Реферат: Определение и обоснование видов и режимов структурной обработки сплава Cu+2,3%Be
по дисциплине “Теоретические основы термической обработки металлов”
на тему
“Определение и обоснование видов и режимов структурной обработки сплава Cu+2,3%Be”
Реферат
Курсовая работа: 36 с., 11 рис., 2 табл., 8 источников.
Объект работы: сплав Cu + 2,3 % Be.
Цель работы: определение и обоснование видов и режимов структурной обработки сплава.
Определен ряд возможных структурных обработок сплава, сделан сравнительный анализ определенных обработок с обработками, которые используют для этого сплава в нынешнее время.
Результаты работы могут стать основанием для дальнейших разработок больше сложных обработок сплава Cu + 2,3 % Be.
МЕДЬ,БЕРИЛЛИЙ, ТЕРМИЧЕСКАЯ ОБРАБОТКА, ДЕФОРМАЦИОННОТЕРМИЧЕСКАЯ ОБРАБОТКА, ХИМИКОТЕРМИЧЕСКАЯ ОБРАБОТКА,НАГРЕВ, ВЫДЕРЖКА, ОХЛАЖДЕНИЕ, ТВЕРДОСТЬ, ПЛАСТИЧНОСТЬ.
Содержание:
Перечень условных обозначений, символов, сокращений и терминов -
1 Введение -
2. Аналитическая часть
2.1 Диаграмма состояния сплава Cu-Be и ее характеристика -
2.2 Определение основных исходных данных -
2.3 Определение возможных видов структурной обработки -
2.4 Определение параметров режимов назначенных видов структурной обработки -
2.5 Построение схем-графиков режимов назначенных видов структурной обработки -
2.6 Фазовые и структурные превращения при нагреве и охлаждении в процессе назначенных видов и режимов структурной обработки -
3 Выводы -
Перечень ссылок -
Перечень условных обозначений, символов, сокращений и терминов.
СО Структурная обработка
ТО Термическая обработка
ДТО Деформационно-термическая обработка
ХТО Химико-термическая обработка
ФП Фазовое превращение
СП Структурное превращение
ВТМО Высокотемпературная термомеханическая обработка
НТМО Низкотемпературная термомеханическая обработка
1 Введение.
В данной работе производится выбор видов и режимов структурной обработки. Ее сущность заключается в том, что в результате направленного энергоинформационного воздействия на металл или сплав в структуре и фазовом составе его (или только в структуре) происходят необратимые изменения. Указанные изменения приводят к соответствующему изменению свойств (механических, физических, химических). Энергетическая составляющая указанного выше воздействия это общая затрата энергии в процессе структурной обработки. Информационная составляющая представляет собой определенное распределение компонентов энергетического воздействия во времени и в пространстве. Носителем воздействия при структурной обработке может быть:
a) тепловая энергия, такая обработка называется термической (ТО);
b) тепловая и механическая, такая обработка — деформационно-термическая (ДТО);
c) тепловая и химическая, такая обработка — химико-термическая (ХТО).
Изменения структурного состояния объекта в результате воздействия на него системы воздействий происходят вследствие протекания в объекте фазовых (ФП) и структурных превращений (СП). Характерным признаком ФП является изменение фазового состава сплава (в одних случаях тип фазы, в других количественные изменения) в процессе обработки. Характерным признаком СП является изменение морфологии структуры (причем фазовый состав при этом обычно остается неизменным). Таким образом, структурная обработка, путем энергоинформационного воздействия, оказывает влияние на металлический сплав (который характеризуется начальным структурным состоянием), вызывая в нем ФП и СП. Указанные ФП и СП формируют конечное структурное состояние сплава, а следовательно, и новый комплекс свойств.
Назначение структурной обработки главным образом зависит от комплекса конечных свойств изделия и частично от начального структурного состояния сплава. Возможны следующие виды структурной обработки:
1) термическая обработка:
a) отжиги 1 рода;
b) отжиги 2 рода;
c) закалки;
d) стабилизирующие обработки;
2) деформационно-термическая обработка:
a) термомеханическая обработка (высокотемпературная термомеханическая обработка (ВТМО) и низкотемпературная термомеханическая обработка (НТМО);
b) механико-термическая обработка;
3) химико-термическая обработка:
a) насыщающая обработка;
b) рафинирующая обработка.
При различных типах структурных обработок используются все известные ФП и СП. Все виды структурных обработок для которых обязательно использование ФП называются структурными обработками с ФП и в своем цикле они обязательно предполагают фазовую перекристаллизацию. Если в основе структурной обработки лежит СП, то для их осуществления ФП не нужны и фазовой перекристаллизации не происходит.
Значение структурной обработки состоит в следующем:
1) температура нагрева обеспечивает необходимую диффузионную подвижность атомов, т.е. влияет на скорость процесса;
2) обеспечивает необходимый фазовый состав, а следовательно, структуру сплава;
3) обеспечивает необходимые физические и механические свойства сплава.
Рассмотрим подробнее как влияет структурная обработка на морфологию структуры металлического сплава. Под морфологией структуры понимают геометрическую форму, размеры и распределение в сплаве структурных составляющих расположенных одновременно во всех трех пространствах, причем принадлежащих одному структурному уровню.
Структурный уровень характеризуется:
Ø типичными элементами структуры для данного уровня;
Ø размерами структурных элементов;
Ø глубиной проникновения в строение вещества.
Структурные уровни:
1) макроструктура;
2) микроструктура;
3) атомно-кристаллическая;
4) тонкая структура;
5) электронная;
6) ядерная.
От уровня №1 до №6 увеличивается глубина проникновения и уменьшается размер структурных элементов. Структурные уровни связаны между собой по принципу матрешки.
Структурное состояние с описанной точки зрения в первом приближении характеризуется как функция от фазового состава, морфологии структуры и механического напряженного состояния. Во втором приближении описывается тремя системами, в которых одновременно располагаются элементы структуры различных структурных уровней.
Структурной обработкой (СО) можно влиять на 2, 3, 4 и 5 структурные уровни. На макроструктуру СО не влияет, т.к. она формируется при более высоких температурах, чем температура СО. На ядерную структуру также не влияет, т.к. СО не имеет необходимый уровень энергии для взаимодействия ядерной реакции.
Данная курсовая работа посвящена медно-бериллиевому сплаву (содержание Ве 2,3%). Особенностью медно-бериллиевых сплавов является широкий диапазон изменений механических и физических свойств при термообработке. Этот факт обуславливает широкое применение бериллиевых бронз: фасонное литье из медно-бериллиевых сплавов в земельные формы и кокиль, а также по выплавленным моделям и под давлением. В ряде случаев вместо литых деталей более целесообразно изготавливать детали из заготовок медно-бериллиевых сплавов, подвергнутых обработке давлением. В любом случае медно-бериллиевые сплавы обладают достаточно интересным комплексом свойств, но также имеют и недостатки, например, высокая стоимость сплавов из-за дорогостоящего процесса переработки руд [1].
Далее в работе будут рассмотрены все возможные виды структурных обработок медно-бериллиевого сплава (Сu + 2,3 % Ве).
2. Аналитическая часть.
2.1 Диаграмма состояния сплава Cu-Be и ее характеристика.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
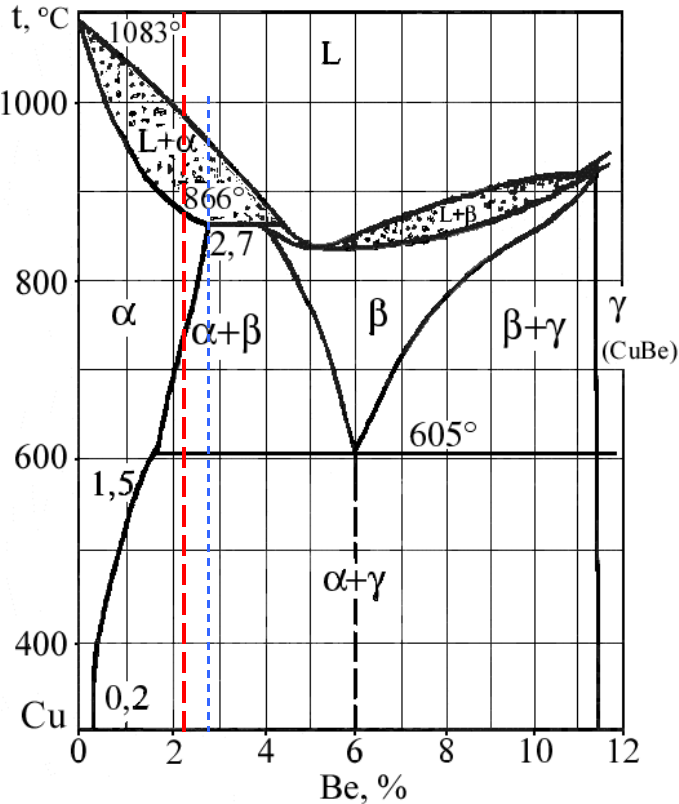
Как видно из диаграммы, температура плавления чистой меди 1083°С (т. С на рис.1). При увеличении содержания бериллия температура начала и конца затвердевания сплавов понижается, достигая минимума. На диаграмме он соответствует 860°С и концентрации 5,25% Be (т. К на рис.1) и лежит над однородной областью b-фазы. При дальнейшем увеличении содержания бериллия температура начала и конца затвердевания сплавов повышается.
В системе Cu – Be (с содержанием Be до 12%) имеются фазы a, b, g. По Н.Х. Абрикосову, фазы b и g(b') являются единым бертоллидом (химическим соединением переменного состава), а сплав, отвечающий химическому соединению CuBe, лежит за пределами области однородного твердого раствора g (b') [2].
Фаза a представляет собой твердый раствор Be в Cu, с максимальной растворимостью Be составляющей 2,7% при температуре 866°С (т. В на рис.1). При этих условиях она имеет гранецентрированную кубическую кристаллическую решетку с периодом 3,566Å. Растворимость Be с понижением температуры снижается, его значение изменяется по кривым ВА и AL (см. рис.1), и при температуре эвтектоидного распада b фазы она равна 1,55% , при 350°С — менее 0,4%.
При 866°С в интервале
концентраций бериллия 2,75 - 4,2% по перитектоидной реакции между a-фазой и жидкостью образуется фаза b (![]() ). Сплавы, содержащие от
2,75 до 4,2% (по массе) бериллия, имеют одинаковую температуру конца затвердевания
около 866°С (1139К) — линия BD соответственно. Микроструктура
этих сплавов после закалки с 840°С состоит из a+b фазы. При увеличении содержания бериллия температура
начала и конца затвердевания сплавов понижается. Минимальное значение (т. К на
рис.1), как указывалось ранее, достигается при температуре 860°С и концентрации 5,25% Be и лежит на диаграмме состояния над однородной
областью b-фазы. При этой концентрации температура начала и
конца превращения
). Сплавы, содержащие от
2,75 до 4,2% (по массе) бериллия, имеют одинаковую температуру конца затвердевания
около 866°С (1139К) — линия BD соответственно. Микроструктура
этих сплавов после закалки с 840°С состоит из a+b фазы. При увеличении содержания бериллия температура
начала и конца затвердевания сплавов понижается. Минимальное значение (т. К на
рис.1), как указывалось ранее, достигается при температуре 860°С и концентрации 5,25% Be и лежит на диаграмме состояния над однородной
областью b-фазы. При этой концентрации температура начала и
конца превращения ![]() совпадают и оно
идет не в интервале температур, а при постоянной температуре. Если дальше увеличивать
содержание бериллия, то превращение снова идет в интервале температур и
температура начала и конца затвердевания сплавов повышается. Микроструктура
сплавов, содержащих от 4,3 до 8,4% (по массе) Be, после закалки с температуры
840°С состоит из одних кристаллов b. Фаза b выше линии AFG » 605°С (условно принятая средняя температура распада этой фазы) — неупорядоченный
твердый раствор бериллия в меди. Период его неупорядоченной
объемно-центрированной кубической решетки при содержании 7,2% Be и температуре
750°С равен 2,79Å.
совпадают и оно
идет не в интервале температур, а при постоянной температуре. Если дальше увеличивать
содержание бериллия, то превращение снова идет в интервале температур и
температура начала и конца затвердевания сплавов повышается. Микроструктура
сплавов, содержащих от 4,3 до 8,4% (по массе) Be, после закалки с температуры
840°С состоит из одних кристаллов b. Фаза b выше линии AFG » 605°С (условно принятая средняя температура распада этой фазы) — неупорядоченный
твердый раствор бериллия в меди. Период его неупорядоченной
объемно-центрированной кубической решетки при содержании 7,2% Be и температуре
750°С равен 2,79Å.
При закалке с температуры 840°С сплавов с содержанием бериллия больше 8,4% , вплоть до 11%
микроструктура состоит из кристаллов b и g фазы. В гомогенной области g-фаза (в некоторых
источниках b'-фаза) содержит от 11,3 до 12,3% Be. Она представляет
собой упорядоченную фазу на основе интерметаллида CuBe с упорядоченной
объемно-центрированной кубической решеткой типа CsCl и периодом
2,69-2,7Å. Эта фаза получается при реакциях: выделение из b-фазы (![]() ) в интервале
температур 605 - 870°С и концентраций 6 - 11%Ве — по линии FH; эвтектоидное
превращение b-фазы (
) в интервале
температур 605 - 870°С и концентраций 6 - 11%Ве — по линии FH; эвтектоидное
превращение b-фазы (![]() ) при
температуре 605°С и концентрациях 1,5-11,5%Ве — AFG соответственно.
) при
температуре 605°С и концентрациях 1,5-11,5%Ве — AFG соответственно.
Ниже линии эвтектоидного равновесия (линия AFG на
рис.1), в интервале концентраций бериллия 0,2-11,5% (интервал L-N на рис.1
соответственно) идет реакция выделения: ![]() ,
при которой из пересыщенной бериллием фазы a выделяется g-фаза с большим его содержанием.
,
при которой из пересыщенной бериллием фазы a выделяется g-фаза с большим его содержанием.
В системе имеются перитектическое (2,75 – 4,2% Be) и эвтектоидное (1,5 – 11,5% Be) равновесия, при 866 и 605°С соответственно, имеются фазовые превращения типа растворение-выделение, ввиду ограниченной растворимости Be в различных модификациях меди.
Теперь рассмотрим превращения, происходящие конкретно в сплаве Cu + 2,3%Be (сплав №1 на рис.1).
В сплаве 1 со снижением температуры с 1000 до 980°С (т. S) не происходит никаких превращений
(область существования только жидкой фазы), дальше в интервале S-Q (980-875°С) идет кристаллизация из жидкости
кристаллов a-фазы, при этом состав жидкости
меняется по линии ликвидус, а кристаллов по солидус. Как видно из диаграммы,
при этом и жидкость и кристаллическая фаза обогащаются Ве, судя из характера
расположения этих линий, соответственно количество бериллия в центре кристалла
и на его поверхности различное, т.е. существует ликвация Ве как в объеме
сплава, так и по самой дендритной ячейке. В интервале температур Q-R (875-740°С) существует одна a-фаза, а после, при охлаждении примерно до 605°С (т. Y на рис.1), идет обеднение a-фазы бериллием по линии ВA и выделение b-фазы. При охлаждении ниже 605°С в выделявшемся доселе неупорядоченном
твердом растворе замещения b при
эвтектоидном превращении идет упорядочение — образование фазы g (b'):
атомы меди располагаются преимущественно в узлах решетки, а атомы бериллия — в
центре [1]. Хотя в реальном кристалле этот порядок точно не соблюдается: атомы
меди могут занять места бериллия и наоборот. Рентгенограммы g (b')
в системе Cu-Be выявляют линии сверхструктуры, которые отсутствуют у b-фазы. После прохождения эвтектоидной
реакции (![]() ) в сплаве находится три
вида фаз: a-фаза, которая образовалась
при кристаллизации, a-фаза, которая образовалась
при эвтектоидной реакции из b-фазы, и g (b')-фаза,
которая также образовалась при эвтектоидном превращении. При дальнейшем
охлаждении в интервале 605-20°С идет
также обеднение a-фазы бериллием по
линии AL и выделение, дополнительно, g(b')-фазы.
) в сплаве находится три
вида фаз: a-фаза, которая образовалась
при кристаллизации, a-фаза, которая образовалась
при эвтектоидной реакции из b-фазы, и g (b')-фаза,
которая также образовалась при эвтектоидном превращении. При дальнейшем
охлаждении в интервале 605-20°С идет
также обеднение a-фазы бериллием по
линии AL и выделение, дополнительно, g(b')-фазы.
2.2 Определение основных исходных данных.
Как видно из диаграммы состояния, в сплаве 1 (Cu+2,3%Be) в твердом состоянии происходит 2-а фазовых превращения. Это растворение-выделение и эвтектоидное. Рассмотрим их:
· при температурах, ниже 740°С (интервал R- U на рис.1) идут реакции выделения из a-фазы b и g-фазы:
![]() ;
;
![]()
· при температуре 605°С (т. Y на рис.1) идет эвтектоидная реакция упорядочения b-фазы:
![]() ;
;
Из жидкости, в интервале температур 980-875°С (интервал S-Q на рис.1) идет реакция выделения кристаллов a-фазы:
![]() .
.
И при температуре солидуса (т. Q) равной 875°С сплав полностью состоит из кристаллов a-фазы.
Полученные в разделе данные сводим в таблицу:
Табл.1 Основные исходные данные по сплаву Cu+2,3%Be.
| Тип фазового превращения | Температура фазового равновесия, °С | Примечания |
| Кристаллизация | 980 | Температура ликвидуса |
| Кристаллизация | 875 | Температура солидуса |
| Растворение-выделение | 740 | |
| Эвтектоидное | 605 |
2.3 Определение возможных видов структурной обработки.
Рассмотрим возможные для этого сплава виды обработок из классов: термической (ТО), деформационно-термической (ДТО) и химико-термической (ХТО) обработок.
2.3.1 ТО.
I) Отжиги I-го рода.
Все отжиги первого рода основаны на структурных превращениях в металле и идут вне зависимости от того, протекает ли в сплаве при обработке фазовые превращения, а следовательно потенциально возможны во всех металлах. Отжиги I рода бывают:
a) гомогенизирующие — подвергаются слитки и заготовки с целью снижения дендритной или внутрикристаллитной ликвации, которая повышает склонность сплава, обрабатываемого давлением, к хрупкому излому, к анизотропии свойств и возникновению таких дефектов, как шиферность (слоистый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изломе в виде белых овальных пятен);
b) рекристаллизационные — подвергаются холоднодеформированные заготовки и детали с целью: частичного сохранения наклепа (неполный рекристаллизационный отжиг), сохранения деформационной или создания собственной текстуры (текстурный рекристаллизационный отжиг), устранения текстуры, получения структурной сверх пластичности (многократная комбинация деформации и рекристаллизационного отжига), получения зерен требуемого размера и монокристаллов (градиентный рекристаллизационный отжиг), снятия наклепа и перевода неравноосных после деформации зерен в более устойчивую, с термодинамической точки зрения, равноосную форму;
c) для снятия остаточных напряжений — подвергаются заготовки и детали, в которых в процессе предыдущих технологических операций, из-за неравномерного охлаждения, неоднородной пластической деформации и т.п. возникли остаточные напряжения (остаточные напряжения могут сниматься и при других видах отжигов).
Исходя из вышесказанного, можно сделать вывод — наш сплав может быть подвергнут любому из вышеприведенных видов отжигов I рода в случае, если исходные параметры состояния заготовки или детали, изготовленных из данного сплава, удовлетворяют условиям проведения соответствующей обработки, т.е.: для гомогенизирующего отжига исходная структура — литая, с выраженной дендритной ликвацией; для рекристаллизационного — холоднодеформированная, с большими степенями деформации; для снятия остаточных напряжений — наличие высоких остаточных напряжений, нежелательных при последующей обработке (в случае отсутствия других технологических операций в этой части технологической цепи, одним из эффектов которых является снятие остаточных напряжений) или использовании.
II) Отжиги II-го рода.
Эти отжиги основаны на фазовых превращениях, происходящих в сплаве в твердом состоянии, поэтому вид возможных отжигов этого подкласса всецело зависит от вида фазовых превращений, происходящих в славе. Они должны обеспечивать фазовую перекристаллизацию сплава.
В зависимости от типа фазовых превращений в данном сплаве могут быть проведены:
a) гетерогенизирующий отжиг — применяется в случае наличия в сплаве процесса выделения из матрицы другой фазы, вследствие изменения равновесной растворимости компонентов при понижении температуры. При этой обработке не происходит коренной ломки структуры по всему объему. Тип кристаллической решетки матричной фазы не меняется. Отжиг приводит к изменению концентрации компонентов в матричной фазе и к изменению количества, размера, а также формы частиц выделяющейся фазы.
b) отжиг с фазовой перекристаллизацией — возможен при наличии в сплаве полиморфного или эвтектоидного (включает полиморфное) превращения и приводит коренной перестройке структуры по всему объему сплава. Он используется для устранения текстуры и измельчения размера зерна.
Исходя из характеристик рассмотренных выше видов отжигов II-го рода, делаем вывод о возможности их применения к рассматриваемому нами сплаву, т.к. в нем присутствуют процессы как растворения-выделения, так и эвтектоидное.
III) Фазовые закалки.
Сущность фазовых закалок — перевод металла в метастабильное структурное состояние с использованием фазового превращения. Различают закалки с полиморфным превращением и без такового. Рассмотрим их:
a) с полиморфным превращением — применяется при наличии в сплаве такового или эвтектоидного, которое включает в себя полиморфное. В случае прохождения этих превращений только по бездиффузионному механизму называются закалкой на мартенсит, если же допускается наличие диффузионного, то — на бейнит.
b) без полиморфного превращения — применяется при наличии в сплаве таких фазовых превращений как: растворение-выделение, порядок-беспорядок, гомогенизация- спиноидальный распад; и называются по названию получаемого после закалки состояния.
Из рассмотренных выше видов фазовых закалок, для нашего сплава применимы закалки как с полиморфным превращением, т.к. в нашем сплаве имеется эвтектоидное фазовое превращение (ФП), так и без полиморфного превращения с использованием такого ФП, как растворение-выделение, которое присутствует в сплаве. Фазовая закалка с ФП растворение-выделение называется закалкой на пересыщенный твердый раствор.
IV) Структурные закалки.
К структурным закалкам относят:
a) вакансионную закалку — упрочнение сплава за счет фиксации большего количества вакансий, имеющееся при высоких температурах.
b) закалку для фиксации высокотемпературной морфологии сплава.
Эти виды закалок универсальны и могут быть применены к любому сплаву, поэтому подходят и для нашего.
V) Стабилизирующие обработки.
К стабилизирующим обработкам относят старение и отпуск. Применяются они обычно в тандеме с закалкой, т.к. в этом случае удается добиться наилучших результатов после обработки. Сущность этих видов обработки — распад метастабильного твердого раствора, с переходом сплава в более стабильное состояние, хотя обычно далекое от истинного равновесия. Процессы распада пересыщенного раствора в закаленном сплаве, так же как возврат и рекристаллизация, протекают самопроизвольно, с выделением тепла.
Для определения возможности проведения данных видов обработки, исходя из вышесказанного, следует заметить, что: старение применяется после закалки на пересыщенный твердый раствор, а отпуск — на мартенсит. Поэтому, т.к. эти два вида закалок возможны в данном сплаве, то и стабилизирующие обработки, следующие после них, так же возможны.
2.3.2 ДТО.
I) Термомеханические обработки.
Эти обработки обязательно используются в сплаве с ФП. И это ФП осуществляется в условиях повышенной концентрации дефектов кристаллического строения, обусловленной деформационным воздействии.
Сущность ВТМО состоит в том, что после горячей деформации и закалки получается пересыщенный твердый раствор с перекристаллизованной структурой, т.е. с повышенной плотностью несовершенств. Основное назначение НТМО — повышение прочностных свойств путем обычной закалки, а затем холодной деформации. Согласно диаграммы состояния сплава ( т.к. есть ФП растворение-выделение) и п.2.3.1 (данной работы) для сплава возможны следующие обработки:
Ø ВТМО стареющего сплава;
Ø НТМО стареющего сплава.
Т.е. при данных обработках мы в стабильную (при ВТМО) и метастабильную (при НТМО) фазу деформацией вводим повышенное количество дислокаций, а потом фиксируем их (заставляем наследовать их плотность) при последующей закалке.
II) Механико-термические обработки.
Эти же обработки используются в случае СП (полигонизация), которое обусловлено с одной стороны деформационным воздействием, а с другой стороны, соответственно, термообработкой. Для всех сплавов (а значит и для Cu+2,3%Be) не зависимо от того испытывают они ФП или нет возможно проведение данной обработки. При этом должно выполнятся одно условие: данный сплав при температуре холодной деформации должен находится в вязком, пластичном состоянии.
2.3.3 ХТО.
Химико-термическая обработка возможна т.к. на диаграмме состояния в необходимом интервале концентраций (2,3 - 2,7 % Ве) существуют указания на термодинамическое взаимодействие компонентов в твердом состоянии. Взаимодействие возможно если новое образование имеет меньшую свободную энергию, чем сумма отдельных состояний. Такими образованиями есть смеси твердого раствора и химического соединения: a + b и a + g. Данное насыщение обеспечивает хорошую защиту от газовой коррозии. Термическая обработка в цикле химико-термической — закалка на пересыщенный твердый раствор и последующее старение.
Полученные результаты о возможных видах СО для сплава Сu + 2,3 % Ве сводим в таблицу 1.2.
Таблица 1.2 - Виды возможных СО для сплава Сu + 2,3 % Ве
| № п/п | Виды возможных СО | СП и ФП на которых основана данная СО |
| 1 | 2 | 3 |
| 1 |
Виды термической обработки: 1. Отжиги 1 рода: а) гомогенизирующий; б) рекристаллизационный; |
СП - гомогенизация матричного раствора по растворенному компоненту; СП - первичная рекристаллизация. |
| 1 | 2 | 3 |
|
2. Отжиги 2 рода: а) гетерогенизирующий; б) с фазовой перекристаллизацией; 3. Фазовые закалки: а) с полиморфным превращением; б) без полиморфного превращения. 4. Стабилизирующие обработки: а) старение; б) отпуск. |
ФП – растворение-выделение; ФП – эвтектоидное. ФП – эвтектоидное; ФП – растворение-выделение. ФП – распад пересыщенного твердого раствора. СП – полигонизация и рекристаллизация |
|
| 2 |
Виды деформационно-термической обработки: 1. Термомеханическая а) ВТМО, НТМО стареющих сплавов; 2. Механико-термическая |
СП – полигонизация, ФП – растворение-выделение;СП – полигонизация. |
| 3 |
Виды химико-термической обработки: 1. Насыщающая |
ФП – растворение-выделение (образование твердого раствора, образование химических соединений). |
2.4 Определение параметров режимов структурных обработок
2.4.1 Параметры термической обработки:
I) Отжиги 1-го рода:
а) гомогенизирующий.
Температура нагрева или выдержки определяется
![]() ,
,
где 0,8 ¸ 0,95 - коэффициент, не зависящий от типа сплава.
Но так как эта температура соответствует двухфазной области, а гомогенизацию лучше проводить в однофазной, то корректируем ее, увеличивая до 810°С.
Продолжительности выдержки должна быть достаточна для протекания СП — гомогенизации матричного твердого раствора по растворенному компоненту (tэфф). Эта выдержка довольно длительна. На практике бериллиевые бронзы при данном отжиге выдерживают в течении 1¸3 часов [3].
Скорость охлаждения регламентируется т.к. при окончании выдержки в сплаве согласно диаграмме состояния наблюдается ФП:
Ø растворение-выделение;
Ø эвтектоидное.
Скорость охлаждения должна быть достаточно низкой, чтобы обеспечить протекание соответственных ФП по диффузионному механизму.
б) рекристаллизационный.
Температура нагрева или выдержки определяется:
![]() .
.
Т.к. ниже tс согласно диаграммы состояния (рис.1.1) мы имеем гомогенный твердый раствор a , то n = 0,4 ¸ 0,45:
![]() .
.
Температура рекристаллизационного отжига:
![]() ,
,
где 30 ¸ 50 - необходимый интервал перегрева для начала структурного превращения.
Продолжительность выдержки должно быть достаточной для протекания СП — первичной рекристаллизации ( t эфф)
Скорость охлаждения регламентируется т.к. в сплаве согласно диаграмме состояния наблюдается ограниченная растворимость Cu в Be (Vохл £ Vкр.охл).
II) Отжиги 2 рода:
а) гетерогенизирующий.
Температура нагрева или выдержки:
![]() ,
,
где 30 ¸ 50 - необходимый интервал перегрева для начала ФП растворения.
Продолжительность выдержки должна быть достаточна для протекания ФП растворения и пост фазовых СП.
Скорость охлаждения должна быть достаточно медленной, чтобы превращение было полным и фазовый состав соответствовал равновесному [4].
Vохл £ Vкр.охл (критическая скорость охлаждения при отжиге)
б) с фазовой перекристаллизацией.
Температура нагрева или выдержки:
![]() ,
,
где 30 ¸ 50 - необходимый интервал перегрева для начала ФП полиморфного или эвтектоидного.
Т.к. при этой температуре в сплаве сосуществуют две фазы, то данная перекристаллизация является неполной (неполный отжиг). Для проведения полной фазовой перекристаллизации нужно нагрев осуществлять в однофазную область a, что производится при ранее назначенном гетерогенизирующем отжиге. А, так как , в принципе, параметры охлаждения и выдержки при этом у них сходны, то они в данном сплаве могут считаться взаимно заменяющими.
III) Закалки:
а) с полиморфным превращением.
Температура нагрева или выдержки:
![]()
где 30 ¸ 50 - необходимый интервал перегрева для прохождения эвтектоидного ФП, которое включает в себя полиморфное.
Продолжительность выдержки должна быть достаточной для протекания эвтектоидного ФП.
Скорость охлаждения должна быть достаточно высокой, чтобы исключить распад пересыщенного матричного раствора в процессе охлаждения в диффузионной области превращения.
В общем случае Vохл ³ Vкр.охл (критическая скорость охлаждения при закалке, проходящий по данному ФР).
б) без полиморфного превращения.
Температура нагрева или выдержки:
![]() ,
,
где 30 ¸ 50 - необходимый интервал перегрева для начала ФП растворения.
Продолжительность выдержки должна быть достаточной для протекания ФП растворения-выделения.
Скорость охлаждения должна быть достаточно высокой, чтобы исключить распад пересыщенного матричного раствора в процессе охлаждения. Однако если сплав в дальнейшем будет подвергнут старению закалка может быть не очень резкой [3].
В общем случае Vохл ³ Vкр.охл (критическая скорость охлаждения при закалке, проходящий по данному ФР).
Так как данная закалка производится с температур больших, чем значение температуры фазового равновесия эвтектоидного превращения, то ее нельзя назвать чисто закалкой на пересыщенный твердый раствор. Она, в данном сплаве, является смешанной, поэтому и назначаем именно ее.
IV) Стабилизирующая обработка:
а) старение.
Температура старения:
![]() ,
,
Продолжительность выдержки должна быть достаточна для протекания ФП и получения устойчивого состояния сплава [4].
Скорость охлаждения при стабилизирующих обработках обычно не регламентируются.
б) отпуск.
Максимальная температура отпуска:
![]() ,
,
Продолжительность выдержки должна быть достаточна для протекания СП и получения более равновесного состояния сплава [4].
Скорость охлаждения при стабилизирующих обработках обычно не регламентируются.
2.4.2 Параметры деформационно-термической обработки:
а) термомеханическая обработка. ВТМО и НТМО стареющих сплавов.
ВТМО: минимальная температура горячей деформации
![]() ,
,
где 0,7 ¸ 0,9 - коэффициент не зависящий от типа сплава.
Так как она соответствует двухфазной области на диаграмме состояния (см. рис.1), что не желательно для данной обработки, то корректируем ее в сторону увеличения до 810°С.
Используемая степень деформации (истинная) е = 0,3…0,5.
Если за время деформации успела пройти полигонизация, то последующая выдержка не нужна. Если же нет, то продолжительность выдержки должна быть достаточной для завершения полигонизации.
Скорость охлаждения должна быть больше или равной критической скорости охлаждения при закалке на пересыщенный твердый раствор (Vкр). После ВТМО должна проводится стабилизирующая обработка — старение.
Температура старения:
![]() .
.
Время выдержки при старении должно быть достаточным для протекания ФП и получения устойчивого состояния сплава.
Скорость охлаждения при старении не регламентируется.
НТМО: ее особенностью есть деформирование метастабильной при данной температуре фазы, поэтому перед ее проведением должна обязательно идти подготавливающая закалка на это метастабильное состояние.
Температура холодной деформации:
![]() ,
,
где 0,1 ¸ 0,2 - коэффициент не зависящий от типа сплава.
Так как получения температура деформации и так является ниже цеховой и довольно существенно, то проведение последующей закалки для фиксации полученного состояния не требуется.
Используемая степень деформации (истинная) е = 0,3…0,5.
После НТМО необходима стабилизирующая обработка — старение.
Температура старения:
![]() .
.
Время выдержки при старении должно быть достаточным для протекания ФП и получения устойчивого состояния сплава.
Скорость охлаждения при старении не регламентируется.
б) механико-термическая обработка.
Температура холодной деформации:
![]() ,
,
где 0,1 ¸ 0,2 - коэффициент не зависящий от типа сплава.
Степень деформации е около 0,1.
После холодной деформации следует произвести нагрев для прохождения полигонизации.
Температура нагрева
![]() ,
,
где 30 ¸ 50 - необходимый интервал перегрева для начала полигонизации.
Время выдержки довольно длительно. Это время необходимо для протекания полигонизации и получения полной полигональной субструктуры.
Скорость охлаждения не регламентируется.
2.4.3 Параметры химико-термической обработки:
Насыщающая — эта обработка проводится в активной атмосфере имеющей необходимую концентрацию бериллия в активном состоянии у поверхности изделия.
Температура нагрева или выдержки должна обеспечить необходимую диффузионную подвижность, чтобы насыщение произошло за практически приемлемое время.
![]() ,
,
где 0.7 ¸ 0,9 - коэффициент не зависящий от типа сплава.
Здесь мы также попадаем в двухфазную область, что не приемлемо в данном случае, поэтому также корректируем эту температуру, повышая ее до 810°С.
Длительность выдержки должна быть достаточно велика чтобы обеспечить требуемые величины насыщения поверхности и глубину насыщенного бериллием слоя, и если первое в основном зависит от активности насыщаемой среды, то второе — от времени выдержки.
Т.к. конечное состояние сплава — пересыщенный твердый раствор, то после нагрева (tв) и выдержки нужно охладить со скоростью большей или равной критической скорости охлаждения при закалке на пересыщенный твердый раствор (Vкр). Тогда стабилизирующей обработкой будет старение (см. параметры ВТМО с закалкой на пересыщенный твердый раствор).
2.5 Построение схем-графиков режимов назначенных видов структурной обработки.
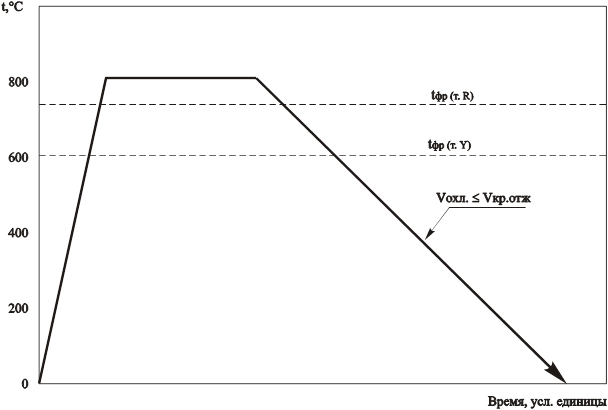
Рис.2 Схема-график режима гомогенизирующего отжига сплава Сu + 2,3 % Ве.
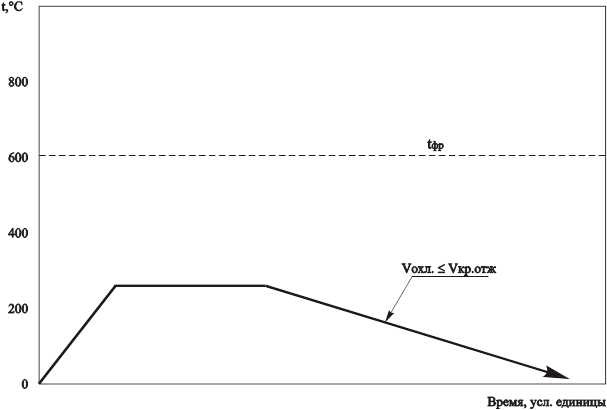
Рис. 3 Схема-график режима рекристаллизационного отжига.
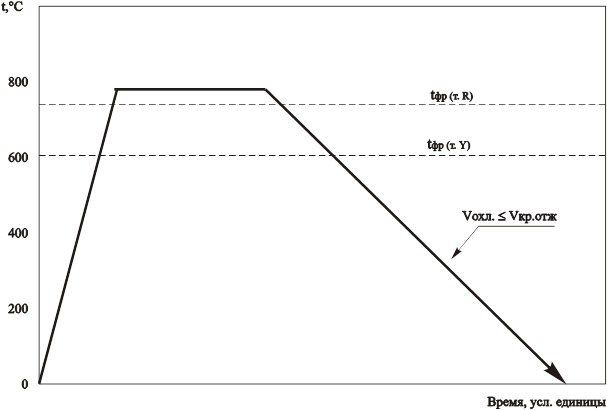
Рис. 4 Схема-график режима отжига II-го рода (гетерогенизационного и с фазовой перекристаллизацией сплава).
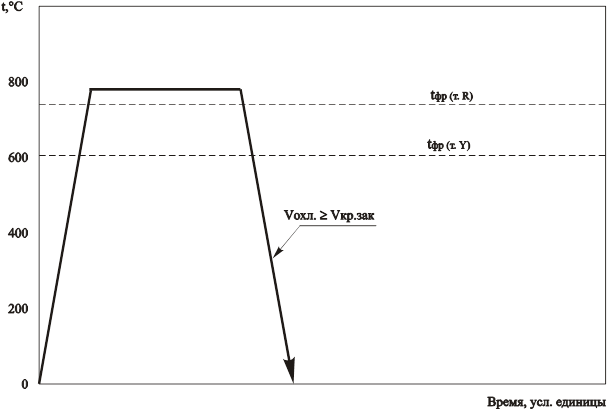
Рис. 5 Схема-график режима закалки.
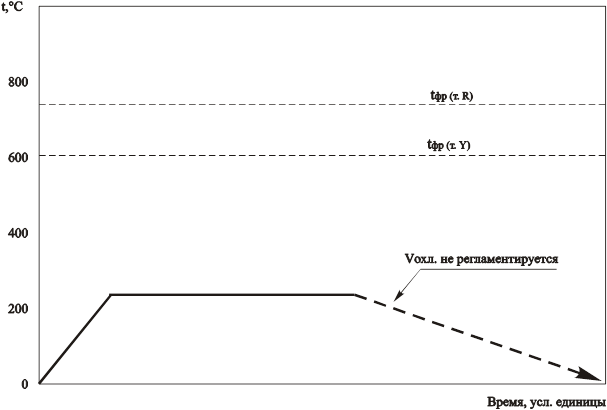
Рис. 6 Схема-график режима старения сплава Сu + 2,3 % Ве.
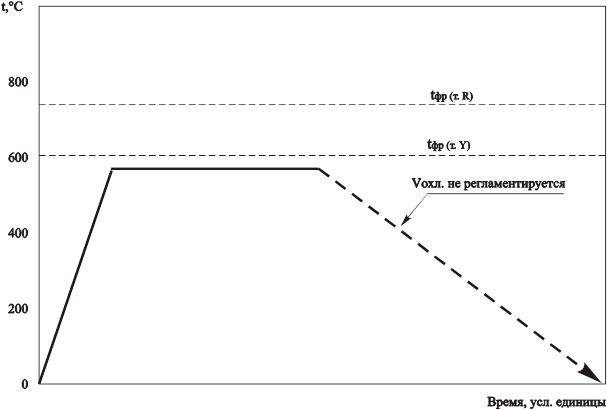
Рис. 7 Схема-график режима отпуска сплава Сu + 2,3 % Ве.
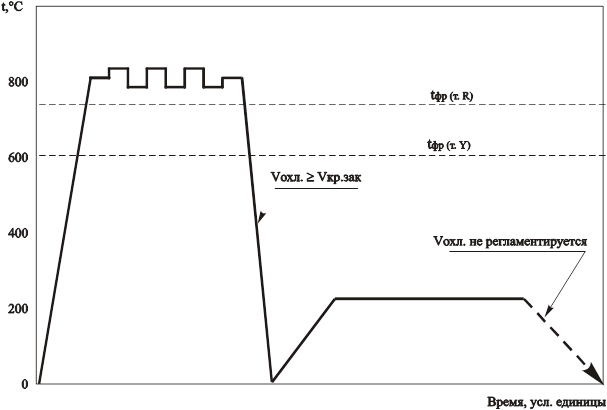
Рис. 8 Схема-график режима ВТМО стареющего сплава Сu + 2,3 % Ве.
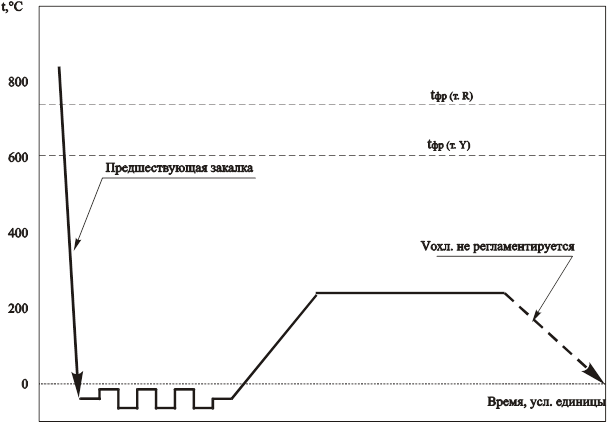
Рис. 9 Схема-график режима НТМО стареющего сплава Сu + 2,3 % Ве.
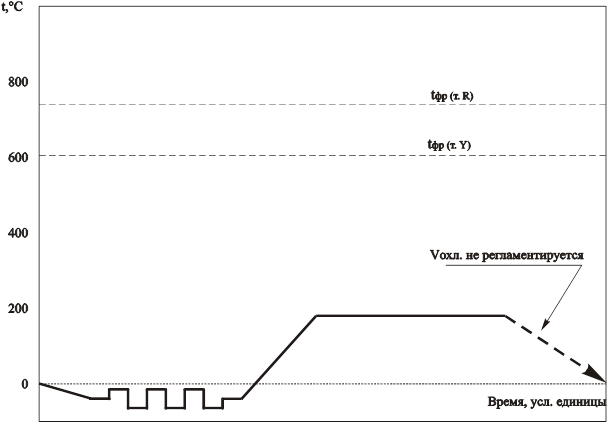
Рис.10 Схема-график режима механико-термической обработки.
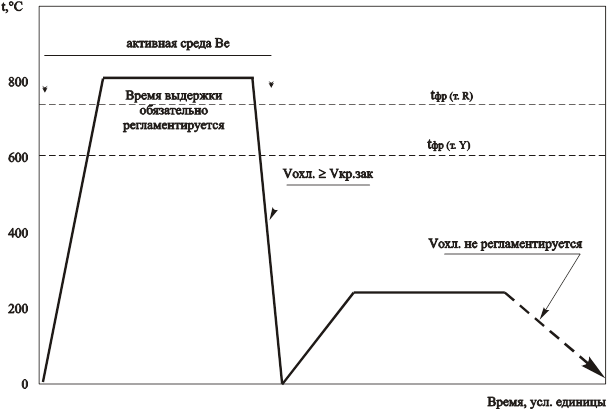
Рис. 11 Схема-график режима химико-термической обработки с закалкой на пересыщенный твердый раствор сплава Сu+ 2,3 % Ве.
2.6 Фазовые и структурные превращение в процессе назначения СО.
Гомогенизирующий отжиг.
При этой обработке идет выравнивание химического состава по телу зурна (дендрита). Иногда данный отжиг называют диффузионным, т.к. в основе его лежит диффузия. В начале выдержки скопления g располагаются на границах дендритных ячеек, в центре a - фаза. В течение выдержки концентрация выравнивается. Т.к. при отжиге охлаждение достаточно медленное, то сплав при комнатной температуре имеет структуру, в которой g равномерно распределена. Данная СО оказывает влияние на микроструктуру и тонкую структуру. С термодинамической точки зрения данный отжиг является процессом энтропийным , т.е. осуществляется переход от неоднородного к однородному раствору по концентрации. Причем энтропия в данном случае возрастает с приближением к равновесию концентраций, что повышает скорость процесса. Наиболее интенсивно гомогенизация протекает в начальный период отжига. Повышение температуры отжига действует эффективнее увеличения времени. Данная СО применяется для повышения коррозионной стойкости сплава, улучшения обрабатываемости и др.
Рекристаллизационный отжиг
Данный отжиг является процессом многостадийным. При нагреве холодно деформируемого сплава происходят следующие термодинамические процессы:
1) движущей силой первичной рекристаллизации является уменьшение плотности дислокаций, а силой тормозящей этот процесс является увеличение поверхностной энергии;
2) на стадии собирательной рекристаллизации и если есть вторичной рекристаллизации термодинамической силой является уменьшение поверхностной энергии;
3) если при нагреве холодно деформируемого сплава происходит полигонизация, то термодинамической силой является не столько снижение плотности дислокаций, сколько изменение дислокационной структуры. При нагреве холодно деформируемого сплава конкурирующим процессом при рекристаллизации является нормализация. При рекристаллизации происходит движение сплошной границы превращений, которая “очищает” сплав от дефектов кристаллизационного строения, в частности дислокаций. При данной обработке сплав разупрочняется, зерна становятся разделены большеугловыми границами. Т.к. при отжиге охлаждение достаточно медленное, то сплав имеет при комнатной температуре структуру из довольно правильных, равноосных кристаллов. Размер зерна зависит от степени деформации температуры нагрева и времени выдержки. Предпочтительна мелкозернистая структура. При данной СО изменения в структуре происходит на уровне тонкой, микроструктуры, атомно-кристаллической структуры в связи с применением кристаллизационной направленностью (тип решетки не меняется). Причем ведущей является изменение тонкой структуры, т.к. ее изменение вызывает все остальные изменения. Данная СО применяется для разупрочнения, повышения технологической пластичности и ползучести определенного типа текстуры.
Гетерогенизационный отжиг
При нагреве в сплаве идет реакция a + g ® a. Относительно количество фазы, которая полностью переходит в твердый раствор при нагреве и выделяется при обратном медленном охлаждении (по реакции a ® a+g), обычно не превышает 10 -15 % от всего объема сплава. Для данного сплава возможна частичная перекристаллизация избыточной фазы. В начале изотермической выдержки частично растворяется избыточная фаза и увеличивается концентрация растворенного компонента. Т.о. идут два процесса:
1) процесс концентрационного перераспределения Ве между фазами a и g;
2) процесс перестройки решетки Ве в решетку Сu.
Процесс идет путем образования и роста зародышей фазы a . Эти зародыши возникают только гетерогенным путем на межфазной поверхности раздела. При росте зародышей a- фазы g- фаза уничтожается. После первой стадии превращения концентрация раствора неоднородна, поэтому идет гомогенизация твердого раствора a. Возможна третья стадия — собирательная рекристаллизация.
В процессе охлаждения протекают аналогичные процессы:
1. Диффузионное перераспределение Ве между фазами.
2. Перестройка решетки a фазы в g .
В зависимости от степени переохлаждения определяется зарождение зародышей (малое переохлаждение - гетерогенное зарождение по границам зерен, большое - зарождение на вакансиях и т.д.). При достаточно длительной выдержке твердый раствор оказывается насыщенным Ве, согласно линии ограниченной растворимости. Сплав остается гетерофазным при нагреве и охлаждении. Данный отжиг оказывает влияние на микроструктуру и тонкую структуру.
Данная СО применяется как смягчающая обработка для деформированных полуфабрикатов, для повышения технологической пластичности, для повышения коррозионной стойкости .
Отжиг с фазовой перекристаллизацией.
С эвтектоидным превращением.
Эвтектоидная реакция представляет собой сложную фазовую реакцию,
состоящую обычно из двух элементарных:
1. полиморфное превращение;
2. растворение- выделение.
Данная СО слабо изучена в системе Сu - Ве. Превращение при нагреве развивается по диффузионному механизму, причем наиболее выражена диффузия Ве, т.к.:
1. Необходимость диффузии Ве обусловлена необходимостью перераспределения концентраций Ве между фазами и образованием твердого раствора.
2. Только насыщение a до равновесного содержания в ней Ве обуславливает термодинамическую стабильность a ниже Тэвт для чистого компонента.
Значение диффузии атомов Сu выражено в меньшей степени, т.к. изменение концентрации атомов Сu в ходе этого превращения не требуется или требуется очень мало. Данное превращение является многостадийным:
1. Образование зародышей b на межфазной границе a и b.
2. Рост b-фазы в направлении одновременно обоих фаз. Он заканчивается полным превращением g®b.
3. Растворение a в b.
В процессе этих реакций происходит две перестройки кристаллической решетки a®b и g®b. После завершения ФП начинаются пост фазовые СП. Поэтому продолжение процесса выглядит так:
4. Гомогенизация (выравнивание содержания Ве в b- фазе).
5. Рост зерна- b или собирательная рекристаллизация зерен-b.
Т.к. процесс включает полиморфное превращение, а удельные объемы a и b различны ( Vуд.a= Vуд.b ), то в ходе превращения при нагреве может наблюдаться явление фазового наклепа, т.е. пластическая деформация образовавшейся фазы b.
При охлаждении:
1. Получаем однородные кристаллы твердого раствора, гетерофазного.
2. Структура с однородным по объему содержанием Ве двух получившихся фаз имеет резко различное содержание Ве.
3. Происходит изменение кристаллической решетки. Т.о. превращение при охлаждении включает:
Ø полиморфное;
Ø выделение;
Ø диффузия Ве.
При выделении g из b появление зародышей начинается на границе. Размер конечного зерна зависит от размера исходного зерна. Структура меняется на уровне микроструктуры, тонкой и атомно-кристаллической структур. Т.о. после медленного охлаждения получают g-зерна не благоприятные к глубокой вытяжке. Т.е. сплав теряет свою пластичность. Это явление можно устранить путем довольно быстрого охлаждения. Скорее всего, именно из-за образования такой структуры этот вид отжига не получил широкого применения. Данная СО может применяться для устранения пороков структуры, возникших при предыдущей обработке ( литье, горячая деформация, сварка); смягчение сплава перед последующей операцией ( резание) и уменьшения напряжений, если данная структура является конечной.
Закалка.
Особенночтью полной закалки в данном сплаве является то, что идет и ФП в процессе охлаждения по бездиффузионному механизму (если скорости не настолько велики чтобы проскочить его), и изменяется термодинамическая стабильность твердого раствора ( из термодинамически стабильного при температуре нагрева превращения в состояние метастабильное в процессе охлаждения). Метастабильность закаленного твердого раствора определяется степенью его пересыщения относительно, равновесной концентрации. Т.о. при нагреве довольно быстро происходит растворения g- фазы и при довольном быстром охлаждении получается структура с малым содержанием g - фазы. СП при данной закалке происходят на уровне тонкой структуры т.к. атомы Ве замещают атомы Cu в твердом растворе. Из-за избытка упругой энергии, возникают остаточные напряжения. Т.о. при закалке повышается концентрация точечных дефектов.
Основное назначение закалки - подготовка сплава к старению. Часто данную закалку используют как промежуточную смягчающую операцию перед холодной деформацией (НТМО или МТО). Иногда закалка служит окончательной термообработкой для придания изделию необходимого комплекса свойств.
Старение.
В закаленном сплаве пересыщенный a - раствор содержит избыток растворенного компонента Ве. Закаленный сплав стремится прийти в более стабильное состояние, выделяя избыток растворенного компонента в виде второй фазы. Однако, т.к. данный сплав после закалки на пересыщенный твердый раствор имеет гетерофазное состояние, то старение занимает только часть объема. Что уменьшает получаемый эффект. В данном сплаве диффузионная подвижность при комнатной температуре низкая, поэтому естественного старения не происходит. Старение в общем случае протекает в несколько стадий:
1. Образование зон Гинье-Престона ( участков твердого раствора с резко повышенной концентрацией Ве).
2. Выделение метастабильной фазы g ( т.к. в данном случае меньше работа образования критического зародыша).
3. Переход в стабильное состояние метастабильной g - фазы ( образование стабильной g - фазы сопровождается растворением метастабильной g -фазы).
Дисперсные выделения склоны к укрупнению, при котором мелкие частицы исчезают, а крупные вырастают( т.е. к коагуляции), что приводит к уменьшению суммарной межфазной энергии [5]. Т.о. данная СО влияет на микроструктуру и тонкую структуру.
Данная обработка предназначена для увеличения прочностных свойств сплава. С увеличением времени старения (когда начинается переход в стабильное состояние и коагуляция g-фазы) происходит перестаривание сплава (разупрочнение).
ВТМО, НТМО сплава, закаленного на пересыщенный твердый раствор.
Сущность ВТМО состоит в том, что после горячей деформации и закалки получается пересыщенный твердый раствор с перекристаллизованной структурой, т.е. с повышенной плотностью несовершенств (границ субзерен, свободных дислокаций). В результате последующего старения сплава с такой структурой возникают повышенные механические свойства. В большинстве случаев оптимальным является выполнение минимум трех условий:
1. Получение к концу горячей деформации перекристаллизованную структуру;
2. Предотвращение возможной рекристаллизации после окончания деформации;
3. Достижение необходимой для старения степени пересыщенности твердого раствора [5].
Данная обработка влияет на микроструктуру, тонкую структуру.
Данная обработка достаточно сильно упрочняет сплав не снижая при этом пластичности [6].
Упрочнение при НТМО вызвано двумя причинами:
1. Холодная деформация создает наклеп, и последующее дисперсионное твердение начинается от более высокого уровня твердости сплава;
2. Холодная деформация увеличивает эффект дисперсионного твердения. При нагреве под старение после холодной деформации рекристаллизация, как правило, не протекает, а развиваются процессы отдыха и полигонизации, несколько уменьшающие упрочнение при НТМО. Следует иметь в виду взаимное влияние этих процессов и распада раствора: выделение тормозят полигонизацию, а полигонизация, если она успела пройти, изменяет плотность и характер распределений [5]. Данная СО влияет на микроструктуру, тонкую структуру.
Механико-термическая обработка
При нагреве до достаточно высоких температур, после холодной деформации наблюдается полигонизация, которая обеспечивает упрочнение и понижения пластичности в сплаве при данной обработке. Полигонизацией называют образование разделенных малоугловыми границами субзерен. При нагреве дислокации перераспределяются и выстраиваются в стенки одна над другой. При этом под областью разрежения от одной дислокации оказывается область сгущения от другой дислокации, и поля напряжений соседней дислокаций в значительной мере взаимно компенсируются. Дислокационные стенки — мало угловые границы образуются в результате сочетания процессов скольжения и переползания дислокаций. Скорость переползания, являющегося по-своему механизму диффузионным, т.е. наиболее медленным процессом, контролирует скорость образования мало угловых границ. В результате полигонизации вытянутые зерна, окруженные высокоугловыми границами оказываются состоящими из более или менее равноосных, размером в несколько микрометров, субзерен, раздельных малоугловыми границами. В объеме субзерен плотность дислокаций очень низкая. Данная СО влияет на тонкую структуру сплава.
Данная СО упрочняет сплав [3].
Химико-термическая обработка.
Для изменения химического состава изделие нагревают в активной среде. Во время выдержки изделия диффузионно обогащается элементами из внешний среды. Можно выделить три одновременно идущих процесса, обеспечивающих обогащение изделия из внешней среды.
Первый процесс образование химического элемента в активном атомарном состоянии. В отдельных случаях, например, при поступлении атомов металла непосредственно из расплава. Эта стадия отсутствует.
Второй процесс — адсорбция атомов поверхностью изделия. Адсорбционный процесс может включать простую физическую адсорбцию и одновременно химическую адсорбцию. Адсорбция всегда экзотермический процесс, приводящий к уменьшению энергии Гибсса.
Третий процесс при химико-термической обработке — диффузия адсорбированных атомов от поверхности в глубь изделия. Адсорбция протекает очень медленно [5]. Данная СО влияет на микроструктуру и тонкую структуру.
Данная СО упрочняет поверхностный слой изделия из данного сплава [6].
3. Выводы.
1. В данной курсовой работе были рассмотрены и обоснованны основные виды и режимы структурных обработок для сплава Cu + 2,3 % Ве. При этом опирались на предварительный анализ данного сплава и на диаграмму состояния сплава. Затем были определены параметры режимов СО по классам назначенных видов СО, построены схемы-графики режимов назначенных видов СО. и проанализирован фазовый состав и структурные превращения при конкретных СО.
2. В результате работы определили возможность применения таких видов СО:
Ø гомогенизирующий отжиг;
Ø рекристаллизационный отжиг;
Ø гетерогенизационный отжиг;
Ø отжиг с фазовой перекристаллизацией;
Ø закалку на мартенсит;
Ø отпуск;
Ø закалку на пересыщенный твердый раствор;
Ø старение;
Ø ВТМО и НТМО;
Ø механико-термическую;
Ø химико-термическую обработку.
3. Применение гомогенизирующего отжига позволит устранить последствия дендритной ликвации. Рекристаллизационный отжиг снимет наклеп и повысит пластичность. Гетерогенизационный отжиг улучшит деформируемость слитков, повысит коррозионную стойкость. Отжиг с фазовой перекристаллизацией является разупрочняющей обработкой. Любая закалка увеличивает пластичность и уменьшит прочность. ВТМО является обработкой наиболее упрочняющей данный сплав. НТМО также достаточно сильно повышает прочностные свойства при этом довольно резко упадет пластичность Механико-термическая обработка также упрочняет данный сплав. Химико-термическую обработку можно использовать для изменения химического состава и структуры на поверхностном слое а иногда и по всему сечению изделия.
4. В настоящее время для сплавов системы Cu-Be применяют чаще всего отжиги для разупрочнения, а дисперсионное твердение для упрочнения. В данной курсовой работе доказано, что данные СО наиболее сильно влияют на структуру и механические свойства сплава Cu+2,3 % Be. Но, несмотря, на это необходимо дальнейшее развитие других более сложных видов СО.
Перечень ссылок.
1. Берман С.И. Меднобериллиевые сплавы. — М.: Металлургия, 1966.
2. Абрикосов Н.Х. Исследование системы медь-бериллий. — М.,1952,т.XXI.
3. Блантер М.Е. Теория термической обработки. — М.: Металлургия, 1984.
4. Новиков И.И., Строганов Г.Б., Новиков А.И. Металловедение термообработка и рентгенография. — М.: “ МИССИС ”, 1994.
5. Новиков И.И. Теория термической обработки металлов. — М.: Металлургия, 1986.
6. Тылкин М.А. Справочник термиста ремонтной службы. — М.: Металлургия, 1981.
7. Колачев Е.В. Термическая обработка цветных сплавов. — М.,1999.
8. Лахтин Ю.М. Металловедение и термическая обработка. — М.: Металлургия, 1976.
| Проект термического отделения высокотемпературного отжига анизотропной ... | |
|
Тема "Проект термического отделения высокотемпературного отжига анизотропной электротехнической стали толщиной 0,35 мм. Годовая программа 150 тысяч ... Рекомендуемый режим отжига: нагрев до температуры (800 - 820) °С с пребыванием до 10 минут в атмосфере, предохраняющей от окисления, или 3 минуты на воздухе, или отжиг в муфельной ... При этом отжиге содержание углерода снижается до количества не выше 0,04 (% масс.), поэтому при дальнейшей обработке фазовые превращения в стали, не происходят. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Исследование горячеломкости литейных сплавов на основе систем Al-Si ... | |
|
ОГЛАВЛЕНИЕ Введение............................3 Глава 1. Обзор литературы Влияние состава и структуры на горячеломкость при литье сплавов ... Значительная предельная растворимость в твёрдом состоянии (Cp = 5.65% Cu) и её быстрое уменьшение с понижением температуры определяют возможность упрочняющей термической обработки ... Сплавы, содержащие 0.25 и 0.5% Si, имеют узкий интервал кристаллизации (~16 C). На кривых ДТА для этих сплавов не зафиксировано эвтектическое превращение, т.е. тепловое превращение ... |
Раздел: Рефераты по металлургии Тип: реферат |
| Плазменное поверхностное упрочнение металлов | |
|
Глава 2. Физико-химические процессы при воздействии плазменной струи (дуги) При воздействии плазменной струи (дуги) на поверхности обрабатываемого ... Это связано с тем, что с увеличением мощности плазменной струи, металл в зоне обработки нагревается до температуры выше фазовых превращений, на стадии охлаждения образуется ... 1. Закалка сплавов из твердого состояния со скоростями нагрева и охлаждения 102-104oС\с; |
Раздел: Рефераты по физике Тип: дипломная работа |
| Проект термического отделения для обезуглероживающего и ... | |
|
Оглавление. Общая часть Введение Задание по курсовому проекту Обоснование строительства отделения 2.Техническая часть 2.1 Требования предъявляемые к ... Для улучшения магнитных свойств электротехнической стали, содержащей 0.6-3.2%SI, 0.3-0.6%Al, 0.01-0.05%C, после окончательного рекристализационного отжига на поверхность полосы ... Печь для отжига имеет две камеры нагрева, две камеры выдержки, камеру регулируемого охлаждения, камеру струйного охлаждения и воздушный холодильник. |
Раздел: Рефераты по металлургии Тип: реферат |
| Деформированные алюминивые сплавы | |
|
1. Введение Для изготовления любых изделий, предназначенных к восприятию внешних сил, применяют не чистый алюминий, а его сплавы, которых в настоящее ... Время выдержки как при температуре закалки, так и при искусственном старении может резко изменяться в зависимости от толщины и структуры сплава. 6.9 Для проверки микроструктуры прутков, подвергаемых закалке, на пережог отбирают один пруток от каждой плавки в садке термической обработки. |
Раздел: Промышленность, производство Тип: курсовая работа |