Реферат: Производство комовой негашеной извести
1-1 Исходные данные
Производство комовой негашёной извести в шахтных печах
1. Производительность , м3/год 60000
2. Используемые материалы Известняк ракушечник
3. Максимальная крупность
сырья Дmax, мм 500
4. Фракция готового продукта 80-120
1-2 Вводная часть
Строительной воздушной известью называется продукт, получаемый из известковых и известково-магнезиальных карбонатных пород обжигом их до возможно полного удаления углекислоты и состоящий преимущественно из оксида кальция. Содержание примесей глины, кварцевого песка и т. д. в карбонатных породах не должно превышать 6 - 8 %. При большем количестве этих примесей в результате обжига получают гидравлическую известь.
Воздушная известь относится к классу воздушных вяжущих: при обычных температурах и без добавок пуццолановых веществ она твердеет лишь в воздушной среде.
Различают следующие виды воздушной извести: известь негашеную комовую; известь негашеную молотую; известь гидратную (пушонку); известковое тесто.
Известь негашеная комовая представляет собой смесь кусков различной величины. По химическому составу она почти полностью состоит из свободных оксидов кальция и магния с преимущественным содержанием
СаО. В небольшом количестве в ней могут присутствовать неразложившийся карбонат кальция, а также силикаты, алюминаты и ферриты кальция и магния, образовавшиеся во время обжига при взаимодействии глины и
кварцевого песка с оксидами кальция и магния.
Известь негашеная молотая - порошковидный продукт тонкого измельчения комовой извести. По химическому составу она подобна комовой извести.
Гидратная известь - высокодисперсный сухой порошок, получаемый гашением комовой или молотой негашеной извести соответствующим количеством жидкой или парообразной воды, обеспечивающим пере-
ход оксидов кальция и магния в их гидраты. Гидратная известь состоит преимущественно из гидроксида кальция Са(ОН)2, а также гидроксида магния Mg(OH)2 и небольшого количества примесей (как правило карбоната кальция).
Качество воздушной извести оценивается по разным показателям, основным из которых является содержание в ней свободных оксидов кальция и магния (активность извести). Чем выше их содержание, тем выше качество
извести.
Исходными материалами для производства воздушной извести являются многие разновидности известково - магнезиальных карбонатных пород (известняки, мел, доломитизированные известняки, доломиты и др.), Все
они относятся к осадочным породам и широко распространены на
территории нашей страны. В состав известняков входят углекислый кальций СаСО3, и небольшое количество различных примесей (глина, кварцевый песок, доломит, пирит, гипс и др.).
Теоретически карбонат кальция состоит из 56% СаО и 44% СО2. Он встречается в виде двух минералов - кальцита и арагонита.
Чистые известково-магнезиальные породы - белого цвета, однако они часто бывают окрашены примесями оксидов железа в желтоватые, красноватые, бурые и тому подобные тона, а углистыми примесями - в серые и даже черные цвета. Количество и вид примесей к карбонатным породам, размеры частиц примесей, а также равномерность распределения их в основной массе в большой степени отражаются на технологии производства извести, выборе печей для обжига, оптимальной температуре и продолжительности обжига, а также на свойствах получаемого продукта.
Обычно чистые и плотные известняки обжигают при 1100 - 1250 ˚С. Чем больше карбонатная порода содержит примесей доломита, глины, песка и т. п., тем ниже должна быть оптимальная температура обжига (900 - 1150 ˚С) для получения мягкообожженной извести. Такая известь хорошо гасится водой и дает тесто с высокими пластичными свойствами.
Примеси гипса нежелательны. При содержании в извести даже около
0,5 - 1 % гипс сильно снижает пластичность известкового теста. Значительно влияют на свойства извести железистые примеси (особенно пирит), которые уже при 1200˚С и более вызывают образование в, процессе обжига легкоплавких эвтектик, способствующих интенсивному росту крупных кристаллов оксида кальция, медленно реагирующих с водой при гашении
извести и вызывающих явления, связанные с понятием «пережог».
Физико-механические свойства пород также отражаются на технологии извести. Для обжига в высоких шахтных печах пригодны лишь те породы, которые характеризуются значительной механической прочностью
(прочность на сжатие не менее 20 - 30 МПа). Куски породы должны быть однородными, неслоистыми; они не должны рассыпаться и распадаться на более мелкие части во время нагревания, обжига и охлаждения.
Рассыпаться во время обжига склонны крупнокристаллические известняки, состоящие из кристаллов кальцита размером 1 - 3 мм. Мягкие разновидности известково-магнезиальных пород (мел и т. п.) надо обжигать в печах, в которых материал не подвергается сильному измельчению (вращающиеся и др.).
1-3 Теоретические основы процесса
Производство комовой негашеной извести состоит из следующих основных операций: добычи и подготовки известняка, подготовки топлива и обжига известняка.
Известняки добывают обычно открытым способом в карьерах. Плотные известково-магнезиальные породы взрывают. Для этого вначале с помощью станков ударно-вращательного (при твердых породах) или вращательного бурения (при породах средней прочности) бурят скважины диаметром 105 - 150 мм глубиной 5 - 8 м и более на расстоянии 3,5 - 4,5 м одна от другой. В них закладывают надлежащее количество взрывчатого вещества (игданита, аммонита) в зависимости от прочности породы, мощности пласта и требуемых габаритов камня.
Наблюдающаяся иногда неоднородность залегания известняков в месторождениях (по химическому составу, прочности, плотности и т. п.) обусловливает необходимость выборочной разработки полезной породы. Выборочная добыча известняка повышает стоимость продукта, поэтому при определении технической и экономической целесообразности разработки тех или иных месторождений необходимы тщательные геологоразведочные
изыскания.
Полученную массу известняка в виде крупных и мелких кусков погружают в транспортные средства обычно одноковшовым экскаватором. В зависимости от расстояния между карьером и заводом известняк доставляют на завод ленточными конвейерами, автосамосвалами,
железнодорожным и водным транспортом.
Высококачественную известь можно получить только при обжиге карбонатной породы в виде кусков, мало различающихся по размерам. При обжиге материала в кусках разного размера получается неравномерно обожженная известь (мелочь оказывается частично или полностью пережженной, сердцевина крупных кусков - необожженной). Кроме того, при загрузке шахтных печей кусками разного размера значительно
увеличивается степень заполнения печи, а следовательно, уменьшается
газопроницаемость материала, что затрудняет обжиг.
Поэтому перед обжигом известняк соответствующим образом подготавливают: сортируют по размеру кусков и, если необходимо, более крупные негабаритные куски дробят.
В шахтных печах наиболее целесообразно обжигать известняк раздельно по фракциям 40 - 80, 80 - 120 мм в поперечнике, а во вращающихся печах -
5 - 20 и 20 - 40 мм.
Так как размеры глыб добытой горной породы нередко достигают
500 - 800 мм и более, то возникает необходимость дробления их и сортировки всей полученной после дробления массы на нужные фракции. Это осуществляется на дробильно-сортировочных установках, работающих по открытому или замкнутому циклу с использованием щековых, конусных и другого типа дробилок. Дробить и сортировать известняк целесообразно непосредственно на карьере и доставлять на завод лишь рабочие фракции.
Обжиг - основная. технологическая операция в производстве воздушной извести. При этом протекает ряд сложных физико-химических процессов, определяющих качество продукта. Цель обжига - возможно более полное разложение (диссоциация) СаСО3 и МgСО3•СаСО3, на СаО, МgO и СО2 и получение высококачественного продукта с оптимальной микроструктурой частичек и их пор.
Если в сырье есть глинистые и песчаные примеси, то во время обжига между ними и карбонатами происходят реакции с образованием силикатов, алюминатов и, ферритов кальция и магния.
Реакция разложения (декарбонизация) основного компонента известняка - углекислого кальция идет по схеме: СаСО3↔СаО+СО2. Теоретически на декарбонизацию 1 моля СаСО3 (100 г) расходуется 179 кДж или 1790 кДж на
1 кг СаСО3. В пересчете на 1 кг получаемого при этом СаО затраты равны
3190 кДж.
Продолжительность обжига определяется также размером кусков обжигаемого продукта. Для увеличения производительности известеобжигающих печей и снижения пережога поверхностных слоёв кусков желательно в допустимых пределах уменьшения их размеров. При обжиге кусков различной крупности режим процесса определяют исходя из времени, необходимого для обжига кусков средних размеров.
Основное различие в технологиях производства комой негашеной извести – в способе обжига.
1-4 Выбор и описание технологической схемы производства
Вращающиеся печи для обжига извести позволяют получать мягкообожженную известь высокого качества из известняка и мягких карбонатных пород (мела, туфа, ракушечника) в виде мелких кусков. Вращающиеся печи допускают возможность полной механизации и автоматизации процесса обжига. Наконец, в них можно применять все виды топлива - пылевидное твердое, жидкое и газообразное.
Расход условного топлива во вращающихся печах значителен и достигает 25 - 30% массы извести, или 6700 - 8400 кДж на 1 кг. Недостатки вращающихся печей - большой расход металла на 1 т мощности, повышенные капиталовложения и значительный расход электроэнергии.
Для обжига извести применяют вращающиеся печи длиной 30 - 100 м, диаметром 2 - 4 м, с углом наклона 3 - 4˚ и частотой вращения 0,5 - 1,2 об/мин. Удельная суточная производительность их достигает 500 - 700 кг/м3 в расчете на полный объем обжигательного барабана. С увеличением длинны печей производительность их возрастает, а расход топлива снижается.
Для уменьшении расхода топлива на обжиг извести во вращающихся печах и для утилизации теплоты газов, выходящих из печей с температурой 750 - 800˚С, при меняют разные способы. В частности, за печами ставят
нагреватели, в которые направляют предназначенный для обжига кусковой материал. Отсюда с температурой 500 - 800˚С он поступает во вращающуюся печь, а из нее в холодильник. При таком способе работы печи расход теплоты на обжиг снижается до 4бОО - 5030 кДж/кг извести.
Применяют самые разные представляющие собой сочетание шахтной печи диаметром до 6 - 8 м с вращающейся печью диаметром около 2,5 м. При этом мелкокусковой фракционированный известняк обжигается на 80% в шахте с применением кокса и окончательно - во вращающейся печи. Суточная производительность подобной установки достигает 400 - 500 т при затрате теплоты около 4200 кДж/кг.
В последние годы ведется интенсивная разработка способов и установок, предназначенных преимуществен но для получения извести из мелкокусковых и даже пылевидных материалов. Такие способы позволяют не только использовать мелочь, но и резко интенсифицировать процесс обжига и увеличить удельную производительность установок.
Обжиг известняка в кипящем слое по технико-экономическим показателям характеризуется высоким съемом и повышенным расходом топлива - 4600 - 5480 кДж на 1 кг извести. Обжиг материала в условиях кипящего слоя высотой до 1-1.2 м длится 10-15 мин. Работа этих печей легко поддаётся полной автоматизации.
Применение в известковой промышленности установых для обжига карбонатных пород в кипящем слое позволяет рационально использовать большие количества мелких фракций сырья , образующихся обычно на карьерах, а также на заводах, оборудованных шахтными печами и даже вращающимися печами. Недостатком этих установок является повышенный расход топлива и электроэнергии.
Обжиг измельченного известняка во взвешенном состоянии в опытном порядке осуществляют в циклонных топках. В них тонкоизмельченные частички карбонатного сырья увлекаются потоком раскаленных газов и обжигаются. Осаждается обожженная известь из газового потока в пылеосадительных устройствах.
Выбор типа печи для обжига извести определяется производительностью завода, физико-механическими свойствами и химическим составом известняка, видом топлива и требуемым качеством извести.
Наибольшее распространение получили шахтные печи, представляющие собой полый цилиндр, имеющий наружный стальной кожух толщиной около 1 см и внутреннюю огнеупорную кладку, вертикально установленный на фундаменте. Эти печи характеризуются непрерывностью действия, пониженным расходом топлива и электроэнергии, а так же простотой в эксплуатации. Строительство их требует относительно небольших капиталовложений.
В зависимости от вида применяющегося топлива и способа его сжигания различают шахтные печи, работающие на короткопламенном твёрдом топливе, вводимом обычно в печь вместе с обжигаемым материалом; т.к. известняк и кустовое топливо при этом загружают в шахту перемежающимися слоями, то иногда такой способ обжига называют пересыпным, а сами печи – пересыпными; на любом твердом топливе , газифицируемом или сжигаемом в выносных потоках, размещаемых непосредственно у печи; на жидком топливе; на газовом топливе, натуральном или искусственном.
По характеру процессов , протекающих в шахтной печи, различают три зоны по высоте : подогрева, обжига и охлаждения. В зоне подогрева, к которой относят верхнюю часть печи с температурой пространства не выше 850˚С , материал подсушивается и подогревается поднимающимися раскалёнными дымовыми газами. Здесь выгорают также органические примеси. Поднимающиеся газы, в свою очередь , благодаря теплообмену между ними и загруженным материалом охлаждаются и далее отводятся вверх печи.
Зона обжига размещается в средней части печи, где температура обжигаемого материала изменяется от 850˚С до 1200˚С и затем 900˚С; здесь известняк разлагается , из него удаляется углекислый газ.
Зона охлаждения – нижняя часть печи. В этой зоне известь охлаждается от 900˚С до 50-100˚С поступающим снизу воздухом , который далее поднимается в зону обжига.
Движение воздуха и газов в шахтных печах обеспечивается работой вентилятор, нагнетающих в печь воздух и отсасывающих из неё дымовые газы. Противоточное движение обжигаемого материала и горячих газов в шахтной печи позволяет хорошо использовать теплоту отходящих газов на прогрев сырья , а теплоту обожённого материала – на подогрев воздуха, идущего в зону обжига. Поэтому для шахтных печей характерен низкий расход топлива. Расход условного топлива в этих печах примерно 13-16% массы обожённой извести , или 3800-4700 кДж на 1 кг.
Недостатки шахтных печей: известь загрязняется золой и остатками не сгоревшего топлива . Возможно так же образование значительного количества пережога в следствие соприкосновения раскалённых кусков антрацита или кокса с обжигаемым материалом. Это особенно заметно при нарушении теплового режима и чрезмерным форсированием печей за счёт высоких температур обжига.
Выбор типа печи для обжига извести определяется производительностью завода, физико-механическими свойствами химическим составом известняка , видом топлива и требуемым качеством извести.
Исходя из выше написанного выбираем шахтную печь.
Рис. 1 Технологическая схема производства комовой негашеной
извести в шахтных печах.
|
Добыча сырья |
↓
|
Доставка сырья |
↓
|
Складирование |
↓
|
Транспортирование |
↓
|
Дробление |
↓
|
Транспортирование |
↓
|
Фракционирование |
↓
|
Транспортирование |
↓
|
Загрузка шахтной печи |
↓
|
Обжиг сырья |
↓
|
Транспортирование |
↓
|
Склад комой извести |
↓
|
Отгрузка на гашение |
1-5. Системный анализ технологического процесса.
Химико – технологическая схема состоит из трёх стадий:
|
|
|
![]()
![]()
Рис. 2 Химико – технологическая схема
1- стадия подготовки сырья к химическим превращениям; 2- химические превращения; 3- получение и доводка целевых продуктов.
Если рассматривать процесс обжига в шахтной печи , то можно хорошо различить три стадии.
Процесс диссоциации углекислого кальция (основной части сырья ) – обратимая реакция. Её направление зависит от температуры и парциального давления углекислого газа в среде с диссоциирующимся карбонатом кальция.
Так как СаО и СаСО3 не является твёрдыми веществами и их концентрации в единице объёма постоянны , константа диссоциации Кдис=РСО2. Следовательно , динамическое равновесие в рассматриваемой системе устанавливается при определённом и постоянном для каждой данной температуры давления РСО2 и не зависит ни от количества оксида кальция , ни от количества карбоната кальция , находящихся в системе. Это равновесие давления называют давлением диссоциации или упругостью диссоциации.
Диссоциация углекислого кальция возможна только лишь при условии , если давление диссоциации будет больше чем парциальное давление СО2 в окружающей среде При обычной температуре разложение СаСО3 невозможно, поскольку давление диссоциации ничтожно. Установлено, что лишь при 600˚С в среде , лишённой СО2 (в вакууме), начинает диссоциация углекислого кальция , причём она протекает очень медленно. При дальнейшем повышении температуры диссоциация СаСО3 ускоряется.
При 880˚С давление (упругость диссоциации) достигает 0.1 МПа при этой температуре (её иногда называют тем-рой разложения) давление двуокиси углерода при диссоциации превосходит атмосферное давление, поэтому разложение карбоната кальция в открытом сосуде протекает интенсивно. Это явление можно сравнить с интенсивным выделением пара из кипящей жидкости.
При тем-ре больше 900˚С повышение её на каждые 100˚С ускоряет декарбонизацию известняка примерно в 30 раз. Практически в печах декарбонизация начинается при тем-ре , на поверхности кусков , 850˚С при содержании СО в отходящих газах около 40-45%.
Скорость декарбонизации известняка при обжиге зависит также от размеров обжигаемых кусков и их физ. свойств.
Разложение СаСО3 происходит не сразу во всей массе куска, а начинается с его поверхности и постепенно проникает к внутренним его частям. Скорость движения с зоны диссоциации внутрь куска увеличивается с повышением тем-ры обжига. В частности при 800˚С скорость перемещения зоны диссоциации составляют примерно
2 мм, а при 1100˚С - 14 мм в час, т.е. идет быстрее.
Качество воздушной извести исходя из выше изложенного , будет определяться тем-рой обжига. Так средняя плотность извести полученной при 850-900˚С , достигает 1.4-1.6 г/см3 , а для извести обоженной при 1100-1200˚С она повышается до 1.5-2.5 г/см3 и более (в куске). При обжиге идёт быстрая перестройка тригональной кристаллической решетки кальцита в кубический оксид кальция.
Декарбонизация известняков при низких тем-рах (800-850˚С) приводит к образованию оксида кальция в виде массы губчатой структура, сложенной из кристаллов размером около 0.2-0.3 мкм и пронизанной тончайшими капиллярами диаметром около 8*10-3.
Удельная поверхность такой извести, достигающая порядка 50 м2/г должна бы предопределять высокую реакционную способность продукта при взаимодействии в водой. Однако этого не наблюдается, по-видимому , потому, что проникновение воды через узкие поры в массу оксида кальция затруднено.
Повышение тем-ры обжига до 900˚С и особенно до 1000˚С обуславливает рост кристаллов оксида кальция до 0.5-2 мкм и значительное уменьшение удельной поверхности до 4-5 м2/г, что должно бы отрицательно отражаться на реакционной способности продукта. Но одновременное возникновение крупных пор в массе материала создаёт предпосылки к быстрому проникновению в него воды и энергичному их взаимодействию. Наиболее энергичным взаимодействием характеризуется известь полученная обжигом известняка при тем-рах 900˚С. Обжиг при более высоких тем-рах приводит к дальнейшему расту кристаллов оксида кальция до 3,5-10 мкм, уменьшению удельной поверхности, усадки материала и понижению скорости взаимодействия его с водой.
Некоторые примеси в известняках, особенно железистые, способствуют быстрому росту кристаллов оксида Са и образованию пережога и при тем-рах около1300˚С. Это вызывает необходимость обжигать сырьё с такими примесями и при более низких тем-рах.
Пережог в извести вредно сказывается на качестве изготовляемых на ней растворов и изделий. Запоздалое гашение такой извести протекающей обычно уже в схватившемся растворе или бетоне вызывают мех. напряжения и в ряде случаев разрушению материала. Поэтому наилучшеё будет известь обоженная при минимальной тем-ре, обеспечивающей полное разложения углекислого Са и экономию топлива
2. СПЕЦИАЛЬНЯ ЧАСТЬ
Разработанный передел состоит из добычи сырья , транспортирования, хранения , дробления, и обжига.
Транспортировка может производиться ленточными конвейерами, если расстояние от карьера до завода не более 5 км, железнодорожным транспортом. Выбираем автотранспорт , что упростит подъезд к карьеру и механизацию на заводе при выгрузке.
Хранение может быть в открытых и закрытых складах. Сейчас применяют закрытые склады, так как они защищают от агрессии среды.
Дробление может производится в щековых дробилках, если загрузочный материал твердый или средней твёрдости. Недостатком щековой дробилки является большое количество расходуемой энергии, большие потери мощности, дают зерна лещадкой формы.
Т.к. загруженный материал (известняк ракушечник ) мягкий , то выбираем конусную дробилку. Преимуществом конусной дробилки является отсутствие холостого хода, а следовательно меньший расход энергии, меньшая мощность электродвигателя.
Недостатки : сложные по конструкции и требуют строгого соблюдения технологических условий на монтаж, систематического ухода и обслуживания квалифицированным персоналом.
2-2 Расчёт разрабатываемого передела.
Определение годового фонда рабочего времени:
Тгод=(Д-В-П)∙С∙Тсм;
Тгод=(365-100-10) ∙8∙1=2040ч.
Тгод – годовой фонд рабочего времени технологического передела,ч;
Д =365 – количество календарных дней в году;
В – число выходных дней. При пятидневной рабочей неделе с учётом
4-х рабочих суббот в году;(В=52∙2-4=100)
П – расчетное количество праздничных дней в году; П=10
С – количество смен в сутки С=1;
Тсм – продолжительность смены; Тсм=8ч.
Далее рассчитываем материальный баланс заданного технологического процесса. Вид материального баланса зависит от поставленной задачи. Например , материальный баланс по компоненту может быть досчитан по формуле:
 ,
,
если Мо и Мп заданны в процентах от Мн,
где Мн – количество сырья, которое должно поступить на переработку за год.
Мп – технологические потери; Мп=3,5
Мо=0 – количество отходов.
Мк – количество материала в полезном продукте, выпускаемом в год.
![]() ,
,
где Пгод – годовая производительность предприятия в натуральных
единицах.
M – количество материала в единице продукции; m=1,1
Мк= 60000∙1,1=66000 (м3/год)
 (м3/год)
(м3/год)
По данным материального баланса заданного передела определяют его необходимую часовую производительность:
 , где
, где
Птреб – требуемая часовая производительность аппарата.
Мвозв – количество материалов , повторно вводимых в процесс при
работе аппарата в замкнутом цикле; Мвозв=0.
Птреб=33,5 м3/ч.
2-3 Расчёт аппарата.
Необходимое количество аппаратов для реализации заданного процесса определяют по формуле:
 ,
,
где Р – необходимое количество единицу оборудования.
Птреб – необходимая часовая производительность
рассчитываемого процесса.
Кр – коэффициент резерва производительности. Этот
коэффициент должен быть больше 1,05;
Пэ – эксплуатационная производительность подобранного аппарата.
Р=0,054 следовательно 1 дробилка ККД 1200/150
РАСЧЕТ КОНУСНОЙ ДРОБИЛКИ
Общие сведения о конусных дробилках.
В конусных дробилках дробящим органом является подвижный конус , помещенный внутри неподвижного конуса (рис 2.1.)
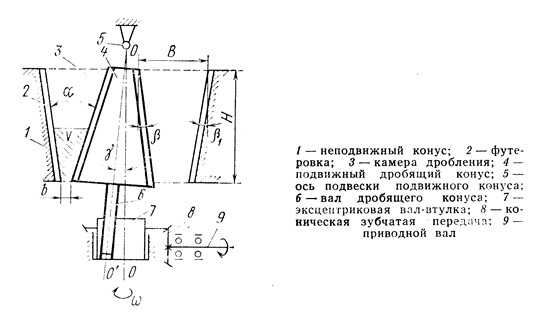
Рис. 2.1 Схема устройства конусной дробилки крупного дробления.
Дробление материала осуществляется в кольцевом рабочем пространстве между двумя усечёнными конусами. Подвижный конус плотно насажен на вал, нижний конец которого свободно входит в отверстие, эксцентрично расположенное на валу.
Конусные дробилки характеризуются: Б – ширина загрузочного отверстия, В – ширина разгрузочной щели, С – наименьший размер щели дробилки.
Размер конусных дробилок для крупного дробления принято характеризовать шириной загрузочного отверстия Б и шириной разгрузочного отверстия В. Размер конусных дробилок для мелкого и среднего дробления характеризуется диаметром Д нижнего основания дробящего конуса.
Угол захвата обычно в пределах 24-28˚, производительность в зависимости от размеров машины колеблется от 25 до 3500 т/ч.
Преимущество конусных дробилок перед щековыми состоит в непрерывности дробящего усилия , действующего в каждый момент по какой-нибудь образующей конуса. В результате этого производительность конусных дробилок больше , а расход энергии на дробление меньше , чем в щековых. Крупность дроблённых кусков более равномерная.
К недостаткам можно отнести сложность конструкции, большую высоту, что удорожает изготовление и ремонт дробилок, а также их непригодность для измельчения вязких и глинистых материалов.
Определение производительности дробилки.
Производительность конусных дробилок П (м3/ч) с крупными конусами определяется по формуле:
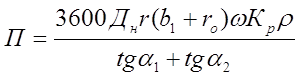 ,
,
где Дк – наружный диаметр подвижного конуса, м;
r – радиус окружности, описываемой точкой оси подвижного
конуса, лежащей в плоскости разгрузочной щели, м
b1 – наименьшая ширина разгрузочной щели или ширина
параллельной зоны при сближении конусов, м
l – длина параллельной зоны , м (l=0.08 дм)
α1 и α2 – углы между вертикалью и образующими конусов,
град.
rо – угловая скорость вращения эксцентретика, рад/с.
Кр – коэффициент разрыхления измельчённого материала
(Кр=0,25 – 0,6)
ρ – плотность дробимого материала;
П=117 (м3/ч)
Определение мощности двигателя дробилки.
Мощность двигателя N(кВт) конусных дробилок с крутыми конусами определяется по формуле:
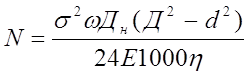 ,
,
где σ – предел прочности материала при сжатии, Н/м2
Е – модуль упругости материала, Н/м2
Дн – нижний диаметр подвижного конуса, м
d – диаметр выгружаемых кусков материала, м
Д – диаметр загружаемых кусков материала, м
η – КПД привода (η= 0,8-0,85)
N=11.62 (кВт).
Список используемой литературы:
1. А.В. Волженский «Минеральные вяжущие вещества» Строиздат, 1986 – 464 с.
2. А.Г. Комар, Ю.М. Баженов, Л.М. Сулименко «Технология производства строительных материалов» «Высшая школа» 1990.
3. Н.К. Морозов «Механическое оборудование заводов сборного железобетона». Киев «Высшая школа» 2977.
4. Ткаченко Г.А. «Методические указания». Ростов-на-Дону государственная академия строительства.
Оглавление
1-1 Исходные данные
1-2 Вводная часть
1-3 Теоретические основы процессы
1-4 Выбор и описание технологической схемы производства
1-5 Системный анализ технологического процесса
2-1 Описание разрабатываемого технологического передела
2-2 Расчет разрабатываемого технологического передела
2-3 Расчет аппарата
Список
| Керамзит | |
|
1.Введение: Керамзит представляет собой легкий пористый материал ячеистого строения в виде гравия, реже в виде щебня, получаемый при обжиге ... Керамзитовый песок - заполнитель для легких бетонов и растворов с размером частиц от 0,14 до 5 мм получают при обжиге глинистой мелочи во вращающих и шахтных печах или же ... Внутри гранул восстановительная среда обеспечивается за счет присутствия органических примесей или добавок, но при окислительной среде в печи (при большом избытке воздуха ... Максимальный размер кусков материала не должен превышать 0,80-0,85 ширины загрузочной щели дробилки. |
Раздел: Рефераты по технологии Тип: реферат |
| Технология обработки конструкционных материалов | |
|
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы ... При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 - в доменную печь, что предотвращает выход газов из доменной печи в атмосферу. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. |
Раздел: Промышленность, производство Тип: учебное пособие |
| Состав строительных материалов | |
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования Самарский государственный ... При низкотемпературной тепловой обработке сырья в аппаратах, сообщающихся с атмосферой (например, в открытых варочных котлах, сушильных барабанах, шахтных печах и др.), в которых ... Эта "добавка" возникает в обжигаемом сырье вследствие термической диссоциации сернокислого кальция (2CaSO4=2CaO+2SO2+O2) в виде свободного оксида кальция. |
Раздел: Рефераты по строительству Тип: контрольная работа |
| Автоматизация печи обжига известняка | |
|
Продолжение Проводник Откуда идёт Куда поступает Провода Прим. Передняя панель 1 23 ХТ1:1 1-9/ХТ1:1 23 ХТ1:2 1-9/ХТ1:2 24 ХТ1:3 1-9/ХТ1:3 24 ХТ1:4 1-9 ... Процесс получения негашёной комовой извести заключается в термическом разложении известняка (СаСО3) и магнезита (МgCO3) и протекает в шахтных печах путём обжига при высокой ... Охлаждённая известь при помощи автоматически включаемых кареток выгружается из печи на вибропитатель, а затем равномерно подаётся на ленточный транспортёр, а с него - на щековую ... |
Раздел: Рефераты по технологии Тип: реферат |
| Технология производства фарфоровой и фаянсовой посуды | |
|
Курсовая работа по дисциплине: "Материаловедение" на тему: "Технология производства фарфоровой и фаянсовой посуды" Содержание Введение Раздел 1 ... Оксид кобальта Со2О3 в чистом виде подвержен воздействию восстановительной среды при обжиге в печи, поэтому его применяют в соединениях с каолином, глиноземом, полевым шпатом ... При обжиге и в особенности при последующем резком охлаждении куски камня растрескиваются, благодаря чему легко обнаруживаются вредные, содержащие железо включения - слюда, роговая ... |
Раздел: Промышленность, производство Тип: курсовая работа |