Реферат: Выполнение разъемных и неразъемных соединений оптико-механических приборов
Раздел: Рефераты по коммуникации и связи
Тип: реферат
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра электронной техники и технологии
РЕФЕРАТ
на тему:
«Выполнение разъемных и неразъемных соединений ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ»
МИНСК, 2008
Выполнение разъемных соединений
Как уже известно, сборка оптико-механических приборов осуществляется путем соединения деталей друг с другом; эти соединения бывают разъемными и неразъемными.
Разъемными соединениями называют соединения, которые можно разобрать без порчи деталей или их элементов. Разъемные соединения выполняют при помощи винтов, болтов, шпилек, штифтов, шлицевых (зубчатых) деталей, шпонок. Наиболее распространены соединения, выполняемые при помощи винтов с конической и цилиндрической головками, а также при помощи установочных (стопорных) винтов и шпилек. Жесткую фиксацию деталей осуществляют при помощи штифтов и шпонок.
Винты с конической (потайной) головкой применяют для сборки деталей и узлов, в которых не предусматривается взаимное перемещение деталей в процессе сборки и отладки. Соединение, выполненное этими винтами, имеет хорошую жесткость и не требует дополнительной фиксации штифтами. Из рис.1. видно, что винт 2 ввинчивается в резьбовое отверстие детали 1, плотно притягивая деталь 3.
Плотная посадка по конической поверхности винта и прижимаемой детали 3 не позволяет перемещаться детали 1 относительно детали 3. Отверстия обрабатывают до подачи деталей на сборку.
В тех случаях, когда нужно выполнить регулировку одной детали относительно другой, сверлят отверстие и нарезают резьбу в детали 1 после окончательной установки детали 3 в нужное положение. Это снижает эффективность сборки и чистоту приборов, так как при обработке резьбового отверстия в деталях образуется стружка. Поэтому после сверления резьбовых отверстий приходится разбирать узел, промывать и смазывать детали, а затем повторно его собирать.
Винты с цилиндрической
головкой применяют в тех случаях, когда по условиям сборки необходимы регулировочные
работы. Возможность регулировки деталей и узлов обеспечивается зазором ![]() между винтом 2 и отверстием
детали 3 (рис.2.) Взаимное перемещение деталей 1 к 3 возможно в пределах двойной
величины зазора. Этот способ соединения деталей позволяет осуществлять
поточный метод сборки с выполнением регулировочных и котировочных работ. Отверстия
в деталях для соединения винтом выполняют до сборки.
между винтом 2 и отверстием
детали 3 (рис.2.) Взаимное перемещение деталей 1 к 3 возможно в пределах двойной
величины зазора. Этот способ соединения деталей позволяет осуществлять
поточный метод сборки с выполнением регулировочных и котировочных работ. Отверстия
в деталях для соединения винтом выполняют до сборки.
Для соединения, выполняемого при помощи «цилиндрических» винтов, предусматривают штифтование сопрягаемых деталей штифтом 4, что исключает взаимное перемещение деталей / и 3 в процессе эксплуатации изделия. Отверстие под штифт сверлят в детали 1 по имеющемуся отверстию в детали 3 после сборки. Перед установкой штифта на место отверстия в деталях 1 и 3 совместно обрабатывают разверткой.
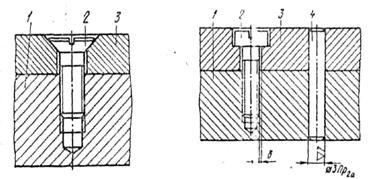
Рис.1. Соединение винтом с цилиндрической головкой.
Рис.2. Соединение винтом с конической головкой.
Соединение деталей установочными винтами часто применяют для фиксирования деталей в нужном положении. Установку и закрепление двух сопряженных деталей 2 и 3 осуществляют конусом винта 1 (рис. 3).
Установочные винты закрепляют подвижные детали за счет усилия, возникающего от ввинчивания винта 1 в деталь 3.
Резьбовое отверстие под винт 1 выполняют в детали 3 при ее изготовлении в механическом цехе, а отверстие на глубину конуса с углом 90° сверля: в детали 2 в процессе сборки.
Установочные винты применяют в процессе юстировки для перемещения оправ, несущих оптические детали, например сетки, призмы, зеркала, уровни и другие детали. В этом случае оправу устанавливают и закрепляют на трех или четырех винтах, которые поочередно ввинчивают или вывинчивают, обеспечивая перемещение оправы и ее установку в нужное положение. При производстве оптико-механических приборов широко используется также соединение деталей и узлов шпильками и болтами, которое не отличается от соединения цилиндрическими винтами.
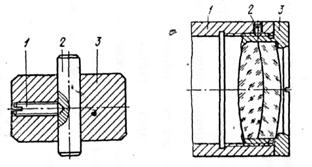
Рис.3. Соединение деталей.
Рис.4. Резьбовое с установочным винтом.
Кроме резьбовых соединений при помощи крепежных винтов, болтов и шпилек, широко применяется соединение цилиндрических оправ с помощью метрической и трапецеидальной (окулярной) резьбы, особенно — при сборке круглых оптических деталей объективов, окуляров, конденсоров, а также линз оборачивающих систем, сеток и защитных стекол.
На рис.4. показано соединение трубы прибора с объективом. Оправа объектива 3 ввинчивается по резьбе в трубу 1 прибора до упора в торец и фиксируется установочным винтом 2 для прочности соединения.
Для фиксации и крепления деталей в узлах используют штифты с цилиндрической и конической поверхностями. Штифты с цилиндрической поверхностью применяют для жесткой и надежной фиксации при торцовом соединении деталей и узлов после их регулировки в процессе сборки прибора. Штифты с конической поверхностью используют для крепления деталей и узлов, которые соединяются по цилиндрическим поверхностям, например для крепления цилиндрического зубчатого колеса на валу двигателя и т. п.
В технологическом процессе соединения деталей и узлов штифтами предусматривается сверление и развертывание отверстий под штифты, установка и запрессовка штифтов с натягом. Штифты, как правило, запрессовывают после регулировки и отладки узлов.
Соединение деталей при помощи шпонок осуществляют для фиксации и закрепления зубчатых колес, маховичков, шкивов на валах, а также для передачи вращения от приводов к исполнительным механизмам приборов. Технологический процесс соединения деталей шпонками включает плотную посадку шпонок в шпоночные гнезда оси или вала, установку и плотную посадку зубчатых колес, кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение.
При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает прямоугольной, треугольной и эвольвентой. Соединение осуществляется путем скользящей посадки и шлицев охватываемой детали и шлицы охватывающей детали.
В процессе сборки оптико-механических приборов и узлов винтовые соединения предохраняют от саморазвинчивания. Под действием сил, возникающих во время работы прибора или при вибрации, происходит саморазвинчивание крепежных деталей (гаек винтов, болтов, резьбовых колец и т. д.), в результате чего детали начинают, взаимно перемещаться. При ослаблении крепления деталей теряется точность и надежности работы прибора. Для устранения этого недостатка предусмотрено несколько способов стопорения резьбовых соединений: контргайкой, стопорными винтами, разводными шплинтами, проволокой, кернением, пружинными деформируемыми шайбами и заливкой клеями или смолами.
Выбор того или иного
способа предохранения винтовых
соединений от саморазвинчивания определяется конструкцией изделия, материалом скрепляемых
деталей, условиями сборки и эксплуатации изделия и необходимой степенью надежности.
Так, например, пружинные шайбы нельзя использовать при соединении керамических
деталей, так как при завинчивании гайки или болта эта шайба может повредить
керамическую деталь. В соединении, в котором периодически необходимо
подтягивать гайки, не может быть применена совместная штифтовка болта и гайки.
Различные деформируемые шайбы не используют в резьбовом соединении, если есть
основания сомневаться в качестве загибки этих шайб при сборке изделия, так
как при плохом выполнении этой операции загибные шайбы не могут предотвратить
ослабления винтового соединения.
Предохранение винтовых соединений от саморазвинчивания с помощью контргаек осуществляется за счет сил трения, возникающих в резьбе и опорных торцах гаек. Для этого вслед за основной гайкой навертывается вторая, дополнительная гайка. Этот способ не устраняет, саморазвинчивания гаек и требует постоянного наблюдения и подтягивания их в процессе эксплуатации приборов.
Предохранение винтовых соединений от саморазвинчивания с помощью разводных шплинтов (рис. 5, а) осуществляется путем установки шплинта 2 в отверстия гайки 3 и винта (болта) 1 с последующим разведением концов шплинта относительно друг друга. Отверстия под шплинт 2 сверлят при сборке узла или прибора.
Предохранение винтового соединения от саморазвинчивания с помощью пружинных шайб (рис. 5, б) осуществляется путем прокладывания шайбы 3 между гайкой 1 и закрепляемой деталью 2.
Для предохранения винтовых соединений от саморазвинчивания используют также деформируемые шайбы 1 (рис. 6, а). Эти шайбы прокладывают между гайкой 2 и закрепляемой деталью, а затем загибают усы — один по грани гайки, другой по краю детали. Деформируемые шайбы бывают различной конфигурации.
Предохранение винтовых соединений от саморазвинчивания кернением (рис. 6, б) осуществляется путем обжатия головки винта 2 металлом закрепляемой детали 1 при помощи кернера 3.
Для предохранения винтовых соединений от саморазвинчивания путем заливки клеем пространство вокруг головок установочных винтов 2 заполняют нитроклеем АК-20 или шеллаком 1 (рис. 6, в). Этот вид заливки деталей нашел применение в котировочных устройствах и выполняется после юстировки и контроля узлов и приборов. Установка винтов на сурик с применяется для герметизации узлов и приборов, работающих в условиях повышенной, влажности, а также для предохранения от саморазвинчивания резьбовых соединений (рис. 6, г).
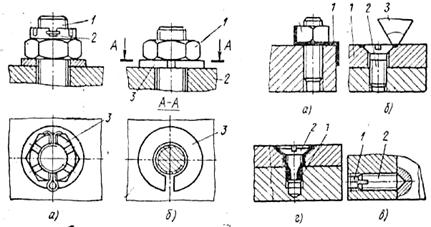
Рис.5. Стопорение шплинтами и пружинными шайбами.
Рис.6. Предохранение винтовых соединений.
Сурик —это смесь свинцового сурика (90%) и натуральной олифы (10%). Для установки винтов 2 на сурик 1 достаточно окунуть резьбовой конец винта (рис. 6, г) в смесь и ввернуть винт в соединение.
Выполнение неразъемных соединений
Неразъемными соединениями называются такие соединения, которые невозможно разобрать без нарушения элементов соединяемых деталей. К этому виду соединений относятся соединения деталей заклепками, завальцовкой и развальцовкой, склейкой, сваркой и с гарантированным натягом.
Соединение деталей заклепками осуществляется путем •установки заклепки в заранее просверленное отверстие соединяемых деталей и расклепывания (формообразования) замыкающей головки заклепки инструментом.
Для клепки деталей применяют заклепки, которые представляют собой стержни 3 (рис. 7) с закладными головками 4. Заклепки бывают сплошными и пустотелыми, а также с полукруглой и конической (потайной) закладными головками.
Процесс клепки основан на пластичности металла заклепок, поэтому их изготовляют из деформируемых металлов и сплавов: малоуглеродистой стали, мягкой латуни и дюралюминия.
При клепке деталей применяют следующий инструмент: подставки (поддержки) с зажимными устройствами, обжимки, струбцинки (натяжки), слесарные молотки и т. д.
Подставки 6, которые поддерживают склепываемые детали 5 снизу, должны быть тяжелее собираемых деталей и слесарного молотка. Ударная часть обжимки 2, которой формируют замыкающую головку 1 заклепок, должна соответствовать типу головки выбранной заклепки.
Струбцинками (натяжками) стягивают соединяемые детали для получения выступающего конца заклепки, деталей заметами расчетной величины.
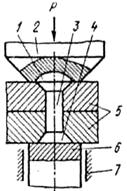
Рис.7. Соединение деталей заклёпками.
Длина выступающей части (конца) заклепки относительно плоскости заклепываемых деталей должна быть такой величины, чтобы ее хватило для образования замыкающей головки заклейки.
Для получения полукруглой головки (для средних диаметров заклепок) длина выступающей части заклепок должна составлять 1,5d, а для потайной головки 0,7— 0,8d, где d — диаметр стержня заклепки.
Технологический процесс соединения заклепкой ведется в следующей последовательности: фиксация и крепление склепываемых деталей 5 по чертежу;
Установка заклёпки в отверстие склепываемых деталей и установка узла закладной головкой 4 заклёпки на рабочей части поддержки 6, закреплённой в зажимном устройстве 7;
Расклёпывание и оформление замыкающей головки заклёпки обжимкой 2 при помощи молотка;
Контроль качества соединения путём внешнего осмотра и опробования.
Соединение деталей заклёпками применяют в тех случаях, когда невозможно применить сварку или пайку, например соединение ламелей с планками фотозатворов, соединение тормозного кольца с диском фрикционных муфт, а также соединение деталей, изготовленных из кожи, фибры и других разнородных материалов.
В процессе сборки оптико-механических приборов и их составных частей выполняются операции по склеиванию оптических деталей с механическими и ещё чаще – приклеивание прокладок, изготовленных из различных неметаллических материалов, к оптическим и металлическим деталям. Например, при сборке прицельных окуляров, чтобы предохранить сетку от поворота, осуществляют цементирование сетки в оправе глетоглицериновым клеем-цементом (раствор свинцового глета в обезвоженном глицерине). При этом необходимо иметь в виду, что клеящая способность клея-цемента сохраняется всего 15-20 мин. Склеенная сборочная единица должна быть выдержана при температуре 18-30° в течение 3-4 часов.
Кроме того, при сборке оптических узлов применяют клеи ОК-50 и ОК-46 для соединения деталей оптики с металлическими деталями (например, при сборке призм и линз видоискателей некоторых дальномерных фотоаппаратов и киносъёмочных камер).
Для приклеивания прокладок, изготовленных из бумаги, картона, фибры, пробки и других материалов, к оптическим деталям (призмам, зеркалам, выравнивающим стёклам и др.) широко применяют нитроклей АК-20 и шеллачный клей (раствор шеллака – природной смолы некоторых тропических растений – в этиловом техническом спирте).
При соединении деталей из теплоизоляционных материалов (пенопласта, фторопласта, текстолита), лакоткани, кожи, эбонита, фибра и других материалов с металлическими деталями и деревом применяют клеи БФ-4 и ПУ-2.
Для склеивания деталей из резины и прорезиненных материалов с металлическими и деревянными при сборке приборов применяют клей марки 88Н или термопреновый клей.
Соединение деталей клеем выполняют путём нанесения жидкого клея на склеиваемые поверхности деталей с последующей выдержкой и при необходимости сушкой в термошкафах при определённой температуре в течение некоторого времени. Поверхности склеиваемых деталей должны быть тщательно обезжирены ацетоном или петролейным эфиром. Соединение деталей клеями повышает герметичность собираемых узлов, не поддаётся коррозии и устойчиво против вибраций. К недостаткам клеевых соединений следует отнести длительность выдержки собранных узлов для окончания процесса отвердения клея.
Соединение деталей с гарантированным натягом осуществляют путём запрессовки охватываемой детали в отверстие охватывающей детали с натягом.
Величину натяга ![]() , равную разности между
диаметрами D и d сопрягаемых деталей (рис.8.), выбирают с учётом условий, при
которых работает данное соединение в изделии.
, равную разности между
диаметрами D и d сопрягаемых деталей (рис.8.), выбирают с учётом условий, при
которых работает данное соединение в изделии.
В процессе запрессовки происходит деформация сопрягаемых деталей, т.е. увеличение размера (диаметра) охватывающей и уменьшение размера охватываемой детали.
Степень деформации зависит от величины натяга: чем больше натяг, тем больше степень деформации деталей. При значительных деформациях могут образоваться трещины и произойти разрушение сопрягаемых деталей. Следовательно, величина натяга должна быть рассчитана с учётом прочности материала охватывающей детали.
Процесс запрессовки может быть выполнен следующими способами: ручным при помощи ручного молотка или пресса; при помощи машинного пресса; путем запрессовки с нагревом охватывающей детали (при этом материал, расширяясь, увеличивает посадочное отверстие детали, что способствует легкой запрессовке; путем запрессовки с охлаждением охватываемой детали (при этом происходит сжатие материала с уменьшением наружного диаметра данной детали, которая войдет в отверстие сопрягаемой детали без особого усилия).
Технологический процесс соединения деталей с гарантированным натягом (рис.8.) включает подготовку поверхностей сопрягаемых деталей, связанную с выполнением фасок для захода охватываемой детали 2 в отверстие охватывающей детали 3, установку и ориентацию одной детали относительно другой в приспособлении 4 стола 5 пресса, запрессовку прессом 1 охватываемой детали с применением смазочных веществ и контроль полученного соединения. Этот вид соединения применяют для сборки деталей вращения типа осей, валов колец и др.
Соединение деталей развальцовкой осуществляют путем раскатки кромки одной детали и плотного прижатия этой кромки к поверхности другой детали. На рис.9. показан процесс соединения, выполняемого этим способом. Здесь зубчатое колесо 3 насаживается на посадочный диаметр оси 2, которая закреплена в зажимном устройстве 1.
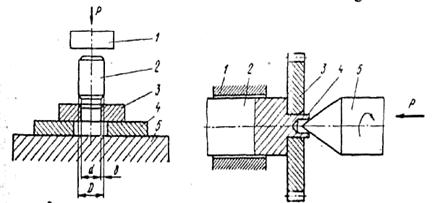
Рис.8. Соединение деталей развальцовкой.
Рис.9. Соединение деталей с натягом.
Коническая оправа 5 под действием силы Р давит и раскатывает кромку 4 до плотного прижатия и закрепления зубчатого колеса 3.
Соединение развальцовкой применяют для сборки осей с зубчатыми колесами и других деталей, работающих с незначительными нагрузками, так к ж при этом соединении возможно проворачивание деталей относительно друг друга.
Крепление деталей завальцовкой является самым распространенным способом соединения механических деталей с оптическими деталями круглой формы. Это соединение осуществляется путем плотной закатки края металлической оправы на фаску по всей окружности оптической детали. При этом не допускается закатка оправы на полированную поверхность стекла.
Все посадочные места оправы под оптические детали выполняются в механических цехах, и оправы поступают на сборку после отделки их в отделочном цехе.
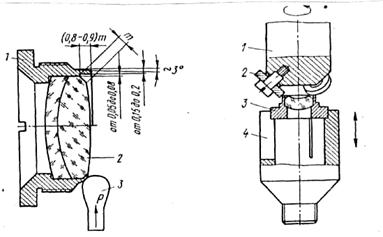
Рис.10. Завальцовка линзы роликами
Рис.11. Завальцовка оптических деталей вручную.
При сборке таких узлов необходимо подготовить оправы под завальцовку. Эта подготовка заключается в проточке наружного края оправы (рис. 10.) по действительному размеру края линзы и ее фаски.
Оптические детали завальцовывают на токарно-арматурных станках вручную или с помощью специальных приспособлений.
Металлическую оправу 1 устанавливают в цанговый (зажимной или разжимной) патрон или резьбовую оправу станка и сообщают ей вращение. При завальцовке вручную применяют специальный инструмент - полировальник (или воронило) 3, которым закатывают кромку оправы на фаску оптической детали 2. Полировальник опирают на подручник станка.
При массовом производстве
оптико-механических приборов детали завальцовывают так называемыми роликовыми
головками, которые могут быть установлены в коническое отверстие задней бабки
токарно-арматурного станка пли шпинделя специального станка. Кромка оправы
закатывается тремя вращающимися вокруг своих осей роликами 2, закрепленными па
головке /, которая, в свою очередь, обкатывается вокруг детали (рис. 11.). Оправа
3 с оптической деталью закрепляется в специальном приспособлении 4, которое
прижимается к роликам пружинным механизмом, обеспечивающим постоянное усилие
прижима при завальцовке деталей.
При подготовке оправы к завальцовке отделка ее наружной кромки нарушается и
она становится блестящей, поэтому ее после завальцовки тут же, на станке при помощи
кисточки покрывают черной нитроэмалью.
ЛИТЕРАТУРА
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Апенко М.И., Запрягаева Л.А., Свешникова И.С. Задачник по прикладной оптике, Высшая школа, 2003. - 591 с.
4. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 1992. - 470 с.
| Основы взаимозаменяемости | |
|
2. Основы взаимозаменяемости Взаимозаменяемостью называется свойство одних и тех же деталей, узлов или агрегатов машин и т. д., позволяющее ... В этих случаях для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения некоторых частей машин и ... Термины "вал" и "отверстие" относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы (например, ограниченным двумя параллельными ... |
Раздел: Промышленность, производство Тип: реферат |
| Соединения деталей и узлов машин | |
|
РЕФЕРАТ На тему: "Соединения деталей и узлов машин" Проверил: _ Иванов Л. П. >_2008 г. Выполнил: Кузнецов Н.П. >_2008 г. Оренбург 2008 4) взрывная заклепка того же назначения, у которой замыкающая головка образуется в результате взрыва вещества, заложенного в отверстие заклепки; взрыв вызывается нагревом закладной ... Соединения болтом применяют только при наличии доступа к гайке и головке болта для скрепления деталей сравнительно небольшой толщины (например, при наличии специальных поясков или ... |
Раздел: Промышленность, производство Тип: реферат |
| Передающее устройство одноволоконной оптической сети | |
|
Тема проекта: Передающее устройство одноволоконной оптической сети Входные данные к проекту: - Оптическая мощность 1,5мВт - Длинна волны 0,85мкм ... Кроме того, фотодетектор должен иметь малые размеры (но достаточные для надежного соединения с оптическим волокном), большой срок службы и быть не чувствительным к изменениям ... Окончательное решение о выборе той или иной марки излучателя принимается на основании соответствия технических характеристик прибора требуемой длине волны излучения, ширине спектра ... |
Раздел: Рефераты по информатике, программированию Тип: дипломная работа |
| Комплексный дипломный проект: Проект участка по производству ... | |
|
Дубл. Взам. Подл. 1 2 Разраб. Куцак Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры ... Проанализировав эти аргументы, окончательной операцией обработки отверстия диаметром 30H7 в детали - вилка, применяем протягивание. Базирутся корпус по плоскости на базовик 6 на котором имеется 2 пальца - один цилиндрический поз.29, другой срезаный поз.28, для базирование по отверстиям в основании и упором в ... |
Раздел: Рефераты по технологии Тип: дипломная работа |
| Проектирование механического цеха по изготовлению деталей для запорно ... | |
|
Федеральное агентство по образованию РЫБИНСКАЯ ГОСУДАРСТВЕННАЯ АВИАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ им. П. А. СОЛОВЬЁВА Факультет Авиатехнологический ... Данная деталь применяется для установки и пространственного размещения редуктора, ходовой гайки, выходного вала привода, кулисы и других деталей, входящих в привод. Вид серийного производства устанавливается по величине партии запуска, которая подсчитывается по формуле с учётом того, что деталь изготавливается "на сборку". |
Раздел: Промышленность, производство Тип: дипломная работа |