Учебное пособие: Оборудование предприятий общественного питания
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ВЛАДИВОСТОКСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ЭКОНОМИКИ И СЕРВИСА
КОЛЛЕДЖ СЕРВИСА И ДИЗАЙНА
ЛЕКЦИИ
«Оборудование предприятий общественного питания»
для специальностей 260502.51
«Технология продукции общественного питания»,
050501.52 профессиональное обучение специализация
«Технология продукции общественного питания»
Владивосток 2008
Содержание
Лекция №1. Введение. Классификация оборудования
Лекция №2. Общие сведения о машинах и механизмах
Лекция №3. Детали машин. Электроприводы
Лекция №4. Машины для обработки овощей
Лекция №5. Машины для обработки мяса и рыбы
Лекция №6. Машины для приготовления теста и кремов
Лекция №7. Весоизмерительное оборудование
Лекция №8. Контрольно-кассовые машины
Лекция №9. Основы теплотехники. Теплогенерирующие устройства
Лекция №10. Варочное оборудование
Лекция №11. Жарочно-пекарное оборудование
Лекция №12. Варочно-жарочное и водогрейное оборудование. Плиты электрические
Лекция №13. Оборудование для раздачи пищи. Мармиты
Лекция №14. Основы холодильной техники. Компрессоры
Лекция №15. Торговое холодильное оборудование. Камеры и шкафы
холодильные
Лекция №16. Охрана труда. Правовые основы охраны труда
Список литературы
Лекция №1. Введение. Классификация оборудования
На современном этапе общественное питание будет занимать преобладающее место по сравнению с питанием в домашних условиях. В связи с этим возникает необходимость дальнейшей механизации и автоматизации производственных процессов, как основного фактора роста производительности труда. Отечественная промышленность создает большое количество различных машин для нужд предприятий общественного питания. Ежегодно осваиваются и внедряются новые, более современные машины и оборудование, обеспечивающие механизацию и автоматизацию трудоемких процессов на производстве.
Создаются и осваиваются новые машины, оборудование, которые будут работать в автоматическом режиме без участия человека.
В настоящее время одной из важнейших задач в стране является радикальная реформа по ускорению научно-технического прогресса в народном хозяйстве.
В общественном питании она стоит особенно остро, на предприятиях до сих пор преобладающее большинство производственных процессов выполняется вручную. Существуют много видов работы, где занято большое количество работников малоквалифицированного труда. Поэтому коренная перестройка в этой сфере производства предполагает необходимость широкой индустриализации производственных процессов, массового внедрения промышленных методов приготовления и поставки продукции потребителям.
Подобная организация производства в общественном питании позволит не только применять новое высокопроизводительное оборудование, но и более эффективно его использовать. В выигрыше будут и потребители, — сокращаются затраты времени, повышается культура обслуживания, и работники общественного питания — за счет механизации и автоматизации производства резко снижаются затраты ручного труда, увеличивается производительность производства продукции и улучшаются санитарно-технические условия.
Внедрение новой техники и прогрессивной организации производства дает возможность существенно поднять экономическую эффективность работы предприятий общественного питания за счет повышения производительности труда, сокращения расходов сырья и энергии.
Научно-технический прогресс в общественном питании заключается не только в развитии и совершенствовании используемых орудий труда, в создании новых более эффективных технических средств, но и немыслим без соответствующего совершенствования технологии и организации производства, внедрения новых методов труда и управления.
Совершенствование техники должно обеспечивать не только рост производительности труда и его облегчение, но и снижение затрат труда на единицу продукции при использовании новых машин и механизмов. Иначе говоря, новая техника только в том случае будет эффективной, если затраты общественного труда на ее создание и использование требуют меньше труда, сберегаемого применением этой новой техники. В снижении затрат на единицу продукции, производимую с помощью новой техники, в конечном счете и заключается экономическая суть совершенствования машин и механизмов.
Для ускорения темпов НТП в общественном питании большое значение имеет совершенствование тепловых аппаратов, позволяющих интенсифицировать процессы тепловой обработки сырья за счет применения новых способов нагрева, автоматического поддержания заданных режимов, программирования теплового процесса.
В производстве теплового оборудования в нашей стране в течение последних двадцати лет происходили коренные изменения, которые можно назвать технологической перестройкой. В ней можно выделить три периода. Первый состоял в переходе от использования оборудования, работающего на твердом топливе, к газовому и электрическому оборудованию. На втором произошел переход от универсального оборудования (например, кухонная плита) к секционному, каждый вид которого предназначен для выполнения отдельных операций тепловой обработки продуктов. Третий период происходит в настоящее время. Он заключается в производстве и внедрении оборудования, использующего новые методы тепловой обработки продуктов, сухим паром или методом конвективного обогрева.
Для развития теплового оборудования наиболее перспективным направлением является создание новых аппаратов:
— с новыми видами тепловой обработки продуктов (комбинированный нагрев, обработка продуктов сухим паром и конвективным обогревом);
— с автоматическим регулированием и программированием теплового процесса;
— с непрерывным действием для варки и жарки продуктов (трансферавтоматы);
— с устройствами и приспособлениями, механизирующими процессы переворачивания и перемешивания продуктов (пищеварочные котлы с механической мешалкой).
Унификация и стандартизация технологического оборудования позволяют сократить значительно его номенклатуру и снизить материалоемкость и создают также реальные предпосылки для уменьшения трудоемкости выпускаемой продукции.
Для повышения технического уровня предприятий общественного питания, роста производительности труда и улучшения организации обслуживания населения, важное значение имеет совершенствование раздаточного оборудования, внедрение высокопроизводительных конвейерных линий для комплектования и реализации комплексных обедов. Новым направлением улучшения раздаточного оборудования является создание линий прилавков самообслуживания, включающих передвижные мармиты, прилавки, шкафы и другие виды раздаточного оборудования, отвечающего санитарно-техническим и экологическим нормативам.
Совершенствование технологических процессов в общественном питании будет эффективным только в том случае, если, их внедрение осуществляется на новой технической основе. При этом новая техника должна создаваться по трем направлениям. Основным является разработка и освоение техники, отвечающей современному уровню развития науки. Постоянно должна проводиться работа по созданию принципиально новых видов техники. Наряду с этим следует уделять большое внимание и модернизации действующего технологического оборудования.
Важным средством ускорения научно-технического прогресса в общественном питании является своевременная модернизация оборудования, замена морально устаревшей техники на современную, не уступающую по качеству, надежности, металлоемкости и энергоемкости лучшим достижениям науки.
Невысокая эффективность внедрения новой техники зачастую связана с несовершенством конструктивных решений отдельных видов машин. Еще недостаточно высоки качество и надежность используемого оборудования.
Таким образом, перед разработчиком и создателем новой техники ставится задача значительно улучшить вес важнейшие технико-экономические параметры машин, оборудования и различных механизмов в общественном питании:
— создание машин и аппаратов, работающих на основе электрофизических методов тепловой обработки пищевых продуктов (инфракрасные лучи и сверхвысокочастотный нагрев и их использование с традиционными методами);
— разработка средств комплексной механизации и автоматизации производственных процессов для специализированных и узкоспециализированных предприятий общественного питания (блинных, пельменных, пирожковых и т.д.);
— повышение качества выпускаемого оборудования — надежности, долговечности и ремонтопригодности, и имеющие стандартные унифицированные узлы и детали.
— создание высокопроизводительных универсальных машин и механизмов, удобных для использования их как в индивидуальном виде, а так же в составе механизированных или автоматизированных поточных линий.
Решение этих задач позволит интенсифицировать производственные процессы на предприятиях общественного питания, значительно улучшить качество выпускаемой продукции и снизить ее себестоимость.
Дальнейшее расширение сети предприятий общественного питания и увеличение их технической оснащенности требует от обслуживающего персонала повышения технической грамотности, специальных знаний и повышения квалификации.
Классификация машин
В зависимости от назначения и вида обрабатываемых продуктов, машины предприятий общественного питания можно подразделить на несколько групп.
1. Машины для обработки овощей и картофеля — очистительные, сортировочные, моечные, резательные, протирочные и т.д.
2. Машины для обработки мяса и рыбы — мясорубки, фаршемешалки, рыхлители мяса, котлетоформовочные и др.
3. Машины для обработки муки и тоста — просеиватели, тестомесительные, взбивальные и т.д.
4. Машины для нарезки хлеба и гастрономических продуктов - хлеборезка, колбасорезка, маслоделители и т.д.
5. Универсальные приводы — с комплектом сменных исполнительных машин.
6. Машины для мытья подовой посуды и приборов.
7. Подъемно-транспортные машины.
Машина состоит из трех основных механизмов: двигательного, передаточного и исполнительного, а также механизмов управления, регулирования, защиты и блокировки.
Двигательными механизмами являются главным образом электродвигатели переменного тока с короткозамкнутым ротором (закрытые, асинхронные, трехфазные или однофазные). Для работы в вагонах-ресторанах и на судах используются электродвигатели постоянного тока.
Передаточный механизм служит для осуществления взаимосвязи двигательного и исполнительного механизмов. В совокупности двигательный и передаточный механизмы называют приводом машин.
Исполнительный механизм определяет назначение и наименование машин. Конструкция его зависит от структуры рабочего цикла и характера технологического процесса, а также вида и физико-механических свойств продукта, подвергаемого обработке: В состав исполнительного механизма входят рабочая камера с загрузочным и разгрузочным устройствами, а также инструменты для механической обработки продуктов.
С помощью механизмов управления осуществляются пуск, останов и контроль за работой машины. Механизмы регулирования предназначены для настройки машины, а механизмы защиты и блокировки — для предохранения машины от поломки и аварийного ее отключения.
Все машины, применяемые на предприятиях торговли и общественного питания, можно классифицировать по структуре рабочего цикла, степени механизации и автоматизации процессов и по функциональному признаку.
По структуре рабочего цикла различают машины, периодического и непрерывного действия. В машинах и механизмах периодического действия продукт обрабатывается в течение определенного времени, называемого временем обработки, а затем удаляется из рабочей камеры. После загрузки новой порции продукта процесс повторяется. В машинах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят одновременно и непрерывно.
По степени механизации и автоматизации различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной.
По функциональному признаку машины и механизмы предприятий торговли и общественного питания подразделяются на ряд групп, обусловленных их назначением: машины для разделения сыпучих пищевых продуктов; машины для мытья овощей и столовой посуды; машины для очистки продуктов от наружных покровов; машины для измельчения продуктов; машины для перемешивания продуктов; машины, обрабатывающие продукты давлением; весоизмерительные устройства и контрольно-кассовые машины; подъемно-транспортное оборудование.
Лекция №2. Общие сведения о машинах и механизмах
Машина — это совокупность механизмов, выполняющих определенную работу или преобразующих один вид энергии в другой. В зависимости от назначения различают машины — двигатели и рабочие машины.
В зависимости от назначения рабочие машины могут выполнять определенную работу по изменению формы, размеров, свойств и состояния объектов труда. Объектами труда в предприятиях общественного питания служат пищевые продукты, подвергающиеся различной технологической обработке — очистке, измельчению, взбиванию, перемешиванию, формированию и т.д.
По степени автоматизации и механизации выполняемых технологических процессов различают машины неавтоматические, полуавтоматические, автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются поваром, закрепленным за данной машиной. В машинах полуавтоматического действия основные технологические операции выполняются машиной, ручные остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия вес технологические и вспомогательные процессы выполняются машиной. Они используются в составе поточных и поточно-механизированных линий и полностью заменяют труд человека.
Основные требования предъявляемые к машинам и механизмам.
Машины и механизмы должны удовлетворять требованиям прогрессивной технологии обработки сырья и продуктов.
Для этого необходимо, чтобы конструктивные, кинематические и гидравлические параметры оборудования обеспечивали оптимальные режимы технологических процессов и высокие технико-экономические показатели. Такими параметрами являются: удельная энергоемкость, удельная металлоемкость, удельная материалоемкость, удельный расход воды, занимаемая оборудованием площадь и др., т. е. параметры машины, отнесенные к единице производительности.
Конструкция должна обеспечивать высокую надежность и долговечность машины, быструю замену изношенных и неисправных рабочих органов, инструментов, узлов и деталей. Конструкция должна быть технологичной, т. е. в процессе изготовления и эксплуатации машины затрачиваются минимальные средства. Необходимо, чтобы машины и механизмы отвечали требованиям техники безопасности Й производственной санитарии (машины заземляют; рабочие органы, инструменты и элементы передачи закрывают кожухами, крышками, предохранительными кольцами, облицовками или заключают в корпуса; в конструкцию многих машин включают различные блокировочные устройства и элементы, обеспечивающие отключение их при поднятых ограждениях).
Выпускаемые машины все в большей степени должны отвечать требованиям производственной эстетики. Правильные пропорции машин, простота их формы, удобное расположение элементов управления, загрузочных и разгрузочных устройств, приятная окраска способствуют повышению производительности труда и созданию безопасных условий работы.
При создании современных машин и механизмов стремятся к стандартизации и унификации узлов, деталей и комплектующих изделий, что позволяет сократить номенклатуру запасных частей и облегчить выполнение ремонтных работ.
Рабочие органы и инструменты машин и механизмов должны обладать высокой износоустойчивостью. Быстровращающиеся узлы и детали машин должны быть уравновешены, чтобы исключить износ подшипников, валов и корпусных деталей.
Материалы, применяемые при изготовлении машин и механизмов.
Детали, входящие в состав машин, испытывают различные нагрузки, что учитывается при выборе материалов. На детали корпусов (станины, стойки и др.) приходится до 75% массы всех деталей машины, и хотя они испытывают незначительные нагрузки, детали должны отвечать требованиям прочности и жесткости. Детали корпусов выполняют литыми из серого чугуна или алюминия и сварными из углеродистой стали марок СтЗ и Ст5. Использование сварных конструкций крышек и кожухов дает большую экономию металлов. Для уменьшения массы переносных машин и механизмов детали их корпусов изготовляют из сплавов алюминия методом литья или литья под давлением. В отдельных случаях детали корпусов могут быть изготовлены из армированных пластмасс или стеклопластиков.
Валы, шестерни, тяги, оси, пальцы испытывают наибольшие нагрузки. Материалами для их изготовления служат углеродистые и нержавеющие стали. Чаще всего применяют стали марок 45, 50, 40Х, 65Г, 15, 20Х и др.
Шестерни, шкивы, зубчатые колеса, маховики изготовляют из чугуна, стали, сплавов алюминия, а также из пластмасс, текстолита, пластиков, капрона и др.
Ножи и решетки мясорубок изготовляют из инструментальной стали, а также высокохромистого чугуна марки Х28. Материалы, которые используют для производства инструментов и рабочих камер, не должны подвергаться коррозии в результате соприкосновения с продуктами, кроме того, они должны легко очищаться от остатков продукта и не разрушаться под влиянием моющих средств.
Выбор марки и способа термообработки материала определяется расчетом его на прочность или жесткость с учетом технологических, эксплуатационных и экономических требований.
Маркировка машин и механизмов.
В настоящее время маркировку машин и механизмов производят по отраслевой инструкции, которая устанавливает единый порядок обозначений, обязательный для всех организаций и предприятий торговли и общественного питания.
В основу обозначений положена смешанная буквенно-цифровая система.
Левая часть обозначения — буквенная — состоит из трех-четырех букв. Первая буква соответствует наименованию изделия (П —привод, М —машина и др.), вторая —назначению изделия (У — универсальный, О — очистительный, К — комбинированный, В — взбивальный, Т — тестомесильный, М —моечный, И — измельчительный), третья буква соответствует наименованию вида энергии или основному технологическому процессу (Э — электрический, О — овощной, М — мясной, В — вибрационный) и т. д.
Правая часть обозначения — цифровая—: служит показателем основного параметра изделия (производительность, вместимость рабочей камеры и др.) и отделяется от левой части при помощи дефиса. Основные параметры изделий указывают по верхнему (максимальному) пределу. Если машина выпускается в модернизированном варианте, после основного ее параметра проставляется шифр, обозначающий модернизацию (М, Ml, М2 и т. д.).
Примеры маркировки машин: МОК-250 —машина для очистки картофеля и корнеклубнеплодов производительностью 250 кг/ч; ММУ-1000— машина моечная универсальная производительностью 1000 тарелок/ч; МИМ-500 — машина для измельчения мяса производительностью 500 кг/ч.
Лекция №3. Детали машин. Электроприводы
Основные части и детали машин
Современные машины состоят из большого числа деталей различного назначения. Соединяясь между собой, детали образуют узлы. Основными узлами любой машины, используемой в предприятиях общественного питания, являются: станина, корпус, рабочая камера, рабочие органы, передаточный механизм и двигатель.
Станина — служит для установки и монтажа всех узлов машины. Изготавливается она обычно литой или сварной и имеет отверстия для закрепления машины на рабочем месте. Корпус машины — предназначен для размещения внутренних частей машины — рабочей камеры, передаточного механизма и т.д. Иногда станина и корпус изготавливаются как одно целое.
Рабочая камера — место в машине, где продукт обрабатывается рабочими органами.
Рабочие органы — это узлы и детали машин, непосредственно воздействующие на продукты питания в процессе их обработки.
Передаточный механизм — передает движение от вала двигателя к рабочему органу машины, одновременно обеспечивая требуемые скорость и направление движения. Как правило в качестве двигателя машины используется электродвигатель
Понятие о передачах
Передачей называется механическое устройство, передающее вращательное движение от вала электродвигателя к валу рабочих органов. Одновременно передачи позволяют изменять скорость вращения вала, направление движения на противоположное и преобразовывать один вид движения в другой.
В механических передачах вал с закупленными на нем деталями, передающими вращение, называется ведущим, а вал с деталями вращения - ведомым.
Все механические передачи можно разделить на ременные, зубчатые, червячные, цепные и фрикционные.
Зубчатые передачи это механизм, состоящий из 2-х зубчатых колес, сцепленных между собой. Эти передачи получили широкое применение в передаточных механизмах машин.
В зависимости от конструкции и расположения зубчатых колес, зубчатые передачи подразделяются на цилиндрические, конические и планетарные. По способу зацепления зубьев, зубчатые передачи делятся на передачи с внешним и внутренним зацеплением.
В зависимости от расположения зубьев, колеса подразделяются на плоскозубые, косозубые и шевронные. Для передачи сложного вращательного движения используется планетарный зубчатый механизм (рис. 1-2пап), при котором одно зубчатое колесо неподвижно, другое совершает двойное вращение: вокруг своей оси и вокруг оси неподвижного колеса (взбивальная машина).
Ременная передача — осуществляется при помощи двух шкивов, закрепленных на ведущем и ведомом валах, и надетого на эти шкивы ремня. Вращение от одного вала к другому передается посредством трения, возникшего между шкивом и ремнем.
Ремень в поперечном сечении может иметь форму прямоугольника — плоско ременная передача, трапеции — клиноременная передача, круга — круглоременная передача. Ремни выполняются из кожи или хлопчатобумажной и прорезиненной ткани. Нормальная работа зависит от правильного натяжения ремня. Ременная передача бесшумна в работе, проста по конструкции и предохраняет машину от поломки в случае заклинивания, так как ремень будет пробуксовывать. На предприятиях общественного питания широкое применение получила клиноременная передача, применяемая в картофелечистках, мясорубках, холодильных агрегатах и т.д.
Червячная передача применяется для передачи движения между валами с пересекающимися осями. Состоит она из винта со специальной резьбой (червяк) и зубчатого колеса с зубьями соответствующей формы. Эти передачи компактны, бесшумны и значительно снижают скорость вращения вала.
Цепная передачи состоит из 2-х закрепляемых на валах звездочек и шарнирной гибкой цепи, которая надевается на звездочки и служит для их связи. Эти передачи применяются в механизмах и машинах при больших расстояниях между валами и параллельном расположении их осей. Цепные передачи обеспечивают постоянное передаточное отношение и по сравнению с ременной передачей позволяют передавать большие мощности, кроме того, одной цепью можно приводить в движение нескольких валов. К недостаткам цепной передачи можно отнести высокую стоимость обслуживания, сложность изготовления и шума в процессе работы.
Фрикционная передача состоит из 2-х катков, насаженных на валы и прижатых один к другому. Вращение от ведущего катка перелается ведомому за счет силы трения.
При передаче вращения между параллельными валами применяются цилиндрические передачи, между пересекающимися валами — конические.
Эти передачи просты по конструкции, бесшумны в работе и самопредохраняются от перегрузок, однако имеют некоторые недостатки: низкий КПД - 80-90%, непостоянное передаточное число и повышенный износ катков.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное движение рабочего инструмента. Он состоит из коленчатого вала, шатуна и поршня. При вращении коленчатого вала, шатун вставляет поршень перемещаться возвратно-поступательно. Этот механизм применяется в компрессорах холодильного оборудования.
Понятие об электроприводах
Электроприводом называется машинное устройство, используемое для приведения в движение машины. Он состоит из электрического двигателя, передаточного механизма и пульта управления. На предприятиях общественного питания наибольшее распространение имеют двигатели, рассчитанные на напряжение 380/220 В. Это значит, что один и тот же двигатель может работать от сети переменного тока с частотой 50 Гц и с напряжением 380 или 220 В, следует только правильно соединить обмотки его статора. Соединяя их "треугольником", двигатель подключают к сети напряжением 220 В, соединяя ''звездой, к сети напряжением 380 В.
Широкое применение получили универсальные приводы, которые могут поочередно приводить в движение различные устанавливаемые сменные рабочие механизмы — фаршемешалка, мясорубка, взбивали и т.д. Применение универсальных приводов в стоповых очень выгодно. Объясняется это тем, что сменные рабочие машины работают в столовых не более часа и поэтому имеют очень малый коэффициент использования. В таких случаях устанавливать электропривод к каждой машине нецелесообразно из-за увеличения ее стоимости и занимаемой плошали. В настоящее время промышленность выпускает универсальные приводы 2-х видов: общего назначения, которые используются в нескольких цехах, и специального назначения, которые используются только в одном цехе, например, в мясном. К универсальным привалам общего назначения относятся и универсальные малогабаритные приводы УММ-ПР с электродвигателем переменного тока, УММ-ПС с электродвигателем постоянного тока, которые используют на транспорте (судах и вагонах-ресторанах). Все универсальные приводы имеют буквенные обозначения. Первая буква П обозначает привод, вторая - название цеха: М — мясной, X — холодный, Г — горячий, У — универсальный, для холодного цеха ПХ-0,6, для горячего цеха ПГ-0,6 и для мясного цеха ПМ-1,1. На приводы общего назначения: ПУ-0,6 и П-11 устанавливаются сменные механизмы, которые имеют буквенные обозначения: первая буква М — механизм сменный, вторая М — мясорубка, В — механизм взбивальный, О — механизм овощерезательный.
Универсальные приводы
На предприятиях обществе иного питания наряду с машинами предназначенными для выполнения одной какой-либо операции применяются универсальные приводы с набором сменных механизмов, выполняющих целый ряд операций по обработке продуктов.
Универсальные приводы используют преимущественно в небольших предприятиях общественного питания, в мясных, овощных и кондитерских цехах.
Универсальным приводом называется устройство состоящее из электродвигателя с редуктором и имеющее приспособление для переменного подсоединения различных сменных механизмов. Он состоит из электродвигателя с редуктором, на котором могут закрепляться и попеременно работать различные по назначению съемные механизмы: мясорубка, взбивалка, овощерезка, мясорыхлитель и другие машины. Отсюда привод получил свое название - "универсальный".
Применение универсальных приводов значительно увеличивает производительность труда, снижает капитальные затраты, увеличивает коэффициент полезного действия оборудования и т.д.
В настоящее время промышленность выпускает универсальные приводы П-11 и ПУ-0.6 для различных цехов, а также приводы специального назначения П-1,1 для сравнительно небольшого ассортимента продукта.
Для работы в небольших столовых, а также в камбузах речных и морских судов используются универсальные малогабаритные привады УММ-ПС иди УММ-ПР. Источником энергии этих приводов макет быть переменный (ПР) или постоянный (ПС) ток.
Универсальный привод общего назначения ПУ-0,6 выпускается двухскоростным с частотой вращения вала 170 и 1400 об/мин и односкоростным с частотой вращения 170 об/мин и мощностью двигателя 0,6 кВт. Он имеет комплект сменных механизмов (табл. 1), которые могут использоваться на небольших предприятиях, где отсутствует цеховое .деление приготовления продушин.
На больших предприятиях общественного питания, где имеется цеховое деление, используют специализированные универсальные приводы:
— Привод ПМ-1.1 специализированный для мясо-рыбного цеха выпускается в односкоростном или двухскоростном варианте, с частотой вращения вала 170 или 1400 об/мин и мощностью двигателя 1,1 кВт. Он имеет комплект сменных исполнительных механизмов, которые могут быть использованы только в мясо-рыбных цехах предприятий.
— Привод ПХ-0,6 специализированный для холодных цехов. Состоит из односкоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в холодных цехах.
- Привод ПГ-0,6 специализированный для горячих цехов, состоит из полноскоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в горячих цехах.
— Привод П-П универсальный состоит из двухступенчатого зубчатого редуктора, двухскоростного двигателя. Частота вращения приводного вала привода составляет ПО и 330 об/мин. На горловине привода расположена рукоятка с кулачком для крепления сменных исполнительных механизмов. Переключатель скоростей электродвигателя, пусковая кнопка и кнопка возврата гешевого реле смонтированы на пульте управления.
Все выпускаемые приводы и сменные механизмы к ним имеют буквенные и цифровые обозначения.
Буква П - обозначает слово привод, У - универсальный, М - мясной цех, X - холодный цех, Г — горячий цех. Цифры, следующие за буквенными обозначениями, указывают на номинальную мощность электродвигателя привода в киловаттах.
Сменные механизмы (МО. комплектуемые к универсальному или специализированным приводам, имеют определенный порядковый номер.
Номер 2 — мясорубка, 3 — соковыжималка, 4 — взбивалка, 5 — картофелечистка, 6 - мороженница, 7 - протирочный механизм, 8 - фаршемешалка, 9 — куттер, 10 — овощерезка, 11 — тележка или подставка для привода, 12 - размолочный механизм, 13 — приспособление для чистки ножей и вилок, 14 — колбасорезка, 15 - косторезка, 16 — точило, 17 — рыбоочиститель, IS — механизм для фигурной нарезки овощей, 19 — рыхлитель мяса, 20 - механизм для взбивания, 21 - котлетоформовочный механизм, 22 - механизм для нарезки вареных овощей, 24 - просеиватель, 25 — механизм для перемешивания салатов и винегретов, 27 - механизм для нарезки свежих овощей, 28 — механизм для нарезки сырых овощей брусочками.
Цифра, следующая за порядковым номером механизма показывает величину средней производительности. Кроме того, некоторые сменные механизмы обозначаются двумя или более цифрами. Например, МС-4-7-8-20. Это обозначение свидетельствует о многоцелевом назначении механизма: 4 — взбивать продую-, 7 — протирать продукт, 8 - перемешивать фарш, 20 — емкость бачка.
Правила эксплуатации и техники безопасности универсальных приводов
Подготовку к работе универсального привода проводит повар, закрепленный за данной машиной, который перед началом работы обязан выполнить требования техники безопасности и соблюдать при работе с машиной безопасность труда.
Вот поэтому перед началом работы проверяется правильность установки универсального привода, исправность сменного механизма и правильность его сборки и крепления с помощью винтов-зажимов. При установке корпуса сменного механизма в горловине привода контролируют» чтобы конец рабочего вала механизма попал в гнездо привода вала редуктора универсального привода. Проверяется наличие ограждающих устройств, заземления или зануления.
Убедившись в исправности сменного механизма и привода, производят пробный пуск па холостом ходу. Привод должен работать с небольшим шумом. В случае неисправности привод останавливают и устраняют причину неисправности. Регулировать скорость вращения в процессе работы разрешается только при наличие вариатора в конструкции машин.
Приготовленные продукты загружать в сменные механизмы нужно только после включения универсального привода, исключение составляет только взбивальный механизм, у которого сначала загружают в бачок продукты, а затем включают универсальный привод.
При работе запрещается перегружать сменный механизм продуктами, так как это приводит к ухудшению качества или порче продуктов, а так же к поломке машины. Особое внимание нужно уделить строгому соблюдению правил безопасности при работе с универсальным приводом, т.к. неосторожность приводит к травмам обслуживающего персонала.
Категорически запрещается работать на машине без наличия соответствующих предохранительных устройств, а также подталкивать продукты в горловину сменного механизма руками.
Осмотр универсального привода и установленного сменного механизма, а так же устранение неполадок разрешается проводить только после выключения электродвигателя универсального привода и его полной остановки.
После окончания работы универсальный привод выключают и отключают от электросети. Только потом можно снимать сменный механизм для разборки, промывки и сушки.
Профилактический и текущий ремонт универсального привода и сменных механизмов проводят специальные работники согласно заключенного договора.
Лекция №4. Машины для обработки овощей
Общие сведения.
На предприятиях существует несколько способов очистки овощей от кожуры: щелочной, паровой, комбинированный, термический и механический. При щелочном способе картофель и другие овощи предварительно нагревают в воде, а затем обрабатывают щелочным раствором, нагретым до 100 0С, который размягчает поверхностный слой клубней. Затем в барабанной моечной машине клубни очищаются от наружного слоя и отмываются от щелочи. При паровом способе картофель обрабатывают паром под давлением 0,6 ¸ 0,7 МПа в течение 1–2 мин, затем поступает в роликовую моечно-очистительную машину, где размягченный слой с клубней снимается. При комбинированном способе картофель вначале обрабатывается 10% раствором каустической соды при температуре 75–80 0С в течение 5–6 минут, затем паром в течение 1–2 минут. После этого картофель поступает в моечные машины обычно барабанного типа.
При термическом способе овощи обжигают в цилиндрической печи с вращающимся цилиндрическим ротором и достигают глубину провара не более 1,5 мм. Затем овощи очищаются в моечно-очистительной машине. Продолжительность термической обработки для лука 3–4 сек, для моркови 5–7 сек, для картофеля 10–12 сек. Еще один способ очистки – механический.
Оборудование для измельчения и нарезки овощей.
Овощерезательные машины бывают: дисковые, роторные, пуансонные и комбинированные.
Машина настольного типа МРО-200 [4, с. 48] используется для нарезки сырых овощей кружочками, ломтиками, соломкой, брусочками. Привод машины состоит из электродвигателя и клиноременной передачи. Рабочая камера выполнена в виде цилиндра с окнами для загрузки овощей. В комплект машины входит дисковый нож, два терочных диска и два комбинированных ножа. Дисковый нож используется для нарезки овощей ломтиками и шинкования капусты, комбинированные – овощей брусочками сечением 3 х 3 и 10 х 10 мм.
Классификация.
Машины для измельчения сырья условно можно разделить на две группы: машины, обеспечивающие грубое измельчение сырья и машины, обеспечивающие тонкое измельчение. Современные машины для грубого измельчения бывают: валковые, ножевые, молотковые, дробилки - гребнеотделители для винограда, дробилки - семяотделители для томатов. Машины для резки сырья существуют с неподвижными ножами, с вращающимися дисковыми ножами; комбинированные машины для резки овощей брусочками. Для тонкого измельчения сырья и отделения семян применяются протирочные машины, а также гомогенизаторы, коллоидные мельницы, дезинтеграторы, микронор, куттер и др.
Овощерезка
Имеет два горизонтальных вала, вращающихся в противоположных направлениях [8, издание 1961 г., рис. V-8]. Вал 1 вращает барабан, во внутреннюю полость которого поступает сырье. Вал 2 приводит во вращение дисковые ножи, число оборотов которых в пять раз больше числа оборотов барабана. Сырье, поступившее в барабан, под действием центробежной силы отбрасывается лопастью к неподвижному цилиндрическому корпусу и подводится под воздействие дисковых ножей и неподвижного плоского ножа. Форма лопасти обеспечивает заклинивание продукта во время резки. Поэтому сырье разрезается в двух плоскостях на брусочки и по желобу выводится из машины. В той же корнерезке после модернизации основным усовершенствованием является применение устройства, которое сообщает плоскому ножу колебательное движение в плоскости, перпендикулярной режущей кромке, улучшающее качество резки.
Производительность машины может быть определена по формуле:
![]()
где n - число оборотов барабана в минуту; D - диаметр кожуха, в котором находится барабан, в м; h - высота среза продукта горизонтальным ножом; ℓ - ширина лопасти барабана, м; р - объемная масса продукта, кг/м3; φ - коэффициент использования режущего инструмента (φ = 0,3 φ= 0,4).
Машина для резки баклажанов и кабачков кружками отрезает концы плодов вместе с плодоножкой и соцветием и разрезает их на кружки набором дисковых ножей; толщина кружков определяется дистанционными шайбами [8, с. 150-152], [11, с. 116-117].
Протирочные машины
Протирание - это не только процесс измельчения, но и разделения, т.е. отделения массы плодоовощного сырья от косточек, семян и кожуры на ситах с диаметром ячеек 0,8–5,0 мм. Финиширование - это дополнительное измельчение протертой массы пропусканием через сито диаметром отверстий 0,4–0,6 мм.
Основные конструкции протирочных машин различаются по взаимодействию сита и бичевых устройств. В основу положены следующие признаки: сетчатый барабан неподвижен, движутся бичи, «инверсивные» протирочные машины, в которых движется сито, а бичи неподвижные, и безбичевые. В них сито совершает сложное вращательное движение вокруг собственной оси и планетарно. По количеству ступеней: одноступенчатые, двухступенчатые, трехступенчатые, две сдвоенные машины. По конструкции сита: коническое и цилиндрическое; секционные и по диаметрам отверстий. По конструкции бичевых устройств: плоские; проволочные и др. По загрузочным устройствам: шнековые, в сочетании с лопастным устройством, загрузки по трубе.
Одноступенчатая протирочная машина [10, с. 312] состоит из станины, приводного вала, укрепленного в 2-х подшипниках со шнеком, лопастью и бичевым устройством, загрузочного бункера и привода с клиноременной передачей.
Работа машины основана на силовом воздействии бичей на обрабатываемый продукт, продавливая его через сито и за счет центробежной силы. Рабочая машина также регулируется изменением угла между осью вала и бичами, изменением зазора между ситом и бичами и диаметром отверстий сит. Протертая масса выводится через поддоны, а отходы из цилиндра выводятся через лоток.
Лекция №5. Машины для обработки мяса и рыбы
Классификация
Для обработки мяса и рыбы применяются машины: мясорубки, мясорыхлители, фаршемешалки, рыбоочистительные и рыборазделочные машины, котлетоформовочные, набивочные и разливочные машины, для нарезки гастрономических товаров, костерезки.
Машины для обработки мяса.
Мясорубки
Мясорубки и волчки предназначены для грубого измельчения сырья.
На предприятиях широкое распространение получили мясорубки МИМ-82 производительностью 250 кг/ч и МИМ-105 производительностью 400 кг/ч [4, стр. 55 и 57], [5, стр. 143, 145].
Мясорубка МИМ-82 является настольной машиной, состоящей из корпуса, камеры обработки, загрузочного устройства, шнека, рабочих органов, приводного механизма. Рабочая камера машины на внутренней поверхности имеет винтовые нарезы, которые улучшают подачу мяса и исключают вращение его вместе со шнеком. На верхний части корпуса находится загрузочное устройство с предохранительным кольцом, исключающее возможность доступа рук к шнеку, и толкатель.
Мясорубка комплектуется тремя решетками с отверстиями 3, 5, 9 мм, подрезной решеткой и двумя двухсторонними ножами.
В собранном виде ножи и решетки плотно прижаты друг к другу с помощью упорного кольца и нажимной гайки.
Внутри рабочей камеры находится шнек с переменным шагом витков, который уменьшается в сторону режущего механизма. Благодаря такой конструкции однозаходного червяка-рабочего шнека – продукт уплотняется, что облегчает его резку ножами и продавливание сквозь решетки. В собранном виде ножи и решетки плотно прижаты друг к другу с помощью упорного кольца и нажимной гайки. Шнек служит для захватывания мяса и подачи его к ножам и решеткам. Установленные решетки остаются в рабочей камере неподвижными, а ножи вращаются вместе со шнеком.
Первой устанавливается подрезная решетка, которая имеет три перемычки с заостренными кромками наружу. Вторым устанавливается двухсторонний нож, режущими кромками против часовой стрелки. Третьей устанавливается крупная решетка любой стороной. Далее устанавливают второй двухсторонний нож, мелкую решетку, упорное кольцо и нажимную гайку. Диаметр решеток мясорубок 82; 105; 120; 160; 200 мм. Рабочие органы: ножи и решетки МИМ-105 аналогичны рабочим органам МИМ-82, только диаметр рабочей камеры (диаметр решетки) на 23 мм больше.
В волчке 632-М производительностью 400 кг/ч камерой обработки служит цилиндрическая полость корпуса с направляющими ребрами и бороздками, улучшающими подачу продукта. Кроме того, они препятствуют прокручиванию продукта вместе с рабочим шнеком.
Принцип действия мясорубок (волчков) одинаковый. Продукт, попадая в зону резания, т.е. между вращающимися крестовидными ножами и неподвижными решетками измельчается до степени, соответствующей диаметру отверстий последней решетки.
Волчок МП-160 производительностью 3000 кг/ч диаметром режущего механизма 160 мм отличается от 632-М наличием в камере обработки двух параллельных шнеков: приемного и рабочего.
Волчок К6-ФВЗП-200 имеет производительность 4500 кг/ч и диаметр режущего механизма 200 мм.
Фаршемешалки и машины для рыхления мяса
К машинам и механизмам мясного цеха относятся: мясорыхлитель МРМ-15 производительностью 1800 шт/ч, механизмы для рыхления мяса МРП11-1 (1500 шт/ч) и МС19-140 (1400 шт/ч); механизм для рыхления мяса для бефстроганов МБП11-1 (100 шт/ч); фаршемешалка МС8-150 и МВП11-1 (150 кг/ч); размолочный механизм МС 12-15 и механизм для измельчения хрупких продуктов МИП 11-1 (15 кг/ч); рыбоочистительная машина РО-1М и костерезка.
Фаршемешалки предназначены для перемешивания фарша и его компонентов в однородную массу и насыщения ее воздухом.
Фаршемешалка МС-150 [4, с. 59] состоит из алюминиевого цилиндрического корпуса, отлитого заодно с загрузочным бункером. Внутрь рабочей камеры вставляется вал, на котором находятся лопасти, установленные по углом 3000. При вращении рабочего вала лопасти равномерно перемешивают фарш с компонентами.
В фаршесмесителе ФММ-300 [10, с. 311-318] месильное корыто емкостью 300 л имеет тепловую рубашку для подогрева продукта при его перемешивании. Внутри корыта расположены рабочие органы в виде двух Z-образных винтовых лопастей, которые вращаются с различными скоростями (67 и 57 об/мин) навстречу друг другу.
В фаршесмесителе с отъемной дежой в процессе работы дежа непрерывно вращается вокруг оси нижнего червячного колеса, а кулачковая мешалка также вращается и обеспечивает равномерное перемешивание продукта.
Двухлопастные фаршесмесители с опрокидывающейся дежой емкостью 340 и 650 л состоят из двух месильных лопастей, вращающихся навстречу одна другой с различными скоростями (47,6 и 37,4 об/мин) и двух приводов, первый из которых приводит в движение месильные лопасти, а второй – опрокидывает дежу.
Мясорыхлительная машина МРМ-15 предназначена для рыхления поверхности ромштексов, шницелей и т.д. перед их обжаркой [4, с. 60]. Рабочими органами мясорыхлителя служат дисковые ножи-фрезы с дистанционными шайбами между ними, расположенные на валах и вращающиеся при работе один навстречу другому.
В каретке установлены также две гребенки между фрезами, которые предохраняют от наматывания мяса на фрезы. Кусок мяса, проходя между фрезами, надрезается с двух сторон зубьями, при этом происходит разрушение волокон и увеличение поверхности.
Машины для обработки рыбы.
Рыбоочистительные и рыборазделочные машины
Машина РО-1М [4, с. 63], [5, с. 172-173] предназначена для очистки рыбы от чешуи. Рабочий инструмент рыбоочистительной машины, скребок, изготовлен из ножевой нержавеющей стали в виде фрезы с продольными бороздками, заостренными с одной стороны.
Для защиты от случайного прикосновения рук и разбрасывания чешуи вращающийся скребок имеет защитный кожух. Скребок приводится в движение посредством гибкого вала, состоящего из резинового шланга, внутри которого находится стальной трос.
Существует оборудование для сортирования рыбы, для ориентации и загрузки рыб и рыборазделочные машины.
Если для сортирования рыбы используют сита, то это процесс механический. Сито является рабочим органом машины и представляет собой плоскость, выполненную из проволок, нитей, пластин, а также подвижных и неподвижных стержней.
Технические способы частичной ориентации рыбы различны. Наибольшее распространение получили наклонная, и особенно широко распространенная колеблющаяся плоскость.
Частичное ориентирование рыбы, когда все они после ориентации располагаются головой вперед, достаточно для загрузки в нанизочные машины, например, в линии «Шпроты в масле». Для загрузки и работы рыборазделочных машин нужна полная ориентация рыб. Например, все рыбы, расположенные головой вперед, должны лежать на спине или, наоборот, спиной вверх и, наконец, упираться рылом в какую-то планку.
При разработке конструкций рыборазделочных машин необходимо в будущем:
1) Сократить номенклатуру названий за счет универсальности.
2) Повысить производительность за счет механизации загрузки рыбы в кассеты рыборазделочных машин.
Для этого необходима универсальная машина для разделки средних рыб.
Универсальная машина типа Н2-ИРА-115 транспортерно-линейного типа производительностью до 120 рыб в минуту, длинной рыб 200–350 мм, предназначенная для разделки рыбы типа скумбрии, ставриды, тресковых, путассу, сардинеллы, аргентины, зубана и др. и устанавливается на судах промыслового флота и береговых рыбообрабатывающих предприятиях.
Основные узлы: операционный транспортер, транспортер сопровождения голов, механизмы отрезания головы и подрезания прямой кишки, гидроголовка для удаления внутренностей, механизм дочистки внутренностей, механизм отрезания хвостового плавника, станина, привод, копиры и направляющие для управления работой лотков операционного транспортера, лотки сбора и отвода отходов из машины.
Машина для разделки мелких рыб производительностью 500–1000 рыб в минуту.
3) Надежность, простота, удобство в обслуживании, качество изготовления, качество обслуживания и т.д. Применение робототехники.
4) Для мелких рыб размером 140–260 мм, разработана двухручьевая Н2-ИРА-110, производительностью 240 рыб в минуту с механизированной загрузкой.
Машина Н2-ИРС производительностью 300 рыб в минуту. В морском исполнении расход воды в три раза больше.
Машина Н2-ИРА-107 производительностью 120 рыб в минуту в береговом исполнении с малым расходом воды.
Малогабаритная машина Н2-ИРА-125 для разделывания рыбы производительностью 20–80 рыб в минуту.
Малогабаритная машина для отрезания головы, хвостового плавника и внутренностей.
Машина для разделки кильки с загрузочным устройством производительностью 1000 рыб в минуту.
Машины дозировочно-формовочные.
Котлетоформовочные машины
Котлетоформовочная машина МФК-2240 производительностью 2240 шт/час предназначена для формовки котлет и биточков. Она состоит из корпуса, формующего стола с поршнями, бункеров для фарша и сухарей, привода, сбрасывателя и механизма регулирования. Рабочей камерой машины служит вращающийся формующий стол, который имеет ячейки, в которых устанавливаются поршни.
При вращении стола головки толкателей скользят по кольцевому копиру и заставляют поршни совершать вертикальное возвратно-поступательное движение.
Над столом расположен бункер для фарша, внутри которого установлен лопастной винт, направляющий котлетную массу через отверстия в бункере к ячейкам формирующего стола.
При включении машины ячейка формирующего стола проходит под бункер сухарей, при этом поршень опускается на 1,5 мм, и сухари заполняют свободный объем. При дальнейшем движении стола ячейки подходят под бункер для фарша, поршень опускается на глубину равную толщине котлет, и фарш заполняет ячейку.
При дальнейшем повороте формирующего стола, поршень поднимается и выталкивает котлету на поверхность стола, а сбрасыватель сталкивает ее на разгрузочный лоток.
Машина для формования котлет МФК-2000 [5, с. 168-172] предназначена для дозирования котлетной массы или для тефтелей настольного изготовления.
Рабочим инструментом машины является дисковый стол с ячейками, три ячейки диаметром 70 мм для формовки котлет и три пары (шесть) ячеек с диаметром 36 мм для тефтелей. Внутрь ячеек вставлены поршни, штоки которых опираются на копиры.
Лекция №6. Машины для приготовления теста и кремов
Классификация
На предприятиях общественного питания для приготовления кондитерских и хлебобулочных изделий применяются: просеиватели муки, тестомесильные, тестораскаточные, взбивальные, размолочные машины, кофемолки, дозатор крема.
Машины для просеивания муки и сахара
Машина [4, с. 73] для просеивания муки МПМ-800. Состоит из платформы, на которой установлен привод с электродвигателем взрывобезопасного исполнения и двумя клиноременными передачами, которые приводят в действие шнек с ситом и крыльчатку в бункере. На платформе установлены также загрузочный бункер, труба со шнеком и просеивающая головка. Загрузочный бункер имеет предохранительную решетку, предохраняющую от попадания посторонних предметов в муку, крыльчатку, которая подает муку к вертикальной трубе и подъемный механизм для подачи мешков с мукой. Машина комплектуется двумя ситами с ячейками размером 1,4 и 1,6 мм для муки высшего сорта и муки 1-го и 2-го сорта. У разгрузочного лотка просеивающей головки имеется магнитная ловушка для удаления из муки магнитных примесей.
Мука из загрузочного бункера подается крыльчаткой на шнек вертикальной трубы, по которой поступает вдоль просеивающей головки. Под действием центробежной силы мука, разрыхляясь, проходит через сито в пространство между корпусом и ситом, опускаясь на дно, и при помощи лопаток поступает в разгрузочный лоток. Непросеянная мука остается на дне сита и удаляется после остановки машины.
Тестомесильные и тестораскаточные машины.
Машина МТИ-100 [4, с. 79] предназначена для интенсивного замеса дрожжевого и пресного теста для слоеного полуфабриката. Машина [2, с. 375-377] состоит из станины, приводной головки, механизма подъема, бачков с крышкой, тележки, месильного органа. Приводная головка, служащая для передачи вращения от электродвигателя месильному органу, снабжена направляющими для ее перемещения. На корпусе приводной головки снизу неподвижно закреплено солнечное колесо, а на валу - водило с сателлитом, сидящем на рабочем валу, выступающие наружу нижние концы валов предназначены для крепления месильных органов. Месильными органами в машине служат лопасти – крюкообразная, четырехобразная и шнекообразная. Для вертикального подъема бачка имеются направляющие и плавающая гайка. Механизмом подъема служат винт, по которому перемещаются гайки приводной головки и кронштейна для бачка.
Приводную головку располагают в верхнем положении, а кронштейн в нижнем. Затем устанавливают месильный орган. Бачок с продуктами помещают на тележку и закатывают в машину. Приводная головка с месильным органом опускается до полного погружения в бачок.
После окончания замеса привод месильного органа выключают и включают механизм подъема головки и опускания кронштейна с бачком. При необходимости разгрузки бачка непосредственно на машине тележку откатывают, опускают бачок и снимают месильный орган. Бачок поворачивают на цапфах и выгружают тесто в подставленную емкость.
Машина ТММ-1М [2, с. 365-367]; [4, с. 77]; [5, с. 227] предназначена для замеса теста различной консистенции. Состоит из фундаментальной плиты, электродвигателя, передаточных механизмов, месильного рычага с лопастью и дежи с передвижной тележкой. Плечи месильного рычага при движении описывают конусы.
Дежа емкостью 140 л укреплена на трехколесной тележке. Над дежой установлены щиты для предотвращения выбрасывания теста. Рабочим органом служит месильный рычаг, который изогнут и на конце имеется лопасть.
Вращение от электродвигателя через два редуктора и цепную передачу получают одновременно тестомесильный рычаг и дежа. Благодаря одновременному вращению дежи (частота 4 об/мин) и месильного рычага (частота 27 об/мин) в противоположные стороны, загруженная продукция интенсивно перемешивается и образует однородную массу, насыщенную воздухом.
Производительность тестомесильных машин рассчитывается по формуле:
 ;
;
где V – объем дежи; r - плотность смеси продуктов, кг/м3; τ0 – время, необходимое на перемешивание, с; τ3, τв – время, необходимое для загрузки и разгрузки дежи и на другие вспомогательные операции, с; j - коэффициент, учитывающий заполнение объема дежи продуктом (j = 0,5 ¸0,8).
Тестораскаточная машина МРТ-60М [4, с. 80]; [5, с. 231] предназначена для раскатывания крутого пшеничного теста пластами или лентами толщиной от 1 до 50 мм, из которых изготавливают различные кондитерские изделия, а также лапшу домашнюю, пельмени и др.
Рабочими инструментами являются два раскатывающих валика, вращающиеся навстречу друг другу. Валики захватывают тесто, прокатывают и в виде ленты опускают на конвейер.
Конвейер выносит тесто вперед и укладывает на выдвижной поддон. Во время раскатки тесто посыпается мукой из мукосея, чтобы оно не прилипало к валикам. Мукосей за счет храпового механизма совершает сотрясательное движение.
Взбивальная машина типа МВ-35М
Машина [2, с. 394-395]; [4, с. 83]; [16, с. 123] предназначена для взбивания различных кондитерских смесей.
Кроме нее на предприятиях общественного питания используются взбивальные машины МВ-6 и МВ-60.
Машина МВ-35М состоит из корпуса, механизма подъемного бака и приводного механизма. На передвижном кронштейне крепится съемный бак, который может перемещать его в вертикальном направлении при помощи рукоятки механизма подъема. Внутри корпуса смонтирован привод машины, который состоит из двигателя, клиноременного вариатора, зубчатых передач и планетарного редуктора.
Сменные механизмы взбивателей крепятся к рабочему валу с помощью штифта и фигурного выреза. Бак устанавливают и закрепляют на кронштейне взбивального механизма и с помощью соединительной муфты устанавливают нужный взбиватель на рабочем валу. Сменный взбиватель соединяется с выходным валом планетарного.
Затем в бак загружают продукты в количестве не более ⅔ его объема и устанавливают его на таком уровне, чтобы зазор между взбивателем и дном бака был не менее 5 мм.
Регулировку скорости разрешается производить только на ходу машины, при включенном двигателе.
По окончании работы выключают машину, опускают кронштейн с баком вниз и снимают его с машины. Затем снимают взбиватель, проводят санитарную обработку всех деталей машины.
Рабочие инструменты взбивальных машин
Рабочими инструментами [2, с. 388]; [4, с. 82] служат легкосъемные взбиватели.
Прутковые венчики различных форм применяют для взбивания жидких смесей; плоскорешетчатые и фигурные взбиватели – для взбивания густых смесей.
Для взбивания крутого теста применяют крюкообразные и рамные взбиватели. Для взбивания густых кремов, песочного теста применяют лопастной взбиватель.
Машины для подготовки кондитерского сырья
Машины для измельчения
Механизм для дробления орехов и растирания мака МДП II-I [5, с. 198] состоит из корпуса прямоугольного с крышкой и загрузочным бункером, питательного валика и двух размолочных валков. Ведомый валок сменный. Размолочный механизм комплектуется четырьмя сменными валками, один из которых имеет гладкую, а три других рифленую поверхность. Рифленость валков различная, что определяет степень измельчения, которая также зависит от величины зазора между валками.
Валки вращаются с различной частотой (170 и 220 об/мин) в противоположные стороны, размалывая сырье.
Кофемолка «Свария» [5, с. 200-201] состоит из корпуса, дозатора и загрузочной воронкой. В корпусе установлен электродвигатель и размолочные диски.
Подвижный размолочный диск с рифленой поверхностью и промежуточный опорный диск закреплены на валу электродвигателя. Опорный диск служит для поддерживания размолочного диска и удаления молотого кофе с днища корпуса. В верхней части корпуса смонтирован верхний неподвижный размолочный диск с ребрами.
Зерна кофе, попадая в зазор между вращающейся и неподвижной рифленой поверхностями, подвергаются помолу и направляются в дозатор или тару.
Дозатор кофемолки - объемного типа.
Масса дозы может быть установлена в пределах от 3 до 4,5 г.
В кофемолке МИК-60 [5, с. 203] внутри чугунного корпуса расположены два жернова: вращающиеся со скоростью 1420 об/мин, и неподвижный.
Машины дозировочно-формовочные.
Дозатор крема ДК.
Дозатор [5, с. 207-211] служит для наполнения кремом трубочек из заварного теста типа эклер. В корпусе дозирующего устройства размещены поршень и кран для поочередного соединения поршневого пространства с бачком для крема и шнуром для подачи дозы крема для подачи в заготовки пирожных.
Лекция №7. Весоизмерительное оборудование
Классификация весоизмерительных устройств
По способу уравновешивания взвешиваемого груза весоизмерительные устройства разделяют на рычажные, электромеханические и пружинные.
Принцип действия рычажных весов основан на уравновешивании силы тяжести груза с помощью рычага или системы рычагов.
Электромеханические весы работают на основе преобразования механического воздействия силы тяжести взвешиваемого груза в пропорциональный ей электрический сигнал, который выражается цифровым индексом измеряемой массы. Самым распространенным видом электронных весов являются электронно-тензометрические весы, характеризующиеся наличием тензометрического датчика и электронного компенсатора, который используется при измерении электрического сигнала.
В пружинных весах сила тяжести взвешиваемого груза уравновешивается с помощью пружинного силоизмерителя.
В зависимости от способа установки: настольные, передвижные (платформенные до 500 кг), стационарные (к ним относятся и весы автомобильные и вагонные).
В зависимости от вида отсчетного (указательного) устройства весы подразделяются на: гирные, шкально-гирные, циферблатные, циферблатно-гирные и цифровые электронные.
На гирных весах при достижении равновесия при совмещении указателей (носиков) подсчитывают значение мер массы гирь, уравновешивающих массу товара.
На шкальных весах [3, с. 14] массу груза определяют по шкале коромысла весов, на которой для достижения равновесия перемещают несъемную передвижную гирю, меняя ее плечо. На коромысле, которое опирается на призму 2, нанесена шкала 4. По шкале перемещается гиря. Равновесие определяется по положению указателя 5. Усилие от подплатформенного рычага на коромысло передается через серьгу 8 и призму 9. Тарировка весов осуществляется грузов 11, 12, которые перемещаются по винту 10. Для увеличения точности отсчета на коромысле укреплена вторая шкала с грузом 7.
На шкально-гирных весах часть груза уравновешивается гирями, которые устанавливаются на гиредержатель, закрепленный на коромысле, остальная часть уравновешивается несъемной гирей, передвигаемой по шкале коромысла.
На циферблатных весах массу груза определяют с помощью стрелки на шкале циферблата.
На электронных весах показания снимают с экрана, на котором фиксируются светящийся цифровой индекс массы, цена товара за 1 кг и стоимость взвешиваемой порции.
Первая буква в наименовании весов указывает на конструкцию грузоподъемного устройства (Р-рычажные, Т-электронно-тензометрические, П-пружинные).
Вторая буква обозначает способ установки весов (Н-настольные, П-передвижные, С-стационарные).
Цифра (число) после буквенных обозначений указывает наибольший предел взвешивания (до 1000 кг – в кг, свыше 1000 кг – в тоннах).
Буква после обозначения предела взвешивания характеризует вид указательного устройства весов (Г-гирные, Ш-шкальные, Ц-циферблатные, шкально-гирные). Затем следует цифровое обозначение способа снятия и отсчета показания весов (1-визуальный отсчет, 2-документальный, 3-местный, 4-дистанционный).
Последняя буква – область преимущественного применения (А-автомобильные, В-вагонные, У-универсальные).
Для обозначения весовых дозаторов, например, ДРК-10: Д-дозатор, Р-рычажно-механический, К-картофельный, 10-доза продукта 10 кг.
Весы настольные циферблатные
На предприятиях традиционной формы торговли применяют весы: настольные, циферблатные, электронные с принтером.
По виду отсчета показаний взвешивания различают весы с визуальным отсчетом и документальной регистрацией (автоматическим печатанием чеков).
Характеристика основных технических данных весов заложена в их буквенно-цифровую индексацию. Например, индекс РН-10Ц13 имеет следующую расшифровку: Р-весы рычажные, Н-настольные, 10-наибольший предел взвешивания – 10 кг, Ц-циферблатные, 1-с визуальным отсчетом, 3- с местным способом снятия показаний.
Весы настольные циферблатные РН10Ц13
Предназначены для взвешивания товаров массой от 100 г до 10 кг. [11, с. 12] Основная часть весов – сдвоенный равноплечий рычаг (коромысло). На концах рычага есть грузоподъемные призмы, на которые опираются передаточные рычаги с гиревой площадкой и грузовой товарной площадкой. Гиревой и грузовой рычаги удерживаются для устойчивости сверху параллельными тягами (струнками), прикрепленными шарнирами к корпусу весов.
Грузовой рычаг площадки соединен тягой с квадрантом, на котором укреплена стрелка. Квадрант представляет собой неравноплечий рычаг, который может свободно вращаться.
Когда на грузовую площадку кладут товар, то через рычаг и тягу усилие передается квадранту, и он поворачивается до тех пор, пока не наступит равновесие. Стрелки показывают на шкале циферблата массу товара. Затем при снятии груза квадрант возвращается в прежнее положение, и стрелки устанавливаются на нулевое деление. Под гиревой площадкой расположена тарировочная камере, в которой имеется балласт для установления стрелок на нулевое деление. Под грузовой площадкой находится масляный успокоитель, используемый для регулирования колебаний стрелки. Для установки весов в горизонтальное положение служат регулировочные винтовые ножки. Для проверки горизонтального положения весов предназначен уровень.
Уровень – это спиртовая капсула с пузырьком воздуха. На циферблате нанесена шкала с делениями, цена деления, максимальный и минимальный предел.
Другие настольные циферблатные весы типа РН-3Ц13У [11, с. 21] это весы одноплощадные, с круглым циферблатом. Фиксация груза от 20 г до 3 кг осуществляется при помощи стрелки на круглой шкале циферблата.
Весы имеют двусторонний циферблат со стрелками, масляный успокоитель, тарокомпенсирующее устройство для компенсации веса тары не более 400 г массой, уровень для проверки горизонтального положения весов, изолир для закрытия товарной (грузовой) площадки.
В настоящее время наиболее распространены электронные весы (с принтером). Принцип действия электронных весов заключается в автоматическом преобразовании усилия от взвешиваемого груза в электрический сигнал, поступающий в электронный блок. Из электронного блока информация о цене, массе и стоимости товара выводится на блок индикации с цифровым табло.
Электронные весы торговые ВР-1038 могут быть использованы в комплекте с чекопечатающим устройством при взвешивании массы и стоимости, с распечаткой чека с указанием цены за 1 кг, массы товара, стоимости отвеса. [11, с. 22]
В них наибольший предел взвешивания – 3 кг, наименьший – 20 г.
Дискретность индикации массы – 1 г, индикации стоимости – 1 коп, время измерения массы – 2 с, допустимая погрешность ± 2 г.
Электронные весы настольные одноплощадные с виброчастотным датчиком и цифровым указателем массы и стоимости.
Основные части весов состоят из следующих частей:
1. Грузоподъемное устройство, или товарная площадка. Она опирается на рычажный механизм, состоящий из основного и двух вспомогательных неравноплечих рычагов. Основной рычаг соединен с виброчастотным датчиком, преобразующим усилие от взвешивания товара в электрический сигнал.
2. Блок индикации (или блок наблюдения) 2-х сторонний индикатор, состоящий из цифровых табло: стоимость, масса, цена за 1 кг.
3. Пульт (клавиатура) с цифровыми клавишами от 0 до 9 для набора цены за 1 кг и клавиша «С» для сброса набранной цены.
4. Уровень.
5. Шнур электропитания с вилкой.
6. Регулировочные ножки для установки весов по уровню.
7. Копка «Тара» для установки нулевых показателей при пустой платформе и компенсации веса тары.
8. Цифровые клавиши от 0 до 9.
9. Выключатель «Сеть» (тумблер).
10. Предохранитель.
11. Крышка.
12. Выходной разъем (для подключения чекопечатающего механизма).
13. Табло «Стоимость».
14. Табло «Масса».
15. Табло «Цена» за 1 кг.
При подготовке к работе, необходимо:
1. Проверить установку по уровню.
2. Убедиться, что выключатель «Сеть» (тумблер) находится в выключенном положении.
3. Вставить вилку в розетку электросети.
4. Включить тумблер.
Показания цены и стоимости становятся нулевыми. Если показания массы отличны от нулевых, нажать кнопку «Тара». Затем убедиться, что показании массы нулевые.
Установить значение цены за 1 кг последовательным нажатием цифровых клавиш на клавиатуре и проконтролировать ее значение на табло «Цена» за 1 кг.
Положить на грузоподъемную платформу взвешиваемый товар и произвести после успокоения весов отсчет массы и стоимости. Сигналом об успокоении весов – появление на табло «Стоимость» товара.
Если взвешивание груза производится в таре или упаковке, следует положить на товарную площадку пустую тару или пакет, лист бумаги (упаковку) и нажать кнопку «Тара». Показания станут нулевыми. Тогда при взвешивании товара в этой упаковке или таре весы покажут чистую массу.
Для приведения табло «Масса» в исходное положение следует нажать кнопку «Тара».
Если произошло нарушение функционирования весов из-за кратковременного отключения электропитания, весы следует выключить, и не ранее чем через 5 сек снова включить.
При перегрузке весов табло «Масса» и «Стоимость» гаснут. Следует разгрузить весы до восстановления показателей. По окончании работы выключить весы выключателем «Сеть». В конце рабочего дня отключить весы от электросети и промыть.
Весы электронные «ЛИДЕР» ВР 4197 предназначены для фасовки продуктов на предприятиях торговли и общественного питания [11, с. 24-26]
Пределы взвешивания весов от 10 г до 6 кг, тарокомпенсатор – от 0 до 600 г, ввод цены – 1 коп, время взвешивания отвеса – 1,5 с, количество разрядов ввода цены – 5 знаков – 999.99. Количество разрядов стоимости – в знаках 999.9.
В комплект основных частей весов входят: грузоподъемная площадка, корпус с клавиатурой, сетевой выключатель (тумблер), табло показателя и продавца, ножки для регулирования уровня, весовой механизм внутри корпуса.
Устройство ввода
| Ъ 29 | Ш 25 | Ф 21 | Р-17 | М 13 | И 9 | Д 5 | А 1 | 8 | 9 | П+ |
| Э 30 | Ш 26 | Х 22 | С-18 | Н 14 | Й-10 | Е 6 | Б 2 | 5 | 6 | Шт |
| Ю 31 | Ь 27 | Ц 23 | Т-19 | О-15 | К-11 | Ж 7 | В 3 | 2 | 3 | Пр |
| Я 32 | Ы 28 | Ч 24 | У-20 | П-16 | Л-12 | З 8 | Г 4 | Т | С | Итог |
«Т» - тарокомпенсатор, сброс веса тары, вывод назначения тары на индикатор тары.
«С» - клавиша сброса цены товара, стоимости штучного товара или стоимости суммы нескольких покупок.
«Пр» - клавиша программирования.
«Шт» - клавиша переводит весы в режим ввода стоимости штучных товаров, для последующего суммирования.
«Итог» - подсчет общей суммы товара.
«А1-Я32» - для программирования 32 цен товара.
При подготовке к работе необходимо установить весы при помощи винтовых ножек так, чтобы пузырек воздуха расположился в центре ампулы. Вставить вилку в розетку электросети и включить тумблер. Весы должны пройти режим тестирования, затем на индикаторы выводятся 0000 и весы переходят в режим взвешивания.
Ввод цены осуществляется 2 способами:
1) поочередным нажатием соответственных клавиш (от 0 до 9);
2) путем программирования 32 клавиш клавиатуры.
Компенсация тары производится нажатием клавиши «Т». На табло «М» появляются 0000, а на табло «Тара» - масса тары.
Нажатием кнопки «Тара» (при 0 значении или отрицательном значении на табло «Масса») обнуляет показания табло «Масса» и «Тара».
Процесс программирования цены необходим для облегчения работы продавца. В память весов можно запрограммировать 32 цены. При работе с программированием необходимо набить только клавиши с заранее внесенной суммой.
Клавиша П+ необходима для подсчета сборной покупки.
После определения стоимости первой покупки нажать клавишу П+ и на табло «стоимость» появится мигающее значение промежуточной суммы, после взвешивания второй покупки опять нажать кнопку П+, стоимость этой покупки суммируется со стоимостью предыдущей покупки. Для подсчета общей стоимости необходимо нажать клавишу «Итог».
Клавиша «ШТ» выполняет функцию умножения цены на количество.
Клавиша «ИТОГ» производит суммирование нескольких покупок при условии, если была нажата клавиша «П+» и завершает подсчет покупки, цифры в разделе «СТОИМОСТЬ» не мигают.
Имеются и другие электронные весы, например, электронные торговые модель ВЭ-15Т, которые взвешивают товар массой до 15 кг [11, с. 26].
Высокие технические и эксплуатационные характеристики обеспечивает встроенный микропроцессор со специальными разработанными программами.
Весы электронные CAS LP тип версия 15 с пределами взвешивания от 0,1 до 15 кг [11, с. 32] Предназначены для использования на предприятиях торговли и общественного питания.
Весы электронные CASАР SERIES с пределами взвешивания от 40 г до 6 кг.
Электронные торговые весы тип ЕР портативные. Весы выпуска с наибольшим пределом взвешивания 500 кг; 1, 2, 3 т. Напольные весы GAS с пределом взвешивания 60 кг; 150 кг.
Лекция №8. Контрольно-кассовые машины
Устройство контрольно-кассовых машин
18.06.93 был принят закон РФ о применении контрольно-кассовых аппаратов в денежных расчетах с населением. Этим документом было запрещено производить расчет за покупку без контрольно-кассовых машин.
Электронные контрольно-кассовые машины [1, с. 264-294], применяемые в торговле, выполняют следующие операции:
- ведут учет полученных от покупателя денег;
- печатают чек с указанием уплаченной суммы шифром (т.е. условным знаком), датой и т.д.;
- печатают на контрольной ленте все реквизиты чека, указывают на индикаторе номер секции и приведенную сумму;
- выдают чек со стоимостью покупки и сдачи;
- кассовые аппараты могут подключаться к весам, компьютеру, считывателю штриховых кодов.
Новые модификации кассовых аппаратов имеют фискальную память (Ф.П.) запись в нее совершается автоматически по кассе с обнулением, т.е. после обнуления финансов отчеты не могут быть изменены, а только распечатываются после ввода кода налоговым инспектором.
Контрольно-кассовые машины имеют следующие основные узлы:
1) устройство ввода;
2) устройство индикации;
3) оперативно-запоминающее устройство;
4) чекопечатающее устройство;
5) замок режимов и ключи и др.
Устройство ввода представляет собой клавиши для набора сумм, номера счетчика секции, номера и пароля кассира, клавиши сброса коррекции аннулирования предварительного и общего итога, программирования заголовка чека.
Устройство индикации состоит из двух индикаторов для кассира и покупателя и показывает суммы, проведенные через кассовый аппарат, номер секции, сумму взноса покупателей и сдачу и.т.д.
Оперативно-запоминающее устройство предназначено для подсчета выручки и контроля. Оно состоит из суммирующих контрольных и операционных счетчиков.
Суммирующие счетчики служат для учета нарастающим итогом поступающих в кассу денег. Они могут быть секционными, итоговыми и для подсчета частных итогов. Емкость суммирующих счетчиков до девяти рядов.
Контрольные счетчики служат для контроля работы на кассовой машине и предупреждения злоупотреблений. Принудительного перевода на нули контрольные счетчики не имеют.
Чекопечатающее устройство предназначено для печатания и выдачи чека и печатания реквизитов на контрольной ленте. Оно состоит из печатающих дисков, механизма окрашивания, устройства чековой ленты, устройства для намотки контрольной ленты (катушки).
Замки и ключи – для запирания кассовой машины и ее отдельных частей, снятия показаний суммирующих счетчиков, для перевода суммирующих счетчиков на нули, для тестирования, программирования.
Электронная контрольно-кассовая машина «АМС-100Ф»
Кассовая машина предназначена для автоматизации учета, контроля и первичной обработки информации кассовых операций [11, с. 55]
Кассовая машина регистрирует проводимые через нее суммы, подсчитывает стоимость весового или штучного товара, суммарную стоимость покупок и величину сдачи. Имеет фискальную память (с сохранностью до 10 лет). Возможность записи в память даты, времени, необходимой текстовой информации. Одну бобину термобумаги 57 мм (печатающее устройство с переключением на чековый или отчетный режим работы) имеет также возможность работы четырех кассиров.
Кассовая машина выполняет следующие операции:
1. Подсчитывает выручку по секциям, по кассе, выручку за день, сумму сдачи, стоимость весового и штучного товара. Производит операции возврата покупок. Печатает на ленте текстовую информацию, дату, время, заводской номер кассовой машины, номер чека, номер покупки, номер секции, номер контрольной ленты, количество покупок, возврат товаров по секциям, итоговые суммы за день, месяц, год, общий необнуляемый итог и т.д.
Устройство ввода информации состоит из 38 клавиш (четырех секционных, 12 цифровых, 22 функциональных). Кроме того, имеются шесть индикаторов.
Индикаторные лампочки загораются над клавишей, отражающей операцию, проводимую на кассовой машине. Секционные клавиши нужны для отправки в память секционных регистров и проведения функциональных операций [11, с. 57], которые состоят из:
1Д – первая секция, коррекция и просмотр даты, выбор первого программного пароля.
2В – вторая секция, коррекция и просмотр времени, выбор второго программного пароля.
3Т – третья секция, коррекция и просмотр текстовой информации, выбор третьего программного пароля.
4С – четвертая секция, выбор четвертого программного пароля.
Цифровые клавиши от 0 до 9 для набора суммы и еще одна клавиша для набора дробного числа (количества) и для отделения копеек.
Операционные клавиши (функциональные) для проведения различных операций:
![]() - клавиша транспортировки ленты;
- клавиша транспортировки ленты;
ФЦ – фиксированная цена для программирования цен в память;
КН – клавиша для просмотра сумм выручки по секциям;
КР – дата и время, количество проданного товара по секциям;
КЛ – клавиша работы в режиме калькулятора;
ЛС – программирование пароля кассира;
КЗ – ввод и коррекция программных паролей;
СБ – сброс;
СД – сдача;
ВВ – ввод цифровых данных, паролей, получение (снятие) ведомости «показания», ведомости «итоговой суммы», контрольной ленты, а также холостого чека и открытия денежного ящика;
ВТ – возврат денег покупателю, контроль сумм возврата по секциям и общей суммы возврата. Еще пять клавиш – клавиши для работы в режиме калькулятора и итога, подсчет общей стоимости покупки, результат работы на калькуляторе.
Устройство индикации в кассовой машине имеет два разрядных индикатора, один для кассира и один для покупателя.
Принтеры предназначены для нанесения изображения на бумагу. Они подразделяются на ручные, портативные и стационарные. По назначению принтеры выпускаются для печати чека или контрольной ленты на обычную и самоклеющуюся бумагу шириной 58, 69, 76 мм, печати подкладного документа, печати самоклеящихся этикеток и штриховых кодов шириной 50– 102 мм, длиной – 25–318 мм, индивидуальной маркировки товаров и контейнеров в условиях промышленного производства и на торговых предприятиях.
Печатающее устройство, состоит из термоголовки, прижимной планки, валика. Чтобы заправить ленту, нужно бобину термобумаги положить в предназначенное для нее гнездо, поднять прижимную планку, вставить свободный конец бумаги в направляющий лоток, нажать несколько раз клавишу транспортировки ленты «Ù Ù», пропустить бумагу в щель на крышке печатающего устройства (следить, чтобы не было механических повреждений).
В начале работы необходимо: включить машину в сеть, включить тумблер, на индикаторе включается сигнал «ЗАПРОС», т.е. запрос о пароле. Пароли «Показания» и «Контрольная лента» должны быть известны только кассиру и лицам, ответственным за финансовую деятельность предприятия.
Чтобы ввести пароль нужно последовательно набрать:
КЗ ® пароль ® ВВ.
При нажатии клавиши КЗ над ней загорается индикаторная лампочка. При правильном введении пароля лампочка гаснет. Набирается (и корректируется) дата. В режиме «касса» осуществляется регистрация цены в секцию без подсчета сдачи и с подсчетом сдачи. Осуществляются операции регистрации цены на несколько покупок с подсчетом сдачи и регистрации возврата денег из кассы, регистрации весового товара и регистрации штучного товара. Машина имеет также режимы калькулятора, показания, «вывод контрольной ленты» и режим вывода «итоговых сумм».
Согласно государственному реестру кассовые аппараты имеют следующую классификацию: автономные ККМ, пассивные и активные;
Автономные ККМ используются в магазинах, в которых нет оперативного количественного учета на компьютерах. Основные марки этого типа: «Самсунг-4615», «Самсунг-250».
Пассивные ККМ приобретают предприятия, которые собираются проводить у себя автоматизацию. К этому виду ККМ можно отнести: АМС-100Ф, «Элвес-0103Ф», «Штрих-14850Ф», «Штрих-200Ф», а также «Самсунг-4615» и «Самсунг-250» (с установленной платой ПТС).
Активные ККМ – это кассовые терминалы, ПОС – терминалы.
Лекция №9. Основы теплотехники. Теплогенерирующие устройства
Основы теплотехники. Теплопроводность.
Теплопроводность как физическое явление представляет собой перенос тепла беспорядочно движущимися микрочастицами, непосредственно соприкасающимися друг с другом. В газах и жидкостях передвигаются молекулы, в кристаллической решетке твердых тел колеблются атомы, в металлах диффундируют свободные электроны. К основному закону теплопроводности относится закон Фурье, в соответствии с которым
![]()
где q1 — плотность теплового потока, Вт/м2; γ — коэффициент теплопроводности, Вт/(м-К); t — температура, К; п — координата, перпендикулярная поверхности переноса тепла, м.
В правой части уравнения (1.1) стоит знак минус, так как векторы теплового потока qt и градиент температуры dt/dn направлены в противоположные стороны.
Коэффициент теплопроводности представляет собой количество теплоты, переносимой через единицу поверхности в единицу времени при градиенте температуры, равном единице. Уравнение (1.1) верно в стационарных условиях, когда температура не зависит от времени дt/дn≠0, a
dt/dn=const.
В более общем случае, в нестационарных условиях, когда температура изменяется во времени и по координате, т. е. dt/dn≠0 и
dt/дп=const,
перенос тепла теплопроводностью описывается уравнением Фурье:
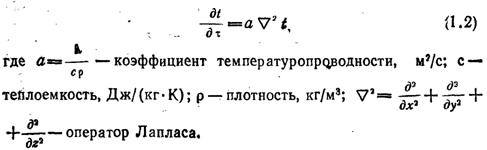
Внутри тела может генерироваться или поглощаться тепло, например за счет химических реакций. В таких случаях рассматривается задача с внутренним источником тепла (соответственно положительным или отрицательным) и уравнение (1.2) превращается в уравнение

где Iq —источник тепла, Дж/(м3-с).
Коэффициент температуропроводности а является характеристикой инерционных свойств тела, обусловленных распространением теплоты теплопроводностью. Тело с большим а быстрее нагревается и охлаждается.
Коэффициент теплопроводности влажного материала — эквивалентный коэффициент теплопроводности — является суммирующей величиной:
![]()
где λc — коэффициент теплопроводности сухого твердого скелета материала; λконд —коэффициент кондукции (теплопроводности) жидкости и паровоздушной смеси, находящихся в стационарном (неподвижном) состоянии в порах материала; λконв — коэффициент, характеризующий перенос тепла за счет конвекции воздуха внутри материала; λл — коэффициент лучистой теплопроводности; λн — коэффициент, характеризующий перенос тепла за счет переноса массы (влаги) внутри материала.
Имеются указания на то, что при диаметре пор меньше 0,5 мм величинами λконв и λл можно пренебречь.
Теплопроводность пищевых продуктов изучена достаточно хорошо в виде значений λэкв и а представлена в форме таблиц и расчетных формул в справочной литературе.
Теплогенерирующие устройства
Общие сведения о тепловом оборудовании
В большинстве случаев при приготовлении пищи продукты варят, жарят, тушат, т.е. подвергают тепловой обработке. Под действием определенного количества тепла продукты изменяют физико-химические свойства: жиры плавятся, белки свертываются, меняется вкус, цвет, запах и 1Л Кроме того, под действием высокой температуры уничтожается в продуктах переработки болезнетворная микрофлора.
При тепловой обработке происходит естественный самопроизвольный переход тепла от его источника к нагреваемому продукту, поскольку источник тепла всегда более нагрет, чем продукт.
Источники тепла в аппаратах могут быть топливо, электроэнергия и теплоносители. На практике применяются в основном такие теплоносители, как водяной пар, вода, масло. Основные способы тепловой обработки пищевых продуктов — варка и жарка. Варка продуктов может осуществляться несколькими способами, в жидкой среде, автоклавах и в сосудах с пониженным давлением. Для всех видов варки характерны две стадии, быстрый нагрев жидкой среды и слабый нагрев. В. некоторых случаях используют аккумулированное тепло и варку "острым паром» Варка продуктов "острым паром" осуществляется в результате соприкосновения насыщенного пара с обрабатываемым продуктом.
Процесс жарки продуктов осуществляется без добавления жидкой среды. Жарку продуктов производят в неглубокой посуде — сковороде и во фритюре, когда продукт полностью загружают в горячий жир.
На предприятиях общественного питания используют и вспомогательные способы тепловой обработки продуктов. К ним относятся: тушение, ошпаривание, опаливание, а также обработка продуктов сверх-высокочастотным и инфракрасным обогревом.
Новым способом тепловой обработки продуктов является обработка его в электромагнитном поле сверхвысокой частоты. В таких случаях происходит нагрев продуктов по всему объему. Надо отметить, что СВ-поле нагревает только продукты, а рабочая камера, посуда и воздух не нагревается. СВЧ-нагрев имеет большое преимущество по сравнению с традиционными способами тепловой обработки продуктов. Время приготовления сокращается в 10 раз, а для большинства продуктов оно составляет не более 5 минут. Значительно улучшаются вкусовые качества и внешний вид приготовляемых продуктов. Надо помнить, что в СВЧ-апларате применяют посуду из диэлектриков, т.е. стекла, фарфора, пластмасс и керамики. Использовать металлическую посуду категорически запрещается, т.к. она выводит из строя генератор этого аппарата.
Понятие о теплообмене
Передача тепла от одной среды к другой называется теплообменом. Различают два основных вида теплообмена: соприкосновением и излучением. Теплообмен соприкосновением заключается в том, что тепло от одного тела, более нагретого, передается другому, менее нагретому, непосредственно соприкосновением. Теплообмен излучением связан с двойным превращением энергии. Тепловая энергия более нагретой поверхности превращается в лучистую, которая проходит через пространство, попадая на более холодную поверхность вновь превращается в тепловую энергию. Такие передачи тепла происходят например, лампами инфракрасного излучения или приготовления шашлыка на мангале. Теплообмен в жидкостях и газах называется конвекцией. Это когда нижние слои жидкости нагреваются, поднимаясь вверх, переносят тепло, а менее нагретые слои опускаются вниз, т.е. происходит перемешивание нагретых и ненагретых слоев.
Теплообмен внутри тел называется теплопроводностью. Когда нагревается дно металлической посуды, быстро нагреваются и ее стенки, Посуда и аппараты, изготовленные из диэлектриков, имеют значительно меньший коэффициент теплопроводности, чем металлические.
Тепло и его состав
Топливом в технике называют сложное органическое соединение, способное при горении выделить значительное количество тепловой энергии. По физическому состоянию топливо подразделяется на твердое, жидкое и газообразное. К твердому топливу относятся - дрова, торф, уголь и сланцы. К жидкому топливу относятся — нефть и продукты ее переработки — бензин, керосин, мазут и печное топливо. К газообразному топливу относятся - природный и искусственный газы. В состав топлива входят горючие и негорючие элементы. К горючим элементам относятся — углерод, водород, сера. К негорючим элементам относятся — азот, зола и влага. Кислород - не горючий элемент, но поддерживает процесс.
Твердое топливо. Уголь - является высококалорийным топливом, имеет большое содержание углерода, малое содержание влаги и незначительное количество летучих веществ.
Дрова из-за низкой теплоты сгорания, относятся к местному топливу. Выход летучих веществ большой, что дает хорошую воспламеняемость дров. Зольность древесины незначительная.
Торф — это неполное разложение органических веществ растительного происхождения при избытке влаги и очень малом доступе воздуха.
Горючие сланцы — это [низкокалорийное топливо, применять рекомендуется после переработки и вблизи мест добычи.
Жидкое топливо — основным вкладом жидкого топлива используют печной мазут, получаемый при переработке нефти. Он имеет большое содержание углерода и водорода. При сгорании имеет высокую теплоту сгорания.
Газообразное топливо — как топливо, используются природные горючие и искусственные тазы, которые по своим качествам превосходят все остальные виды. Природные газы добывают из газовых месторождений или попутно из нефтяных месторождений. К искусственным газам относятся доменный, коксовый и сжиженный газ. Основным преимуществами газообразного топлива являются: высокий КПД газовых аппаратов, возможность использования автоматических устройств, регулирующих тепловой режим и обеспечивающий технику безопасности при работе газовых тепловых аппаратов. Использование газа улучшает культуру производства, санитарно-гигиенические условия работы, исключает загрязненность воздушного бассейна населенных пунктов копотью и дымом.
Газовое топливо обладает и отрицательными свойствами. В определенных отношениях с воздухом образует взрывоопасную смесь. Газ ядовит, и поэтому неправильное обращение с газом приводит к несчастным случаям.
Однако, наиболее удобным и гигиеническим является оборудование с электрическим обогревом. В настоящее время на предприятиях общественного питания более 90% всего теплового оборудования работает на электроэнергии. К преимуществам электрического оборудования, по сравнению с аппаратами, имеющими другие источники тепла, являются: простота обслуживания, хорошие санитарно-гигиенические условия труда и снижение пожарной опасности Возможность работы аппаратов в автоматическом режиме и более высокий КПД.
Понятие о процессе горения
Процесс горения топлива основан на химической реакции соединения кислорода воздуха с горючими элементами топлива. Горением топлива называют процесс быстрого окисления горючей части топлива с выделением значительного количества тепла. Часть тепла затрачивается на поддержание высокой температуры топлива, без которой горение невозможно. Горение топлива возможно при условии достаточного притока к нему воздуха и нагрева топлива до температуры воспламенения. Горение топлива может быть полным или неполным. При неполном сгорании образуется угарный газ, и при этом выделяется не более 1/3 общего количества тепла, которое могло бы быть выделено при полном сгорании топлива. При полном сгорании углерод образует углекислоту, водород превращается в воду, при этом выделяется наибольшее количество тепла. Газ нужно сжигать только в состоянии движения. Если смесь газа с воздухом находится в покое, то сгорание происходит мгновенно, в виде взрыва. Важной качественной характеристикой топлива служит его теплота сгорания или теплотворная способность - количество тепла в ккал, которое выделяется одной весовой (1 кг) или объемной (1 куб. м) единицей топлива при полном сгорании. Теплота сгорания различных видов топлива неодинакова, поэтому для сопоставления различных видов топлива и решения вопроса о замене одного вида топлива другим, введено понятие 'условное топливо". Под "условным топливом" понимают такое топливо, теплота сгорания которого составляет 7000 к кал/кг.
Мероприятия по экономии топлива
Выбор наиболее экономичного вида топлива и соответствующего теплового аппарата для приготовления пищи является одним из эффективных путей снижения издержек и способствует удешевлению питания.
Организационно-технические мероприятии по экономии топлива, тепловой и электрической энергии разрабатываются на всех предприятиях общественного питания. Основными вопросами мероприятии по экономии топливно-энергетических ресурсов, являются:
— ведение контроля за рациональным и экономическим использованием топливно-энергетических ресурсов и разрезе каждого оборудования предприятия;
— систематический контроль за техническим состоянием оборудования;
— своевременное включение и выключение оборудования, имея в виду недопустимость их работы в нерабочее время,
— проведение систематической очистки парогенераторов, сосудов, тс нов, трубок или змеевиков водонагревателей от накипеобразований;
— увеличение загрузки рабочих объемов оборудования при эксплуатации;
Косвенный обогрев — это передача теша через промежуточную среду (пароводяная рубашка котла). По технологическому назначению тепловое оборудование делится на универсальное (эл.плита) и специализированные (кофеварка, пекарский шкаф).
По источникам тепла тепловое оборудование делится на электрическое, газовое, огневое и паровое.
Тепловые аппараты можно еще классифицировать по принципу действия — непрерывного и периодического действия.
По степени автоматизации тепловые аппараты подразделяются на неавтоматизированные, контроль за которыми осуществляет обслуживающий работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики.
На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное.
Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и архитектурному оформлению. Такое оборудование предназначено только для индивидуальной установки и работы с ним, без учета блокировки с другими видами оборудования. Несекционное оборудование для своей установки требует значительных производственных площадей, т.к. обслуживание такого оборудования осуществляется со всех сторон.
В настоящее время промышленность осваивает серийное производство секционного модулированного оборудования, применение которого целесообразно на больших предприятиях общественного питания. Преимущество секционного модулированного оборудования в том, что выпускается оно в виде отдельных секций, из которых можно комплектовать различные технологические линии. Секционное модулированное оборудование имеет единые размеры по длине, ширине и высоте. Такое оборудование устанавливается линейно по периметру или по центру помещения и установленная секция способствует повышению производительность труда и обшей культуры на производстве.
На все виды тепловых аппаратов разработаны и утверждены ГОСТы, которые являются обязательными для всех заводов и предприятий, связанных с выпуском или эксплуатацией оборудования.
ГОСТ указывает сведения аппарата: наименование аппарата и его Индексацию, параметры, требования ТБ, БТ и производственной санитарки, комплектность, а также требования к транспортировке, упаковке и хранению.
Все тепловые аппараты имеют буквенно-цифровую индексацию, первая буква которой соответствует наименованию группы, к которой относится данный тепловой аппарат. Например: котел - К, шкаф - Ш,
плита - П и т.д Вторая буква соответствует наименованию вида оборудования: пищеварочные - П, непрерывного действия - Н и т.д. Третья буква соответствует наименованию теплоносителя: электрические - Э, газовые - Г и т.д. Цифрами обозначают основные параметры теплового оборудования. Например: КПП-160 - котел пищеварочный, паровой, вместимостью 160 л.
Лекция №10 Варочное оборудование
Общие сведения
Варка пищевых продуктов осуществляется в технологических жидкостях (вода, молоко), являющихся компонентами кулинарной продукции. Широкое распространение получает также прогрессивный процесс, варка продуктов в атмосфере влажного насыщенного пара (острый пар) при его непосредственном воздействии на продукты во время варки.
Устройство и конструкция пищеварочных котлов должна соответствовать технологическим требованиям конкретного процесса варки пищевого продукта.
Основные технологические требования, предъявленные к конструкциям пищеварочных котлов, сводятся к получению высококачественного готового продукта с максимальным сохранением пищевых, минеральных, экстрактных веществ и витаминов, при минимальных затратах теплоты и физического труда обслуживающего персонала.
В пищеварочных котлах варку в жидкостях при атмосферном давлении проводят в двух режимах и только в котлах тина КЭ — три режима. Режим 1 — доведение содержимого варочного сосуда до кипения на полной мощности, а затем автоматическое переключение на пониженную мощность (1/6 часть) для продолжения варки процессом "тихого кипения". Этот режим используется при варке супов, борщей и других первых блюд. Режим 2 — доведение содержимого варочного сосуда до кипения на полной мощности, а затем автоматическое полное отключение на1ревателей. Доваривание происходит за счет аккумулированной теплоты без расхода энергии. Этот режим используется для варки каш, кипячения молока и варки напитков. Режим 3 — (котлы типа КЭ) доведение содержимого варочного сосуда до кипения на полной мощности, затем автоматическое переключение на 1/6 часть мощности, а в случае снижения давления в пароводяной рубашке до нижнего заданного предела, переключение на 1/2 мощности нагрева. При повышении давления до верхнего предела, вновь переключение автоматическое на 1/6 часть мощности нагрева. В дальнейшем цикл повторяется. Время нагрева жидкости до кипения в котле зависит от многих факторов, начальной температуры жидкости, величины коэффициента теплопередачи жидкости, поверхности нагрева, температуры источников теплоты и т д.
Нагрев продуктов осуществляется от кипящей жидкости. Внутри продуктов теплота переносится от поверхности к центру за счет теплопроводности. Большинство пищевых продуктов имеет низкий коэффициент теплопроводности, чем объясняется длительный период их варки. Продолжительность прогрева продуктов 'зависит от степени их измельчения. Поэтому увеличение степени измельчения продуктов приводит также к снижению расходов электроэнергии и увеличению производительности труда.
В настоящее время на предприятиях общественного питания эксплуатируются пищеварочные котлы различных типов, отличающихся способом обогрева, вместимостью варочного сосуда и видом электрооборудования.
По способу установки пищеварочные котлы классифицируются на неопрокидывающиеся, опрокидывающие и со съемным варочным сосудом.
В настоящее время промышленность выпускает неопрокидывающиеся пищеварочные котлы, вместимостью варочного сосуда более 100 дм3, а с опрокидывающимся варочным сосудом имеют вместимость менее 60 дм3.
В зависимости от способа обогрева различают пищеварочные котлы с косвенным и непосредственным модой*ном. Так котлы с непосредственным обогревом могут работать на твердом топливе, газе и электрическом обогреве. По устройству и эксплуатации они очень просты, но имеют существенные недостатки: низкий кпд, очень сложно регулировать тепловой режим, возможность пригорания продуктов к дну варочного сосуда.
Пищеварочные котлы с косвенным обогревом работают при помощи пароводяной рубашки, где в качестве промежуточного теплоносителя используется дистиллированная вода.
В зависимости от давлении в варочном сосуде все котлы классифицируются на пищеварочные котлы, которые работают при атмосферном давлении, и автоклавы, работающие при повышенном давлении.
По геометрическим размерам варочного сосуда пищеварочные котлы классифицируются на смодулированные, секционные модулированные и котлы пол функциональные емкости.
Смодулированные пищеварочные котлы имеют цилиндрическую форму варочного сосуда. Секционные модулированные котлы и котлы под функциональные емкости имеют варочный сосуд н виде прямоугольного параллелепипеда.
По классификации все пищеварочные котлы имеют буквенно-цифровую индексацию. У смодулированных котлов буквы обозначают группу, вид козла и вид энергоносителя. Цифры показывают вместимость варочного сосуда в дм1. Например, индекс котла КПЭ-100 расшифровывается таким образом; К- котел, П - пищеварочный, Э - электрический, 100 - вместимость в дм'. У секционных модулированных котлов к буквенному индексу добавляются буквы СМ, что означает • секционный модулированный. Например, индекс котла КПЭСМ-60 расшифровывается так: котел пищеварочный электрический секционный модулированный вместимостью 60 дм.
Пороварочные аппараты.
Электрические пищеварочные котлы
Пищеварочный котел состоит из варочного сосуда. Под варочным сосудом размещен парогенератор, в котором с помощью тэнов нагревается вода. Установлен датчик уровня воды и электрод защиты от «сухого хода» электронагревателей. Выше парогенератора находится пароводяная рубашка в виде замкнутого пространства между варочным сосудом и паровой рубашкой.
Давление пара в пароводяной рубашке поддерживается с помощью датчика реле-давления, а визуально контролируется по моновакууметру. При давлении свыше 50 кПа пар отводится из пароводяной рубашки с помощью предохранительного клапана.
Сверху варочный сосуд закрыт крышкой с пружинным устройством. На крышке установлен клапан для отвода пара при избыточном давлении в варочном сосуде.
Залитая в парогенератор вода нагревается тэнами до кипения. Пар вытесняет из пароводяной рубашки воздух, который выходит через предохранительный клапан. При этом рукоятка клапана должна быть повернута стрелкой вверх. Как только из предохранительного клапана появится устойчивая струя пара, рукоятку поворачивают стрелкой вниз, и клапан закрывается.
Двойной предохранительный клапан состоит из двух клапанов парового и вакуумного. Накопительная воронка с запорным краном предназначена для заполнения парогенератора дистиллированной или кипяченой водой и выпуска воздуха в начальный период работы котла.
Пар в парогенераторе, нагреваясь до кипения, поступает в паровую рубашку, соприкасается со стенками и дном котла, отдавая теплоту парообразования.
По достижении в пароводяной рубашке верхнего заданного предела давления, датчик-реле срабатывает и в зависимости от выбранного режима работы котла, тэны отключаются или переключаются на определенную мощность.
Пищеварочные котлы на газовом, твердом топливе и паровые
Пищеварочные котлы конструктивно выполнены как электрические неопрокидывающиеся, но имеют особенности, связанные с видом обогрева.
Газовые пищеварочные котлы
Парогенератор газовых котлов КПГ-160 и КПГ-250 [5, с. 353-360] представляет собой заполненные водой кольцевые карманы, обогреваемые газовой инжекционной горелкой, размещенной в топочной камере. Продукты сгорания газа из топки поступают в кольцевые дымоходы и отводятся через дымовой патрубок в вытяжную трубу. Газовые котлы оборудованы: манометром для визуального контроля за давлением в пароводяной рубашке, двойным предохранительным клапаном, наполнительной воронкой, краном слива и газовой автоматикой безопасности и регулирования.
Твердотопливные котлы
Котлы КПТ-160 (250) имеют аналогичное устройство, но предназначены для работы на твердом топливе. В нем под парогенератором размещена топка.
Паровые котлы
Отличительной особенностью паровых котлов КПП-100 (160, 250) является отсутствие парогенератора. Пар из паропровода через парозапорный вентиль подается в пароводяную рубашку.
Пароварочные шкафы.
Пароварочные шкафы используются для варки мяса, рыбы, овощей на пару и для разогрева различных кулинарных изделий. В них производят варку продуктов «острым паром». Водяной насыщенный пар получают при нагреве воды в парогенераторе, расположенным в нижней части шкафа. Нагрев воды в парогенераторе осуществляется тэнами.
Продукты в рабочую камеру помещают в перфорированные и неперфорированные функциональные емкости (сотейники).
Аппарат АПЭ-023А состоит из 2-х самостоятельных варочных камер. Камеры оснащены дверцами с рукоятками и уплотнителями. Состоит из вентиля подвода воды; реле давления, отключающее тэны для их защиты при прекращении поступления воды и снижении ее давления ниже 50 кПа; питательного бачка, в котором находится поплавковый механизм, состоящий из поплавка, рычага поплавка, клапана, с помощью которого регулируется уровень воды в парогенераторе; парогенератор; промывочный вентиль; вентиль подачи пара; рабочая камера; сотейники.
Реле давления, установленное на подводящем трубопроводе, состоит из чувствительного элемента (мембраны с пружиной и болта). Неперфорированные бачки ставятся в верхнюю часть камеры.
Общие сведения об автоклавах и ваккум-аппаратах.
Автоклав АЭ-1
Предназначен для варки блюд, требующих длительной тепловой обработки Автоклав – герметически закрывающийся варочный сосуд, в котором приготовление пищи осуществляется под давлением, превышающем атмосферное.
Процесс приготовления пищи в нем осуществляется при давлении 0,15– 0,25 МПа и температурой 120 ¸ 140 0С, за счет чего происходит резкое сокращение времени варки продукта в 1,5 ¸ 2,0 раза. Он состоит из варочного герметически закрывающегося сосуда из нержавеющей стали и наружного стального корпуса.
Пространство между варочным сосудом и корпусом образует пароводяную рубашку, внизу которой располагается парогенератор с тремя тэнами, электрод защиты от «сухого хода» и контрольный кран проверки уровня воды. Сверху варочный сосуд закрывается двустенной крышкой с противовесом.
Варочный сосуд имеет сливной кран и загрузочную сетку. На автоклаве установлен электроконтактный манометр для минимального и максимального давления при автоматическом режиме. Предохранительный двойной клапан снижает давление выше допустимого в пароводяной рубашке и открывается, когда там создается пониженное давление после отключения автоклава от электросети. Наполнительная воронка и кран служат для залития дистиллированной или кипяченой воды в парогенератор, а также выпуска воздуха в начале работы автоклава.
Микроволновое оборудование
Аппараты с диэлектрическим нагревом предназначены для быстрого разогрева охлажденных блюд, размораживания и разогрева замороженных блюд, доведения до готовности полуфабрикатов. Благодаря проникновению энергии электромагнитного поля внутрь продуктов происходит их быстрый нагрев, продолжительность которого измеряется минутами. В обрабатываемых продуктах хорошо сохраняются витамины и минеральные вещества. СВЧ-аппараты используются и в диетическом питании. Энергия электромагнитного поля в рабочей камере аппарата поглощается продуктом практически полностью, т. е. к. п. д. аппаратов этого типа высок. В мировой практике используются СВЧ-аппараты различных модификаций.
Интенсивное облучение обслуживающего персонала СВЧ-энергией нежелательно. Однако ниже некоторых значений уровней плотности потока СВЧ-энергии облучение безопасно для человека. Так, при частоте 2400 МГц облучение считается безопасным, если при длительном воздействии плотность потока не превышает 0,01 Вт/см2. Правилами эксплуатации СВЧ-аппаратов установлены значительно более низкие предельные значения плотности потока энергии: для промышленных аппаратов — Ю-5 Вт/см2, для бытовых — Ю-6 Вт/см2, что, естественно, гарантирует безопасность их использования.
Вместе с тем основой правил эксплуатации СВЧ-аппаратов являются мероприятия, предотвращающие повышение утечки электромагнитной энергии. Это блокировки съемных панелей облицовки и дверок рабочих камер: при снятых и неплотно закрепленных панелях или неплотно закрытой дверце магнетрон не включается. Кроме того, пары, образующиеся в ходе тепловой обработки продуктов, отводятся из рабочих камер аппаратов, иногда с применением вентиляторов.
Кофеварки. Типы, назначение.
Приготовление напитка, так же как и варка бульонов, основано на экстрагировании вкусовых и ароматических веществ в системе «твердое тело — жидкость». В качестве твердой фазы служат измельченные зерна кофе, в качестве жидкости — кипящая или близкая к кипению (но кипяченая) вода. Экстрагирование вкусовых и ароматических веществ водой может осуществляться различными методами: настаиванием, с перемешиванием, когда в сосуд загружается порция порошка кофе, заливается кипящей водой и доводится до кипения, при этом перемешивание производится самой кипящей водой (этот метод часто используется в быту); многократной перколяцией , когда вода многократно за счет рециркуляции проходит через слой молотого кофе, извлекая из него достаточно полно, вероятно до равновесия между содержанием экстрагируемых веществ в твердой и жидкой фазах, вкусовые и ароматические вещества (этот метод реализован в кофеварках КВЭ-7); однократной перколяцией, когда вода лишь один раз при атмосферном или повышенном давлении (последний способ иногда называют фильтрационным) проходит через слой молотого кофе; при атмосферном давлении (по этому способу работают, например, кофеварки типа «Бонамат» голландской фирмы Верхайен); при повышенном давлении (повышенной температуре)— так называемые экспресс-кофеварки, например венгерская «Будапешт», итальянская «Монако» фирмы Конти и др.
Последний способ приготовления кофе, и особенно при повышенном давлении, получил наибольшее распространение в мировой практике. По-видимому, это связано с тем, что для обеспечения наилучших вкусовых качеств кофе необходимо не максимальное, что достигается многократной перколяцией, а оптимальное извлечение, вкусовых и ароматических веществ при определенном соотношении их в экстракте (готовом кофе), для чего достаточно однократной перколяции при повышенной температуре.
Лекция №11. Жарочно-пекарное оборудование
Классификация
Сковороды, фритюрницы, жаровни, жарочные и пекарные шкафы, грили, печь конвейерная жарочная ПКЖ, печь шашлычная, аппараты непрерывного действия предназначены для жарения и выпечки.
К особой группе процессов относится жарка и выпечка в поле СВЧ-токов и ИК-излучений.
Сковороды
В настоящее время на предприятиях общественного питания широко используются электрические сковороды только с непосредственным обогревом – это скороды СЭСМ-0,2 и СЭСМ-0,5. Кроме этого в эксплуатации имеются сковороды СКЭ-0,3; СЭ-1 и СЭ-2, а также сковороды СЭ-0,45 и СЭ-0,22, которые предназначены для работы с функциональными емкостями.
Сковорода электрическая секционно-модулированная СЭСМ-0,2 [4, с. 135-136] имеет прямоугольную стальную чашу, облицованную стальными листами, покрытыми белой эмалью, установленную на двух тумбах. Чаша имеет слив для слива жира. Сверху она закрывается откидной крышкой, которая фиксируется двумя пружинами растяжения, размещенными внутри тумб.
Между чугунной чашей и облицовкой проложен слой асбеста и фольги, служащий тепловой изоляцией.
Для автоматического поддерживания заданной температуры сковороды на задней стороне ее чаши смонтирован терморегулятор ТР-4К. В правой тумбе размещен механизм опрокидывания чаши, позволяющий поворачивать ее на 180 0С. Емкость чаши 36 дм3 (л). Время разогрева до 350 0С 45 мин.
Сковорода электрическая с косвенным обогревом СКЭ-0,3 [4, с. 136-138] отличается от СЭСМ-0,2 и СЭСМ-0,5 способом передачи тепла к загрузочной чаше. Тепловая энергия к поверхности чаши передается через промежуточный теплоноситель - минеральное масло. Масло нагревается с помощью 6-ти тэнов.
В сковороде газовой секционной модулированной СГСМ-0,5 обогрев рабочей чаши происходит за счет непосредственно расположенной под ней камеры сгорания.
Сковорода газовая СКГ-0,3 с косвенным обогревом отличается от сковород с непосредственным обогревом тем, что рабочая чаша ее обогревается с помощью промежуточного теплоносителя – минерального масла.
Фритюрницы
Фритюрница электрическая секционно-модулированная ФЭСМ-20 [4, с. 144-145] состоит из жарочной ванны прямоугольной формы. Нагрев жира осуществляется тэнами, погруженными непосредственно в его объем.
Жарение производится в сетчатой корзине из нержавеющей стали, погруженной в жарочную ванну с горячим маслом. Регулирование температуры нагрева жира происходит автоматически с помощью терморегулятора ТР-200. На передней верхней части расположены сигнальные лампы и пакетный переключатель. Зеленая лампа показывает включение тэнов, а желтая – достижение заданной температуры жира. Производительность – 12 кг/ч. Количество заливаемого масла – 20 л. Время разогрева масла до 180 0С – 20 мин.
Фритюрница непрерывного действия ФНЭ-40 предназначена для жарки картофеля и рыбы. Жир в жарочной ванне нагревается тэнами и температура поддерживается автоматически с помощью электроконтактного термометра ЭКТ-2. Кулинарные изделия транспортером из загрузочного бункера подаются в ванну, где их равномерно прожаривают, плавно перемещая при помощи вращающегося шнека через слой горячего жира.
Жаровни
Жаровня вращающаяся электрическая ЖВЭ-700 [4, с. 147-148] предназначена для выпечки блинчиков-полуфабрикатов прямоугольной формы. В ней сверху на столе на кронштейне закреплен полый чугунный жарочный барабан, а также бачок и лоток для теста и отсекающий механизм. Нагрев жарочной поверхности барабана осуществляется за счет лучистой энергии, выделяемой кварцевыми электронагревателями, установленными внутри барабана, а температура его поддерживается автоматически с помощью термоэлектрического термометра. Лоток служит для формовки тестовой ленты и подачи ее к жарочному барабану. Снизу от барабана расположен скребковый нож, который отделяет готовую тестовую ленту. Блинная лента при помощи направляющих и ножа нарезается на блинчики и укладывается на поддон.
Производительность – 720 шт/ч. Размеры блинчика – 280 х 240 мм. Емкость бака для теста – 3 л. Рабочая температура барабана – 160 ¸ 190 0С.
Особенности устройства жарочных и пекарных шкафов.
Классификация
Жарочные шкафы предназначены для жарки мясных и рыбных продуктов, а также для запекания овощных и крупяных блюд. [4, с. 149-150].
Пекарные шкафы предназначены для выпечки мясных хлебобулочных и кондитерских изделий. Жарочные и кондитерские шкафы различаются между собой количеством и размерами рабочих камер, температурой в камере. В эксплуатации находятся жарочные шкафы ШЖЭСМ-2К, ШМЭ-0,85, ШКЭ-0,51, ШЖЭ-1,36, ШК-2А и пекарные шкафы ШПЭСМ-3, ЭШ-3М, КЭП-400.
Шкаф жарочный электрический секционно-модулированный ШЖЭСМ-2К
Состоит из двух жарочных секций однотипных унифицированных с теплоизоляцией [1, с. 500-502]. Секции выполнены из стальных листов и оборудованы внутри полками для противней. Нагрев секций производится тэнами, установленными во внутреннем коробе по 3 шт. сверху и по 3 снизу. Верхние тэны открыты, нижние тэны закрыты подовым листом. Пары и газы, образующиеся при тепловой обработке продуктов, удаляются через вентиляционное отверстие. С правой стороны расположен блок электроаппаратуры отдельно для каждой секции на его лицевую панель выведены 2-а пакетных переключателя для раздельного управления верхними и нижними тэнами. Пакетные переключатели изменяют мощность регулирования верхних и нижних тэнов в соотношении 4:2:1. Терморегулятор поддерживает в автоматическом режиме заданную температуру секции в пределах от 100 0С до 350 0С. [4, с. 149-150]
Кондитерская электрическая печь КЭП-400
Предназначена для выпечки мелких хлебобулочных и кондитерских изделий. Печь разделена на две половины: в левой половине помещены тэны, вентилятор, парогенератор, система управления и сигнализация, в правой половине – пекарная камера с дверью [4, с. 151-152]
В нижнем отсеке находится парогенератор, нагреваемый тэнами, питательный патрубок и патрубок для отвода конденсата.
Выпечка производится на листах-подиках, установленных на стеллажную тележку, которая вкатывается в пекарную камеру печи.
Пароувлажнение пекарной камеры осуществляется паром, получаемым в собственном парогенераторе. Лимб терморегулятора устанавливают на необходимую температуру и включают с помощью пакетных переключателей рабочие камеры на сильный нагрев, затем переводят на слабый или сильный нагрев.
Производительность – 400 кг/смену. Количество стеллажей тележек – 6. Общая мощность – 50,5 кВт, масса 2000 кг.
Аппараты с инфракрасным обогревом.
Электрические аппараты с инфракрасным нагревом подразделяются на аппараты периодического и непрерывного действия. К первым относятся грили и универсальные жарочные шкафы, ко вторым — конвейерная жарочная печь.
Электрический гриль ГЭ-3. Гриль представляет собой жарочный шкаф в форме параллелепипеда с ИК-генераторами в виде хромоникелевой спирали, заключенной в кварцевую трубку. В рабочей камере на приводном валу с квадратным гнездом укрепляется вертел с двумя раздвижными держателями и набором из восьми шпажек для шашлыка. Обжаривание шницелей, котлет, отбивных и других изделий может производиться на решетках, которые входят в комплект гриля. Рабочая камера гриля закрывается откидной дверцей из термостойкого стекла.
Электрический гриль ГЭ-2. Гриль имеет две рабочие камеры: верхнюю—жарочную и нижнюю — тепловую. В жарочной камере под потолком установлены пять ИК-генераторов (КИ-220-1000). Кулинарные изделия крепятся на пяти вилкообразных вертелах, совершающих сложное движение: вокруг собственной оси я вокруг оси двух дисков, на которых они закреплены. Это движение осуществляется с помощью планетарной передачи и обеспечивает равномерное обжаривание продуктов. Температура в жарочной камере поддерживается терморегулятором. В нижней части жарочной камеры установлен нагревательный элемент мощностью 300 Вт, на который помешается кусок дерева, выделяющий ароматические вещества, придающие готовому изделию специфические вкус и запах. Нижняя (тепловая) камера обогревается тремя тэнами общей мощностью 1050 Вт, в ней готовые изделия поддерживаются в горячем состоянии.
Универсальные жарочные шкафы Ш>ЖЭ-0,51 и ШЖЭ-0,85. Шкафы состоят соответственно из трех и пяти камер, в каждой из которых помещено по одному противню, Обогрев камер производится с помощью ИК-генераторов (нихромовая спираль в кварцевой трубке), расположенных в верхней и нижней частях камеры. Температура внутри камер регулируется с помощью датчиков — реле температуры в диапазоне от 100 до 300 °С. Шкафы предназначены для жарки, выпечки и доведения до готовности кулинарных изделий и работают с использованием функциональных емкостей. Эти шкафы являются частью параметрического ряда универсальных шкафов с инфракрасным нагревом, включающего шкафы с числом противней 3, 5, 6, 8, 9 и 10, что соответствует предприятиям общественного питания различной мощности.
Печь конвейерная жарочная ПКЖ.
Печь представляет собой аппарат непрерывного действия. Основными узлами его являются: конвейер, собственно жарочная камера и блоки (верхний и нижний) ИК-генераторов. В рабочем режиме цепной транспортер, на котором установлены противни с изделиями, совершает шаговое (прерывистое) движение, что достигается с помощью специального реле времени. ИК-генераторы, собранные в блоки по 6 шт. (мощность блока 4,5 кВт), изготовлены в виде хромоиикелевой спирали, помещенной в кварцевую трубку. Снизу генераторы защищены металлической сеткой, исключающей попадание стекла на продукт. Противни имеют размер 420X285 мм. Сверху продукты обогреваются за счет лучистой энергии, снизу — путем контакта с нагретыми противнями. Печь используется на крупных предприятиях общественного питания для жарки полуфабрикатов из мяса.
Лекция №12. Варочно-жарочное и водогрейное оборудование. Плиты электрические
Водогрейное оборудование
Классификация
Кипятильники предназначены для приготовления кипятка, водонагреватели – для горячей воды. По источнику обогрева кипятильники делятся на твердотопливные, газовые и электрические.
По структуре рабочего цикла различают кипятильники периодического действия, т.е. приготовление кипятка и его разбор производится раздельно, и непрерывного действия, т.е. приготовление кипятка и его разбор осуществляется одновременно. Кипятильники непрерывного действия работают по принципу сообщающихся сосудов
Кипятильник электрический
Кипятильник электрический непрерывного действия типа КНЭ-25М (КНЭ-50М) [5, с. 441-444] состоит из корпуса, кипятильного сосуда с тэнами, сборника кипятка, переливной трубы, питательной коробки с клапаном и поплавковым устройством, питательной трубки, сигнальной трубки, разборного клапана.
Холодная вода поступает в нижнюю часть кипятильного сосуда. Нагретая вода, обладающая меньшей плотностью, поднимается вверх и доводится до кипения. При кипении в переливной трубе уровень воды несколько повышается, и когда пузырьки воды в нагретой воде прекращают конденсироваться, они выбрасывают верхний слой воды в сборник кипятка. Кроме того, пар соприкасается с холодными стенками питательной коробки, конденсируется и в виде конденсата стекает в сборник кипятка.
Как только порция кипятка из переливной трубы перельется в сборник кипятка, уровень воды в переливной трубе понизится и вода из питательной коробки по питательной трубе поступает в нижнюю часть кипятильного сосуда, в результате чего уровень воды в питательной коробке также понизится. При этом поплавок опустится и через рычаг отведет клапан от седла. Через образовавшееся отверстие холодная вода будет поступать из водопровода в питательную коробку до тех пор, пока уровень воды в ней и переливной трубе не достигнет заданного значения. После этого поплавок поднимается и клапан закроет проход холодной воде из водопровода в питательную коробку. За это время в верхней части тэнов вновь накопится большое количество пузырьков пара, которые оторвутся от тэнов и поднимутся в переливную трубу, и кипяток вновь перебросится в сборник кипятка.
Через разборный кран выходит кипяток, температура которого на 10–15 0С ниже температуры кипения, так как кипяток в сборнике частично соприкасается со стенками питательной коробки, температура которых значительно ниже. Принцип устройства и принцип получения кипятка электрокипятильником КНЭ-25М, (КНЭ-50М), КНА-100М, а также твердотопливного кипятильника КНТ-200 аналогичны описанной конструкции кипятильников.
Плиты электрические.
Классификация
Плиты относятся к универсальному тепловому оборудованию с непосредственным обогревом. Прсзназначены они для приготовления горячих блюд в наплитной посуде или непосредственно на поверхности кон-форки, а также в жарочном шкафу. В зависимости от вила используемого топлива и энергии видоизменяются конструкции плит. Однако, все плиты имеют общие конструктивные элементы: жарочные поверхности и объемы жарочных и тепловых шкафов.
Электрические плиты на предприятиях общественного питания используются различных конструкций, которые просты по устройству и различаются между собой габаритами, мощностью, количеством и формой конфорок, а также наличием или отсутствием жарочных шкафов.
В настоящее время промышленность выпускает электрические плиты секционно-модулированные и несекционные. Секционно модулированные плиты группируются на плиты, приготовление изделий на которых осуществляется в наплитной посуде (ПЭСМ-4, ПЭСМ-4Ш, ПЭСМ-4ШБ, ПЭСМ-2, ПЭСМ-2К), и на плиты, изделия на которых готовят непосредственно на жарочной поверхности (ПЭСМ-1Н, ПЭСМ-2НШ).
Для тепловой обработки полуфабрикатов в функциональных емкостях используются плиты ПЭ-0,51, ПЭ-0,51-01, ПЭ-0,17, ПЭ-0,17-01,
На предприятиях общественного питания с буфетным обслуживанием используются малогабаритные секционно-модулированные плиты ПНЭН-0,2 и ПНЭК-2. В настоящее время находятся в эксплуатации несекпион-ные плиты ЭП-7, ЭП-8, ЭП-4, ЭП-2М, ЭПМ-5, ЭПМ-ЗМ, ЭПН-4.
В общественном питании также используются плиты на газовом обогреве. Промышленность в настоящее время выпускает только секционно-модулированные плиты ПГСМ-2, ПГСМ-2Ш. На малых предприятиях используют бытовые газовые плиты, которые различаются по конструкции, объему жарочного шкафа, наличию приборов автоматики и специальных приспособлений.
СЕКЦИОННЫЕ МОДУЛИРОВАННЫЕ ПЛИТЫ
Секционные модулированные плиты подразделяются на плиты, приготовление изделий на которых осуществляется в наплитной посуде, и на плиты с приготовлением изделий непосредственно на жарочной поверхности. К первым относятся плиты ПЭСМ-4, ПЭСМ-4Ш, ПЭСМ-4ШБ, ПЭСМ-2 и ПЭСМ-2К, ко вторым—плиты ПЭСМ-1Н и ПЭСМ-2НШ. Кроме того, имеется группа малогабаритных секционных модулированных плит (ПНЭН-0,2 и ПНЭК-2), которые используются на предприятиях общественного питания с барным (буфетным) методом обслуживания.
Плита электрическая секционная модулированная ПЭСМ-4ШБ с жарочным шкафом и бортами. Плита состоит из жарочной поверхности, включающей четыре прямоугольные конфорки (блок конфорок), и жарочного шкафа, обогреваемого сверху и снизу тэнами. Боковые борта служат для перемещения наплитной посуды. Жарочная поверхность и шкаф смонтированы на раме, расположенной на четырех регулируемых по высоте ножках. Жарочная поверхность подъемная, что необходимо для обеспечения доступа к клеммам конфорок и пакетных переключателей. Под жарочной поверхностью расположен поддон для сбора пролитой жидкости. Шкаф плиты представляет собой жарочный шкаф с естественной циркуляцией теплоносителя (воздуха), обогреваемый шестью тэнами (по три снизу и сверху с раздельным включением). В камере шкафа температура автоматически поддерживается с помощью терморегулятора ТР-4К. На панели справа от камеры шкафа расположены ручки его переключателей, лимб терморегулятора, ручка управления заслонкой, перекрывающей отверстия для отвода паров камеры, и сигнальные лампы.
Лекция №13. Оборудование для раздачи пищи. Мармиты
Оборудование для раздачи пищи
Раздаточные линии комплектуются из различных видов оборудования: вспомогательного, теплового, немеханического и транспортирующего.
К вспомогательному тепловому оборудованию относятся мармиты, тепловые шкафы, тепловые стойки и термостаты для поддержания готовой продукции в горячем состоянии и ее кратковременного хранения.
К немеханическому оборудованию относятся столы для установки на них посуды, термостатов и контрольно-кассовых аппаратов.
К транспортирующему – передвижные тележки для посуды и приборов.
Мармиты.
Классификация
Выпускаются или эксплуатируются стационарные электрические мармиты следующих типов: МСЭСМ-3, МСЭ-3К для кратковременного хранения первых блюд; МСЭСМ-50, МСЭСМ-5К, МСЭСМ-55, МСЭСМ-60, МСЭСМ-80, МСЭСМ-110 для кратковременного хранения вторых блюд, гарниров, соусов и др.; МСЭ-55, МСЭ-55К, МС-80, МСЭ-80К, МСЭ-110, МСЭ-110К – вторых блюд в мармитницах и противнях с несоусными блюдами в тепловом шкафу; МСЭ-84 - для кратковременного хранения в горячем состоянии супов, соусов, соусных блюд и гарниров; МНЭ-22, МНЭ-45 – первых и вторых блюд.
Мармит стационарный МСЭСМ-3
Предназначен для кратковременного хранения первых блюд в наплитных котлах [4, с. 181] в горячем состоянии. Он состоит из рамы, к которой крепятся каркас и два стола. Верхний стол имеет раздаточную полку, а нижний стол – три круглые электрические конфорки.
Мармиты стационарные электрические секционно-модулированные МСЭСМ-50, МСЭСМ-55 и др.
Предназначены для кратковременного хранения в горячем состоянии гарниров, соусов вторых блюд [4, с. 182-183]. Блюда хранятся в мармитницах, обогреваемых насыщенным паром. Нагрев воды осуществляется тэнами, и защиту их обеспечивает реле давления, которое срабатывая отключает тэны парогенератора, а на панели загорается красная сигнальная лампочка.
Несоусные блюда хранятся на противнях в тепловом шкафу, установленном в нижней части мармита. Тепловой шкаф обогревается трубчатыми электронагревателями, регулирование мощности которых осуществляется пакетным переключателем.
Мармиты настольные электрические МНЭ-22, МНЭ-45
Предназначены для первых и вторых блюд на точках с барным методом обслуживания [4, с. 184]. Обогрев мармитниц осуществляется воздухом, нагреваемым тэнами, установленными под съемным поддоном. Заданный тепловой режим поддерживается терморегулятором.
Линии самообслуживания
Линии прилавков самообслуживания [1, с. 525-526]; [4, с. 186-188] могут включать различные прилавки и оборудование: прилавок ЛПС-1 для подносов; прилавок ЛПС-2 для холодных и сладких блюд; прилавки-мармиты ЛПС-3, ЛПС-16, ЛПС-17 для вторых блюд; прилавок ЛПС-5 для горячих напитков; прилавок ЛПС для столовых приборов; прилавок-кассу ЛПС-7 (или ЛПС-24); прилавки-мармиты ЛПС-10, ЛПС-11 для первых блюд и др.
Механизированные линии подразделяются на две группы: линии для непрерывного отпуска обедов – ЛККО-2 «Поток» и др. и линии для циклического отпуска обедов (линии с накопителями). По сравнению с линиями прилавков самообслуживания позволяют сократить обеденное время с 30-40 до 15-20 мин, увеличить реализацию продукции на 50–60%.
Механизированная линия представляет конвейер, обслуживаемый комплектовщицами обедов. По мере движения подносов на транспортере комплектовщицы ставят на них блюда, формируя на них комплексный обед определенной цены. Используются в столовых крупных предприятий.
Лекция № 14. Основы холодильной техники. Компрессоры
Общие сведения о холодильном оборудовании.
Холод является прекрасным консервантом, замедляющим развитие микроорганизмов. Поэтому на предприятиях общественного питания холод используют для хранения продуктов при низких температурах в камерах, шкафах, прилавках и витринах, При этом вкусовые качества продуктов и их внешний вид остается почти без изменения, Понятие холод — означает малое содержание тепла в теле. Охлаждение — это отвод тепла от продуктов питания, сопровождающийся понижением их температуры. Различают искусственное и естественное охлаждение. При естественном охлаждении температура продуктов может быть понижена до температуры окружающего воздуха. А при искусственном — получаются более низкие температуры. На предприятиях общественного питания используются несколько способов искусственного холода, в основе которых лежат процессы изменения агрегатного состояния вещества — плавление, испарение и сублимация.
Плавление — это процесс перехода вещества из твердого состояния в жидкое.
Кипение — называется переход вещества из жидкого состояния в газообразное.
Сублимация — это процесс перехода вещества из твердого состояния в газообразное минуя жидкую фазу.
Наибольшее распространение получил процесс использования скрытой теплоты парообразования жидкостей, кипящих при низких температурах. Такие жидкости получили название холодильных агрегатов. Перенос тепла осуществляется в специальном устройстве, называемом холодильной машиной.
Под эгидой ООН разработаны и подписаны два важных международных докамента - Венская конвенция по охране озонового слоя (1985 г.). Монреальский протокол по веществам, разрушающим озоновый слой и дополнение к нему (Лондон, июнь 1990 г.), в которых определен график сокращения производства и истребления ХФУ (хлорсодержащих углеродов).
В ноябре 1992 г. В Копенгагене на четвертом совещании сторон Монреальского протокола были приняты новые поправки к протоколу, ужесточающие график сокращения производства и потребления озоноопасных соединений по группе ХФУ и предусматривающие 100% прекращения их производства и потребления к 1996 году и 70% сокращения в 1994 г.
Одним из кардинальных решений охраны озонового слоя является снижение или прекращение выпуска ХФУ с переходом на галоген-углероды, не оказывающие действия на озон. К таким соединениям относятся хладоны - 22, 23, 32, 125, и другие, которые инертны к озону или обладают незначительной озоноразрушающей способностью вследствие того, что они либо содержат азот водорода и поэтому разлагаются в нижних слоях атмосферы, либо не содержат хлора или брома.
В настоящее время использование хлалока-12 в Европе запрещено с 1995 г., а в отдельных государствах с 1994 г.
Ведущими странами-производителями ХФУ разработаны и согласованы ЮНЕП альтернативные заменители для всех областей применения озоноопасных веществ по свойствам удовлетворяющим требованиям, предъявляемым соответствующими отраслями промышленности.
Способы охлаждения
Ледяное охлаждение. Ледяное охлаждение является самым простым способом охлаждения продуктов питания, физическую основу которого составляет процесс плавления льда и снега, В зависимости от способа получения, лед бывает естественным или искусственным.
Ледяное охлаждение применяется в сооружениях, называемых ледниками, они могут иметь различное размещение льда по отношению к охлаждаемым камерам с продуктами. Однако широкое применение получили ледники с боковым размещением льда. Лед закладывают в таком количестве, чтобы его хватило на определенное время, и объем льда должен быть в 4-5 раз больше объема камер с продуктами. При ледяном способе можно понизить температуру до 6-8 градусов С и влажностью 90-95%.
Льдосоленое охлаждение. Источником холода является смесь льда и поваренной соли. Чем больше соли, тем ниже температура смеси. Понижение температуры происходит до определенного предела. Самая низкая температура льда с поваренной солью составляет -21,20'С. Подсоленная смесь позволяет создавать в охлажденной среде более низкие температуры по сравнению с ледяным охлаждением.
Охлаждение сухим льдом. Этот способ основан на сублимации твердой углекислоты. Сухой лед — твердая углекислота, которая по внешнему виду представляет собой куски вещества, похожего на мел, но очень холодные в быстро испаряющиеся при обычной температуре. В обычных условиях он из твердого состояния превращается непосредственно в парообразное. При этом температура понижается до -78,90*С. Холодопроизводительность сухого льда в 1,9 раза больше водяного. Сухой лед очень удобен для охлаждения продуктов, так как не выделяет влаги, не загрязняет продукты, имеет низкую температуру. Однако применение его ограничено из-за сравнительно высокой температуры.
Холодильные машины
Холодильной машиной называется совокупность устройств, необходимых для непрерывного отвода тепла от охлаждаемой среды при низкой температуре и передаче его окружающей среде при высокой температуре.
Существующие холодильные машины подразделяются на две группы: компрессорные: работающие с затратой механической энергии и адсорбционные — работающие с затратой тепловой энергии. Наибольшее применение во всех отраслях народного хозяйства имеют компрессорные холодильные машины.
Характеристика хладоагентов. Хладоагент представляет собой химическое вещество, предназначенное для отвода тепла от охлаждаемой среды. Для этого используют специальные легко кипящие жидкости, имеющие низкую температуру кипения при атмосферном давлении. В настоящее время широко применяются холодильные агенты аммиак и фреон-22.
Аммиак — это бесцветный газ с резким запахом, оказывающий раздражающее действие на слизистую оболочку. Поэтому при утечке его через неплотности можно его обнаружить по запаху. Аммиак и в воде имеет высокую взаимную растворимость. Его используют в холодильных машинах средней и большой производительности. Применение аммиака как холодильного агента в машинах малой мощности ограничено, так как имеет недостатки {ядовитость, взрывоопасность, воспламеняемость).
Фреон-22 — бесцветный газ со слабым специфическим запахом, поэтому его утечку из системы трудно обнаружить. Он становится заметным только при содержании его в воздухе более 20%. Он легко проникает через неплотности, нейтрален к металлам, взрывоопасен, но не горюч. При атмосферном давлении температура его кипения 400*С. Преимущество фреона-22 — безвредность, только при содержании его в воздухе более 30% появляются признаки отравления организма из-за недостатка кислорода.
Компрессорные холодильные машины Эти машины состоят из следующих основных частей: испарителя, конденсатора, компрессора и регулирующего вентиля.
Испаритель — это устройство, имевшее вид змеевиковой ребристо-трубной батареи, в которой происходит кипение хладоагента в условиях низкой температуры за счет теплоты, поглощаемой из окружающей среды. Испаритель устанавливается внутри холодильного шкафа, в верхней его части.
Конденсатор — это устройство, предназначенное для охлаждения паров фреона и превращения их в жидкость. Для ускорения охлаждения фреона через конденсатор продувают воздух специальным вентилятором.
Компрессор — устройство, которое отсасывает пары хладоагента из испарителя и направляет их в конденсатор в сжатом состоянии. Компрессор состоит из цилиндра, поршня и электродвигателя.
Регулирующий вентиль — устройство, регулирующее количество жидкого фреона, подаваемого в испаритель. Кроме того, регулирующий вентиль снижает давление фреона для обеспечения условии низкотемпературного кипения.
Таким образом, вес основные части холодильной машины связаны между собой замкнутой системой трубопроводов, в которой непрерывно циркулирует одно и то же количество фреона и его паров
Для улучшения режима работы схему холодильной машины включают ряд дополнительных аппаратов: ресивер, приборы автоматики и т д.
Фреоновая автоматическая компрессорная машина. Эти машины в настоящее время применяются для охлаждения витрин, шкафов, камер, прилавков, испарители которых устанавливают внутри охлаждаемого объект. Для удобства эксплуатации и ремонта некоторые устройства объединяют в один узел и называют агрегатом. В настоящее время заводы выпускает агрегаты ФАК-1.5МЗ открытого типа. Испаритель и регулирующий вентиль устанавливаются в камере охлаждения, а остальные детали машины установлены на штампованной плите и образуют агрегат. Агрегат устанавливают рядом с камерой охлаждения и соединяют с испарителем трубками, по которым циркулирует хладоагент (фреон).
Принцип работы машины заключается в следующем: хладоагент, попав в испаритель, закипает, превращается на жидкого состояния в газообразное. При этом активно поглощает тепло от трубок и ребер испарителя. Пары в испарителе отсасывают при помощи компрессора, который направляет их в сжатом состоянии (6-8 атм.) в конденсатор. В конденсаторе при помощи охлаждаемого воздуха, хладоагент, имея высокое давление, переходит жидкое состояние. Жидкий хладоагент поступает в испаритель через регулирующий вентиль, который снижает давление и регулирует его подачу. Таким образом, в замкнутой системе непрерывно циркулирует одно и то же количество фреона и его паров.
Холодильные герметические агрегаты. Промышленность выпускает более совершенные холодильные машины с герметическими компрессорами марок ФПС. Главное его преимущество в том, что электродвигатель и компрессор находятся в одном герметическом кожухе и образуют единый блок. Этот агрегат может работать длительное время, так как у него отсутствуют сальники, которые исключают утечку фреона.
ФГК по своему размеру и весу значительно меньше. Достигается это за счет уменьшения размера двигателя, отсутствия передаточного механизма и лучшего охлаждения его парами фреона.
ФГК работает почти бесшумно, не давая вибраций на фундамент.
Холодильный агрегат ВС. Эти агрегаты отличаются о агрегатов ФГК только более узким диапазоном рабочей температуры, меньшим весом и габаритами конденсатора. Экранированный герметичный агрегат ФГ-1,1 конструктивно выполнен так. что в герметичной полости находится только ротор электродвигателя. Вынесение статора из герметичной полости упрощает его сборку и дает возможность быстрой замены во время ремонта. Герметичные компрессоры станут основными агрегатами холодильных машин, применяемых в общественном питании, так как они имеют меньшую массу, габариты и потребляют меньше энергии.
Отсутствие сальников в конструкции агрегата исключает утечку хладоагента и значительно повышает надежность работы.
Краткие сведения о теплоизоляционных материалах. Теплоизоляционные материалы применяют для изоляции шкафов, прилавков и витрин, или максимального уменьшения теплопритока э охлаждаемое оборудование.
К теплоизоляционным материалам предъявляют следующие требования: прочность, долговечность, устойчивость, небольшая стоимость, низкий коэффициент теплопроводности и теплоемкости, безвредность, биостойкость, низкая гигроскопичность. При изготовлении холодильного оборудования в промышленности применяют теплоизоляцинные материалы: пеностеклопористая стеклянная масса, альфоль — гофрированные алюминиевые листы, минеральная пробка, пенопласты, асбест, рубероид и битум.
Лекция №15. Торговое холодильное оборудование. Камеры и шкафы холодильные
Виды торгово-холодильного оборудования
Для хранения, демонстрации и продажи скоропортящихся продуктов предприятия общественного питания оснащают холодильным оборудованием: сборными холодильными камерами, холодильными шкафами, охлаждаемыми витринами, прилавками.
Современные типы холодильного оборудования разнообразны по конструкции, температуре хранения и способу охлаждения.
По конструкции различают следующие типы холодильного оборудования:
— холодильные шкафы, предназначенные для хранения рабочего запаса продуктов;
— прилавки и витрины служат для демонстрации, продажи и хранения продуктов;
— сборные холодильные камеры служат для хранения продуктов в течение нескольких дней;
В камерах КХС испарители размешены под потолком или в верхней части боковых стен. В камерах КХН вместо испарителя установлены воздухоохладители. Продукты в камере размещаются на стеллажах напольных решетках и крючках. Освещаются камеры герметизированными светильниками.
Холодильная камера КХН-2-6М (рас. 15-3) низкотемпературная, выполнена в виде сборной конструкции панельного типа из десяти щитов.
Необходимую температуру (-130С) поддерживает холодильный агрегат тип ФАК-1,5МЗ и три испарителя. Для оттаивания иневой «шубы» с поверхностей испарителей установлена система автоматического оттаивания.
Среднетемнературная холодильная камера КХС-2*6 (рас. 15-4) имеет одно отделение и собирается из 12 унифицированных панелей с теплоизоляцией из пенопласта.
Внутренняя облицовка выполнена из алюминиевых листов, наружная — из металлопластика различных цветов. Дверь камеры снабжена герметизацией и запором с встроенным замком.
Холодильные прилавки и витрины
На предприятиях существенного питания холодильные прилавки н витрины используют для демонстрации и хранения в процессе продажи охлажденных продуктов, холодных блюд, закусок и кондитерских изделий. Прилавки и витрины устанавливаются в торговых залах предприятий и магазинах кулинарии, а так же в буфетах и кафе.
В настоящее время промышленность выпускает большое количество прилавков, витрин, однако чаше всего используются комбинированные прилавки-витрины.
Обычно прилавки-витрины имеют верхнюю остекленную часть — витрину и нижнюю — прилавок, причем у некоторых конструкций прилавок не охлаждается.
Витрина-прилавок «Пингвин-В» состоит из двух частей, верхней — витрины и нижней — прилавка. Передняя и боковые стороны витрины закрыты двойным полированным стеклом, а со стороны продавца — тремя раздвижными створками, выполненными из оргстекла. Дном витрины служит шесть эмалированных противней, на которые угадываются продукты. Потолок витрины выполнен из нержавеющей стали. Под ним закреплена люминесцентная лампа, освещающая две корзины для продуктов, а также машинного отделения, где расположен холодильный агрегат. Наружная обшивка прилавка выполнена из листовой стали, окрашенной белой эмалью, а внутренняя — из листового алюминия. Пространство между ними заполнено теплоизоляционным материалом. Прилавок-витрина со стороны выдвижной платформы имеет рабочий стол. Под рабочим столом в нише со стороны обслуживания расположена решетка для бумаги, емкость для протирочного материала, ручка термореле, тумблер для включения холодильного агрегата.
Прилавок-витрина «Таир-102». Этот прилавок-витрина является модификацией прилавка-витрины «Таир-106» и отличается только тем, что витрина сверху открыта, обеспечивает свободный доступ к товару, находящемуся в охлаждаемом объеме.
Правила эксплуатации холодильного оборудования. Холодильное оборудование закрепляется за определенным работником, который следит за его правильной эксплуатацией и техническим состоянием. Не рекомендуется допускать перегрузки охлаждаемого объема продуктов, так как это ухудшает условия хранения.
В камеру охлаждения следует помещать продукты, температура которых не превышает температуры окружающей среды. Горячие продукты увеличивают влажность воздуха, что приводит к образованию на испарителе инея или льда.
Категорически запрещается очищать испаритель инея ножом или скребком, так как это может нарушить герметичность системы.
Для создания надлежащего температурного режима хранения необходимо как можно реже открывать загрузочные двери, чтобы не допускать притока теплого воздуха. Холодильная камера должна быть заземлена, а токонесущие части холодильных машин закрыты защитным кожухом.
Необходимо периодически проводить санитарную обработку холодильного оборудования и проведение текущего ремонта.
Техническое обслуживание холодильных агрегатов осуществляется механиком, в связанности которого входят: проверка системы охлаждения, регулировка приборов автоматики, периодическая проверка температурного режима, проведение мелкого текущего ремонта.
Лекция №16. Охрана труда. Правовые основы охраны труда
Общие положения.
Эффективный и безопасный труд возможен только в том случае, если производственные условия на рабочем месте отвечают всем требованиям международных стандартов в области охраны труда.
В условиях становления рыночной экономики и социальной нестабильности обостряется проблема соблюдения прав работников на нормальные условия и охрану труда. В Российской Федерации в последние годы практически во всех отраслях народного хозяйства наблюдалась тенденция ухудшения условий труда, увеличения числа аварий, несчастных случаев на производстве, профессиональных заболеваний, сокращения продолжительности жизни. Например, уровень смертельного травматизма на производстве в России превышал аналогичные показатели развитых стран мира:
* Российская Федерация -- 0,139 (на 1000 работающих),
* США -- 0,054 (в 3 раза меньше);
* Финляндия -- 0,038 (в 4 раза меньше);
* Япония -- 0,02 (в 7 раз меньше);
* Великобритания -- 0,016 (в 10 раз меньше) Безопасность жизнедеятельности / Под ред. Э.А. Арустамова. - М., 2000. - С. 554 - 555. .
Причем уровень травматизма на предприятиях частного сектора, в кооперативах, товариществах с ограниченной ответственностью в 2 и более раза выше, чем на предприятиях государственного сектора.
В настоящее время ситуация несколько меняется в связи с тем, что внесены существенные изменения в основные нормативно-законодательные акты по обеспечению безопасности жизнедеятельности на производстве.
ЗАКОНОДАТЕЛЬСТВО ПО ОХРАНЕ ТРУДА
Право на безопасный труд закреплено в Конституции Российской Федерации (п.3 ст. 37) Конституция Российской Федерации. - М., 1999. - С. 16..
В области охраны труда на предприятиях и в учреждениях основными законодательными актами являются Трудовой кодекс РФ (ТК), Гражданский кодекс РФ и Федеральный закон «Об основах охраны труда в Российской Федерации».
Основные законодательные акты, обеспечивающие безопасные и безвредные условия труда, представлены Трудовым кодексом Российской Федерации. В частности, ст. 211 ТК РФ определяет государственные нормативные требования охраны труда; ст. 212 устанавливает правила по охране труда, обязательные для администрации; ст. 214 определяет основные правила по охране труда, обязательные для выполнения рабочими и служащими; ст. 215 запрещает ввод в эксплуатацию производственных объектов, не отвечающих требованиям охраны труда; ст. 217 рассматривает основные положения службы охраны труда в организации; ст. 221 устанавливает порядок выдачи средствами индивидуальной защиты работникам и т.д. Трудовой кодекс Российской Федерации от 30 декабря 2001 г. № 197-ФЗ // Собрание законодательства РФ. - 2002. - № 1 (ч.1). - Ст. 3.
Гражданский кодекс Российской Федерации устанавливает ответственность работодателей вследствие причинения вреда работнику на производстве (ст. 1064--1083), а также определяет формы и размер возмещения вреда, причиненного жизни и здоровью гражданина (ст. 1083--1101).
Вступивший в силу Федерального закона «Об основах охраны труда в Российской федерации» от 17 июля 1999 г. № 181-ФЗ Собрание законодательства РФ. - 1999. - № 29. - Ст. 3702. устанавливает правовые основы регулирования отношений в области охраны труда между работодателями и работниками.
Впервые в Российской Федерации на законодательном уровне рассматривается большой спектр вопросов, связанных с конкретным решением проблем охраны труда физических лиц, вступивших в трудовые отношения с работодателем. Действие названного Закона многосторонне и распространяется как на работодателей, так и работников, состоящих с работодателями в трудовых отношениях, а также на студентов и учащихся различных образовательных учреждений, проходящих производственную практику. Законодатель акцентирует внимание всех участников трудовых отношений на том, что при осуществлении указанными юридическими и физическими лицами любых видов деятельности, в том числе при организации производства и труда, требования охраны труда обязательны для исполнения.
Названный Закон определяет роль системы охраны труда в трудовых отношениях работодателя и работника. В том случае, если служба охраны труда либо специалист по охране труда в учреждении, организации отсутствует, работодатель должен заключать соответствующий договор со специалистами или с организациями, оказывающими услуги в области охраны труда. Работодатель обязан ознакомить работников с требованиями охраны труда и обеспечить такие условия труда на каждом рабочем месте, которые соответствовали бы требованиям охраны труда; проводить аттестацию рабочих мест по условиям труда. При заключении с работником трудового договора (контракта) закон обязывает работодателя осуществлять проведение за счет собственных средств обязательных предварительных медицинских осмотров (обследований) работников, равно как и периодических (в течение трудовой деятельности) внеочередных медицинских осмотров (обследований) работников по их просьбам в соответствии с медицинскими рекомендациями с сохранением за ними места работы (должности) и среднего заработка на время прохождения указанных медицинских осмотров. Вместе с тем, закон предписывает, что работник со своей стороны обязан проходить обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования). Особо подчеркивается, что работодатель обязан не допускать работников к выполнению ими трудовых обязанностей без прохождения обязательных медицинских осмотров, а также в случае медицинских противопоказаний.
Среди подзаконных актов по безопасности жизнедеятельности на производстве следует отметить постановления Правительства РФ и других федеральных органов исполнительной власти, например, Министерства труда и социального развития РФ, Министерства здравоохранения РФ, Комитета по строительной, архитектурной и жилищной политике РФ и т. п.
Постановлением Правительства Российской Федерации от 11 марта 1999 г. № 379 утверждено Положение о расходовании и учете несчастных случаев на производстве Собрание законодательства РФ. - 1999. - № 13. - Ст. 1595.
Постановление Министерства труда и социального развития РФ от 7 апреля 1999 г. № 7 утвердило Нормы предельно допустимых нагрузок для лиц моложе восемнадцати лет при подъеме и перемещении тяжестей вручную.
Во исполнение указанных постановлений в отраслях экономики разрабатывается нормативная и нормативно-техническая документация.
НОРМАТИВНАЯ И НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Нормативная документация определяет требования к условиям труда, т. е. к уровню вредных производственных факторов.
Нормативно-техническая документация обеспечивает защиту работающих от действия опасных и вредных факторов, определяет требования к производственному оборудованию и производственным помещениям, к организации и проведению технологических процессов, созданию и применению средств защиты.
Требования нормативной и нормативно-технической документации должны учитываться как на этапе эксплуатации сооружений, оборудования, средств защиты и проведения технологических процессов, так и на этапе их проектирования.
Нормативная документация представлена нормами и правилами Минздрава РФ и стандартами Госстандарта РФ. Нормативно-техническая документация включает правила, нормы, инструкции, стандарты. Нормы и правила по охране труда подразделяются на единые (федеральные), межотраслевые и отраслевые. Действия единых норм и правил распространяются на все отрасли народного хозяйства. Они принимаются федеральными директивными органами совместно или по соглашению с Федерацией профсоюзов и содержат важнейшие требования, единые для всего народного хозяйства. Аналогичный порядок принят для межотраслевых норм и правил, распространяющихся на несколько отраслей либо на отдельные виды производства или работ во всех отраслях. Отраслевые нормы и правила по охране труда учитывают специфику отдельных отраслей народного хозяйства и распространяются на все предприятия. Они утверждаются министерствами, органами государственного надзора совместно или по соглашению с ЦК профсоюза отрасли.
Инструкции по охране труда бывают типовыми (для рабочих основных предприятий), отраслевыми и действующими в масштабе предприятия. В настоящее время основными видами нормативно-технической документации является действующая система стандартов безопасности труда (ССБТ).
СИСТЕМА СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА
В рамках системы стандартов безопасности труда проводится взаимная увязка, систематизация всей существующей нормативной и нормативно-технической документации по безопасности труда, в том числе многочисленных норм и правил по технике безопасности и производственной санитарии как федерального, так и отраслевого значения, ССБТ представляет собой многоуровневую систему взаимосвязанных стандартов, направленную на обеспечение безопасности труда. ССБТ является нормативно-технической основой перехода от техники безопасности к безопасной технике.
Стандарты ССБТ могут быть государственными, отраслевыми и стандартами предприятий. Отраслевые стандарты (ОСТ) разрабатываются с учетом специфики отрасли и могут содержать требования более жесткие, чем в соответствующем государственном стандарте (снижение уровня требований в отраслевом стандарте по сравнению с требованиями в государственном федеральном стандарте не допускается). Такой же подход принят в стандартах предприятий (СТП), ССБТ включает следующие взаимоподчиняемые подсистемы.
Стандарты подсистемы «0» устанавливают цели, задачи, область распространения, структуру ССБТ и особенности согласования стандартов ССБТ, терминологии в области охраны труда, классификацию опасных и вредных производственных факторов, принципы организации работы по обеспечению безопасности труда в промышленности.
Объектами стандартизации на предприятиях являются: организация работ по охране труда; контроль состояния условий труда; планирование работ по безопасности труда; порядок стимулирования работы по обеспечению безопасности труда; организация обучения и инструктаж работающих по безопасности труда и всех других работ, которыми занимается служба охраны труда.
Стандарты подсистемы «1» устанавливают требования по видам опасных и вредных производственных факторов и предельно допустимые значения их параметров; методы контроля нормируемых параметров опасных и вредных производственных факторов.
Стандарты подсистемы «2» устанавливают общие требования безопасности к производственному оборудованию, требования безопасности к отдельным группам производственного оборудования; методы контроля выполнения требовании безопасности.
Стандарты подсистемы «3» устанавливают общие требования безопасности к производственным процессам; требования безопасности к отдельным группам технологических процессов, методы контроля выполнения требований безопасности.
Стандарты подсистемы «4» устанавливают классификацию средств защиты; методы контроля и оценки средств защиты, требования безопасности к ним.
Стандарты подсистемы «5» устанавливают требования безопасности к зданиям и сооружениям. В государственной системе стандартизации ССБТ относится к 12-му классу. Безопасность жизнедеятельности / Под ред. Э.А. Арустамова. - М., 2000. - С. 561 - 562.
ОРГАНИЗАЦИЯ И ФУНКЦИИ СЛУЖБ ОХРАНЫ ТРУДА НА ПРЕДПРИЯТИИ
Организация работы на предприятии по созданию здоровых и безопасных условий труда работающих, предупреждению несчастных случаев и профессиональных заболеваний возлагается на службу охраны труда. Она является самостоятельным структурным подразделением предприятия и подчиняется его непосредственному руководители или главному инженеру, проводит свою работу совместно с другими подразделениями предприятия и во взаимодействии с комитетом профсоюза, технической инспекцией труда и местными органами государственного надзора по плану, утвержденному руководителем или главным инженером предприятия.
Служба охраны труда в соответствии с возложенными на нее основными задачами выполняет следующие функции:
· проводит анализ состояния и причин производственного травматизма и профессиональных заболеваний, разрабатывает совместно с соответствующими службами мероприятия по предупреждению несчастных случаев на производстве и профессиональных заболеваний, а также контролирует их выполнение;
· организует работу по проведению паспортизации санитарно-технического состояния на рабочих местах по подразделениям предприятия;
· организует совместно с соответствующими службами предприятия разборку и выполнение комплексного плана улучшения условий труда, охраны труда и санитарно-оздоровительных мероприятий, а также участвует в разработке соглашений по труду;
· подготавливает и вносит руководству предприятия предложения по разработке и внедрению более совершенных конструкций, предохранительных устройств и других средств защиты от опасных производственных факторов;
· участвует в работе по внедрению стандартов безопасности труда и научных разработок по охране труда;
· проводит совместно с соответствующими службами предприятия и с участием профсоюзного актива проверки (или участвует в проверках) технического состояния зданий, сооружений, оборудования, эффективности работы вентиляционных систем, состояния санитарно-технических устройств, санитарно-бытовых помещений;
· контролирует правильность составления и своевременность представления заявок на приобретение спецодежды, спецоборудования и других средств индивидуальной защиты, а также оборудования и материалов для осуществления мероприятий по охране труда;
· оказывает помощь подразделениям предприятия в организации контроля состояния окружающей производственной среды;
· участвует в работе комиссий по приемке в эксплуатацию новых и после реконструкции объектов производственного назначения, оборудования и машин, проверяя выполнение требований по обеспечению здоровых условий труда;
· проводит вводный инструктаж и оказывает помощь в организации обучения работников по вопросам охраны труда в соответствии с ГОСТ 12.0.004-93 и действующими нормативными документами;
· участвует в работе аттестационной комиссии и комиссии по проверке знания специалистами правил и норм по охране труда, инструкций по технике безопасности.
В соответствии с ТК РФ организация обеспечения безопасности труда в подразделениях возложена на их руководителей. Они проводят инструктаж по охране труда на рабочих местах. Общую ответственность за организацию работ по охране труда несет руководитель предприятия, а в его отсутствие - главный инженер. В составе комитетов профсоюза предприятий имеются комиссии по охране труда, а в каждой подгруппе выбирается общественный инспектор по охране труда. Комиссии по охране труда организуют и проводят общественные смотры по охране труда и культуре производства, принимают участие в подготовке проектов соглашений по охране труда между администрацией и профсоюзной организацией, контролируют выполнение администрацией этих соглашений и законодательства о труде. Общественные инспектора подразделений осуществляют контроль охраны труда непосредственно на рабочих местах. Старшие общественные инспектора принимают участие в расследовании и документальном оформлении несчастных случаев на производстве.
ГОСУДАРСТВЕННЫЙ НАДЗОР И ОБЩЕСТВЕННЫЙ КОНТРОЛЬ ЗА СОБЛЮДЕНИЕМ ЗАКОНОДАТЕЛЬСТВА ПО ОХРАНЕ ТРУДА
Высший надзор за исполнением законов о труде и правил по охране труда министерствами и ведомствами, предприятиями, учреждениями, организациями и их должностными лицами возлагается на Генеральную прокуратуру РФ. Кроме того, контроль за охраной труда в нашей стране осуществляют и другие органы надзора. Контроль за охраной труда можно условно разделить на государственный, государственный профсоюзный, ведомственный, профсоюзный общественный, административно-общественный.
Государственный контроль за охраной труда образуется вышестоящими органами государственной власти Российской Федерации и автономных республик. Охрана труда. - М., 1999. - С. 64 - 65. Таковым является Федеральный горный и промышленный надзор России и его органы на местах (комитеты и инспекции).
В систему органов Федерального горного и промышленного надзора России входят специализированные инспекции:
* котлонадзор -- осуществляет надзор за сосудами, работающими под давлением свыше 0,7 атм (паровые котлы, баллоны со сжатыми и сжиженными газами, сатураторы и т. п.);
* газовый надзор -- проверяет правильность ведения работ по сооружению и содержанию газопроводов и газового оборудования;
* надзор за подъемно-транспортным оборудованием -- контролирует лифты, подъемники, краны и т. п.
Инженеры-инспекторы специализированных инспекций проводят регистрацию и техническое освидетельствование подконтрольного им оборудования, выдают разрешение на его эксплуатацию, контролируют соблюдение правил и норм по технике безопасности.
Контроль за охраной труда осуществляют также и специализированные инспекции отдельных министерств:
* Государственная инспекция по промышленной энергетике и энергонадзору (Госэнернонадзор) системы Министерства энергетики и электрификации РФ осуществляет контроль за электробезопасностью.
* Государственная инспекция безопасности дорожного движения Министерства внутренних дел РФ проверяет состояние, безопасность эксплуатации автомобилей и соблюдение правил дорожного движения.
* Санитарно-эпидемиологическая служба системы Министерства здравоохранения РФ (Госсанэпиднадзор) осуществляет государственный надзор за соблюдением гигиенических норм, санитарно-гигиенических и санитарно-противоэпидемиологических правил.
* Инспекция морского и речного регистров РФ контролирует постройку и безопасную эксплуатацию судов и других плавучих средств, а также следит за соблюдением правил судоходства на реках и озерах страны.
* Государственная пожарная служба организуется Министерством внутренних дел через Главное управление пожарной охраны и его местные органы. Она проверяет соблюдение правил противопожарной безопасности на объектах народного хозяйства.
Государственный профсоюзный контроль за охраной труда возложен на профсоюзы РФ. В их аппарате имеются специальные органы, которые осуществляют только государственный (не общественный) контроль за охраной труда.
Органами этого вида контроля являются технические инспекции профсоюзов.
Ведомственный контроль за охраной труда проводят министерства и ведомства. Они контролируют внутриведомственное соблюдение законодательства о труде. Для этого создают специальные службы охраны труда в виде отделов с аппаратом инженеров по охране труда, санитарных врачей и других специалистов.
Профсоюзный общественный контроль за охраной труда осуществляют общественные инспектора и комиссии по охране труда комитетов профсоюзов.
Комиссия по охране труда состоит из членов профсоюзов и возглавляет ее член профсоюзного комитета, а в цехе - член цехового комитета профсоюза. Председатель этой комиссии одновременно является старшим общественным инспектором предприятия по охране труда. Председатель комиссии не может быть лицом из администрации. Эта комиссия контролирует соблюдение администрацией законодательства о труде, участвует в подготовке и проверке выполнения соглашения по охране труда: изучает причины производственного травматизма, профессиональных заболеваний и т. д.
Для усиления контроля на производстве за соблюдением законов о труде на общих собраниях профгрупп избираются общественные инспектора по охране труда из числа членов профсоюза сроком па один год.
Общественный инспектор по охране труда контролирует проведение своевременного инструктажа рабочих по технике безопасности и производственной санитарии, проверяет исправность оборудования на рабочих местах, следит за своевременным обеспечением рабочих спецодеждой, немедленно сообщает старшому общественному инспектору о несчастных случаях на производстве, добивается от руководителей участков работ устранения обнаруженных нарушений законов о труде и т, п.
Административно-общественный контроль за охраной труда осуществляет администрация предприятия или организации совместно с профсоюзной организацией по схеме оперативного контроля.
Список литературы
1. Гуляев В.А., Иваненко В.П., Исаев Н.И. и др. Оборудование предприятий торговли и общественного питания. Полный курс: Учебник. /Под ред. проф. В.А. Гуляева/ - М.: ИНФРА, 2002.
2. Елхина В.Д., Журин А.А., Приничкина Л.П., Богачев М.К. Оборудование предприятий общественного питания. Том. 1. Механическое оборудование. 2-е изд. – М.: Экономика, 1987.
3. Черевко А.И., Попов Л.Н. Оборудование предприятий общественного питания. Том. 2. Торгово-технологическое оборудование. – М.: Экономика, 1988.
4. Золин В.П. Технологическое оборудование предприятий общественного питания. – М.: ИРПО; Академия, 2000.
5. Улейский Н.Т., Улейская Р.И. Механическое и тепловое оборудование предприятий общественного питания. Ростов н/Д: Феникс, 2000.
6. Гуляев В.А., Исаев Н.И., Крысин А.Г., Пеленко В.В. Оборудование предприятий торговли. Учебное пособие в 4-х частях. (ТЭИ СПб). 1994.
7. Улейский Н.Т., Улейская Р.И. Оборудование торговых предприятий. – Ростов н/Д: Феникс, 2001.
8. Лунин О.Г., Вельтищев В.Н., Калошин Ю.А. и др. Курсовое и дипломное проектирование. – М.: Пищевая промышленность, 1990.
9. Дикис М.Я., Мальский А.Н. Технологическое оборудование консервных заводов. – М.: Пищевая промышленность, 1969; 1961.
10. Справочник технолога плодоовощного консервного производства. Под ред. Рогачева В.И. – М.: Легкая и пищевая промышленность, 1983.
11. Чупахин В.М. Технологическое оборудование рыбоперерабатывающих предприятий. – М.: Пищевая промышленность, 1968 [1976].
12. Леонов И.Т., Чупахин В.М. Механизированные и автоматизированные линии. – М.: Пищевая промышленность, 1965.
13. Стефановская Н.В., Стефановкий В.М., Карпов В.И. и др. Процессы и аппараты рыбоперерабатывающих производств. – М.: Легкая и пищевая промышленность, 1984.
14. Ситников Е.Д. и др. Оборудование консервных заводов. – М.: Легкая и пищевая промышленность, 1981.
15. Ключников В.П. и др. Торговое оборудование. Справочник. – М.: Экономика, 1986.
16. Аминов М.С., Мурадов М.С., Аминова З.М. Технологическое оборудование консервных и овощесушильных заводов. – М.: Колос, 1996 [1986].
17. Маршалкин Г.А. Технологическое оборудование кондитерских фабрик. – М.: Легкая и пищевая промышленность, 1988.
| Организация предприятия общественного питания | |
|
Содержание Введение 1. Технико-экономическое обоснование 1.1 Экономико-географическая характеристика района деятельности предприятия 1.2 Расчёт ... Расчет количества холодильных камер, их емкость, площади и размеры приведен в разделе 3. В экспедиции комбината питания приняты 4 камеры - с расчётными площадями: В настоящее время широкое распространение получили электрофизические методы тепловой обработки пищевых продуктов: нагрев инфракрасными лучами (ИК-нагрев) и тепловая обработка в ... |
Раздел: Рефераты по экономике Тип: дипломная работа |
| Перевод на природный газ котла ДКВР 20/13 котельной Речицкого ... | |
|
Учреждение образования Гомельский государственный технический университет им. П. О. Сухого Факультет Энергетический Кафедра "Промышленная ... Для жидкостных котлов должно быть установлено не менее двух циркуляционных насосов с электрическим приводом, из которых один должен быть резервным. При этом основными объектами являются котельные агрегаты, в пределах которых автоматизируются процессы горения топлива, питания котла водой, непрерывной продувки котла. |
Раздел: Рефераты по физике Тип: дипломная работа |
| Проектирование ресторана "Лилия" на 50 мест | |
|
Введение Жизнь человека тесно связана с окружающей его средой: без воздуха человек может прожить около 3 мин., без воды - 3 дня, без пищи - немногим ... Горячий цех оснащен современным оборудованием: тепловым, холодильным, механическим и немеханическим: плитами, пищеварочными котлами, жарочными шкафами, электросковородами ... Линия теплового оборудования состоит из электроплит (предназначенных для приготовления в наплитных котлах первых блюд небольшими партиями, жарения, пассерования овощей ... |
Раздел: Рефераты по кулинарии Тип: дипломная работа |
| Автоматизация теплового пункта гражданского здания | |
|
... крупнейшим потребителем топливно-энергетических ресурсов в стране. От нормального функционирования этих систем зависят условия теплового комфорта в ... При закрытой системе теплоснабжения нагрев водопроводной воды для ГВС производится, как правило, в скоростных водоподогревателях. Защитные экраны (они должны быть заземлены) применяют в виде камер или шкафов, в которые помещают аппаратуру узла учета и электронный регулятор теплопотребления. |
Раздел: Рефераты по физике Тип: дипломная работа |
| Разработка проекта молодежного кафе высшей категории на 85 посадочных ... | |
|
План работы 1. Введение 2. Технико-экономическое обоснование предприятия 3. Технологические расчеты 3.1 Производственная программа 3.1.1 Расчет ... Продукция, используемая для приготовления блюд, перед отпуском не подвергается вторичной тепловой обработке, поэтому в цехе должны соблюдаться строгие санитарные требования ... Основные виды оборудования горячего цеха-плиты, пищеварочные котлы, жарочные шкафы, электрические сковороды, фритюрницы, пароконвекционые печи, холодильные шкафы, а также ... |
Раздел: Рефераты по кулинарии Тип: дипломная работа |