Реферат: Электроэрозионная резка проволокой на установке AGIECUT 100D
Сибирская аэрокосмическая академия
им. академика М.Ф.Решетнева
Электроэрозионная резка проволокой
на установке AGIECUT 100D
Выполнил: студент гр. ТСЗУ-01
Катышков С.С.
Проверил: преподаватель
Шахов В.Н.
Красноярск 2002
Все более широкое применение в металлообработке находят электрофизические и электрохимические методы обработки.
Одним из видов электрофизической обработки является электроэрозионная обработка. В частности, электроэрозионная резка проволокой. Появившись в середине 50-х годов, данный вид электроэрозии получил бурное развитие в наши дни. Областью применения данного метода является производство штампов, пресс-форм, экструзионных фильер, режущего инструмента, шаблонов, а также часовая промышленность.
Сущностью процесса электроэрозионной резки является воздействие на деталь искровых разрядов, образующихся вследствие протекания импульсного тока с частотой в районе 240 кГц между электродом-проволокой и деталью, находящихся в непосредственной близости друг от друга в среде жидкого диэлектрика. В результате этих разрядов из материала детали выбиваются микрочастицы, которые выносятся из межэлектродного зазора (GAP) струей диэлектрика. Кроме этого, диэлектрик играет роль катализатора процесса распада, так как при высочайшей температуре разряда диэлектрик в зоне эрозии превращается в пар. Происходит дополнительный микровзрыв пара, который не может сразу выйти из межэлектродного зазора.
Поверхность проволоки, естественно, также подвергается разрушению. Поэтому проволока постоянно протягивается через деталь, т.е. в зону эрозии все время поступает новый инструмент. Диапазон применяемых диаметров проволоки находится в пределах от 0,01мм до 0,3мм. Материалом проволоки служит латунь или вольфрам. Для обеспечения высоких результатов обработки повторное использование проволоки, принимавшей участие в эрозии, не рекомендуется, так как диаметр инструмента должен быть строго калиброванным.
Проволока и деталь двигаются относительно друг друга по траектории обрабатываемого контура. В результате происходит вырезание лишнего материала из заготовки.
Данный метод электроэрозии следует применять только для обработки точных сквозных контуров. Термообработка детали, в принципе, большого значения не имеет. Электроэрозионная резка значительно быстрее метода электроэрозионной прошивки контурным электродом, так как площадь обработки в момент времени уменьшена из-за малого диаметра проволоки. Так же отпадает необходимость в изготовлении черновых и чистовых электродов под конкретный контур.
Ведущими фирмами-производителями установок электроэрозионной резки на сегодняшний день являются швейцарская фирма AGIE и японская фирма SODICK. На предприятиях нашей страны в основном распространены установки фирмы AGIE.
Установка AGIECUT 100D конструктивно состоит из 4-х взаимосвязанных и неотъемлемых частей.
Этими частями являются:
1. Инструментальный станок AGIECUT
2. Система ЧПУ AGIEMATIC CD
3. Генератор импульсов AGIEPULS MMD
4. Диэлектрический агрегат DA-15
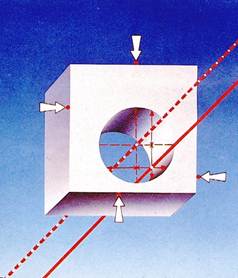 |
Имея выдающиеся характеристики по точности и шероховатости обрабатываемой поверхности, AGIECUT 100D обладает рядом дополнительных функций, которые делают спектр возможностей станка более широким. К ним относятся: возможность конусной резки, автоматическая заправка и обрезка проволоки, функции автоматического позиционирования проволоки в центре отверстия, на кромке и на углу при настройке на деталь (рис. 1). Все это делает работу установки более автономной. Также имеется возможность работы с наполнением рабочей ванны диэлектриком и без наполнения в регулируемой струе промывки AGIEFLUSH. В качестве диэлектрика используется вода.
Рис. 1. Функции автоматического позиционирования.
Перемещениями обрабатываемой детали относительно проволоки по рабочим осям X и Y руководит система ЧПУ через сервоприводы с шаговыми двигателями. Также предусмотрены дополнительные рабочие оси U и V, которые используются при конусной резке (рис.2). Дискретность перемещений всех рабочих осей равна 0,001мм. Еще имеется полуось Z, которая в процессе эрозии участия не принимает, а используется лишь для настройки высоты резки.
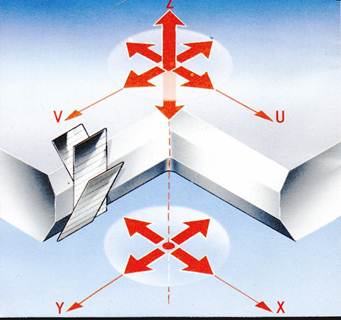
Рис 2. Расположение осей установки AGIECUT 100D.
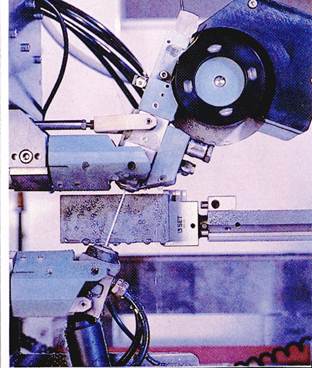
Направляющая для проволоки выполнена по принципу призмы, которую составляет пара искусственных конусных алмазов, пристыкованных друг к другу усеченными вершинами конусов. Срок службы направляющей – 8,000 часов. Верхняя и нижняя направляющие вставлены в соответствующие головки, которые имеют дюзы для промывки под давлением и токоподводы. Головки через изолирующие вилки шарнирно закреплены на верхнем и нижнем плече С-образной системы AGIECONIC. Верхнее плечо жестко связано с координатной головкой (оси U и V), а та, в свою очередь, скреплена с осью Z. Так же верхнее плечо шарнирно соединено с нижним через телескопически удлиняющийся рычаг. Это позволяет без потерь передавать вращательное движение осей U и V не только верхнему плечу, но и нижней головке (рис. 3).
AGIECONIC является патентом фирмы AGIE и через систему рычагов обеспечивает высочайшую точность не только при цилиндрической, но и при конусной резке. Кроме этого, обеспечивается коаксиальная направлению проволоки промывка, что увеличивает стабильность процесса эрозии, а значит и скорость.
 Координатная головка
Координатная головка
![]() Верхнее плечо
Верхнее плечо

Телескопический рычаг
Нижнее плечо
Рис 3. Система AGIECONIC.
Для автоматической заправки проволоки используется отъюстированная водяная струя давлением 5 бар диаметром 2мм (AGIEJET). При включении струи, конец проволоки пропускается через ее середину. Не имея возможности выйти из обтекающей струи даже при наклонной заправке до 30°, проволока достигает нижней всасывающей дюзы, проводится через направляющую, головку и подхватывается двумя лентами, движущимися циклично навстречу друг другу (рис. 4). Натяжение проволоки создается верхним тормозом “Conofil”. Он прикреплен к верхней головке и работает на принципе электромагнитного поля, возникающего вокруг обмоток статора и придерживающего металлический ротор с валом, на конце которого установлены два твердосплавных кольца с фасками. Проволока петлей укладывается в призматическую канавку, образующуюся при стыковке колец, затем вводится в верхнюю головку.
 Верхний тормоз
Верхний тормоз
 Верхняя головка
Верхняя головка
Струя заправки
 AGIEJET
AGIEJET
 Нижняя головка
Нижняя головка
Рис 4. Заправка проволоки при помощи AGIEJET.
Генератор импульсов AGIEPULS MMD служит неотъемлемой частью всей установки. Он является мультимод-генератором, способным синтезировать практически любой импульс, характеристики которого устанавливаются с ЧПУ.
Числовые значения этих характеристик являются абстрактными. Они не выражают конкретные величины, такие как сила тока, частота, амплитуда или длительность импульса. Получая эти установки, генератор по определенному алгоритму превращает их в импульсы с физическими параметрами.
Характеристиками импульсов являются:
I. M – мода. Это специфическая характеристика во многом определяющая формирование импульса.
Всего 6 мод:
1-ая мода – для финишной обработки твердого сплава, а также для работы с проволоками диаметром менее 0,1мм;
2-ая мода – для финишной обработки стали, меди и графита;
3-я мода – для черновой и прецизионной обработки твердого сплава и графита;
4-я мода – экспериментальная для специальных материалов (алюминий, бронза, латунь, титан и т.д.);
5-я мода – для черновой и прецизионной обработки стали, меди;
6-я мода – для грубой, высокоскоростной резки.
II. t – также специфическая характеристика, определяющая:
в моде 6 – длительность импульса.
Значения: от 1до 4 – с регулятором процесса
от 5 до 8 – без регулятора процесса;
в модах 3,4,5 – определенную форму импульса.
Значения от 1 до 15;
в модах 1,2 – количество импульсов в пачке.
Значения: от 2 до 30.
Здесь чем выше значение, тем выше шероховатость поверхности.
III. I – разрядный ток.
Значения: от 1 до 15 в модах 3,4,5,6
от 10 до 30 в модах 1,2
IV. PR – предел мощности. Всего 4 предела.
V. P – производительность.
Значения: от 0 до 32.
Если провести аналогию с автомобилем, то PR – это коробка скоростей, а P – педаль газа.
VI. td – величина холостого хода.
Это процент количества импульсов, не принимающих участия в эрозии.
Значения: от 1 до 47,5%
Чем ниже значение, тем больше тенденция к короткому замыканию.
VII. HC – компенсатор разрядного усилия.
Значения: от 0 до 14.
Эта характеристика применяется для устранения прогибов проволоки, вызванных разрядами тока. На станке отрабатывается при помощи верхнего тормоза “Conofil”.
Генератор имеет автоматический регулятор процесса. Это означает, что по проволоке кроме силового импульсного тока, протекает еще и слабый ток обратной связи. Он информирует генератор о ходе эрозии. Все изменения передаются в стойку ЧПУ, а она, в свою очередь, корректирует скорость подачи (или характеристику P), чтобы процесс протекал более стабильно и не было перегаров проволоки. Если все же проволока перегорела, то существует следующая стратегия действий. Станок останавливается, эрозия прекращается. Верхний тормоз начинает работать как электродвигатель и производит реверс направления своего вращения. Остаток проволоки вытягивается из зоны эрозии. Система ЧПУ возвращает станок в последнюю запрограммированную точку заправки проволоки, производятся заправка и повторный пуск эрозии по недорезанному контуру.
Кроме параметров генератора, имеются также параметры проволоки и промывки.
Параметрами проволоки являются:
I. Cw – класс проволоки:
1 – для проволок диаметром менее 0,1мм;
2 – для проволок диаметром от 0,1 до 0,3мм.
II. Fw – натяжение проволоки.
Значения: от 2 до 20.
Чем больше диаметр проволоки, тем выше и параметр натяжения.
III. Aw – скорость потягивания проволоки в мм/сек.
Значения: от 20 до 200.
Параметрами промывки являются:
I. B – параметр работы с ванной:
0 – работа в струе промывки без наполнения ванны;
1 – работа с наполнением ванны. Перед заправкой проволоки уровень воды опускается до уровня нижней всасывающей дюзы.
2 – работа с наполнением ванны. Заправка проволоки происходит под водой.
II. K – проводимость диэлектрика.
Измеряется в миллисименс на кубический сантиметр.
Заданный уровень проводимости поддерживается при помощи колонки с деионизирующей смолой, находящейся в диэлектрическом агрегате. При фактическом значении 25 в течении получаса, эрозия останавливается и выдается сообщение о необходимости замены смолы.
III. Q – вид промывки.
Кроме промывки под давлением струей диэлектрика, существует промывка отсасыванием продуктов распада в нижнюю дюзу. Промывка под давлением может производиться как у верхней, так и у нижней дюзы. В зависимости от комбинации промывки под давлением и отсасыванием существует 6 параметров Q: от 1 до 6. Эти параметры отрабатываются батареей промывок системы AGIEFLUSH.
Стабильность процесса зависит от качества материала заготовки и проволоки, высоты резки, условий промывки и состояния диэлектрика.
Для применения в AGIECUT, фирмой AGIE рекомендована проволока типов Cobra CUT A и Cobra CUT D. Под эти типы фирмой посчитаны стандартные технологии обработки - последовательности импульсов и соответствующие им коррекции на диаметр инструмента (проволоки) с учетом искрового зазора.
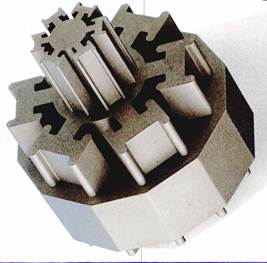
По этим технологиям необходимая точность и шероховатость поверхности достигаются за счет нескольких проходов по обрабатываемому контуру. При первом проходе по цельному материалу, т.е. при главном проходе, параметрами генератора вырабатывается мощный импульс. Он способствует удалению основного материала из заготовки. Допуск после главного прохода находится в пределе от 0,02 до 0,01мм, шероховатость поверхности соответствует 7 классу. Затем производятся дополнительные прецизионные и финишные проходы (рис.5) для достижения более высокой точности и шероховатости. Например, чтобы достичь максимальных показателей точности (±3мкм) и шероховатости (Ra 0,35) проволокой Cobra CUT A диаметром 0,25мм, необходимо сделать 1 главный, 2 прецизионных и 1 финишный проход.
Все технологи представлены на дискете и в любой момент могут быть записаны в память машины.
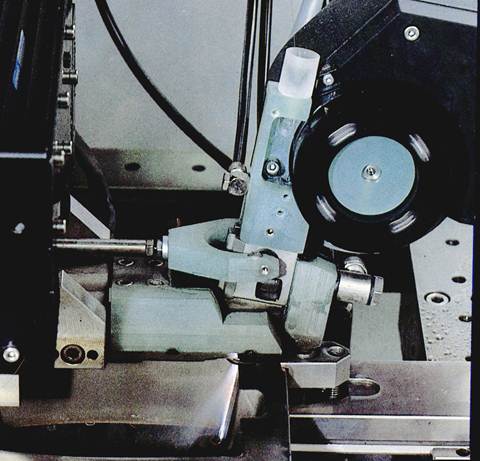
Рис. 5. Процесс электроэрозионной резки.
Дополнительный проход.
Диэлектрический агрегат DA-15 предназначен для подготовки диэлектрика к процессу электроэрозии. Сюда заливается простая питьевая вода в количестве 900 литров. В процессе работы агрегата она проходит фильтрацию от продуктов распада (шлама) через намывной фильтр, где в качестве фильтровального элемента выступает кизельгур (мелкодисперсный мел). Он намывается на 120 свечей и в любой момент может быть регенерирован. На выходе из намывного фильтра установлен бумажный фильтр тонкой очистки. Поэтому в зону эрозии диэлектрик поступает абсолютно очищенным.
Деионизирующий цикл, в зависимости от параметра проводимости K, пропускает воду через смолу PUROLITE. Она задерживает ионы обрабатываемого материала, возникающие во время разрядов тока и попадающие в диэлектрик.
Цикл охлаждения обеспечивает встроенная в DA-15 холодильная установка TERMOGAMMA. Она постоянно сравнивает температуру диэлектрика с температурой окружающей среды, и при необходимости вносит соответствующие коррективы. Температура воды всегда меньше температуры помещения на 3-4 градуса.
Установка AGIECUT 100D требует ежемесячного технического обслуживания. Обслуживание заключается в чистке рабочих частей станка: направляющих проволоки, верхнего тормоза, токоподводов, всех электрических соединений в рабочей ванне. Кроме этого требуется замена транспортирующих лент проволоки, деионизирующей смолы, фильтровальных элементов и самого диэлектрика.
При соблюдении всех правил техобслуживания установка прослужит очень долго и удовлетворит самые жесткие требования производства, а значит и рынка.

Рис. 6. Матрица вырубного штампа,
выполненная на AGIECUT 100D.
| Сварка. Кислородная резка | |
|
Реферат на тему: "Сварка. Кислородная резка." Содержание 1. Возникновение и развитие сварки. 2. Сущность процесса сварки. 3. Технологии кислородной ... Таким образом, кислородная резка состоит из нескольких процессов: подогрева металла, сжигания металла струёй кислорода, выдувания расплавленного шлака из полости реза. Осмотр, очистку и промывку ацетиленовых генераторов производят не менее 2 раз в месяц. |
Раздел: Промышленность, производство Тип: реферат |
| Устройство и принцип работы автомобиля ЗиЛ-130 | |
|
Содержание: 1. Введение 2. Двигатель ЗиЛ-130 -кривошитно-шатунный механизм двигателя -газораспределительный механизм двигателя -система охлаждения ... Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой верхней головки шатуна. Накипь удаляют промывкой приборов системы охлаждения раздельно, так как растворы, применяемые для промывки радиатора, нельзя использовать при промывке рубашки охлаждения блока и ... |
Раздел: Рефераты по транспорту Тип: дипломная работа |
| Ремонт и обслуживание скважин и оборудования для бурения | |
|
Содержание Оборудование фонтанной скважины Глушение скважин Виды скважин, способы добычи нефти и газа Вскрытие пласта в процессе бурения Практические ... Извлечение тартального каната, кабеля и проволоки После промывки ствола скважины на устье ее устанавливают цементировочную головку, в которую вставляют верхнюю секцию разделительной заливочной пробки. |
Раздел: Рефераты по геологии Тип: учебное пособие |
| Модернизация двигателя мощностью 440 квт с целью повышения их технико ... | |
|
Overview Лист1 Диаграмма1 Лист2 Sheet 1: Лист1 Пояснение к выполнению раздела дипломного проекта по охране труда "Расчёт уровней вибрации (по ... Чем ближе верхнее кольцо к донышку поршня, тем меньше будет высота его головки, но зато условия работы кольца будут более тяжелые. ... исправности систем управления, автоматизации, сигнализации и защиты; экипировку (заправку) дизеля охлаждающей жидкостью, маслом и топливом; установку в рабочее положение пробок и ... |
Раздел: Рефераты по транспорту Тип: реферат |
| Лазерная технология | |
|
ПЛАН 1. История открытия 2. Принцип работы лазера 2.1 Сущность явления усиления света 2.2 Активные вещества 2.3 Резонаторы 2.4 Устройства накачки 3 ... (Экситоном называется элементарное электрически нейтральное возбуждение, имеющее характер квазичастицы в полупроводниках и диэлектриках). Перемещение источника тепла вдоль предполагаемой линии разделения и удаление расплава газовой струей формирует зону лазерной резки. |
Раздел: Рефераты по физике Тип: реферат |