Дипломная работа: Проектирование токарного станка с числовым программным управлением повышенной точности
Важнейшим достижением научно-технического прогресса является комплексная автоматизация промышленного производства. В своей высшей форме – гибком автоматизированном производстве – автоматизация предполагает функционирование многочисленных взаимосвязанных технических средств на основе программного управления и групповой автоматизации производства. В связи с созданием и использованием гибких производственных комплексов механической обработки резанием особое значение приобретают станки с числовым программным управлением (ЧПУ).
В результате замены универсального неавтоматизированного оборудования станками с ЧПУ трудоемкость изготовления деталей оказалось возможным сократить в несколько раз (до 5 – в зависимости от вида обработки и конструктивных особенностей обрабатываемых заготовок).
В условиях мелкосерийного производства обычно применяются заготовки низкой точности, получаемые литьем в землю, свободной ковкой, из проката. Для эффективного использования станков с ЧПУ при получении деталей с высокими требованиями к их точности и шероховатости необходимо создавать станки высокой точности и шероховатости.
При проектировании станков с ЧПУ конструкторы решают задачи достижения максимальной производительности, высокой точности и надежности. Наибольшее влияние на особенности конструктивного исполнения станков оказывают те решения, которые направлены на повышение производительности за счет сокращения всех составляющих затрат рабочего времени: вспомогательного, основного, подготовительно-заключительного и времени обслуживания рабочего места.
Сокращение времени, которое затрачивается на установку, закрепление заготовки, снятие обработанной детали может быть достигнуто тремя способами:
- использованием быстродействующей оснастки;
- созданием удобных условий загрузки станка;
- совмещением времени обработки со временем загрузки-разгрузки.
Сокращение времени холостых действий явилось следствием решения многих сложных конструктивных задач. В современных танках скорость перемещения рабочих органов доведена до 10–12 м/мин. Одновременно в приводах подач расширен диапазон регулирования, возросла способность работать с перегрузками, сокращено время разгона и торможения.
Основное (машинное) время может быть сокращено, если на станке выполняют резание высоким и оптимальным режимами (скоростью резания, глубиной, подачей).
Станок для реализации такого резания должен иметь высокие силовые и скоростные характеристики привода главного движения; высокие жесткость и виброустойчивость; способность изменять по программе в широких пределах, лучше всего бесступенчато, скорость шпинделя и подачу. Точность станков повышают в результате специальных конструктивных решений и более точного исполнения механической части станка. В наивысшей степени достижению точности способствует оснащение станков устройствами обратной связи.
Ряд характерных черт в конструкции станков с ЧПУ (повышенная жесткость, отсутствие зазоров в кинематических цепях, трогание рабочих узлов с места, равномерность медленных перемещений) достигается благодаря особому исполнению шпиндельных узлов, направляющих исполнительных устройств, приводов подач, соединительных муфт. Широко применяются такие механизмы как гидростатические узлы: гидростатические направляющие, гидростатические опоры шпинделя, гидростатические пары винт-гайка.
Применение данных узлов позволяет существенно повысить точность станка, его долговечность и надежность. Это происходит за счет того, что в гидростатических узлах практически отсутствует трение, а значит и износ. Плавность перемещения узлов существенно повышается за счет отсутствия в гидростатических узлах трения покоя. Гидростатические опоры шпинделя позволяют снизить отклонения поверхностей изготавливаемых деталей от круглости, прямолинейности, соосности и т.д.
Данный дипломный проект ставит своей целью проектирование токарного станка с ЧПУ повышенной точности с гидростатическими опорами шпинделя.
1. Технологическая часть
1.1 Характеристика заготовки
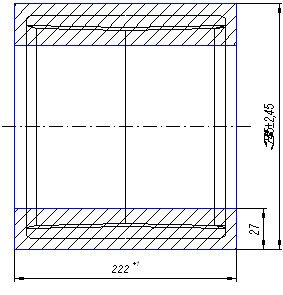
Рис. 1. Заготовка
Заготовкой для муфты является трубный прокат. Материал заготовки – Сталь 30ХГСА – легированная хромомартанцовистокремнивая. Ее характеристики:
Обрабатываемая деталь относится к телам вращения. Поверхность резьбы должна быть гладкой без заусенцев, рванин и других дефектов, нарушающих непрерывность резьбы и прочность соединения.
Эти требования обеспечиваются применением качественного инструмента, оптимальных режимов обработки и охлаждающей жидкости, а так же качественной заготовкой.
1.2 Характеристика детали
Обрабатываемая на данном станке деталь достаточно технологична:
1. обеспечена возможность нормального входа и выхода режущего инструмента из зоны резания, что предохраняет инструмент от поломки и 2. повышает производительность;
3. возможность хорошего визуального контроля и технических измерений в процессе обработки;
4. резьба выполняется на внутренней поверхности;
5. все обрабатываемые поверхности находятся в легкодоступных местах.
Расчет режимов резания
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Элементы режима резания обычно устанавливают в порядке, указанном ниже:
1) Глубина резания t: при черновой (предварительной) обработке назначают по возможности максимальную глубину, равную всему припуску на обработку или большей его части; при чистовой (окончательной) обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности;
2) Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности;
3) Скорость резания V рассчитывают по эмпирическим формулам, параметры которых устанавливаются в зависимости от конкретного вида обработки;
4) Под силой резания пронимают ее составляющие Pz, Px, Py.
Расчет
Расчет ведем по [20, стр246].
Определяем скорость резания
 , [м/мин],
, [м/мин],
где ![]() ,
, - коэффициент
обрабатываемости стали,
- коэффициент
обрабатываемости стали,![]() МПа, nм, Kпv – коэффициент учитывающий влияние материала заготовки; Kиv – коэффициент учитывающий влияние
материала инструмента; K
МПа, nм, Kпv – коэффициент учитывающий влияние материала заготовки; Kиv – коэффициент учитывающий влияние
материала инструмента; K![]() v – коэффициент
учитывающий влияние углов в плане; Krv – коэффициент
учитывающий влияние радиуса при вершине; Cv – постоянная; m; x; y – показатели
степени.
v – коэффициент
учитывающий влияние углов в плане; Krv – коэффициент
учитывающий влияние радиуса при вершине; Cv – постоянная; m; x; y – показатели
степени.
Определяем силы резания
![]() , [Н],
, [Н],
где ![]() ,
,  ,
, ![]() МПа, n – показатель степени, Kмp; К
МПа, n – показатель степени, Kмp; К![]() р; К
р; К![]() р; К
р; К![]() р; Кrp - коэффициенты,
учитывающие влияние геометрических параметров режущей части инструмента на
составляющие силы резания; Cp – постоянная; x; y; n – показатели
степени.
р; Кrp - коэффициенты,
учитывающие влияние геометрических параметров режущей части инструмента на
составляющие силы резания; Cp – постоянная; x; y; n – показатели
степени.
![]() , [Н],
, [Н],
![]() , [Н],
, [Н],
Определяем мощность резания
 , [кВт].
, [кВт].
Основное (технологическое) время обработки детали
 ;
;
где L=![]() – расчетная
длина рабочего хода инструмента, мм; l – длина
обрабатываемой поверхности, мм;
– расчетная
длина рабочего хода инструмента, мм; l – длина
обрабатываемой поверхности, мм; ![]() - величина врезания
инструмента, мм;
- величина врезания
инструмента, мм; ![]() – величина
перебега инструмента, мм; n – частота вращения шпинделя, об/мин;
– величина
перебега инструмента, мм; n – частота вращения шпинделя, об/мин; ![]() – подача на оборот
шпинделя, мм/об; I – число проходов инструмента.
– подача на оборот
шпинделя, мм/об; I – число проходов инструмента.
Для расчета была написана программа в Microsoft Excel. Результаты сведены в таблицы.
2 переход: подрезка торца в размер 218 мм.
Исходные данные:
* Обрабатываемый материал: Сталь 30ХГСА.
* Вид обработки: подрезка торца.
* Материал режущей части: Т15К6.
* Стойкость инструмента: Т=90 мин.
Таблица 1. Режимы резания (2 переход)
|
|
840 | Мпа |
Ср |
300 | L= | 31 | мм | ||||
|
Сv |
476 | t | 1 | мм | I= | 2 | |||||
| T | 90 | мин | s | 0,6 | мм/об |
To= |
0,33 | мин | |||
| t | 1 | мм | v | 216,1 | м/мин | ||||||
| S | 0,6 | мм/об |
кp |
1,3 | |||||||
| m | 0,2 | x | 1 | ||||||||
| x | 0,15 | y | 0,75 | ||||||||
| y | 0,45 | n | -0,15 | ||||||||
|
кmv |
0,71 |
кmp |
1,09 | ||||||||
|
кnv |
0,9 |
|
1,10 | ||||||||
|
киv |
1,15 |
|
1,25 | ||||||||
|
|
1,2 |
|
1,00 | ||||||||
|
кv |
0,89 |
|
0,87 | ||||||||
|
кr |
0,8 |
Pz |
1189,3 | Н | |||||||
|
nv |
1 |
Px |
356,8 | H | |||||||
| V | 216,1 | м/мин |
Py |
594,6 | H | ||||||
| D | 221,3 | мм | N | 4,2 | кВт | ||||||
| n | 311 | об/мин |
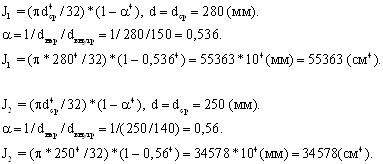
3 переход: черновое растачивание отверстия до ![]() 215 мм.
215 мм.
Исходные данные:
* Обрабатываемый материал: Сталь 30ХГСА.
* Вид обработки: растачивание отверстия.
* Материал режущей части: Т15К6.
* Стойкость инструмента: Т=90 мин.
Таблица 2. Режимы резания (3 переход)
|
|
840 | Мпа |
Ср |
300 | L= | 111 | мм | |||
|
Сv |
476 | t | 2 | мм | I= | 6 | ||||
| T | 90 | Мин | s | 0,5 | мм/об |
To= |
4,38 | мин | ||
| t | 2 | Мм | v | 211,4 | м/мин | |||||
| S | 0,5 | мм/об |
кp |
1,3 | ||||||
| m | 0,2 | x | 1 | |||||||
| x | 0,15 | y | 0,75 | |||||||
| y | 0,45 | n | -0,15 | |||||||
|
кmv |
0,71 |
кmp |
1,09 | |||||||
|
кnv |
0,9 |
|
1,10 | |||||||
|
киv |
1,15 |
|
1,25 | |||||||
|
|
1,2 |
|
1,00 | |||||||
|
кv |
0,89 |
|
0,87 | |||||||
|
кr |
0,8 |
Pz |
2081,4 | Н | ||||||
|
nv |
1 |
Px |
624,4 | H | ||||||
| V | 211,4 | м/мин |
Py |
1040,7 | H | |||||
| D | 221,3 | Мм | N | 7,2 | кВт | |||||
| n | 304 | об/мин |
4 переход: чистовое растачивание отверстия до ![]() 217 мм.
217 мм.
Исходные данные:
* Обрабатываемый материал: Сталь 30ХГСА.
* Вид обработки: растачивание отверстия.
* Материал режущей части: Т15К6.
* Стойкость инструмента: Т=90 мин.
Таблица 3. Режимы резания (4 переход)
|
|
840 | Мпа |
Ср |
300 | L= | 111 | мм | |||
|
Сv |
476 | t | 0,5 | мм | I= | 7 | ||||
| T | 90 | Мин | s | 0,8 | мм/об |
To= |
3,21 | мин | ||
| t | 0,5 | Мм | v | 210,6 | м/мин | |||||
| S | 0,8 | мм/об |
кp |
1,3 | ||||||
| m | 0,2 | x | 1 | |||||||
| x | 0,15 | y | 0,75 | |||||||
| y | 0,45 | n | -0,15 | |||||||
|
кmv |
0,71 |
кmp |
1,09 | |||||||
|
кnv |
0,9 |
|
1,10 | |||||||
|
киv |
1,15 |
|
1,25 | |||||||
|
|
1,2 |
|
1,00 | |||||||
|
кv |
0,89 |
|
0,87 | |||||||
|
кr |
0,8 |
Pz |
740,7 | Н | ||||||
|
nv |
1 |
Px |
222,2 | H | ||||||
| V | 210,6 | м/мин |
Py |
370,3 | H | |||||
| D | 221,3 | Мм | N | 2,5 | кВт | |||||
| n | 303 | об/мин |
5 переход: черновое нарезание резьбы.
Исходные данные:
* Обрабатываемый материал: Сталь 30ХГСА.
* Вид обработки: нарезание резьбы.
* Материал режущей части: Т15К6.
* Стойкость инструмента: Т=90 мин.
Таблица 4. Режимы резания (5 переход)
|
|
840 | Мпа |
Ср |
300 | L= | 111 | мм | |||
|
Сv |
476 | t | 0,5 | мм | I= | 3 | ||||
| T | 90 | Мин | s | 5,08 | мм/об |
To= |
0,85 | мин | ||
| t | 0,5 | Мм | v | 53,5 | м/мин | |||||
| S | 5,08 | мм/об |
кp |
1,1 | ||||||
| m | 0,2 | x | 1 | |||||||
| x | 0,15 | y | 0,75 | |||||||
| y | 0,45 | n | -0,15 | |||||||
|
кmv |
0,71 |
кmp |
1,09 | |||||||
|
кnv |
0,9 |
|
0,89 | |||||||
|
киv |
1,15 |
|
1,25 | |||||||
|
|
0,7 |
|
1,00 | |||||||
|
кv |
0,52 |
|
0,87 | |||||||
|
кr |
0,8 |
Pz |
2944,4 | Н | ||||||
|
nv |
1 |
Px |
883,3 | H | ||||||
| V | 53,5 | м/мин |
Py |
1472,2 | H | |||||
| D | 221,3 | Мм | N | 2,6 | кВт | |||||
| n | 77 | об/мин |
6 переход: чистовое нарезание резьбы.
* Обрабатываемый материал: Сталь 30ХГСА.
* Вид обработки: нарезание резьбы.
* Материал режущей части: Т15К6.
* Стойкость инструмента: Т=90 мин.
Таблица 5. Режимы резания (6 переход)
|
|
840 | Мпа |
Ср |
300 | L= | 111 | мм | |||
|
Сv |
476 | t | 0,1 | мм | I= | 1 | ||||
| T | 90 | мин | s | 5,08 | мм/об |
To= |
0,22 | мин | ||
| t | 0,1 | Мм | v | 68,1 | м/мин | |||||
| S | 5,08 | мм/об |
кp |
1,1 | ||||||
| m | 0,2 | x | 1 | |||||||
| x | 0,15 | y | 0,75 | |||||||
| y | 0,45 | n | -0,15 | |||||||
|
кmv |
0,71 |
кmp |
1,09 | |||||||
|
кnv |
0,9 |
|
0,89 | |||||||
|
киv |
1,15 |
|
1,25 | |||||||
|
|
0,7 |
|
1,00 | |||||||
|
кv |
0,52 |
|
0,87 | |||||||
|
кr |
0,8 |
Pz |
5670,9 | Н | ||||||
|
nv |
1 |
Px |
1701,3 | H | ||||||
| V | 68,1 | м/мин |
Py |
2835,5 | H | |||||
| D | 221 | Мм | N | 6,3 | кВт | |||||
| n | 98 | об/мин |
Затем производится второй установ, и переходы повторяются.
2. Конструкторская часть
Специальный токарный станок с ЧПУ, спроектированный на базе станка модели РТ735Ф3 предназначен для обработки деталей трубных соединений, муфт, ниппелей, переходников и переводников. Он может быть использован в серийном производстве в цехах машиностроительных заводов и других отраслях промышленности.
На станке возможны следующие виды обработки: наружное точение, расточка, торцовка, нарезка конической резьбы внутренней и наружной по ГОСТ 631–63; 632–64; 633–63. На станке можно обрабатывать заготовки из проката и штамповки.
Марка материала инструмента Т15К6 (станок предназначен для обработки инструментом фирмы «Coramant»), виды инструмента: пластины, гребенки.
Таблица 6. Режимы резания
| Вид обработки | Наружное точение | Расточка | Нарезка резьбы | ||||
| Диаметр обработки | D, мм | 350 | 120 | 320 | 90 | 320 | 120 |
|
Ширина резания (шаг резьбы) |
T, мм | 4 | 4 | 4 | 4 |
6,35; 5,08; 3,175 |
|
| Подача | S, мм/об | 0,2 | 0,2 | 0,2 | 0,2 | 0,1-толщина слоя | |
| Скорость резания | V, м/мин | 80/200 | 80/200 | 80/200 | |||
| Частота вращения | N, об/мин | 72/181 | 212/531 | 79,6/199 | 283/707 | 79,6/199 | 212/398 |
Класс точности станка – П по ГОСТ 8–77.
2.2 Описание, назначение и принцип действия основных узлов и механизмов станка
Вращение изделия
От электродвигателя постоянного тока, расположенного с задней стороны бабки изделия, через клиновые ремни и приводной шкив, передающий движение первому валу бабки изделия шпиндель получает вращение.
Станина
Станина станка изготовлена из двух частей. Каждая часть имеет продольные и поперечные ребра, обеспечивающие станине необходимую жесткость.
Верхняя часть крепится к нижней болтами и фиксируется штифтами.
Станина имеет две плоские накладные направляющие прямоугольной формы, между которыми расположен ходовой винт, осуществляющий подачи каретки.
Накладные направляющие изготовлены стальными и закалены.
В нижнем корпусе станины имеется внутренняя емкость, служащая резервуаром для сбора и размещения СОЖ.
С правого торца станины установлен выдвижной транспортер стружки и смонтирована станция подачи охлаждающей жидкости.
Электродвигатель главного привода с подмоторной плитой установлен на фундамент с задней стороны станины. Натяжение ремней осуществляется с помощью специального винта.
Ограждение
Ограждение предназначено для защиты работающих от стружки, брызг охлаждающей жидкости и закрывает вращающиеся части главного привода.
Зона обработки защищена двумя подвижными кожухами, в которых имеются специальные окна для наблюдения за процессом обработки и освещения зоны резания.
На правом подвижном щитке расположен пульт управления, а также имеется специальное окно для механизма загрузки.
Пара винтовая продольных подач
Пара винтовая продольных подач предназначена для продольного перемещения каретки станка и включает в себя шариковую винтовую пару и две опоры. Обе подобны по конструкции и включают в себя корпус, два упорных подшипника, радиальный подшипник, комплект тарельчатых пружин и устройства регулировки натяга тарельчатых пружин.
Применение упорных подшипников в сочетании с устройством предварительной их затяжки обеспечивает получение высокой жесткости опор и винтовой пары в целом.
Левая пара используется для крепления привода продольной передачи.
Конструкция гайки винтовой пары позволяет производить регулировку зазора.
Бабка передняя
Механизм бабки передней предназначен для передачи вращения от двигателя к шпинделю, а также для крепления изделия в патроне.
Корпус бабки установлен на левой головной части станины.
Поворот корпуса осуществляется при помощи установочных распорных винтов, которые установлены в кронштейне, закрепленном на левом торце станины станка.
Выбор необходимых оборотов шпинделя осуществляется автоматически по программе.
Смазка механизмов бабки передней осуществляется от централизованной системы смазки. Масло по трубопроводу поступает к маслораспределителю в корпусе бабки, и далее к точкам смазки и маслоуказателю.
Упоры управления
Упоры управления предназначены для подачи сигналов по пути от подвижных органов станка – каретки и ползушки по координатам Z и X.
В комплект упоров по каждой координате входит планка с пазами, упоры и электропереключатели. По координате Z на станине установлена метрическая линейка, а на каретке – указатель.
По координате X планка с пазами крепится к ползушке, электроконтактный переключатель установлен неподвижно на каретке.
По координате Z линейка с пазами закреплена к станине неподвижно, электороконтактный переключатель перемещается вместе с кареткой.
Для определения положения каретки относительно нулевой точки на планке по координате Z установлен флажок, который замыкает бесконтактный выключатель при переходе нулевой точки вправо. Замкнутый конечный выключатель блокирует кнопку возврата каретки в нулевую точку по оси Z. Для возврата каретки в нулевую точку по оси Z необходимо возвратить ее в ручном режиме в левую зону от упора нулевого положения. После этого можно нажатием кнопки переместить каретку в нулевую точку по оси Z.
Привод поперечных подач
Привод поперечных подач располагается на верхней стенке каретки и включает в себя переходной фланец, соединительную предохранительную муфту и электродвигатель.
Пара винтовая поперечных подач
Пара винтовая поперечных подач (63*10) предназначена для перемещения поперечного верхнего суппорта и базируется в корпусе каретки.
Верхняя опора включает в себя два упорных подшипника, игольчатый подшипник, тарельчатую пружину и устройство регулировки натяга тарельчатой пружины.
Нижняя опора включает один радиальный шарикоподшипник.
Конструкция гайки позволяет производить регулировку зазора в винтовой паре.
На нижнем конце винта имеется квадрат под ключ для вращения винта вручную.
Смазка винтовой пары и ее опор централизованная от станции смазки.
Центратор
Центратор предназначен для центрирования заготовки относительно оси шпинделя и подачи ее в патрон. По окончании обработки центратор захватывает деталь в патроне и подает ее в разгрузочный лоток механизма загрузки.
Центратор содержит корпус, в котором расположен механизм центрирования заготовки.
Центрирование (зажим) производится по внутреннему диаметру заготовки перемещением плунжеров от тарельчатых пружин. Разжим заготовки осуществляется пневмоцилиндром.
Центратор расположен на резцовой головке и работает в автоматическом цикле.
Головка резцовая
На станке установлена 6-и позиционная резцовая головка с осью, перпендикулярной оси шпинделя.
Резцовая головка предназначена для закрепления инструментальных оправок и центратора.
Головка содержит корпус, выполненный в виде полого стакана и промежуточного основания, на котором крепятся и устанавливаются сменные инструментальные оправки, центратор, фиксирующее устройство, механизм поворота и зажимы резцов головки, командоаппарат, электрически связанный с системой управления. Для гашения ударов при повороте и фиксации в головке предусмотрено демпфирующее устройство.
Фиксирующее устройство резцовой головки содержит две полумуфты с круговым зубом.
Одна из полумуфт жестко закреплена на основании, а другая прикреплена к корпусу.
Для предварительной фиксации головка снабжена шестью упорами одностороннего действия.
Механизм поворота смонтирован на центральном валу, жестко связанном со стаканом и основанием. Поворот резцовой головки осуществляется от встроенного электродвигателя через дифференциальный механизм. Зажим головки осуществляется через трапециидальный 3-х заходный винт.
Камандоаппарат головки содержит семь микропереключателей, из которых шесть служат для подачи команды электродвигателю на реверс, а седьмой для контроля зажима головки в необходимый позиции.
Поворот головки из исходного положения в заданное осуществляется посредством включения электродвигателя по программе или переключателем на пульте управления (при настройке).
Движение от электродвигателя через дифференциальный механизм и промежуточные передачи передается винтовой паре механизма зажима. При вращении винтовой пары корпус головки поднимается и расцепляется с полумуфтой сцепления, закрепленной на основании. После расцепления головка поворачивается до заданного положения, контролируемого одним из шести микропереключателей. При срабатывании одного из микропереключателей дается команда на реверс электродвигателя и соответственно корпуса резцовой головки.
Корпус головки поворачивается до жесткого упора и затем зажимается в заданном положении, что контролируется микропереключателем.
Конструкция резцовой головки предусматривает производить настройку, поворот и зажим ее вручную. Для этого на валу дифференциального механизма предусмотрен квадрат под ключ.
В основании головки подается СОЖ, которая через каналы корпус подается в инструментальные блоки и далее на резец в зону резания.
Смазка трущихся поверхностей головки осуществляется консистентной смазкой.
Блоки инструментальные
В комплект инструментальных блоков входят оправки трех наименований:
– оправки расточные;
1. оправки резьбовые;
2. оправки торцовые.
Оправки расточные и резьбовые рассчитаны для обработки изделий трех типоразмеров.
Приспособление для выставки инструмента
Приспособление для выставки инструмента выполнено на базе прибора БВ-2010 и предназначено для размерной настройки вне станка режущего инструмента в оправках по заданным размерам в двух горизонтальных координатах.
Выставка режущей кромки инструмента по вертикали осуществляется за счет смещения объектива до резного изображения в приборе.
Приспособление поставляется с подставками для крепления и выставки режущего инструмента.
Каретка
Каретка предназначена для обеспечения перемещения режущего инструмента в продольном и поперечном направлениях. Устанавливается на направляющих станины. Удерживается каретка относительно направляющих планками, прикрепленными к плоскости корпуса каретки.
На верхней части плоскости каретки выполнены две вертикальные направляющие качения под верхний суппорт, которые выполнены в виде накладных стальных закаленных пластинок, жестко прикрепленных к корпусу каретки.
В качестве элементов качения приняты танкетки, две из которых жестко прикреплены к верхнему суппорту, а две другие выполнены подпружинными. Верхний суппорт относительно направляющих удерживается привертными планками.
Защита от попадания стружки и охлаждающей жидкости на направляющие верхнего суппорта обеспечивается щитками, прикрепленными к верхнему торцу верхнего суппорта. Дополнительно на торцах верхнего суппорта установлены войлочные и резиновые уплотнения.
Защита направляющих станины под каретку осуществляется посредством скребков, войлочных и резиновых уплотнений.
Для защиты винта продольной подачи к торцам корпуса каретки прикреплены щитки. Левый щиток заходит под шпиндельную бабку и закрывает винт на всей длине хода каретки.
Смазка направляющих станины под каретку, направляющих под верхний суппорт осуществляется от станции централизованной дозаторной смазки. Для этой цели в корпусе каретки и верхнем суппорте выполнены маслопроводы, соединенные между собой и станцией централизованной смазки гибкими шлангами через дозаторы.
Каретка является несущим узлом для ряда узлов и деталей.
На верхней части каретки смонтированы: коробка конечных переключателей, направляющие под верхний суппорт, винт поперечной подачи, верхний суппорт. На верхнем торце корпуса каретки прикреплен кронштейн электропроводки, механизм поперечной подачи и др.
Нижняя плоскость корпуса каретки слева используется для крепления гайки винта продольной подачи.
Для монтажа электропроводки в корпусе каретки предусмотрены отверстия, пазы и выемки.
На верхнем суппорте смонтированы резцовая головка и поперечные упоры, а так же трубопровод подачи охлаждающей жидкости, смазки, подвод электрики и пневматики.
Привод продольных подач
Привод продольных подач располагается с левого торца станины и крепится к передней опоре винта продольной подачи. Привод включает в себя переходный фланец, соединительную предохранительную муфту и электродвигатель.
Соединительная предохранительная муфта включает в себя две втулки, жестко соединенные соответственно с валом электродвигателя и концом винта, направляющую втулку, два стянутых болтами диска и срезной штифт. Наличие фрикционной связи в сочетании со срезным штифтом, обеспечивает беззазорное сочленение втулок при работе с номинальными нагрузками и отключение привода при больших нагрузках.
Охлаждение
Охлаждение предназначено для подачи охлаждающей жидкости на режущий инструмент в зоне резания и включает в себя гидробак с насосом, механизм подводки к верхнему суппорту каретки и подвижную систему трубопроводов на верхнем суппорте.
Гидробак с насосом располагаются с правого торца станины. Подводка охлаждающей жидкости к каретке и верхнему суппорту осуществляется посредством гибких шлангов, расположенных в защитных кожухах. Подача СОЖ производится к шестипозиционной резцовой головке, и через распределитель в шпиндель передней бабки.
Патрон поворотный
Патрон поворотный предназначен для закрепления заготовки и ее поворота после обработки одного из концов без раскрепления.
По своей конструкции патрон представляет собой стальной цилиндрический корпус с ребрами жесткости и окнами, в котором смонтирована поворотная часть с клиновым механизмом зажима.
Поворотная часть от гидравлических цилиндров при помощи реечного зацепления поворачивается на 180о.
Механизм зажима заготовки выполнен двухрядным с шестью кулачками в каждом ряду с гидравлическим приводом.
Для зажима заготовок различных диаметров в кулачки патрона устанавливаются сменные вставки.
Работа патрона осуществляется как в автоматическом цикле по заданной программе, так и в ручном с пульта управления.
Электротрубомонтаж
Электротрубомонтаж по станку ведется в нише станины. Электропроводка к каретке осуществляется посредством гибких шлангов.
Пульт ЧПУ устанавливается спереди станка в левой стороне и соединяется со станком гибкими связями, что позволяет устанавливать пульт ЧПУ в зависимости от конкретных условий.
2.3 Техническая характеристика гидрооборудования и системы смазки
Таблица 7. Техническая характеристика
| Наименование параметров | Данные |
| Марка масла, заливаемого в станцию гидропривода и станцию механизма уравновешивания | Масло турбинное – 22 ГОСТ 32–74 |
| Марка масла, заливаемого в централизованную циркуляционную станцию смазки | |
| Марка масла, заливаемого в централизованную импульсную станцию смазки | Масло ВНИИ НП-401 ГОСТ 11058–64 |
|
Тип станции гидропривода и станции механизма уравновешивания – рабочее давление станции гидропривода, кгс/см2 11. рабочее давление станции механизма уравновешивания, кг/см2 12. максимальная производительность станции гидропривода и станции механизма уравновешивания, л/мин |
Г48–83 10…45 10…30 26 |
2.4 Техническое описание УЧПУ 2Р22
Назначение
Устройство числового программного управления 2Р22 предназначено для управления металлообрабатывающими станками.
По защищенности от воздействия окружающей среды, устройство предназначено для работы в механических цехах машиностроительных заводов в стационарных условиях.
Технические данные
1. По виду обработки геометрической информации устройство является контурно-позиционным с жёстким заданием алгоритмов управления на базе микро-ЭВМ «Электроника МС 1201.02».
2. Устройство обеспечивает одновременное управление с круговой и линейной интерполяцией по двум координатам,
3. Устройство обеспечивает одновременное управление по трём координатам (тип формообразования определяется программным обеспечением).
4. Устройство обеспечивает нарезание резьбы на конических и цилиндрических поверхностях.
5. Устройство обеспечивает задание следующих режимов работы с клавиатуры пульта управления:
3. автоматический ввод;
4. покадровый ввод;
5. ввод констант;
6. ввод внешних носителей информации;
7. поиск кадра;
8. ручное управление;
9. фиксированное положение;
10. выход в исходное положение;
11. вывод на внешний носитель информации.
3. Устройство обеспечивает ввод информации:
12. с пульта устройства управления;
13. с фотосчитывающего устройства;
14. с кассетного накопителя на магнитной ленте «Искра 005–33» (в дальнейшем КНМЛ);
15. с ЭВМ высшего ранга.
4. Устройство обеспечивает вывод информации:
16. на блок отображения символьной информации (БОСИ);
17. на перфоратор ПЛ-150М;
18. на КНМЛ «Искра 005–33»;
19. на ЭВМ высшего ранга.
5. Устройство обеспечивает выдачу сигналов аналоговых напряжений 10 вольт постоянного тока для управления приводами подачи.
Параметры ЦАП:
20. диапазон преобразований – 10000;
21. погрешности преобразования в диапазоне от 0 до 1 мВ не более 50%;
22. погрешности преобразования в диапазоне от 1 до 5 мВ не более 10%;
23. погрешности преобразования в диапазоне от 5 до 10 мВ не более 3%.
1) Устройство в зависимости от ПО обеспечивает приём аналоговых сигналов напряжением 10 В постоянного тока для цепи адаптивного управления.
Параметры АЦП:
24. диапазон преобразования 1024;
25. погрешности преобразования в диапазоне от 0 до 78 мВ не более 2%;
26. погрешности преобразования в диапазоне от 78мВ до 10В не более 4%;
1) Устройство обеспечивает хранение программного обеспечения в репрограмируемом постоянном запоминающем устройстве РПЗУ.
4. Связь устройства со станком кабельная. Длина кабеля не более 30 м.
5. Электрическое питание устройства осуществляется переменным трёхфазным током с напряжением 380 В при отклонении от -15 до +10% и частотой 50 Гц при отклонении от -1 до +1%.
6. Потребляемая устройством мощность не более 0,9 кВ А.
7. Время готовности к работе не более 10 минут.
8. Количество управляемых координат и ЦАП – 4.
9. Количество обменных дискретных сигналов 160.
10. Параметры входных дискретных сигналов:
27. уровень логического нуля от 0 до 2 В;
28. уровень логической единицы от 18 до 24 В;
29. входной ток не более 30 мА.
11. Параметры выходных дискретных сигналов:
30. коммутируемый ток не более 0,2 А;
31. коммутируемое напряжение не более 24 В.
12. Ёмкость памяти ЗУ без сохранения информации при отклонении питания не менее 8 Кбайт. Ёмкость памяти ЗУ с сохранением информации 8 Кбайт. Время сохранения информации 120 п.
13. Програмоносителями являются:
32. восьмидорожковая перфорирования лента;
33. магнитная кассета РК (тип 490) или кассета аналогичного типа.
14. Устройство, обеспечивающее индикацию на БОСИ с информационной ёмкостью 8 или 16 строк по 32 символа следующей информации:
34. технологической программой;
35. размеры инструмента;
36. смещением нуля отчета;
37. текущей координаты;
38. режимов работы;
39. причины останова или сбоя.
15. Максимальное перемещение по координатам: 9999,999 мм.
16. Максимальное смещение нуля отсчёта по каждой координате 9999,999 мм.
17. Коррекция инструмента 9999,999 мм.
18. Максимальный шаг резьбы – 40 мм.
19. Число постоянных установок – 32.
20. ПО устройства обеспечивает выполнение дополнительных функций:
40. возврат на траекторию;
41. цикл разгона и торможения;
42. коррекция рабочих подач;
43. обработку УП с повторением рабочей её части;
44. ввод параметров станка в память;
45. редактирование управляющей программой;
46. режим автоматической компенсации люфта при реверсе;
47. диагностика функциональных узлов;
48. задание величины перемещений в абсолютных и относительных координатах с программированием десятичной точки;
49. задание величины подач в мм/мин или в мм/об, частоту вращения шпинделя в об/мин;
50. дискретность задачи перемещения: 0,001 мм или 0,1 мм;
51. переменную структуру слова, нули в старших разрядах можно опускать;
52. время выдержки непосредственно в десятых долях секунды;
53. отработку постоянных циклов записанных в РПЗУ;
54. реализацию функций электроавтоматики станка.
Канал адаптивного управления
Станки с ЧПУ применяются при производстве деталей небольших серий, когда задача оптимизации процесса обработки не может быть решена на основе предварительной обработки режимов резания с учетом статистических данных. Наиболее целесообразным путем ее решения является применение АС.
В зависимости от условий технологического процесса механической обработки в качестве критерия адаптивного управления могут быть выбраны следующие технологические показатели: заданной точности, шероховатости обработки, качества поверхностного слоя, устойчивости процесса резания (работа без автоколебаний), прочности инструмента (детали), постоянства силовых параметров процесса резания (N, Р и др.).
В зависимости от условий технологического процесса механической обработки в качестве критерия адаптивного управления могут быть выбраны следующие технологические показатели: заданной точности, шероховатости обработки, качества поверхностного слоя, устойчивости процесса резания (работа без автоколебаний), прочности инструмента (детали), постоянства силовых параметров процесса резания (N, Р и др.).
В нашем случае в АС используется принцип поддержания на постоянном уровне силовых параметров – составляющих силы резания. В этих условиях стабилизируется нагрузка на инструмент, улучшаются условия его работы, повышается точность обработки и другие параметры процесса резания.
Для контроля величины составляющих силы резания применяется датчика давления и пульсации давления ЛХ-417 показано на листе 13.
2.5 Техническая характеристика станка
Таблица 8. Техническая характеристика станка
| Наименование параметров | Данные |
| Наибольший диаметр устанавливаемого изделия, мм | 351 |
| Наименьший диаметр устанавливаемого изделия, мм | 140 |
| Наименьшая длина обработанного изделия, мм | 180 |
| Пределы частот вращения, об/мин | 6,3…630 |
| Регулирование частот вращения шпинделя | бесступенчатое |
| Количество фиксированных позиций резцовой головки | 6 |
| Наибольшее количество одновременно устанавливаемых оправок резцовых в головке резцовой | 5 |
|
Пределы подач по осям координат, мм/мин по оси X по оси Y |
1,0…2000 1,0…2000 |
|
Быстрые перемещения по осям координат, мм/мин по оси X по оси Y |
до 9500 до 10000 |
| Виды нарезаемых резьб |
цилиндрическая, коническая, трапецеидальная (левая, правая) |
| Пределы шагов нарезаемых резьб, мм | 0,1…39,99 |
| Наибольшая продольная подача при нарезании резьб, мм/мин | 4000 |
| Наибольшая длина ходов суппортов, мм |
850 450 |
| Конец шпинделя фланцевого по ГОСТ 12595–72 | 1–11М |
| Наибольшее усилие резания, Н | 9500 |
|
Габаритные размеры станка с электро- и гидрооборудованием (без загрузочного устройства), мм длина ширина высота |
7550 3350 2380 |
| Масса станка без выносного электрогидрооборудования и съемных частей (не более), кг | 16500 |
| Масса станка в полном комплекте, кг | 23000 |
2.6 Эстетика и эргономика
Токарный станок с ЧПУ модели РТ735Ф3 отвечает требованиям эстетики и эргономики. Окраска станка соответствует требованиям психофизиологии зрения и техники безопасности. Зеленый цвет оказывает тонизирующее воздействие, исключает монотонность. Размеры станка рассчитаны на средний рост 165 см, что отвечает физиологическим требованиям человека и комфортным условиям труда. Удобное расположение механизмов управления и сигнализации способствуют повышению производительности труда, безопасности работы на станке. Защитный кожух, закрывающий зону обработки, придает станку большую статичность и улучшает объемно-пространственную структуру станка.
Простота и пропорциональность форм станка обеспечивают удобное обслуживание и экономичность станка.
2.7 Обоснование выбора конструкции проектируемого оборудования
В данном дипломном проекте была поставлена задача – разработать токарный станок с ЧПУ на базе модели РТ735Ф3, имеющий более высокую точность.
Тщательно рассмотрев ряд различных вариантов конструктивных изменений, вносимых в станок и сравнив варианты этих изменений, отразившиеся на качестве и точности изготовления заданной детали, был выбран вариант с применением в качестве опор шпинделя гидростатических подшипников, а в качестве направляющих каретки – направляющие качения.
Преимущество этого метода решения проблемы состоит в том, что существенно повышается точность обработки и качество обрабатываемых поверхностей. Это достигается за счет того, что при применении гидростатических подшипников, погрешности изготовления шпинделя, особенно посадочных поверхностей под подшипники качения, не переносятся на обрабатываемую деталь, так как масляный слой имеет демпфирующие свойства.
Также увеличивается плавность движения шпинделя за счет отсутствия в опорах трения покоя. Увеличивается долговечность шпиндельного узла, так как трение в опорах почти отсутствует и, соответственно отсутствует износ.
Направляющие качения обеспечивают высокую точность и равномерность движения, трогание рабочих органов без скачков, а так же точное позиционирование.
2.8. Расчет привода главного движения
Параметры привода главного движения зависят от ряда факторов: размеров обрабатываемой детали, материала заготовки, материала режущей части инструмента и т.д. Так как материал обрабатываемой детали – муфты легированная сталь (30ХГСА), материал режущей части инструмента – твердый сплав Т15К6, а при обработке специальной резьбы фасонным инструментом возникают достаточно большие составляющие силы резания, то, исходя из статистических данных при черновой обработке, принимаем следующие предельно допустимые параметры процесса резания: глубина резания – tmax=7 мм, подача – smax=1,0 мм.
Определение сил резания
Исходные данные:
Обрабатываемый материал: Сталь 30ХГСА.
Вид обработки: Наружное продольное точение.
Режущий инструмент: Резец проходной.
Материал режущей части: Т15К6.
Стойкость инструмента: Т=90 мин.
Расчет
Расчет ведем по [20, стр. 246].
Выбираем предельно допустимые глубину и подачу резания:
tmax=7 мм, smax=1,0 мм.
Определяем скорость резания:
 , [м/мин]
, [м/мин]
где ![]() ,
, - коэффициент
обрабатываемости стали,
- коэффициент
обрабатываемости стали,![]() МПа, nv=1,
Kпv=0,9 – коэффициент учитывающий влияние материала заготовки;
Kиv=1,15 – коэффициент учитывающий влияние материала
инструмента; Kv=0,9 – коэффициент учитывающий влияние углов в плане; Kr=0,8
– коэффициент учитывающий влияние радиуса при вершине; Cv=476 – постоянная;
m=0,2;
x=0,15;
y=0,45
– показатели степени.
МПа, nv=1,
Kпv=0,9 – коэффициент учитывающий влияние материала заготовки;
Kиv=1,15 – коэффициент учитывающий влияние материала
инструмента; Kv=0,9 – коэффициент учитывающий влияние углов в плане; Kr=0,8
– коэффициент учитывающий влияние радиуса при вершине; Cv=476 – постоянная;
m=0,2;
x=0,15;
y=0,45
– показатели степени.
![]() .
.
 м/мин.
м/мин.
Определяем силы резания:
![]() , [Н],
, [Н],
где ![]() ,
,  ,
, ![]() МПа, n=0,75, Kмp=1,09; Кр=0,94;
Кр=1,25; Кр=1,15; Кrp=1,04; Cp=300;
x=1;
y=0,75;
n=
МПа, n=0,75, Kмp=1,09; Кр=0,94;
Кр=1,25; Кр=1,15; Кrp=1,04; Cp=300;
x=1;
y=0,75;
n=
=-0,15.
![]() .
.
![]() , Н.
, Н.
![]() , [Н],
, [Н],
![]() Н.
Н.
![]() , [Н],
, [Н],
![]() Н.
Н.
Определяем мощность резания:
 , [кВт];
, [кВт];
![]() кВт.
кВт.
 , [кВт],
, [кВт],
где N=38,3 кВт – мощность резания;
![]() =0,859 – КПД привода главного движения.
=0,859 – КПД привода главного движения.
 кВт.
кВт.
Для привода главного движения выбираем двигатель Siemens тип 1PH8296NE, Nном=45 кВт, nном=1000 мин-1.
Расчёт коробки скоростей
Частоты вращения шпинделя изменяются за счет частотного регулирования электродвигателя и за счет переключения двух ступеней редуктора.
Данные электродвигателя:
N=45 кВТ
nном=1000 мин-1
nmax=3000 мин-1
Требуемые частоты вращения шпинделя:
nном=10 мин-1
nmax=3000 мин-1
Диапазон регулирования двигателя:
![]()
Диапазон регулирования коробки скоростей:
![]()
![]() мин-1
мин-1
Общий диапазон регулирования:
![]()
Применим привод с комбинированным регулированием для которого до условной частоты обеспечивается регулирование с постоянным моментом в диапазоне Dм, а выше – регулирование с постоянной мощностью в диапазоне Dр.
Число ступеней коробки скоростей
![]()
Принимаем z=4
Передаточные отношения:
Для первого вала: i1=0.8, i2=0,25
Для второго вала i3 =1,25; i4=0,25
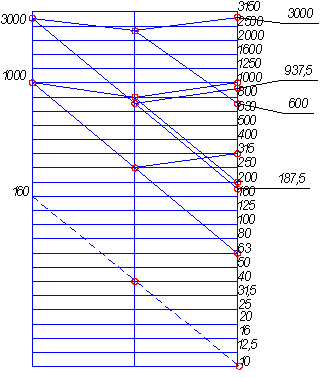
Строим график частот вращения
Определение чисел зубьев зубчатых колёс
| ΣZ | 90 |
|
||
|
Z1:Z2 |
0,8 | 0,25 | 1,25 | 0,25 |
Определение модуля зубчатых колес
Так как основными причинами выхода из строя зубчатых колес станка являются усталость поверхностных слоев зубьев, их износ, смятие торцов зубьев переключающихся шестерен. Поэтому при расчете зубчатых передач модуль определяем не только исходя из прочности зуба на изгиб, но и из усталости поверхностных слоев

Для первой переборной группы:
 мм
мм
![]() =(2,74*250)\1,75=391
=(2,74*250)\1,75=391
 =1,5 мм
=1,5 мм
![]() =(1,8*250+67)\1,2=430 Н\см3
=(1,8*250+67)\1,2=430 Н\см3
Принимаем m1=2,5 мм
Для второй переборочной группы:
 мм
мм
 мм
мм
Принимаем mII= 2 мм
Определение диаметров зубчатых колес.
Диаметр делительной окружности зубчатого колеса:
di= mi × zi.
Диаметр окружностей вершин зубьев:
dаi = di + 2 × mi.
d1 = m1 × z1 = 2,5*40 =100 мм;
dа1 = d1 + 2 × m1 = 105
d2 = m2 × z2 = 2,5*50 =125 мм;
dа2 = d2 + 2 × m2 = 130 мм;
d3 = m3 × z3 = 2,5*18 =45 мм;
dа3 = d3 + 2 × m3 = 50 мм;
d4 = m4 × z4 = 2,5*72= 180 мм;
dа4 = d4 + 2 × m4 = 185 мм;
d5 = m5 × z5 = 5*50 = 250 мм;
d6 = z6* m6 =5*40=200 мм
dа6= d6 + 2 × m6 = 210 мм
d7 = z7* m7 =5*18=90 мм
dа7= d7 + 2 × m7 = 100 мм
d8 = z8* m8 =5*72=200 мм
dа8= d8 + 2 × m8 = 370 мм
3) Определим расстояние между осями валов:


При работе валов коробки скоростей основными нагрузками являются силы, возникающие в зубчатых передачах. Во вращающихся валах эти силы вызывают напряжения, изменяющиеся по знакопеременному симметричному циклу.
Предварительно расчёт на прочность определяет диаметр вала по условному расчёту на чистовое кручение без учёта влияния изгиба.
 , где
, где
[τкр] – пониженное допускаемое напряжение кручения, МПа.
При предварительном расчёте для валов из конструкционных углеродистых сталей допускаемые напряжения кручения на выходных участках принимаем [τкр] =15…20 МПа. На остальных участках валов диаметры назначаем исходя из конструктивных и технологических требований.
Вал І: 
Вал ІІ: 
Вал ІІ: 
2.9 Расчет поликлиновой передачи между двигателем привода главного движения и редуктором
Поликлиновой ремень включает в себя несколько рабочих поверхностей треугольной формы, что позволяет равномерно распределять нагрузку между ними и обеспечить постоянство расчетных диаметров шкивов. В этом их основное преимущество перед клиновыми ремнями. Небольшая высота и кордшнур из химического волокна позволяет использовать их на шкивах малого диаметра с передаточным числом до 8 и при скорости до 40 м/с. При равных условиях работы данная передача более компактна, чем с клиновыми ремнями.
Расчет
Расчет ведем по [2].
Определим сечение ремня.
Определяем момент на быстроходном валу
M = 9740![]() [Hм],
[Hм],
где N – мощность, передаваемая ремнем, кВт; n1 – минимальная частота вращения быстроходного вала, мин-1.
M = 9740![]() =
438 Hм.
=
438 Hм.
Следовательно, сечение ремня Л.
Его параметры:
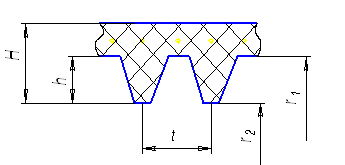
Рис. 2. Ремень поликлиновой
H=9,5 мм;
t=4,8 мм;
h=4,85 мм;
r1=0,2 мм;
r2=0,7 мм.
Определяем диметры шкивов.
Пусть диаметр меньшего шкива d1=200 мм.
Диаметр ведомого d2=i* d1=2*200=400 мм. Ближайшее значение из стандартного ряда d2=400 мм.
Уточняем передаточное значение с учетом относительного скольжения S=0,01.
 .
.
Определяем межосевое расстояние:
amin=0,05 (d1+ d2)+Н=0,05 (200+400)+9,5=340 мм;
amax= d1+ d2=200+400=600 мм.
Принимаем промежуточное значение a=470 мм.
Определяем расчетную длину ремня:
Lp=![]()
![]()
![]()
![]() мм
мм
Ближайшее стандартное значение Lp=2000 мм.
Уточняем межосевое расстояние:

где ![]() -
параметры нейтрального слоя.
-
параметры нейтрального слоя.
Определяем угол обхвата малого шкива d1:
![]() 170
170![]() .
.
Определяем скорость ремня:
![]() м/с.
м/с.
Определяем коэффициенты:
-
угла обхвата ![]() ;
;
-
режима работы ![]() ;
;
-
скорости ![]() .
.
Определяем наименьшее межосевое расстояние, необходимое для надевания ремня
аmin = а – 0,01L;
аmin = 520 – 0,01·2000= 500 мм.
Определяем наибольшее межосевое расстояние, необходимое для вытяжки ремня
аmax = а + 0,02L;
аmax = 520 + 0,02·2000 = 480 мм.
Принимаем исходную длину L0 = 1600 мм и относительную длину L/L0 = 1,25.
Приниаем коэффициент длины ремня СL = 0,9+0,1L/L0=1,025.
Определяем число ребер поликлинового ремня:
![]()
z=10F/[F]10;
![]() где:
где:
[F]10 =(F10*![]() где F10 – допускаемая окружная сила для передачи
поликлиновым ремнем с десятью ребрами при передаточном отношении i=1,
где F10 – допускаемая окружная сила для передачи
поликлиновым ремнем с десятью ребрами при передаточном отношении i=1, ![]() ,
эталонной длине L0,
работе в одну смену с постоянной нагрузкой.
,
эталонной длине L0,
работе в одну смену с постоянной нагрузкой.
![]() - слагаемое, учитывающее
влияние передаточного отношения.
- слагаемое, учитывающее
влияние передаточного отношения.
![]() 5 Нм.
5 Нм.
[F]10 =(1300*0,97*1,025+50)*0,73=980
Определяем исходную мощность
N0 = 28,6 кВт.
Определяем поправку к моменту на передаточное число
ΔМ = 4 кг·м.
Определяем поправку к мощности
ΔN = 0,001 ΔМin1;
ΔN = 0,001·4·1000
ΔN = 4 кВт.
Определяем допускаемую мощность [N], кВт
[N] = (N0CαCL + ΔNi) Cp;
[N] = (28,6· 0,97· 1,025 + 4) 0,73 = 24 кВт.
Определяем число ребер ремня
10N
z = –;
[N]
z = ![]() = 18,05
кВт.
= 18,05
кВт.
Принимаем количество ребер z=18.
Номинальная мощность, передаваемая ремнем:
![]() , где
, где ![]() - к.п.д. механизма от вала
ременной передачи до шпинделя.
- к.п.д. механизма от вала
ременной передачи до шпинделя.
Определяем ширину шкива
В = (z – l) s + 2*f,
где s – шаг ребер, мм; f – длина свободной части шкива, мм.
В = (18 – 1) 4,8 + 2· 5,5 = 92,6 мм.
Определяем окружное усилие, передаваемое ремнем (по номинальной мощности):
 где v=10,5 м/с – минимальная рабочая скорость ремня для данного
станка.
где v=10,5 м/с – минимальная рабочая скорость ремня для данного
станка.
Натяжение ветвей ремня:
![]() ; S1min=2420H.
; S1min=2420H.

Усилие, действующее на вал при работе станка:
Q=S1+S2=6030+1680=7710 H.
Определим рабочий ресурс рассчитанной клиноременной передачи:

2.10 Расчет жесткости шпиндельного узла
При расчете на жесткость определяем упругое перемещение
шпинделя в сечении его переднего конца, для которого производится стандартная
проверка шпиндельного узла. При расчете радиальной жесткости все силы приводим
к двум взаимоперпендикулярным плоскостям Y и Z, проходящим через ось
шпинделя. Вычисляем радиальное перемещение его переднего конца в этих
плоскостях, а затем суммарное перемещение: ![]()
Исходные данные для расчета.
Составляющие сил резания:
РZ=22933 Н;
РY=11466 Н.
Момент на шпинделе Мнр=3046 Нм.
Вес детали Gд=246 Н.
Проекция силы Р на вертикальную плоскость:
Рв=Рz – Gд=22933–246=22687Н;
на горизонтальную плоскость Рг=Рy=11466 Н.
Окружная сила в зубчатом зацеплении:
 (Н).
(Н).
Радиальная сила в зубчатом зацеплении:
![]() 16922*0,36=6159 (Н).
16922*0,36=6159 (Н).
Проекции силы Q на вертикальную плоскость:
Qв=Qt*sin 38o+Qr*sin 52o =6159*0,616 +16922*0,788=17126 (Н);
на горизонтальную плоскость:
Qг=Qt*cos 38o-Qr*cos 52o=16922*0,788–6159*0,616=9543 (Н).
Вертикальная плоскость:
![]() :
:
PВ*(l + a) + QB*(l – в) – RBB*l = 0;
![]() 51026 (Н).
51026 (Н).
![]()
RAB - RBB + QB + РB = 0;
RAB = RBB – QB - РB = 51026 – 17126 – 22687 = 11213 (H).
Горизонтальная плоскость:
![]() :
:
Pг*(l + a) + Qг*(l – в) – RBГ*l = 0;
![]() 26141 (Н)
26141 (Н)
![]()
RAГ - RBГ + QГ – РГ = 0;
RAГ = RBГ – QГ – РГ = 26141 – 9543 – 11466 = 5132 (H).
Суммарные реакции в опорах:

Жесткость опор шпинделя:
J1=94739 (Н/мм), j2= 178956 (Н/мм).
Радиальное упругое перемещение конца шпинделя с учетом собственной деформации и деформации его опор определяется по формуле [4; стр. 178]:

Угол поворота в передней опоре:
 где
Е=2,1*105 [Н/мм2] – модуль упругости материала шпинделя;
где
Е=2,1*105 [Н/мм2] – модуль упругости материала шпинделя;
J1 – среднее значение момента инерции сечения консоли.
J2 – среднее значение момента инерции сечения шпинделя в пролете между опорами;
Радиальное упругое перемещение конца шпинделя в вертикальной плоскости:
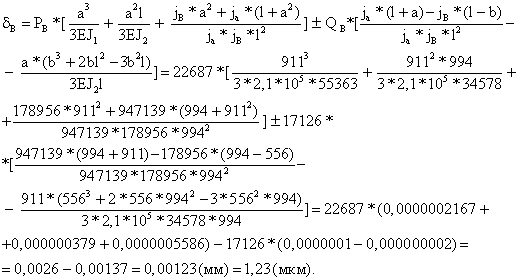
Радиальное упругое перемещение конца шпинделя в горизонтальной плоскости:
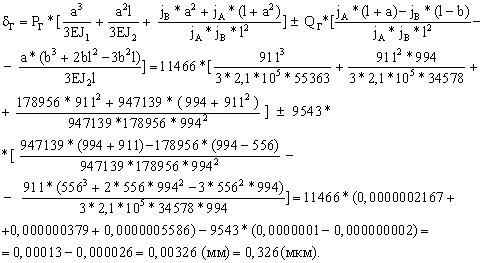
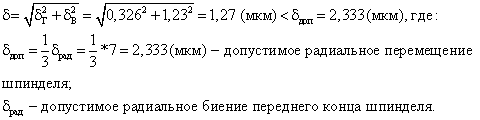
Суммарное радиальное перемещение конца шпинделя:
Угол поворота в передней опоре:
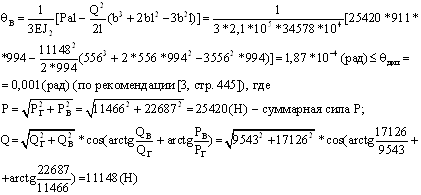
Q – проекция суммарной силы Q на плоскость силы Р.
Из вышеприведенных расчетов можно сделать вывод: шпиндель станка удовлетворяет допускаемым требованиям по жесткости.
Расчет гидростатических опор шпинделя
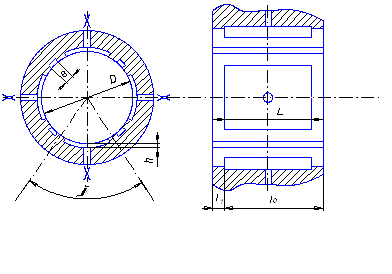
Рис. 3. Схема радиального замкнутого подшипника.
Расчет и оптимизацию гидростатических подшипников производим по программе. Методика расчета подшипников используемая в программе приведена ниже [14].
Методика расчета радиального гидростатического подшипника
2) Назначаем диаметр шейки вала D, мм для радиальных подшипников, исходя из общих требований, предъявляемых к конструкции узла.
3) Определяют эффективную площадь подшипника Аэф, мм2. В общем виде
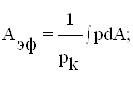
где pk – давление в
карманах опоры, ![]() МПа; p – текущее значение давления на поверхности опоры, МПа; А – площадь
опоры, воспринимающая внешнюю нагрузку, мм2. На практике применим
следующие формулы:
МПа; p – текущее значение давления на поверхности опоры, МПа; А – площадь
опоры, воспринимающая внешнюю нагрузку, мм2. На практике применим
следующие формулы:
Длину подшипников L, ширины перемычек l0, ограничивающих карманы в осевом направлении, и ширины перемычек lk между карманами (все размеры в мм) устанавливают в зависимости от назначения проектируемого узла. В практике для радиальных гидростатических подшипников L=(0.8…1.4) D; l0=(0.04…0.15) D; lk=(0.08…0.20), однако проектирование может изменить пределы указанных величин.
Число карманов z в радиальном подшипнике принимают равным 4 или 6 (в последнем случае жесткость подшипника выше); по технологическим соображением чаще принимают число карманов 4.
4)
Рассчитываем первоначальное значение
рабочего зазора , мм. Для смазочной жидкости с коэффициентами динамической
вязкости =5…50 МПаc (масла марок И-5А, И-12А, И-20А) и при давлении источника
питания pн=2…5 Мпа для
радиальных подшипников пригодна формула ![]() .
.
5)
Принимают жесткость j (Н/мм)
гидростатического подшипника с учетом баланса жесткости всего проектируемого
узла. Жесткость должна быть аналогична жесткости вала, втулки и сопрягаемых с
ней деталей. Как правило, ![]() Н/мм.
Н/мм.
6)
Определяем давление источника питания ![]() которое обычно не выходит за пределы 2 – 5 Мпа. В
противном случае производят коррекцию значений и j в пунктах 3 или 4.
которое обычно не выходит за пределы 2 – 5 Мпа. В
противном случае производят коррекцию значений и j в пунктах 3 или 4.
7) Производим оптимизацию подшипников по таким критериям, как энергетические потери, демпфирование, жесткость, быстродействие и др. В высокоточных и тяжело нагруженных узлах важнейший критерий оптимизации – энергетический: тепловые выделения в подшипниках должны быть минимальными, так как они снижают точность исполнительных движений, затрудняют работу средств охлаждения.
Суммарные энергетические потери (кВт) складываются из потерь на вязкое трения в подшипнике и затрат мощности, необходимой для прокачивания смазочной жидкости через подшипник. Потери на вязкое трение:
Затраты мощности на прокачивание смазочной жидкости через подшипник
![]()
На практике для расчета энергетических потерь пользуются следующими формулами:
Функции суммарных потерь энергии ![]() для подшипников всех типов
имеют экстремальный характер в зависимости от рабочего зазора и вязкости смазочной
жидкости. Следовательно, по условию минимизации потерь на трение можно
осуществить выбор рабочего зазора
для подшипников всех типов
имеют экстремальный характер в зависимости от рабочего зазора и вязкости смазочной
жидкости. Следовательно, по условию минимизации потерь на трение можно
осуществить выбор рабочего зазора ![]() и
вязкости смазочной жидкости
и
вязкости смазочной жидкости ![]() .
Формулы для определения и по минимуму энергетических потерь приведены ниже:
.
Формулы для определения и по минимуму энергетических потерь приведены ниже:
![]()
 .
.
8) Определяем основные параметры:
Нагрузочную способность:
![]() , [H],
, [H],
где относительное смещение подвижной части подшипника
![]() ;
;
Расход Q смазочной жидкости в мм3/с:
Силу демпфирования Fд в Н:
 ;
;
9) Проводим расчет параметров дросселя. Длину канала (мм) капиллярного дросселя, имеющего круглое сечение, определяем как
 ,
,
где dдр - диаметр канала дросселя, мм; qдр – расход смазочной жидкости через дроссель (мм3/с), соответствующий расходу через один карман радиального или одну сторону упорного подшипника. Если канал дросселя имеет сечение, отличное от круглого, то его приводим к круглому.
При проектировании опор и расчете дросселей учитываем, что трубопровод выполняет роль дополнительного гидравлического сопротивления, особенно при больших расходах жидкости.
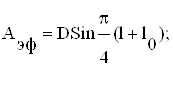
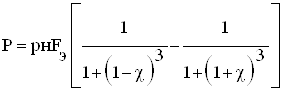
Методика расчета упорного гидростатического подшипника
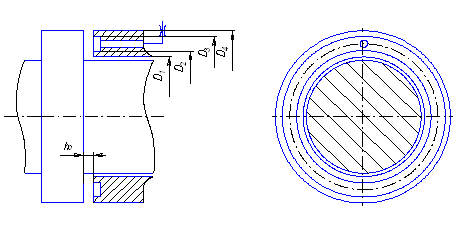
Рис. 4. Схема упорного гидростатического подшипника
Расчеты, выполняемые при проектировании упорных подшипников, сводятся к определению несущей способности, жесткости, расхода смазки и потерь на трение.
2) Определяем несущую способность упорного подшипника по формуле
 кг;
кг;
 .
.
3) Определяем жесткость упорного гидростатического по формулам:
при центральном положении вала относительно опорных поверхностей (e1=0)
 кг/мкм;
кг/мкм;
при смещении шпинделя под действием внешних сил на величину e1
 кГ/мкм,
кГ/мкм,
где pн – давление,
создаваемая насосом, в кг/см2; F – эффективная площадь кармана в см2; h0 – зазор между опорными поверхностями шпинделя и подшипника
в мкм; e1 – подшипника из
нейтрального положения под действием внешней нагрузки в мкм; ![]() – относительное смещение
подшипника;
– относительное смещение
подшипника;
 см2,
см2,
где r4 – наибольший радиус наружной перемычки в см; r3 - наименьший радиус наружной перемычки в см; r2 – наибольший радиус внутренней перемычки в см; r1 – наименьший радиус внутренней перемычки в см.
4) Определяем количество масла, необходимое для обеспечения работоспособности подшипника (расход масла) по формуле
 см3/мин.
см3/мин.
5) Определяем рабочие параметры канала (капилляра) дросселя по формуле
 ;
;
 ,
,
где dэ – эквивалентный диаметр канала дросселя в см; Fд – площадь поперечного канала дросселя в см2; lд – длина канала дросселя в см.
6) Определяем потери на трение в масляном слое упорного подшипника
 кВт,
кВт,
где n – число оборотов шпинделя в минуту.
Результаты выполнения программ сведены в таблицах 1, 2, 3 и 4.
Таблица 9. Параметры радиального гидростатического подшипника
| № п. |
Параметры радиального гидростатического подшипника |
Обозначение | Величина |
| 1 | Диаметр шейки подшипника | D | 155 |
| 2 | Длина подшипника | L, мм | 237 |
| 3 | Ширина перемычек в осевом направлении |
l0, мм |
28 |
| 4 | Ширина перемычек между карманами |
lк, мм |
56 |
| 5 | Длина кармана | l, мм | 142,8 |
| 6 | Глубина кармана | t, мм | 0,5844943 |
| 7 | Угол охвата кармана | град | 77.4991 |
| 8 | Угол охвата перемычки | град | 12.5009 |
| 9 | Эффективная площадь подшипника |
Аэф, мм2 |
39993,95 |
| 10 | Диаметральный зазор | , мм | 0,224 |
| 11 | Расчетное смещение шпинделя (эксцентриситет) | е, мм | 0,01 |
| 12 | Относительный эксцентриситет | 0,1818182 | |
| 13 | Частота вращения шпинделя |
n, мин-1 |
618 |
| 14 | Давление источника питания |
pн, Мпа |
2,5 |
| 15 | Коэффициент динамической вязкости | , | 12 |
| 16 |
Несущая способность при смещении на e1 |
F, Н | 6695,4 |
| 17 | Максимально допустимое смещение шпинделя |
e1, мм |
0,04464 |
| 18 | Несущая способность при максимально допустимом смещении |
F1, Н |
7146.199 |
| 19 | Жесткость подшипника | j, Н/мм | 1312500 |
| 20 | Потери на вязкое трение при вращении | , кВт | 1,0653 |
| 21 | Потери мощности на прокачивание масла | , кВт | 1,83904 |
| 22 | Суммарные энергетические потери | , кВт | 2,90436 |
| 23 | Коэффициент демпфирования |
kд, |
29685,94 |
| 24 |
При: частоте колебаний амплитуде колебаний виброскорость |
fк, с-1 Aк, мм V, мм/с |
60 0,2 |
| 25 |
Сила демпфирования при смещении на e1=0 мм |
Fд1, Н |
6458,2 |
| 26 |
Сила демпфирования при смещении на e1=0.01 мм |
Fд2, Н |
6689,5 |
| 27 | Расход масла через подшипник |
Q, мм3/с, л/мин |
750330,95 45,02 |
Таблица 10. Параметры дросселя радиального подшипника
| № п. |
Параметры капиллярного дросселя радиального подшипника |
Обозначение | Величина |
| 1 | Эквивалентный диаметр капилляра |
dдр, мм |
1 |
| 2 | Расход масла через один дроссель |
qдр, мм3\с |
187582,73 |
| 3 | Длина капилляра дросселя |
lдр, мм |
71,39 |
| 4 | Сторона канавки дросселя | А, мм | 1,4099 |
| 5 | Падение давления на дросселе |
PД, Мпа |
1,2231 |
| 6 | Давление в кармане |
Pк, МПа |
1,7769 |
Таблица 11. Параметры упорного гидростатического подшипника
| № п. |
Параметры упорного гидростатического подшипника |
Обозначение | Величина |
| 1 | Наружный радиус подшипника |
D1, мм |
370 |
| 2 | Наименьший радиус наружной перемычки |
D2, мм |
321 |
| 3 | Наибольший радиус внутренней перемычки |
D3, мм |
329 |
| 4 | Внутренний радиус подшипника |
D4, мм |
280 |
| 5 | Эффективная площадь подшипника |
Аэф, мм2 |
250,97 |
| 6 | Зазор между опорными поверхностями подшипника | H, мм | 30 |
| 7 |
Жесткость подшипника при е1=0 |
j, Н/мм | 125,6 |
| 8 |
Жесткость подшипника при смещении на е1=0,1 |
j, Н/мм | 137,4 |
| 9 | Давление источника питания |
pн, Мпа |
2,5 |
| 10 | Динамический коэффициент вязкости масла | , | 12 |
| 11 | Потери на вязкое трение в подшипниках при вращении | , кВт | 1,951252 |
| 12 | Потери масла при прокачивании масла через подшипник | , кВт | 0,2096431 |
| 13 | Суммарные энергетические потери | , кВт | 2,160895 |
| 14 |
Несущая способность при смещении на е1=10 мкм |
F1, Н |
1205 |
| 15 | Расход масла через подшипник |
Q, мм3/с, |
8621,5 |
| 16 | Сила демпфирования в подшипнике |
Fд1, Н |
0,45866 |
Таблица 12. Параметры дросселя упорного подшипника
| № п. |
Параметры капиллярного дросселя упорного подшипника |
Обозначение | Величина |
| 1 | Диаметр капилляра желаемый |
dж, см |
0,1187553 |
| 2 | Число дросселей | z | 1 |
| 3 | Площадь поперечного сечения канала дросселя |
Fд, см2 |
0,01107633 |
| 4 | Желаемая длина капилляра дросселя |
lж, см |
20 |
| 5 | Сопротивление дросселя |
Rд, кГ мин/см5 |
4,857 10-3 |
| 6 | Падение давления на дросселе |
pд, кГ/см2 |
12,53819 |
| 7 | Давление в кармане |
pк, кГ/см2 |
12,46181 |
| 8 | Сторона канавки треугольного сечения дросселя |
uд, см |
0,1599634 |
Расчет шариковой винтовой пары привода продольных подач
Расчет ведется по методике [7, стр. 303]
Исходные данные:
L =2500 [мм] – длина винта;
L = 1800 [мм] – наибольшая рабочая длина винта;
t = 10 [мм] – шаг передачи;
Q = 6000 [Н] – осевая нагрузка на винт;
nmax = 120 [мин-1] – наибольшее число оборотов;
nmin = 0,1 [мин-1] – наименьшее число оборотов.
Выбираем диаметр окружности, проведенной через центр шариков;
d0 = 70 [мм];
Из условий прочности ![]()
Диаметр шарика d1 = 0,6t = 0,6*10 = 6 [мм];
Число рабочих шариков в каждом винте
![]()
Число рабочих шариков в гайке
Z = 3*Zi = 3*31 = 93 шарика
С учетом неравномерности распределения нагрузки расчетное число шариков
Zрасч = 0,7*Z = 65 шариков
Допустимая статическая нагрузка на один шарик
[р]ст = 2*d12 = 2*62 = 72 кг*с = 720 [H]
Допустимая статическая нагрузка на винт при отсутствии натяга
[Q]ст = Zрасч*[P]ст*
sin![]() , где
, где

Минимальная сила натяга:
![]()
Поскольку целесообразно величину min натяга увеличивать в 1,3–1,5 раза в целях компенсации погрешностей изготовления и регулирования, примем рн=100 (Н).
Допускаемая нагрузка на винт при наличии натяга
[Q]=
Относительное осевое перемещение ![]() двух гаек, необходимое для
создания натяга
двух гаек, необходимое для
создания натяга 
Осевое смещение гайки ![]() относительно винта в
результате контактной деформации при нагрузке Q=6000 Н:
относительно винта в
результате контактной деформации при нагрузке Q=6000 Н:

Деформация растяжения винта:
КПД передачи при отсутствии натяга.
![]()
КПД передачи при наличии натяга и нагрузки Q = 6000 (Н):
Наименьшая нагрузка Qторм, начиная с которой передача перестает быть самотормозящейся:

Момент холостого хода:

3. Организационно-экономическая часть
3.1 Сравнительный технико-экономический анализ проектируемого и базового варианта
Методика сравнительного анализа предполагает сопоставление по соответствующим показателям вариантов оборудования.
В качестве базового варианта возьмем оборудование (его показатели), которые уже полностью освоено и на базе которого и производится изменения. Таким станком является токарный станок с ЧПУ модели РТ735Ф3.
Для увеличения жесткости были применены гидростатические подшипники в шпиндельном узле и гидростатические направляющие. Гидростатические подшипники скольжения являются более технологичными и точными по сравнению с подшипниками качения. Достоинством гидростатических подшипников является неограниченно большой срок службы. Они обеспечивают жидкостное трение при сколь угодно малых частотах вращения шпинделя, а также при реверсе и останове.
В настоящее время новое оборудование стоит очень дорого. Поэтому дешевле повысить надежность старых станков, благодаря замене некоторых узлов. В результате повышения надежности увеличивается межотказный период, что способствует снижению затрат на ремонт оборудования.
Годовой экономический эффект определяется как экономия от внедрения новой техники – за счет разности годовых затрат на устранения отказа модернизированного и базового оборудования.
Таблица 13. Исходные данные:
| Показатели | Единицы измерения |
Базовая модель |
Модернизированная |
|
Фонд времени работы Время непрерывной работы Среднее число отказов Среднее время устранения 1 отказа Стоимость станка |
час час час т. руб. |
7000 16 0,4 32 1200,5 |
7000 16 0,3 24 1250,6 |
3.2 Капитальные затраты
Затраты на проектирование узла составляют 36% от стоимости станка (по данным статистики):
Кп1 = 0,36*1200,5=432,18 (т. руб.) – базовая модель;
Кп1 = 0,36*1250,6=450,22 (т. руб.) – модернизированный станок.
Дополнительные затраты на изготовление узла. Эти затраты составляют 30% от затрат на проектирование (по данным статистики):
Ки1 = 0,30*423,18=126,96 (т. руб.) – базовая модель;
Ки1 = 0,30*450,22=135,1 (т. руб.) – модернизированный станок.
3.3 Расчет эксплуатационных затрат
Расчет показателей надежности
a) Средняя интенсивность отказов:
f=m/Tp,
где: m – среднее число отказов в год;
Тр – фонд времени работы станка;
F1=0,4/7000=5,7*10-5 (отказов/час) – базовая модель;
F2=0,3/7000=4,3*10-5 (отказов/час) – модернизированный станок.
b) Наработка на отказ:
Т1 = 1/f = = 17544 (часов) – базовая модель;
= 17544 (часов) – базовая модель;
Т2= 1/f = = 23256 (часов) – модернизированный станок.
= 23256 (часов) – модернизированный станок.
c) Среднечасовая заработная плата ремонтных рабочих:
где: М – часовая ставка ремонтных рабочих;
tо – время устранения отказа;
Кт – тарифный коэффициент.
![]() - базовая модель;
- базовая модель;
![]() – модернизированный станок.
– модернизированный станок.
d) Годовая сумма заработной платы ремонтных рабочих на восстановление работоспособности станка:
Sз = m*tрем *Sср,
где: m – количество отказов в год;
tрем – время устранения одного отказа;
Sср – среднечасовая заработная плата ремонтных рабочих.
Sз1 =0,4*32*24=307,2 (руб.) – базовая модель;
Sз2 =0,3*24*32=230,4 (руб.) – модернизированный станок.
e) Затраты на материалы для изготовления узлов:
Цм1 = 1200 (руб.) – базовая модель;
Цм2 = 2500 (руб.) – модернизированный станок.
f) Годовые затраты на регламентные работы:
Sрег=(t2-tp)*Sср,
где: t2 – общее количество часов году;
Тр – годовой фонд времени станка;
Sср – средняя заработная плата ремонтных рабочих.
Sрег=(365*24–7000)*24=42240 (руб.) – базовая модель;
Sрег=(365*24–7000)*32=56320 (руб.) – модернизированный станок.
Таблица 14. Технико-экономические показатели
| Показатели | Единицы измерения |
Базовая модель |
Модернизированная |
| 1. Капитальные затраты | т. руб. | 559,14 | 585,32 |
|
2. Эксплуатационные затраты: обнаружение и устранение a. Заработная плата b. Материал c. Регламентные работы |
руб. руб. руб. |
307,2 1200 42240 |
230,4 2500 56320 |
| Итого | 43747,2 | 59050,4 |
3.4 Интегральный экономический коэффициент
Эинт=(к1-к2) + (Ц1-Ц2) *Тисп =(585320–559140) + (59050,4–43747,2) *6 =
= 117999,2 (руб.),
где: Тисп – предполагаемый срок использования станка.
Вывод: на основе полученных значений экономического эффекта можно сделать вывод о том, что применение гидростатических опор на станке выгодно не только с технической, но и с экономической точки зрения.
4. Безопасность труда и охрана окружающей среды
4.1 Безопасность и экологичность эксплуатации станка РТ735
Технологические операции (токарная обработка), осуществляемые на специальном станке с ЧПУ для обработки деталей трубных соединений модели РТ735Ф3, связаны с действием и потенциальной возможностью ряда опасных и вредных промышленных факторов (табл. 1).
Таблица 15. Опасные и вредные промышленные факторы и их источники
| Опасные вредные факторы | Источники |
| Механические опасные факторы | Гибкие передачи (ремни), винты продольной и поперечной подачи, металлическая стружка (сливная), острые кромки заготовки, резца и т.д. |
| Повышение напряжения в электрической сети |
Электрическая сеть (конкретно приведена ниже) |
| Повышенный уровень вибраций | Непосредственно процесс резания, работа электродвигателей, |
| Повышенный уровень шума | Процесс резания, вентиляторы, зубчатые передачи. |
| Вредные примеси | Процесс резания, охлаждения (СОЖ) |
| Потенциальные опасные факторы пожара | Возгорание масла, промасленной ветоши, скоплений пыли. |
| Психофизиологические факторы | Трудовой процесс (микроклимат, освещение) |
Требования безопасности, предъявляемые к металлообрабатывающим станкам, определены ГОСТ 12.2.009–75, а дополнительные требования, вызванные особенностями их конструкции и условий эксплуатации, указываются в нормативно-технической документации на станки.
4.2 Механическая безопасность
Работа станка связана с наличием опасных вращающихся частей (шпиндель, винты подач), сливной стружки и т.д. Их воздействие в случае нахождения персонала в опасной зоне вызывает механические травмы – нарушение целостности тканей организма, а в некоторых случаях со смертельным исходом.
К опасным факторам этой подгруппы относят:
- движущиеся части оборудования (суппорт, шпиндель, валы, винты подач);
- разлетающаяся стружка и осколки;
- разрыв ременной передачи.
Все средства защиты от механических травмирующих факторов подразделяются на:
- оградительные устройства (кожухи, дверцы, щиты, козырьки, планки, барьеры, экраны);
- предохранительные устройства (блокировочные, ограничительные);
- тормозные устройства (колодочные, дисковые, конические, клиновые);
- устройства автоматического контроля и сигнализации (информационные, предупреждающие, аварийные, ответные);
- устройства дистанционного управления (стационарные, передвижные);
- знаки безопасности (запрещающие, предупреждающие, предписывающие, указательные).
На моем станке механическая безопасность обеспечивается следующими техническими средствами:
· гибкие передачи, соединяющие электродвигатель главного движения со шпиндельной бабкой, защищены кожухом;
· зона резания ограждена защитным кожухом со смотровым окном, закрытым стеклом;
· винты продольной и поперечной подачи защищены кожухами.
Выбор средств защиты производится в соответствии с ГОСТ 12.4.125 – 83 «Средства коллективной защиты работающих от воздействия механических факторов. Классификация».
4.3 Обеспечение электробезопасности
Источниками повышенного напряжения в электрической цепи являются электрооборудование (электродвигатели, электрошкафы) – токоприемники, осветительные установки (освещение питается U=24В), питающая сеть, электропроводка станка.
Требования к безопасности электрооборудования предусмотрены в ГОСТ 12.1.038 – 82 «Электробезопасность. Предельно допустимые напряжения прикосновения и токов». «Правилами устройства электроустановок» все цеха машиностроительных заводов определяются как помещения особо опасные.
Основные причины несчастных случаев от воздействия электрического тока следующие:
- случайное прикосновение или приближение на опасное расстояние к токоведущим частям станка;
- появление напряжения на металлических конструктивных частях электрооборудования (корпусах, станинах и т.д.);
- возникновение шагового напряжения на поверхности земли в результате замыкания провода на землю.
Средства защиты, используемые на станке РТ735:
· вводной автомат сблокирован с дверцами электрошкафа. При открывании дверок вводной автомат выключается;
· на станке, электрошкафах, пультах управления, каретке предусмотрены болты заземления;
· предусмотрена нулевая защита;
· электрическая аппаратура питается пониженным напряжением 110В, 24В и располагается в защитных электрошкафах и пультах управления;
· разводка по станку выполнена в металлических коробках, металлорукавах и шлангов;
· на станке имеется сигнальная лампочка, расположенная на пульте управления, сигнализирующая о подключении станка к сети.
На машиностроительном заводе используется четырех проводная сеть с заземленной нейтралью (U=380В). Светильники местного освещения (аппаратура управления и сигнализация, система ЧПУ) питаются пониженным напряжением 24–36, 110В.
4.4 Обеспечение вибробезопасности
Локальные вибрация от оборудования может передаваться работающему непосредственно через органы управления, ручные машины или через пол и рабочее место оператора.
Причиной возникновения повышенного уровня вибрации является возникновение при работе станка неуравновешенных масс. Их источником в станке являются неуравновешенные вращающиеся массы (заготовка, инструмент и т.п.), иногда вибрации создаются деталями станка (зубчатые зацепления, коробки скоростей, подшипниковые узлы, соединительные муфты).
Локальная вибрация (от ударов в зубчатых передачах), передаваемая через органы управления и фундамент станка, вызывает спазмы сосудов, в результате чего нарушается снабжения конечностей кровью. Наблюдается воздействие вибрации на нервные окончания, мышечные и костные ткани, что приводит к нарушениям чувствительности кожи, окостенению сухожилий, отложению солей в суставах кистей и пальцев рук. Для предотвращения проф. заболеваний необходимо правильно нормировать рабочий день, а также до минимума снижать время контакта человека состанком (органами управления). В моем случае система ЧПУ до минимума снижает контакт со станком во время его работы
Для уменьшения вибрации при монтаже станков предусматривается применение виброизолирующих устройств (виброизоляторы, вибродемпферы) в опорах станков.
Допустимый уровень вибраций должен соответствовать требованиям ГОСТ 12.1.012 –90 «ССБТ. Вибрационная безопасность. Общие требования».
4.5 Защита от шума
Источником повышенного уровня шума является работа гидрооборудования, электродвигателей, насосов и зубчатых передач – конструкторские, и непосредственно сам процесс резания – технологический источник.
Основными характеристиками шума являются:
1) скорость колебания частиц среды V/t, м/с;
2) скорость распространения звуковой волны с, м/с
Под влиянием сильного шума притупляется острота зрения, появляются головные боли и головокружение, изменяются режимы дыхания и сердечнососудистой деятельности, повышается внутричерепное и кровяное давление, нарушается процесс пищеварения, происходят изменения объема внутренних органов.
Воздействуя на кору головного мозга, шум также оказывает раздражающее действие, ускоряющее процесс утомления, ослабляет внимание и замедляет психические реакции.
Патологические изменения, возникшие под влиянием шума, рассматривают как «шумовую болезнь». При действии шума высоких уровней возможен разрыв барабанной перепонки.
Борьбу с повышенным уровнем шума ведут еще на стадии проектирования станка. Для этого между электродвигателем, насосом, оборудованием и фундаментом помещают шумопоглощающие прокладки. Применяют такие шумопоглощающие прокладки как ультратонкое стекловолокно, капроновое волокно, минеральная вата и др.
Источниками шума в станках являются также подшипники качения, зубчатые передачи, неуравновешенные вращающиеся массы. Это все механические шумы, для уменьшения которых необходимо следующее:
- замена прямозубых шестерней на косозубые;
- по возможности замена подшипников качения подшипниками скольжения;
- по возможности замена зубчатых передач на клиноременные;
- широкое применение принудительной смазки трущихся поверхностей.
На своем станке я заменил опоры качения на гидростатические опоры.
Для измерения шума используют прибор шумомер.
Фактические и допустимые уровни звуковой мощности:
Таблица 16. Шумовые характеристики станка
| Частота, Гц | 31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | Корректированный уровень звуковой мощности, дБА |
| Фактический уровень звуковой мощности по технической документации, дБ | - | 78 | 80 | 84 | 85 | 85 | 84 | 80 | 80 | - |
| Допустимый по ГОСТ 12.2107–85Е при мощности привода 12,5–32 кВт | - | 100 | 100 | 100 | 100 | 97 | 95 | 93 | 91 | 102 |
Для станка уровень звукового давления не должен превышать 80 Дб. Октавные уровни звукового давления и уровни на рабочем месте оператора при работе станка под нагрузкой не должны превышать значений, указанных в ГОСТ 12.1.003. – 88. Допустимый уровень должен соответствовать требованиям ГОСТ 12.1 003 – 83 «Шум. Общие требования безопасности».
4.6 Защита от вредных паров, газов, пыли
Процесс охлаждения зоны резания с помощью подачи СОЖ является источником выделения в воздух аэрозолей и паров воды. СОЖ является также источником микроорганизмов, представляющих биологическую опасность.
В качестве СОЖ используется раствор, состоящий из следующих составляющих:
Эфтол – до 5–7%;
Вода – при 40![]() .
.
В производственном цехе на человека действует большое количество вредных и токсичных веществ в виде аэрозолей, паров и газов. Механическая обработка металла на станке сопровождается выделением пыли, стружки. За 1 час работы станков (N=1кВт) выделяется 150 грамм вредных паров и 0,063 грамм эмульсии.
Для уменьшения выделения в воздух вредных паров и пыли применяются смазочно-охлаждающие жидкости (СОЖ).
4.7 Пожарная или взрывная опасность
Пожарная безопасность обеспечивается системой предотвращения пожара и пожарной защиты, включающими комплекс организационных мероприятий и технических средств.
В цехе имеются материалы, склонные к самовозгоранию – масла, промасленная ветошь, полимерная изоляция силовых и осветительных кабелей и др. Поэтому в цехе предусмотрены противопожарные стены, которые предназначены для ограничения распространения пожара. Они отделяют от производственных зданий административно-бытовые и складские помещения.
Обрабатываемые детали и используемые материалы находятся в холодном состоянии. В цехе не производится обработка материалов, пыль и стружка которых способны воспламенятся при нагревании.
Категория производства и класс помещений по пожарной опасности определяются в соответствии со СниП II-2–80: категория Д.
Основными причинами пожаров при холодной обработке металлов резанием являются короткие замыкания в электрооборудовании и проводке, самовозгорание промасленной ветоши и одежды, нарушение противопожарного режима и правил обращения с горючими жидкостями.
Пожарная безопасность в отделении холодной обработки металлов резанием обеспечивается системой предотвращения пожара, противопожарной защитой и организационно-техническими мероприятиями в соответствии с ГОСТ 12.1.004–91 «ССБТ. Пожарная безопасность. Общие требования» и Тповыми правилами пожарной безопасности.
4.8 Условия труда (по психофизиологическим факторам)
Станок с ЧПУ обслуживают оператор и наладчик. Наладку и переналадку осуществляет наладчик, а подналадку, оперативную работу и контроль за работой – оператор.
Функции оператора при эксплуатации станка сводятся к установке, закреплению и выверке приспособления и инструмента на станке, установке программоносителя и заготовок, замене инструмента, снятию деталей и наблюдением за ходом работы станка.
Трудовая функция наладчика включает в себя приемку и осмотр оборудования, подготовку инструмента и приспособлений к наладке, подготовку программоносителя к работе, наладку, переналадку и т.д.
Трудовая деятельность оператора связана с возможным действием следующих вредных факторов психофизиологических факторов: нервно-психических перегрузок, гиподинамии, неудобной рабочей позы, перенапряжения зрительного анализатора, эмоционального перенапряжения в связи с высокой ответственностью за технологический процесс.
Работа оператора связана с рабочей позой стоя, непостоянной ходьбой и сопровождается временным незначительным физическим напряжением и энергозатратами в пределах 121–150 ккал/ч (140–450Вт). В соответствии с ГОСТ 12.1.005–88 она относится к легкой физической работе категории 1б.
В связи с этим на рабочем месте обеспечиваются допустимые нормы температуры, относительной влажности и скорости движения воздуха, приведенные в таблице 3.
Таблица 17. Допустимые показатели микроклимата на рабочем месте оператора (по ГОСТ 12.1.005–88)
|
Период года |
Категория работ |
Температура, |
Относительная влажность |
Скорость движения воздуха |
||
|
Верхняя |
Нижняя |
|||||
| Допустимая на рабочих местах, не более | Допустимая на рабочих местах | |||||
| холодный | Легкая –1б | 24 | 20 | 75 | Не более 0,2 |
|
| теплый | Легкая – 1б | 28 | 21 |
60 (при27 |
0,1–0,3 |
|
Режим работы станочника физиологически обоснован. Работа осуществляется в две смены. Ночная смена исключается. Продолжительность рабочего дня составляет 8 часов. Кроме обеденного перерыва продолжительностью 1 час в первой и второй половине дня предусматриваются двадцатиминутные перерывы на отдых и физиологические потребности.
Условия зрительной работы оператора на рабочем месте характеризуются следующими показателями:
- наименьший размер объекта различения – 0,15–0,3 мм;
- разряд зрительной работы – 2;
- фон – средний;
- контраст объекта с фоном – средний;
- требования к цветопередаче отсутствуют;
- в поле зрения имеются вращающиеся и движущиеся части;
- наличие в поле зрения отражений блеклости;
- характер зрительной работы – работа с повышенным напряжением зрительного анализатора.
Исходя из зрительных условий труда и требований НТД определяются следующие требования к освещению на рабочем месте оператора станка.
В соответствии с ГОСТ 12.3.025–80 и ГОСТ 12.2.009–80 при наладке, ремонте и устранении сбоев на станках с ЧПУ освещенность должна быть 2500 лк. При работе на станках с ЧПУ освещенность может снижаться до 1000 лк. В механических чехах следует принимать систему комбинированного освещения, в котором общее освещение должно составлять не менее 300 лк.
Для общего освещения отношение максимальной освещенности к минимальной не должно превышать 1,3. Величина коэффициента пульсации светового потока не должна превышать 20% от общего освещения. В связи с отсутствием требований к цветопередачи особые требования к спектру источников не предъявляются.
4.9 Экологическая безопасность
Технологические операции, выполняемые на станке (токарные), связаны с источниками загрязнения водного бассейна нефтепродуктами и отработанной СОЖ, возникновением металлических отходов, промасленной ветоши, производственного мусора и других твердых отходов, представляющих опасность для территорий. Интенсивность выделения аэрозолей СОЖ и других вредных примесей в удаляемом воздухе незначительна, поэтому концентрация вредных веществ в вентиляционных выбросах не превышает ПДК. В связи с этим мероприятия по очистке вентиляционного воздуха не требуются. Шумовое воздействие станка на окружающую среду предотвращается стенами цеха, обеспечивающими достаточную звукоизоляцию источников шума от внешней среды. При отработке срока службы станка основные его элементы конструкции становятся металлоломом. Его утилизация связана с наличием ртутных выпрямителей. Все материалы конструкции могут утилизироваться.
4.10 Обеспечение электробезопасности
Описание схемы электроснабжения. Ток с тепло-электро-централи (ТЭЦ) по трех фазной трех проводной цепи поступает на цеховую подстанцию, вторичная обмотка которой соединена звездой (три фазы и ноль). С цеховой подстанции ток поступает на щит силовой (ЩС). Со щита по четырех проводной трех фазной цепи ток поступает на двигатель станка (380В). Приводные двигатели питаются от сети 380В. В энергосети станка напряжение обычно составляет 24–36В.
Опасность электротравм при повреждении изоляции электрооборудования участка, определяется эффективностью защитных средств.
Производственное помещение, в котором эксплуатируется модернизированный станок, характеризуется наличием токоведущих полов и возможностью одновременного касания металлических конструкций, соединенных с землей, и элементов оборудования, находящихся под напряжением. В соответствии с ПЭУ механический цех с такими условиями относится к помещениям особо опасным по поражению электрическим током. Следовательно, элементы оборудования, находящиеся под напряжением должны заземляться или зануляться в соответствии с ГОСТ 12.1.030–81 «ССБТ. Электробезопасности. Защитное заземление, зануление».
В сетях, где напряжение до 1000В, основными мероприятиями по обеспечению безопасности является использование заземлительных устройств, состоящих из заземлителей и соединительных проводов. Контур заземления устанавливается под площадкой, на которой смонтировано оборудование. При замыкании фазы на корпус, ток замыкания равномерно растекается между всеми заземлителями контура. При растекании тока от заземлителя по поверхности почвы происходит распределение потенциала по закону гиперболы. В результате наложения потенциалов обеспечивается относительное выравнивание в заземленной зоне. Поэтому при прикосновении к корпусу электрооборудования, в момент замыкания на корпус разность потенциалов между рукой и ногами человека не достигает опасного значения.
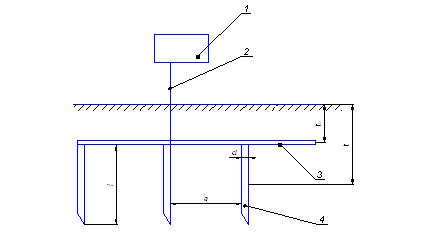
Рис. 5. Расчетная схема заземления: 1-корпус; 2-заземляющий проводник; 3 – соединительная полоса; 4-электрод.
Проведем расчет контура заземления для механического участка с периметром 50 метров. Оборудование механического участка питается от сети (U=380В) с изолированной нейтралью, грунт – суглинок, площадь производственного помещения 20*30 м.
1. Определяем требуемое сопротивление заземляющего устройства Rз.
В электроустановках (U<1000В), с изолированной нейтралью, сопротивление заземлляющего устройства не должно превышать 4Ом.
2. Определяем сопротивление искусственного заземлителя.
Поскольку естественный заземлитель не используется, то требуемое сопротивление искусственного заземлителя составляет 4 Ом.
3. Выбираем конструкцию заземлителя.
Для условий большого контура помещения принимается заземляющее устройство из вертикальных круглых стержней, расположенных в ряд. Они соединяются стальной полосой 50*5 Глубина закладки t0 вертикальных стержней 1 м. Длина стержней l=3, диаметр d=0,1 м.
Параметр t=t0 +0,5l=1+0,5*3=2,5.
4. Определим расчетное удельное сопротивление грунта с учетом данных таблиц 2.1 и 2.2. [18].
 ]
]
5. Определение сопротивления одиночного вертикального стержня.
![]()
6. Определяем ориентировочное количество вертикальных стержней.
Число стержней определяется из выражения 
Учитывая, что экранирование электродов приведет к увеличению сопротивления растекания, округляем число стержней и принимаем n=12.
7. Определяем коэффициент использования электродов.
Для определения ![]() принимаем
а=2l=6 м.
По таблице 2.3 [18]
принимаем
а=2l=6 м.
По таблице 2.3 [18] ![]() =0,72. По таблице
2.4
=0,72. По таблице
2.4 ![]() .
.
8. Определение сопротивления растеканию горизонтальной стальной полосы, соединяющей вертикальные электроды.
Длина соединительной полосы ln =а (n-1)=6*(12–1)=66 м.
Для полосы шириной b: d=0,5b=0,5*0,04=0,03 м.

9. Определяем сопротивление принятого группового заземления, состоящего из 13 вертикальных электродов и соединительной полосы при t0 =0,7

Расчетное сопротивление меньше требуемого, что обеспечивает безопасность.
4.11 Защита окружающей среды от металлических отходов и СОЖ
Основными производственными отходами при технологическом процессе с использованием модернизированного станка являются металлическая стружка и отработанная СОЖ. Основным способом защиты окружающей среды от этих производственных остатков является их переработка и утилизация, в результате чего производство становится малоотходным, при котором его воздействие на окружающую среду по отдельным факторам не превышает значений, установленных НТД по охране природы.
Стружка, возникающая при обработке заготовки на станке модели РТ735Ф3, поступает в специальный стружкоприемник, выполненный в виде съемного корыта в основании станка. Стружкоприемник имеет 4 крюка для транспортировки краном. Ниже приводится расчет количества стружки и способы ее утилизации.
Для выбора способов переработки отходов непосредственно на заводе или на специализированных предприятиях необходимы данные по их объемам.
Расчет количества металлических отходов.
Расчет металлических отходов при обработке детали производится по специальной методике, изложенной в учебном пособии, разработанном кафедрой промышленной экологии и безопасности МГТУ им. Баумана [19]. Годовой объем при изготовлении муфты определяется с учетом подготовительных и токарных операций. Затем, с учетом годовой программы выпуска, определяется суммарное количество отходов данного вида.
Исходные данные: технологические операции – прокат, токарная обработка; масса заготовки Gпрок= 32,3 кг; масса детали после токарной обработки Gток= 24,6 кг; годовой объем выпуска m=250 шт.
Отходы на операции токарной обработки:
![]() ,
,
где G1 – исходная масса материала (проката), кг;
G2 – масса детали после обработки (в данном случае токарной), кг;
Кисп – коэффициент использования материала.
Поскольку исходными данными является масса проката и детали, а не то масса отходов на токарной обработке определяется:
![]()
Масса отходов на операции прокат:
Суммарная масса отходов, возникающая при изготовлении 250 муфт, определяется как произведение числа муфт на сумму отходов при изготовлении одной муфты:
![]() .
.
Полученные данные сведем в таблицу.
Таблица 18. Годовые отходы при изготовлении муфты
|
Технологические операции |
Заготовительная |
Механическая обработка |
||
| На 1 шт., кг | За год, кг | На 1 шт., кг | За год, кг | |
|
Прокат Токарная Итого |
0,646 8,346 |
161,5 2086,5 |
7,7 8,346 |
1925 2086,5 |
Получаемые отходы легированной стали, являются значительными как сточки зрения как с точки зрения охраны природы, так и с точки зрения экономики, и подлежат первичной обработке непосредственно на предприятии с учетом других металлических отходов. Первичная обработка включает сортировку по сортаментам, разделку (удаление неметаллических включений) и механическую обработку, т.е. рубку, резку, пакетирование или брикетирование на прессах.
Сортировка отходов осуществляется еще на стадии обработки с учетом требований ГОСТ 2787–75 «Лом и отходы черных металлов. Шихтовые. Классификация и технические требования» и ГОСТ 1639–78 «Лом и отходы цветных металлов. Общие требования». Дальнейшая переработка осуществляется на специальном участке. Стружка пакетируется с помощью специальных прессов и поступает после первичной переработки на специальные металлургические предприятия.
Расчет количества отработанной СОЖ.
Отработанная СОЖ представляет собой жидкие отходы в соответствии с ГОСТ 12.3.025–80 подлежит переработки и утилизации. Сброс отработанной СОЖ без очистки от нефтепродуктов в общую систему канализации и водоемы запрещается.
Количество отработанной СОЖ рассчитывается исходя из емкости системы СОЖ, числа станков и периодичности замены.
Емкость резервуара станка для СОЖ – 0,50 м3, периодичность смены эмульсионных СОЖ при работе черных металлов по ГОСТ 12.3.025–80 – две недели.
![]() .
.
В отделении механической обработки установлено два станка данного типа. Суммарный объем отработанной СОЖ при их работе составляет 130,4*2=260,8 м3 в год. Кроме того в отделении имеется 15 станков различных групп и мощности, которые дают 860 м3 отработанных СОЖ на разных основах.
При таких объемах отработанных СОЖ возникает необходимость разработки специальных мероприятий по ее переработке.
Отработанная СОЖ и промывочные воды собираются в специальных емкостях и направляются на установку предварительной переработки, где минеральные масла отделяются от водной фазы. Водная фаза используется для приготовления эмульсий, а при невозможности использования разбавляется водой до ПДК нефтепродуктов и добавок и сбрасывается в канализацию. Масляная фаза эмульсий поступает на установку для регенерации, а при непригодности к регенерации утилизируется путем сжигания в котельной.
Литература
1. Безопасность труда и промышленная экология: Методическое пособие; Под ред. А.С. Гринина, 1996.
2. Детали машин / Под ред. Н.С. Ачеркана, М., «Машиностроение», 1969 – 471 с, ил.
3. Карманный справочник технолога-инструментальщика, под ред. И.Г. Космачева. Л, «Машиностроение», 1970 г.
4. Конструирование и расчет металлорежущих станков и станочных комплексов/ А.И. Кочергин. М: Высшая школа, 1991 – 382 с.
5. Металлорежущие станки и автоматы, под ред. А.С. Проникова. М, «Машиностроение», 1981 г.
6. Металлорежущие станки. Под ред. В.Э. Пуша, М., «Машиностроение», 1986 – 575 с., ил.
7. Металлорежущие станки./Н.С. Колев. – М, «Машиностроение», 1980 – 382 с.
8. Методики и примеры расчетов по безопасности воздушной среды и электробезопасности: Учебное пособие; Под ред. А.С. Гринина.
9. Обработка металлов резанием. Справочник технолога /Панов А.А., Аникин В.В., Бойм Н.Г. и др.; Под общ. ред. Панова А.А. – М.: Машиностроение, 1988, 736 с.: ил.
10. Обработка металлов резанием: Справочник технолога; под общ. ред. А.А. Панова. М, «Машиностроение», 1988 г.
11. Подшипники качения: Справочник /Перель Л.Я., Филатов А.А., М.: «Машиностроение», 1992 г. – 608 с: ил.
12. Программирование обработки на станках с ЧПУ: Справочник / Гжиров Р.П., Серебряницкий П.П. – Л.: Машиностроение. Ленинградское отделение, 1990, 558 с.: ил.
13. Прогрессивные режущие инструменты и режимы резания металлов, под общ. ред. В.И. Баранчикова. М, «Машиностроение», 1990 г.
14. Проектирование гидростатических подшипников: Под ред. Гарри Риппела, М., «Машиностроение», 1967 – 133 с, ил.
15. Производство заготовок в машиностроении / Афонькин М.Г., Магницкая М.В. – Л.: «Машиностроение», 1987 – 256 с.ил.
16. Руководство по эксплуатации: Устройство числового программного управления 2Р22.
17. Сборник типовых расчетов по курсу «Охрана труда», под ред. Белова С.В., 1979 г.
18. Сборник типовых расчетов по охране окружающей среды: Под ред. Белова С.В., 1979 г.
19. Справочник технолога-машиностроителя, в двух томах, том 2, под ред. А.Г. Косиловой и Р.К. Мещерякова. М, «Машиностроение», 1985 г.
| Модернизация патронного полуавтомата 1П756 | |
|
... 1.1 Введение 1.2 Анализ технологичности конструкции детали 1.3 Определение припусков на механическую обработку и размеров заготовки 1.4 Расчет режимов ... Интерактивная графика, примененная на семикоординатных двухшпиндельных токарных станках с двумя револьверными головками фирмы Okuma (Япония), позволяет выбрать режимы резания, а ... Работа станка связана с наличием опасных вращающихся частей (шпиндель, винты подач), сливной стружки и т.д. Их воздействие в случае нахождения персонала в опасной зоне вызывает ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Объемная штамповка и обработка металлов резанием | |
|
... 2 Объемная штамповка 1.3 Штампы 1.4 Технологический процесс изготовления 1.5 Нагрев металлов перед обработкой давлением 1.6 Нагревательное устройство Любой вид обработки металлов резанием характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания u, глубина резания t и ... Станки имеют высокую жесткость, достаточную мощность и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с применением современных ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Цикл производства на ОАО "Электростальский завод тяжелого ... | |
|
ЭЛЕКТРОСТАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) МОСКОВСКОГО ИНСТИТУТА СТАЛИ И СПЛАВОВ ОТЧЕТ ОБ ОЗНАКОМИТЕЛЬНОЙ ПРАКТИКЕ Студент: Шашина Я.С. Группа ... Металлорежущий станок - это оборудование производства, предназначенное для обработки металла резанием с целью получения деталей заданной формы и размеров, с требуемыми точностью и ... Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с.1 Мн (100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего ... |
Раздел: Промышленность, производство Тип: отчет по практике |
| ... при освоении технологических операций на токарно-винторезном станке | |
|
Факультет технологии и предпринимательства специальность 030600 "Технология и предпринимательство" Кафедра технологии обработки конструкционных ... Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьбы разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким ... Режимы обработки на токарно-винторезном станке определяются скоростью резания, подачей и глубиной резания при точении. |
Раздел: Рефераты по педагогике Тип: дипломная работа |
| Проектирование станочного приспособления | |
|
Содержание 1. Исходные данные 1.1 Выбор заготовки 1.2 Маршрут обработки 1.3 Выбор оборудования 1.4 Режимы резания 2. Теоретическая схема базирования и ... Центр токарный двухсуппортной модель САТ630 с противошпинделем, с устройством позиционирования и круговой подачи шпинделя (осью С), револьверными головками для токарного и ... Подшипники шпинделя (фирмы SKF, Швеция) заправлены консистентной смазкой и не требуют обслуживания. |
Раздел: Промышленность, производство Тип: курсовая работа |