0,78 | 0,34 | 589 | 4 | 1001 |
| 390 | 0,72 | 0,32 | 589 | 6,7 | 1010 |
| 391 | 0,72 | 0,33 | 589 | 6,7 | 1030 |
| 392 | 0,73 | 0,29 | 589 | 6 | 1030 |
| 393 | 0,73 | 0,32 | 608 | 7 | 1020 |
| 394 | 0,75 | 0,31 | 589 | 6,7 | 1001 |
| 395 | 0,74 | 0,3 | 618 | 6,3 | 1050 |
| 396 | 0,78 | 0,32 | 598 | 8 | 1040 |
| 397 | 0,76 | 0,29 | 597 | 6 | 1010 |
| 398 | 0,75 | 0,38 | 598 | 6 | 1059 |
| 399 | 0,78 | 0,36 | 618 | 6,7 | 1020 |
| 400 | 0,75 | 0,37 | 618 | 5,3 | 981 |