Дипломная работа: Разработка автоматизированного участка изготовления детали "Фланец"
Министерство образования и науки Российской Федерации
Зеленодольский механический колледж
Разработать автоматизированный участок изготовления
детали ЗМК. 220301. 16. 252. Фланец
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
ЗМК. 220301. 16. 252. ПЗ.
( спец. №вар. №гр.)
Содержание
Введение
1 Описание назначения детали
2 Определение и характеристика заданного типа производства
3 Технические условия на материал
4 Выбор вида заготовки и ее конструкция
5 Разработка технологического процесса изготовления детали и выбор технологических баз
6 Расчет и определение межоперационных припусков и размеров
7 Выбор и обоснование РТК на токарную операцию.
РТК модели М20.Ц48.01
8 Расчёт режимов резания. Выбор оборудования, приспособлений,
режущего и мерительного инструмента. Расчет и определение
штучного и подготовительно–заключительного времени
9 Технические характеристики оборудований
9.1 Токарный станок с ЧПУ модели 16К20Ф3
9.2 Вертикально – сверлильный станок модели 2А150
9.3 Вертикально – сверлильный станок модели 2А125
9.4 Вертикально – фрезерный станок модели 6Н12П
9.5 Резьбофрезерный станок модели 5Б63
9.6 Внутришлифовальный станок модели ЗА227
9.7 Круглошлифовальный станок модели 3Б151
9.8 Универсально – заточной станок модели 3Д642Е
9.9 Промышленный робот модели М20.Ц48.01
10 Виды и задачи автоматизации оперативного контроля индуктивной пробки
11 Разработка мероприятий по охране труда
11.1 Требования безопасности при работе на токарных станках
11.2 Требования безопасности при эксплуатации станков с ЧПУ
11.3 Требования безопасности при работе на сверлильных станках
11.4 Требования безопасности при работе на фрезерных станках
11.5 Требования безопасности при работе на шлифовальных станках
11.6 Требования безопасности при работе абразивным инструментом
12 Конструирование заготовки
13 Расчет калькуляции данной детали
13.1 Бизнес план
13.2 Исходные данные
13.3 Производственные расчёты
13.3.1 Расчет требуемого количества оборудования
13.3.2 Расчет общей численности работающих на участке
13.3.2.1 Расчет численности основных рабочих на каждой операции
13.3.2.2 Расчет численности вспомогательных рабочих
13.3.2.3 Расчет численности руководителей, специалистов и
служащих (РСС
13.4 Экономические расчёты
13.4.1 Расчет фондов заработной платы
13.4.1.1 Расчет фондов заработанной платы основных рабочих
13.4.1.2 Расчет фондов заработанной платы вспомогательных
рабочих
13.4.1.3 Расчет фондов заработной платы руководителей,
специалистов и служащих (РСС)
13.4.2 Определение потребности в основных материалах
13.4.3 Расчет косвенных затрат. Расчет сметы
общепроизводственных расходов
13.4.4 Калькуляция себестоимости
13.4.5 Расчет стоимости и себестоимости ТП, расчет прибыли
и налогов
13.4.6 Расчет стоимости нормативно - чистовой продукции
13.4.7 Расчет технико - экономических показателей
13.5 Анализ предприятия
Спецификация РТК
Спецификация «Пробка индуктивная»
Спецификация «Планировка участка»
Перечень используемой литературы
Введение
Современное машиностроение отличается интенсивным расширением многообразия выпускаемой продукции. Одновременно происходит сокращение продолжительности цикла выпуска изделий одного вида. Объемы выпуска продукции, как и прежде, изменяются в широком диапазоне - от единичных образцов до массового производства. Однако преобладающим начинает становиться мелко- и среднесерийное производство.
В процессе механической обработки возникает наибольшее число проблем, связанных с выполнением требований к качеству машин, заданных конструктором. Процесс механической обработки реализуется достаточно сложной технологической системой, включающей в себя металлорежущий станок, станочную технологическую оснастку, режущий инструмент и заготовку.
Разработка технологического процесса изготовления любой детали начинается с изучения ее служебного назначения и критического анализа норм точности и других технических требований. Далее в последовательности, определенной соответствующими стандартами, разрабатывается технологический процесс. Это связывает технологию со служебным назначением детали и обеспечивает согласованность решений, принимаемых на различных этапах технической подготовки.
Современное промышленное производство нужно наделить определенной гибкостью, сохранив при этом все преимущества полной автоматизации, непрерывностью, ритмичностью, высоким темпом выпуска изделий, стабильностью технологических процессов.
Решить эти задачи на единой основе позволяет создание гибких производственных систем (ГПС). Их основа — станки и машины с ЧПУ, промышленные роботы и манипуляторы, управляющие устройства на базе ЭВМ.
В гибких автоматизированных системах автоматизируются практически все технологические, вспомогательные и транспортные операции.
Например, в ГПС механообработки могут быть автоматизированы:
загрузка заготовок на станки и выгрузка с них обработанных деталей;
обработка деталей по заданной программе;
смена режущих инструментов;
контроль качества деталей в процессе и после обработки;
уборка стружки;
транспортирование деталей от станка к станку в любой задаваемой последовательности;
изменение программы обработки;
управление работой всего комплекса оборудования, входящего в состав ГПС, по принципу гибкоперестраиваемой технологии.
Отличительной особенностью ГПС по сравнению с традиционными мелко- и среднесерийным производствами является то, что в ГПС для многономенклатурного серийного производства можно обеспечить выполнение основных принципов, характерных для массового поточного производства.
В настоящее время широко осуществляется объединение единичного автоматического оборудования в групповые (многопозиционные) системы (линии, обрабатывающие центры), управляемые ЭВМ. При этом доля участия человека в производственном процессе сокращается более чем в три раза.
В автоматизированном производстве резко повышаются требования к качеству каждого этапа производственного цикла, организации переналаживаемых, гибких технологических процессов и применению технологий с малым участием людей. Поэтому при внедрении автоматизации большое внимание уделяется использованию микропроцессоров и электронно-вычислительной техники, гибких производственных систем, автоматизации контроля и управления технологическими процессами, загрузки оборудования, транспортировки деталей и сборочных единиц.
В данной работе рассматривается разработка бизнес – плана, проекта по изготовлению детали типа: «Фланец».
Каждый предприниматель, начиная свою деятельность, должен ясно представлять потребность на перспективу в финансовых, материальных, трудовых и интеллектуальных ресурсах, источники их получения, а также уметь четко рассчитать эффективность использования ресурсов в процессе работы фирмы.
При всем многообразии форм предпринимательства существуют ключевые положения, применимые практически во всех областях коммерческой деятельности и для разных фирм, но необходимые для того, чтобы своевременно подготовиться и обойти потенциальные трудности и опасности, тем самым уменьшить риск в достижении поставленных целей.
В рыночной экономике бизнес – план является рабочим инструментом, используемым во всех сферах предпринимательства. Бизнес – план описывает процесс функционирования фирмы, показывает, каким образом ее руководители собираются достичь свои цели и задачи, в первую очередь повышения прибыльности работы. Хорошо разработанный бизнес-план помогает фирме расти, завоевывать новые позиции на рынке, где она функционирует, составлять перспективные планы своего развития.
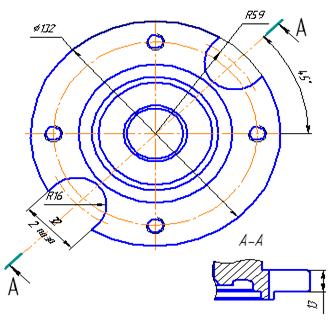
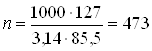
1 Описание назначения детали
Фланцы служат для ограничения осевых перемещений валов, выполнение изолирующих и декоративных функций.
Заготовками для детали служит прокат (прутки, трубы), отливки, штамповки. Выбор материала зависит от служебного назначения изделия, конфигурации, объема выпуска. Указанное изделие изготавливают из стали, чугуна, бронзы, пластмасс и других материалов. К изделиям типа фланец предъявляют следующие технические требования: точность базирующих поверхностей 6-8-го квалитетов, точность наружных базирующих поверхностей 6-8-го квалитетов; Допуски цилиндричности и круглости ответственных поверхностей 5-6-й степени точности; допуск перпендикулярности торцов осям 6-8-й степени точности.
Заготовками для изделий из стали, рассматриваемой группы являются резаный прокат, если конструктивное изделие имеет небольшие перепады диаметров ступеней; для изделий малых диаметров используют прутки. Штучные заготовки (резаный прокат) обычно используют для изготовления изделий диаметром не более 50 мм. В серийном производстве для деталей со значительным перепадами диаметрами используют штамповку. Штампованные заготовки и трубы применяют в качестве заготовок для изделий со значительными размерами внутренних отверстий.
Обычно наиболее трудоемкой предварительной операции обработки деталей этой группы являются токарная обработка при закреплении заготовки в патроне. В серийном производстве эти операции выполняют на станках с ЧПУ.
2 Определение и характеристика заданного типа производства
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями или сериями и сравнительно большим объемом выпуска.
Серийное производство в зависимости от количества изделий в партии и значения коэффициента закрепления операций условно делят на мелко-, средне - и крупносерийное.
В серийном производстве изготавливают металлорежущие станки, насосы, дорожные машины и многое другое. В этом производстве используют как универсальное, так специальное и специализированное оборудование, универсальные и переналаживаемые быстродействующие приспособления, универсальный и специализированный режущий и измерительный инструменты.
В настоящие время в мелко- и среднесерийном производствах широко применяют станки с ЧПУ. Оборудование, как правило, располагают по типам станков, участкам, на большинстве рабочих мест которых можно выполнять аналогичные операции. В этом производстве станки с ЧПУ используют и как отдельные единицы технологического оборудования, так и в составе участков и гибких производственных систем (ГПС).
В крупносерийном производстве применяют, как правило, автоматы различных типов, в том числе с ЧПУ, автоматические линии. Это оборудование оснащают специальными приспособлениями и специальным режущим инструментом. Оборудование располагают в последовательности технологического процесса. За большинством рабочих мест закрепляют определенные операции.
В условиях единичного и серийного производства изготавливаются 70 -75% всей номенклатуры деталей общемашиностроительного применения.
3 Технические условия на материал
Физические свойства стали 45:
1) плотность -![]() 7.814 г/см3;
7.814 г/см3;
2) коэффициент теплопроводности (λ) = 0.162 кал/(см∙сек∙град);
3) коэффициент линейного расширения (α ∙ 106) = 11.649° с-1.
Механические свойства стали 45:
1)предел текучести (σт) = 36 кгс/мм2;
2)предел прочности (σВ) = 64 кгс/мм2;
3)относительное удлинение (δ) = 16%;
4)относительное сужение (ψ) = 40%;
5)ударная вязкость (αн) = 5 кгс∙м/см2;
6)твердость по Бринеллю – НВ<229;
Сталь 45 включает следующие химические элементы: С (0.42-0.5%), Si (0.17-0.37%), Mn (0.5-0.8%), P (не более 0.04%), S (не более 0.04%), Cr (0.25%), Ni (0.25%).
Технологические свойства стали 45:
- коэффициент
относительной обрабатываемости ![]() (Р18),
(Р18), ![]() (Т15К6),
(Т15К6), ![]() (Т5К10);
(Т5К10);
- свариваемость Н (низкая);
- прокаливаемость 8-15 (М) - закалка в масле;
- обрабатываемость давлением У (удовлетворительная);
- температурный интервал деформации 1200-800о С
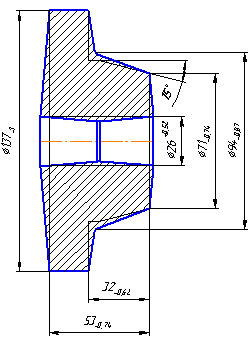
4 Выбор вида заготовки и ее конструкция
1. Определяем массу заготовки:
Q1 = V γ =  = 1012 гр. = 1,012 кг. – для
ø71 и ø85,5 мм.
= 1012 гр. = 1,012 кг. – для
ø71 и ø85,5 мм.
Q2 = V γ =  = 223 гр. = 0,223 кг. – для
= 223 гр. = 0,223 кг. – для
ø85,5 мм.
Q3 = V γ =  =2413 гр. = 2,413 кг. – для
=2413 гр. = 2,413 кг. – для
ø137 мм.
Q4 = V γ =  = 219 гр. = 0,219 кг. – для ø26мм.
= 219 гр. = 0,219 кг. – для ø26мм.
МЗаг.= Q1 + Q2 + Q3 – Q4 = 1,012 + 0,223 + 2,413 – 0,219 = 3,430 кг.
где V – объем металла
γ – плотность металла
π – постоянная
2. Масса детали
МДет = 2,400 кг.
3. Расчет коэффициента использования металла:
КИМ = 
5 Разработка технологического процесса изготовления детали и выбор технологических баз
005 Заготовительная
Отштамповать заготовку
010 Токарная
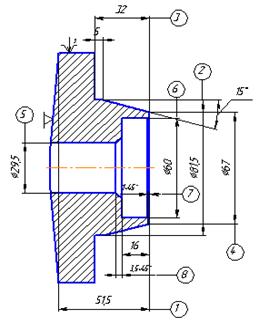
1. Точить торец 1, выдерживая размер 51,5 мм.
2. Точить поверхность 2, выдерживая размер 32 мм.
3. Точить торец 3.
4. Точить конус 15˚, выдерживая ø67 мм.
5. Расточить поверхность 5.
6. Расточить поверхность 6, выдерживая размер 16 мм.
7. Точить фаски 7 и 8: 1х45˚ и 3,5х45˚.
015 Токарная
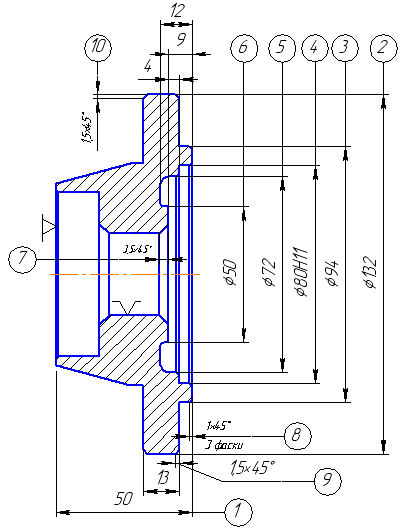
1. Точить торец 1, выдерживая размер 50 мм.
2. Точить поверхность 2.
3. Точить поверхность 3, выдерживая размер 13 мм с подрезкой торца выдерживая размер 5 мм.
4. Расточить поверхность 4, выдерживая размер 5 мм.
5. Расточить поверхность 5 и 6, выдерживая размеры согласно чертежу.
6. Точить фаску 3,5х45˚ и 3 фаски 1х45˚ .
7. Точить 2 фаски 1,5х45˚ .
020 Сверлильная
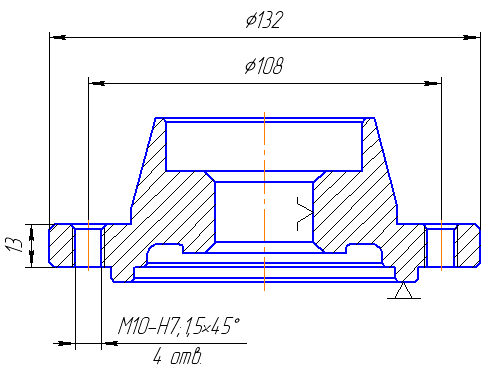
1. Сверлить 4 отверстия под М10-Н7.
2. Зенковать 4 фаски 1,5х45 .
3. Нарезать 4 резьбы М10-Н7.
025 Фрезерная
1. Сверлить 4 отверстия под М10-Н7.
2. Зенковать 4 фаски 1,5х45 .
3. Нарезать 4 резьбы М10-Н7.
030 Протяжная
Протянуть
шпоночный паз 10D10 х 33,3![]()
035 Вн. шлифовальная
Шлифовать ø30Н7
040 Контрольная
045 Покрасочная
Покрытие: Эмаль АС-182 ГОСТ19024-79, красная.
6 Расчет и определение межоперационных припусков и размеров
Технологические переходы обработки |
Допуски (мм.) |
Припуски (мм.) |
Расчетный размер |
размер заготовки и операционные размеры |
|||
σ |
класс точности |
расчетные или принятые |
№ таблицы |
принято |
|||
Внутренняя поверх-ность ø30Н7 (+0,021) |
|||||||
Заготовка |
26 |
26+0,52 |
|||||
Расточить начерно |
+0,52 |
Н14 |
1,6 |
38Б |
2 |
28 |
28+0,52 |
Расточить начисто |
+0,13 |
Н11 |
1,3 |
38Б |
1,5 |
29,5 |
29,5+0,13 |
Шлифовать |
+0,021 |
Н7 |
0,35 |
38Б |
0,5 |
30 |
30+0,021 |
|
|
|||||||
Внутренняя поверх-ность ø80Н11(+0,19) |
|||||||
Заготовка |
26 |
26+0,52 |
|||||
Расточить начерно |
+0,62 |
Н14 |
2,5 |
38Б |
2,5 |
78,5 |
78,5+0,52 |
Расточить начисто |
+0,19 |
Н11 |
1,3 |
38Б |
1,5 |
80 |
80+0,19 |
|
|
|||||||
Внутренняя поверх-ность ø60 |
|||||||
Заготовка |
26 |
26+0,52 |
|||||
Расточить начерно |
+0,74 |
Н14 |
2 |
38Б |
2 |
58,5 |
58,5+0,74 |
Расточить начисто |
+0,19 |
Н11 |
1,3 |
38Б |
1,5 |
60 |
60+0,19 |
|
|
|||||||
Наружная поверх-ность ø132-0,25 |
|
||||||
Заготовка |
|
137 |
137-1 |
||||
Точить начерно |
-1 |
h14 |
2,5 |
40Б |
3 |
134 |
134-1 |
Точить начисто |
-0,25 |
h11 |
1,7 |
40Б |
2 |
132 |
132-0,25 |
|
|
|
||||||
Наружная поверх-ность ø81,5h11 (-0,22) |
|
||||||
Заготовка |
|
85,5 |
85,5-0,87 |
||||
Точить начерно |
-0,87 |
h14 |
2,5 |
40Б |
2,5 |
83 |
83-0,87 |
Точить начисто |
-0,22 |
h11 |
1,5 |
40Б |
1,5 |
81,5 |
81,5-0,22 |
|
|
|||||||
Размер 50 h11 |
|
||||||
Заготовка |
53 |
53-0,74 |
|||||
Черновая подрезка торца 1 |
-0,74
|
h14 |
1 |
37Б |
1 |
52 |
52-0,74 |
Чистовая подрезка торца 1 |
-0,19 |
h11 |
0,5 |
42Б |
0,5 |
51,5 |
51,5-0,19 |
Черновая подрезка торца 2 |
-0,74
|
h14 |
1 |
37Б |
1 |
50,5 |
50,5-0,74 |
Чистовая подрезка торца 2 |
-0,16 |
h11 |
0,5 |
42Б |
0,5 |
50 |
50-0,16 |
7 Выбор и обоснование РТК на токарную операцию
РТК модели М20.Ц48.01.
Специализированный ПР М20.Ц48.01 предназначен для выполнения загрузочно – разгрузочных операций при обслуживании станков (прежде всего токарно-револьверных), в том числе с ЧПУ. ПР приспособлен для работы с накопителями заготовок и деталей, уложенных в приспособлении-спутнике в ориентированном виде (при горизонтальном расположении оси). Типовые детали короткие тела вращения (типа фланцев) диаметром от 40 до 200 мм и высотой до 100 мм.
Промышленный робот имеет портальную конструкцию. Каретка перемещается по монорельсу, закрепленному на портале, который установлен на колоннах. Несущая система ПР – сварная с дополнительными ребрами жесткости.
На каретке установлены две поворотные плиты, к каждой из которых крепится корпус выдвижной руки. Робот имеет две руки разгрузочную и загрузочную, имеющие одинаковую конструкцию. Основание плиты крепится к каретке винтами с возможностью установочного перемещения по вертикали в пределах 50 мм. Корпус каждой руки также имеет возможность установочного перемещения в пределах 50 мм вдоль горизонтальной оси. В нижней части каждой руки установлена поворотная кисть (шпиндель), в котором закрепляется захватное устройство. Привод каретки электромеханический, а приводы вертикального перемещения и качания рук, а также приводы схватов — пневматические.
Привод горизонтального перемещения каретки по монорельсу осуществляется электродвигателем постоянного тока ДПУ 160, через зубчатый редуктор с передаточным отношением 18/46. Шестерня, установленная на выходном валу редуктора, зацепляется зубчатой рейкой, закрепленной на монорельсе. На противоположном конце выходного вала редуктора установлен электромагнитный тормоз типа ЭТМ – 056, который фиксирует каретку в заданных позициях.
К основанию поворотной плиты шарнирно присоединен пневмоцилиндр, при движении штока которого поворотная плита вместе с плитой отклоняется от вертикали на 300.
Рука перемещается в ее корпусе на роликах. Поворот кисти (шпинделя) руки производится пневмоцилиндром через зубчатую рейку, закрепленную на его штоке и шестерню, которая жестко связана с трубой. Выдвижной упор, приводимый пневмоцилиндром, определяет среднее положение рейки при повороте шпинделя на угол 900.
Толкатель, проходящий внутри трубы, связан со штоком пневмоцилиндра привода сменного захватного устройства.
Вертикальное перемещение каждой руки производится пневмоцилиндром, штоки которые связаны с рукой через пружину, позволяющую осуществлять движение до упора схвата в заготовку или деталь. При отсутствии давления в пневмоцилиндре рука фиксируется защелкой, открываемой пневмоцилиндром.
Каретка ПР, конструкция которого выполнена в виде сварного корпуса с роликами, установленными в подшипниках на осях. Ролики катятся по монорельсу, прикрепленному к порталу. Оси роликов выполнены эксцентричными, что позволяет регулировать зазор в зацеплении выходной шестерни привода каретки с зубчатой рейкой, установленной на портале, а также обеспечивает необходимый натяг между роликами и монорельсом.
Перемещение каретки производится от электродвигателя через двух ступенчатый зубчатый редуктор и зубчато – реечную передачу. На валу шестерни установлен электромагнитный тормоз для фиксации каретки в заданной позиции. Привод каретки выполняется сборным.
Рука манипулятора выполнена в виде полой гильзы (трубы), к верхней части которой присоединены пневмоцилиндры привода поворота кисти (шпинделя) руки. Шпиндель установлен на подшипниках в нижней части руки. Внутри трубы проходит штанга – толкатель, передающая движение от
пневмоцилиндра привода захватного устройства. Для крепления схвата на конце толкателя имеется головка байонетного замка. Схват крепится в кольцевом пазу, выполненном во внутренней расточке шпинделя. Угловое положение схвата относительно шпинделя при его креплении определяется фиксатором. Рука перемещается относительно ее корпуса на двух парах роликов. Привод руки выполнен в виде пневмоцилиндра, закрепленного на корпусе. Торможение руки выполненного в крайнем положении осуществляется при помощи гидравлических демпферов, закрепленным на пневмоцилиндре. Связь гильзы руки со штоком пневмоцилиндра осуществляется через подпружиненный толкатель, который нажимает на конечный выключатель при сжатии пружины в момент достижения жесткого упора.
К гильзе руки крепится линейка, на которой устанавливаются кулачки, воздействующие при движении руки на путевые выключатели.
В корпусе руки установлена защелка, зуб которой входит под действием пружины в отверстие, выполненное в линейке, для фиксации положения руки при уменьшении давления в пневмосистеме. Отвод защелки осуществляется специальным пневмоцилиндром.
8 Расчёт режимов резания. Выбор оборудования, приспособлений, режущего и мерительного инструмента. Расчет и определение штучного и подготовительно – заключительного времени
Операция 010 Токарная
Содержание операции: Переход 1. Точить торец 1 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06;
опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 71 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t =1мм;
3 Выбираем подачу S и коэффициенты:
S = Sо Кsn Кsи Кsм ;
Sо = 0,47; Кsn = 1,0;Кsи = 1,0; Кsм = 1,07;
гдеSо – табличное значение подачи на оборот, мм.
Кsn – коэффициент, учитывающий состояние обрабатываемой поверхности.
Кsи – коэффициент, учитывающий материал инструмента.
Кsм – коэффициент, учитывающий материал обрабатываемой детали.
S = 0,47 1,0 1,0 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV.
V = Vт ·Кvи Кvф ·Кv1 ·Кvо , м/мин.
Vт = 290;Кvи = 0,65;Кvф = 0,86;Кv1 = 1,2;Кvо = 1,0;
где Vт – табличное значение скорости резания.
Кvи – коэффициент, учитывающий свойства материала инструмента.
Кvф – коэффициент, учитывающий влияние угла в плане.
Кv1 – коэффициент, для поперечного точения.
Кvо – коэффициент, учитывающий влияние СОЖ.
V = 290 0,65 0,86 ·1,2 · 1,0 = 127 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
где L - длина обрабатываемой поверхности, мм;
L1 - величина врезания и перебега, мм
i - число проходов;
L=![]()
L = ![]() мм; L1=5; i = 1;
мм; L1=5; i = 1;
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 2. Точить поверхность 2 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 85,5 мм, диаметр до обработки
d = 83 мм, диаметр после обработки
l = 32 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = D – d; П = 85,5 – 83 = 2,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsи · Кsм ;
Sо = 0,47; Кsn = 1,0;Кsи = 1,0; Кsм = 1,07;
S = 0,47 · 1,0 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кvж = 1,2;Кvи = 1,0;Кvо = 1,0;
где Кvж – коэффициент, учитывающий жесткость технологической системы.
Кvи – коэффициент, учитывающий вид обработки.
V = 290 · 0,65 · 0,86 · 1,2 · 1,0 = 127 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
где l - длина обрабатываемой поверхности, мм;
y1- величина врезания, мм
y2- величина перебега, мм.
l = 32; i =1;
L = 32 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 3. Точить торец 3 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06;опорная
19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 138 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t =1мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsи · Кsм ;
Sо = 0,47; Кsn = 1,0;Кsи = 1,0; Кsм = 1,07;
гдеSо – табличное значение подачи на оборот, мм.
Кsn – коэффициент, учитывающий состояние обрабатываемой поверхности.
Кsи – коэффициент, учитывающий материал инструмента.
Кsм – коэффициент, учитывающий материал обрабатываемой детали.
S = 0,47 · 1,0 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 290;Кvи = 0,65;Кvф = 0,86;Кv1 = 1,2;Кvо = 1,0;
где Vт – табличное значение скорости резания.
V = 174 · 0,65 · 0,86 · 1,2 · 1,0 = 117 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
где L - длина обрабатываемой поверхности, мм;
L1 - величина врезания и перебега, мм
i - число проходов;
L=![]()
L = ![]() мм; i = 1;
мм; i = 1;
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 4. Точить конус 15˚. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 2,4 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
= 0,57; Кsn = 1,0;Кsж = 0,83; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,83 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 174;Кvи = 0,65;Кvф = 0,86;Кvж = 0,93;Кvи = 1,0;Кvо = 1,0;
V = 190 · 0,65 · 0,86 · 0,93 · 1,0 · 1,0 = 87 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l + y1 + y2
l = 27; y2 = 3; i =6;
L = 27 + 3 = 30 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 5. Расточить поверхность 5. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –пробка
Режущий и рабочий инструмент – Резец расточной Т5К10
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 26 мм, диаметр после обработки
d = 28 мм, диаметр до обработки
l = 53 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 28 – 26 = 2 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t =![]() мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,41; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,41 · 1,0 · 0,62 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 228;Кvи = 0,65;Кvф = 0,86;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
где Кv2 – коэффициент, для растачивании.
V = 228 · 0,65 · 0,86 · 0,6 · 1,0 · 1,0 = 82 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 53;y1 = 5; y2 =3;i =1;
L = 53 + 5 + 3 = 61 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 6. Расточить поверхность 6. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – пробка
Режущий и рабочий инструмент – Резец расточной Т5К10
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 58,5 мм, диаметр после обработки
d = 28 мм, диаметр до обработки
l = 16 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 30,5 – 28 = 2,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,41; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,41 · 1,0 · 0,62 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 228;Кvи = 0,65;Кvф = 0,86;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
где Кv2 – коэффициент, для растачивании.
V = 228 · 0,65 · 0,86 · 0,6 · 1,0 · 1,0 = 82 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 118,5;y1 = 5; y2 =3;i =1;
L = 118,5 + 5 + 3 = 126,5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 7. Точить торец 1 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51,5 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = 0,5.
2 Устанавливаем глубину резания t, мм: t = П;t =0,5мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 251;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,2;Кvо = 1,0;
V = 251 · 1,0 · 0,81 · 1,2 · 1,0 = 243 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L=![]()
L=![]() мм;
мм;
L1= 5; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 8. Точить конус 150 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t = ![]() ;t =
;t =  мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 280;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 280 · 1,0 · 0,81 · 0,61 · 1,0 · 1,0 = 138 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 27; i =1;
L = 27 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 9. Точить поверхность 2 ø81,5 мм.(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 83 мм, диаметр до обработки
d = 81,5 мм, диаметр после обработки
l = 5 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = D – d; П = 83-81,5 = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 251;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 251 · 1,0 · 0,81 · 0,61 · 1,0 · 1,0 = 124 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 5; i =1;
L = 5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 10. Точить торец 3 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 137 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 0,5 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t =0,5мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,32; Кsn = 1,0;Кsж = 0,95; Кsи = 1,0; Кsм = 1,07;
S = 0,32 · 1,0 · 0,95 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 202;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,2;Кvо = 1,0;
V = 202 · 1,0 · 0,81 · 1,2 · 1,0 = 196 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L=![]()
L = ![]() мм;
мм;
i =1;
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 11. Расточить поверхность ø29,5 мм.
(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 28 мм, диаметр до обработки
d = 29,5 мм, диаметр после обработки
l = 35,5 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм П = D – d; П = 29,5 – 28 = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 35,5; y2 = 3; i =1;
L = 35,5 + 3 = 38,5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 12. Расточить фаску 3,5х450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 36,5 мм, диаметр после обработки
d = 29,5 мм, диаметр до обработки
l = 3,5 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 36,5-29,5 = 7 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 3,5; y1 =2;y2 = 2; i =1;
L = 3,5 + 2 + 2 = 7,5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 13. Расточить поверхность 6 ø60 мм.
(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 60 мм, диаметр после обработки
d = 58,5 мм, диаметр до обработки
l = 16 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 32– 30,5 = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 65; y1 = 5; i =1;
L = 65 + 5 = 70 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 12. Расточить поверхность 6 ø 31,5 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 31,5 мм, диаметр после обработки
d = 30,5 мм, диаметр до обработки
l = 52,5 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 31,5– 30,5 = 1 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t =  мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 52,5; y2 = 3; i =1;
L = 52,5 + 3 = 55,5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 13. Расточить фаску 1 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 34 мм, диаметр после обработки
d = 32 мм, диаметр до обработки
l = 1 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 34 – 32 = 2 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t =![]() мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 1; y1 =2;y2 = 2; i =1;
L = 1 + 2 + 2 = 5 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 14. Точить канавку 5 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец канавочный специальный Т15К6
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 45 мм, диаметр до обработки
d = 44,5 мм, диаметр после обработки
l = 0,25 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = В;П = 3.
2 Устанавливаем глубину резания t, мм: t = П ;t = 3мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,2; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,2 · 1,0 · 0,62 · 1,0 · 1,07 = 0,13 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо ; м/мин.
Vт = 171;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,0;Кvо = 1,0;
V = 171 · 1,0 · 0,81 · 1,0 · 1,0 = 138 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L=![]()
L=![]() мм;
мм;
L1 = 5; i =1;
 мин.
мин.
Расчет норм времени для 010 Токарной
1 Основное время
ТО= 0,04 + 0,14 + 0,11 +0,09 + 0,49 + 0,03 + 0,01 + 0,14 + 0,12 + 0,10 + 0,26 + 0,21 + 0,02 + 0,04 = 1,8 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,35 мин.
2.2. Время на смену инструмента
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,8 мин.
2.3. Время, связанное с переходами
tпер1.= 0,35 мин.;tпер8.= 0,23 мин.
tпер2.= 0,38 мин.;tпер9.= 0,19 мин.
tпер3.= 0,35 мин.;tпер10.= 0,24 мин.
tпер4.= 0,38 мин.;tпер11.= 0,24 мин.
tпер5.= 0,39 мин.;tпер12.= 0,24 мин.
tпер6.= 0,23 мин.;tпер13.= 0,24 мин.
tпер7.= 0,19 мин.;tпер14.= 0,12 мин.
2.4. Время контрольных измерений
tк1.=0,05 мин.tк4.=0,13 мин.
tк2.=0,07 мин.tк5.=0,09 мин.
tк3.=0,10 мин.
Находим вспомогательное время
Твс = tуст + (tсмен. инстр. + tсмен. инстр. + tсмен. инстр. + tсмен. инстр. + tсмен. инстр.) + (tпер1 + tпер2 + tпер3 + tпер4 + tпер5 + tпер6 + tпер7 + tпер8 + tпер9 + tпер10 + tпер11 + tпер12 + tпер13 + tпер14) + (tк1 + tк2 + tк3 + tк4 + tк5);
Твс= 0,35 + (0,6 + 0,6 + 0,6 + 0,6 + 0,8) + (0,35 + 0,38 + 0,35 + 0,38 + 0,39 + 0,23 + 0,19 + 0,23 + 0,19 + 0,24 + 0,24 + 0,24 + 0,24 + 0,12) + (0,05 + 0,07 + 0,10 + 0,13 + 0,09) = 7,85 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (1,8 + 7,85)
= (1,8 + 7,85) ![]() = 0,39 мин.
= 0,39 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (1,8+7,85)
= (1,8+7,85) ![]() = 0,39 мин.
= 0,39 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 1,8 + 7,85 + 0,39 + 0,39 = 10,43 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 4,0 + 2,0 = 12 мин.
Операция 015 Токарная
Содержание операции: Переход 1. Точить торец 1 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 57 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t = П
;t =![]() мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,57; Кsn = 1,0;Кsж = 0,83; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,83 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кv1 = 1,2;Кvо = 1,0;
V = 190 · 0,65 · 0,86 · 1,2 · 1,0 = 127 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L = ![]()
L = ![]() мм;
мм;
L1= 5; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 2. Точить поверхность 2 ø 54 мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 57 мм, диаметр до обработки
d = 54 мм, диаметр после обработки
l = 75 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 57 – 54 = 3 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,57; Кsn = 1,0;Кsж = 0,83; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,83 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кvж = 0,82;Кvи = 1,0;Кvо = 1,0;
V = 190 · 0,65 · 0,86 · 0,82 · 1,0 · 1,0 = 87 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 75; i =1;
L = 75 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 3. Точить торец 3 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 95 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 1,5 мм.
2 Устанавливаем глубину резания t, мм: t = П
;t =![]() мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,57; Кsn = 1,0;Кsж = 0,95; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,95 · 1,0 · 1,07 = 0,6 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 174;Кvи = 0,65;Кvф = 0,86;Кv1 = 1,2;Кvо = 1,0;
V = 174 · 0,65 · 0,86 · 1,2 · 1,0 = 117 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L=![]()
L = ![]() мм;
мм;
L1 = 3; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 4. Точить поверхность 4 ø 51мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 54 мм, диаметр до обработки
d = 51 мм, диаметр после обработки
l = 56 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 54 – 51 = 3 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,57; Кsn = 1,0;Кsж = 0,83; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,83 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кvж = 0,93;Кvи = 1,0;Кvо = 1,0;
V = 190 · 0,65 · 0,86 · 0,93 · 1,0 · 1,0 = 87 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 56; y1 = 5; i =1;
L = 56 + 5 = 61 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 5. Точить конус 150 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 2,4 мм.
2 Устанавливаем глубину резания t, мм: t = ![]() ;t = мм;
;t = мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,57; Кsn = 1,0;Кsж = 0,83; Кsи = 1,0; Кsм = 1,07;
S = 0,57 · 1,0 · 0,83 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кvж = 0,93;Кvи = 1,0;Кvо = 1,0;
V = 190 · 0,65 · 0,86 · 0,93 · 1,0 · 1,0 = 87 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 15; y2 = 3; i =4;
L = 15 + 3 = 18 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 6. Точить поверхность 5 ø 36 мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец подрезной Т5К10
ГОСТ 18874 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51 мм, диаметр до обработки
d = 36 мм, диаметр после обработки
l = 34 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = В; П = 6 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t = 6мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 197;Кvи = 0,65;Кvф = 0,81;Кvж = 1,0;Кvи = 1,0;Кvо = 1,0;
V = 197 · 0,65 · 0,81 · 1,0 · 1,0 · 1,0 = 104 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L = 34 мм;
L1 = 3 мм; i =7;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 7. Точить торец 1 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 41 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t =1 мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 251;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,0;Кvо = 1,0;
V = 251 · 1,0 · 0,81 · 1,0 · 1,0 = 203 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L=![]()
L = ![]() мм;
мм;
L1= 5; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 8. Точить конус 150 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = ![]() ;t =
;t =  мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 280;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 280 · 1,0 · 0,81 · 0,61 · 1,0 · 1,0 = 138 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 18,66; i =1;
L = 18,66 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 9. Точить поверхность 4 ø 50мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51 мм, диаметр до обработки
d = 50 мм, диаметр после обработки
l = 1,84 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 51 – 50 = 1 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,38; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,38 · 1,0 · 0,62 · 1,0 · 1,07 = 0,25 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 280;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 280 · 1,0 · 0,81 · 0,61 · 1,0 · 1,0 = 138 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 1,84; y2 = 3; i =1;
L = 1,84 + 3 =4,34 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 10. Точить фаску 1,6 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51,92 мм, диаметр до обработки
d = 48,72 мм, диаметр после обработки
l = 1,6 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 51,92 – 48,72 = 3,2 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,46; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,46 · 1,0 · 0,62 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 230;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 230 · 1,0 · 0,86 · 0,61 · 1,0 · 1,0 = 114 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 1,6; i =1;
L = 1,6 = 1,6 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 11. Точить поверхность 2 ø 51,92 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 54 мм, диаметр до обработки
d = 51,92 мм, диаметр после обработки
l = 20 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 54 – 51,92 = 2,08 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,46; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,46 · 1,0 · 0,62 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 230;Кvи = 1,0;Кvф = 0,81;Кvж = 0,61;Кvи = 1,0;Кvо = 1,0;
V = 230 · 1,0 · 0,86 · 0,61 · 1,0 · 1,0 = 114 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 20; i =1;
L = 20 мм.
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 12. Точить торец 3 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 95 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t = 1 мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,32; Кsn = 1,0;Кsж = 0,95; Кsи = 1,0; Кsм = 1,07;
S = 0,32 · 1,0 · 0,95 · 1,0 · 1,07 = 0,3 мм/об.
4 Определяем скорость резанияV.
V = Vт · Кvи · Кvф · Кv1 · Кvо , м/мин.
Vт = 202;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,2;Кvо = 1,0;
V = 202 · 1,0 · 0,81 · 1,2 · 1,0 = 196 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L = ![]()
L = ![]() мм;
мм;
L1 = 3; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 13. Точить поверхность 5 ø 35 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец подрезной Т15К6
ГОСТ 18874 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 36 мм, диаметр до обработки
d = 35 мм, диаметр после обработки
l = 35 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = В; П = 5 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t = 5мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,24; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,24 · 1,0 · 0,62 · 1,0 · 1,07 = 0,15 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv1 · Кvи · Кvо , м/мин.
Vт = 220;Кvи = 1,0;Кvф = 0,81;Кv1 = 1,0;Кvи = 1,0;Кvо = 1,0;
V = 220 · 1,0 · 0,81 · 1,0 · 1,0 · 1,0 = 178 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
L = 35 мм;
L1 = 7,5 + 7,5 = 15 мм; i =1;
 мин.
мин.
Операция 015 Токарная
Содержание операции: Переход 14. Расточить фаску 1,25 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 34 мм, диаметр после обработки
d = 31,5 мм, диаметр до обработки
l = 1,25 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 34 – 31,5 = 2,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsж · Кsи · Кsм ;
Sо = 0,31; Кsn = 1,0;Кsж = 0,62; Кsи = 1,0; Кsм = 1,07;
S = 0,31 · 1,0 · 0,62 · 1,0 · 1,07 = 0,2 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кv2 · Кvи · Кvо , м/мин.
Vт = 242;Кvи = 1,0;Кvф = 0,92;Кv2 = 0,6;Кvи = 1,0;Кvо = 1,0;
V = 242 · 1,0 · 0,92 · 0,6 · 1,0 · 1,0 = 133 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
l = 1,25; y1 =2; y2 = 2; i =1;
L = 1,25 + 2 + 2 = 5,25 мм.
 мин.
мин.
Расчет норм времени для 015 Токарной
1 Основное время
ТО= 0,05 + 0,31 + 0,09 +0,24 + 0,28 + 1,1 + 0,02 + 0,09 + 0,02 + 0,01 + 0,10 + 0,12 + 0,21 + 0,02 = 2,66 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время на смену инструмента
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,8 мин.
tсмен. инстр. = 0,6 мин.
tсмен. инстр. = 0,8 мин.
tсмен. инстр. = 0,6 мин.
2.3. Время с вязанное с переходами
tпер1.= 0,35 мин.;tпер8.= 0,36 мин.
tпер2.= 0,38 мин.;tпер9.= 0,19 мин.
tпер3.= 0,38 мин.;tпер10.= 0,19 мин.
tпер4.= 0,35 мин.;tпер11.= 0,08 мин.
tпер5.= 0,19 мин.;tпер12.= 0,23 мин.
tпер6.= 0,27 мин.;tпер13.= 0,27 мин.
tпер7.= 0,23 мин.;tпер14.= 0,29 мин.
2.4. Время контрольных измерений
tк1.=0,13 мин.tк4.=0,05 мин.
tк2.=0,07 мин.tк5.=0,09 мин.
tк3.=0,07 мин.tк6.=0,25 мин.
Находим вспомогательное время
Твс = tуст + (tсмен. инстр. + tсмен. инстр. + tсмен. инстр. + tсмен. инстр. + tсмен. инстр.) + (tпер1 + tпер2 + tпер3 + tпер4 + tпер5 + tпер6 + tпер7 + tпер8+ tпер9 + tпер10 + tпер11 + tпер12 + tпер13 + tпер14) + (tк1 + tк2 + tк3 + tк4 + tк5 + tк6);
Твс= 0,45 + (0,6 + 0,8 + 0,6 + 0,8 + 0,6) + (0,35 + 0,38 + 0,38 + 0,35 + 0,19 + 0,27 + 0,23 + 0,36 + 0,19 + 0,19 + 0,08 + 0,23 + 0,27 + 0,29) + (0,13 + 0,07 + 0,07 + 0,05 + 0,09 + 0,25) = 8,27 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (2,66 + 8,27)
= (2,66 + 8,27) ![]() = 0,44 мин.
= 0,44 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (2,66 + 8,27)
= (2,66 + 8,27) ![]() = 0,44 мин.
= 0,44 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 2,66 + 8,27 + 0,44 + 0,44 = 11,81 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 1,2 + 2,0 = 9,2 мин.
Операция 020 Сверлильная
Содержание операции: Сверлить 4 отверстия ø 9 мм.
Исходные данные:
Оборудование – Вертикально – сверлильный станок модели 2А150
Приспособление – Многошпиндельная головка, оправка, прихваты
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Сверло спиральное с коническим хвостовиком ø 9 мм. L = 160; l = 80; ГОСТ 10903 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 9 мм, диаметр после обработки
L = 10 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D; П = 9 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Определяем длину рабочего хода головки:
Lр.х. = l + l1 + lдоп ;
l = 10 мм ;l1 = 20 + 10 = 30 мм;lдоп = 8 мм;
где l - длина резания;
l1 – величина подвода, врезания и перебега;
lдоп - дополнительная длина хода, вызванная в ряде случаев особенностями наладки и конфигурации детали;
lр.х. = 30 + 10 + 8 = 48 мм ;
4 Определяем подачу S0:
Sо = 0,2 мм/об ;
5 Определяем подачу головки за оборот шпинделя станка Sо.ш.:
Sо.ш. = Sо · i;
Sо.ш. = 0,2;i = 1,25;
гдеi – передаточное отношение, равное количеству оборотов инструментального шпинделя за оборот ведущего вала;
Sо.ш. = 0,2 · 1,25 = 0,25 мм/об.
6 Уточнение подач на оборот для каждого инструмента при принятой подаче головки за оборот шпинделя станка:
Sо = ![]() , мм/об.
, мм/об.
Sо = ![]() мм/об.
мм/об.
Корректируем по паспорту станка Sо = 0,2 об/мин.
7 Определяем скорость резанияV:
V = 24 м/мин.
8 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
9 Определяем минутную подачу для отдельных инструментов Sм:
Sм. = Sо · n, мм/об ;
Sм. = 0,2 · 849 = 170 мм/об ;
10 Определяем число оборотов шпинделя (ведущего вала) пш:
 об/мин.
об/мин.
 об/мин.
об/мин.
Корректируем по паспорту станка nш = 996 об/мин.
11 Определяем число оборотов инструментов, соответствующих принятому числу оборотов шпинделя станка п:
![]() , об/мин.
, об/мин.
![]() об/мин.
об/мин.
12 Подсчитываем действительную скорость резания Vд, м/мин:
![]() , м/мин
, м/мин
![]() м/мин
м/мин
13 Уточняем минутную подачу для отдельных инструментов Sм:
Sм. = Sо.ш. · nш , мм/об ;
Sм. = 0,25 · 996 = 212 мм/об ;
14 Определяем основное время Т0, мин:
 , мин.
, мин.
![]() мин.
мин.
15 Подсчитываем мощность резания для одного инструмента:
Nрез =1,0 кВт.
Подсчитываем мощность резания для четырех инструментов:
Nрез =1,0 · 4,0 = 4,0 кВт.
Расчет норм времени для 020 Сверлильной
1 Основное время
ТО= 0,2 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,15 мин.
2.2. Время с вязанное с переходами
tпер.= 0,10 мин.;
2.3. Время контрольных измерений
tк.=0,10 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,15 + 0,10 + 0,10 = 0,35 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,2 + 0,35)
= (0,2 + 0,35) ![]() = 0,022 мин.
= 0,022 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,2 + 0,35)
= (0,2 + 0,35) ![]() = 0,022 мин.
= 0,022 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,2 + 0,35 + 0,022 + 0,022 = 0,59 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 3,0 + 0,8 + 0,2 + 0,2 + 0,2 + 0,4 + 0,2 = 11 мин.
Операция 025 Сверлильная
Содержание операции: Сверлить 3 отверстия ø 6 мм.
Исходные данные:
Оборудование – Вертикально – сверлильный станок модели 2А125
Приспособление – Головка делительная горизонтальная и оправка кулачковая ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Сверло спиральное с коническим хвостовиком ø 6 мм. L = 140; l = 60; ГОСТ 10903 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 6 мм, диаметр после обработки
L= 1,75 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D; П = 6 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t =![]() мм;
мм;
3 Определяем длину рабочего хода головки:
Lр.х. = lрез + y + lдоп ;
l = 1,75 мм ;y = 10 + 5 = 15 мм;lдоп = 10 мм;
где y – величина подвода, врезания и перебега;
lр.х. = 1,75 + 15 + 10 = 26,75 мм ;
4 Определяем подачу S0:
Sо = 0,12 мм/об ;
5 Определяем скорость резанияV:
V = Vт · К2 · К3 , м/мин.
где К2 – коэффициент зависящий от стойкости инструмента;
К3 – коэффициент зависящий от отношения длины резания к диаметру;
Vт = 21;К2 = 0,65;К3 = 1,0;
V = 21 · 0,65 · 1,0 = 14 м/мин.
6 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
Корректируем по паспорту станка n = 950 об/мин.
7 Подсчитываем действительную скорость резания Vд, м/мин:
![]() , м/мин
, м/мин
![]() м/мин
м/мин
8 Определяем основное время Т0, мин:
 , мин.
, мин.
 мин.
мин.
9 Подсчитываем мощность резания для одного инструмента:
Nрез = Nтаб. · Кn ·![]() , кВт.
, кВт.
где Кn - коэффициент зависящий от обрабатываемого материала;
Nрез = 0,25
· 0,9 ·![]() =
0,2 кВт.
=
0,2 кВт.
Расчет норм времени для 025 Сверлильной
1 Основное время
ТО= 0,7 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,21 мин.
2.2. Время с вязанное с переходами
tпер.= 0,10 мин.;
2.3. Время контрольных измерений
tк.=0,10 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,21 + 0,10 + 0,10 = 0,41 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,7 + 0,41)
= (0,7 + 0,41) ![]() = 0,044 мин.
= 0,044 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,7 + 0,41)
= (0,7 + 0,41) ![]() = 0,044 мин.
= 0,044 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,7 + 0,41 + 0,044 + 0,044 = 1,19 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 3,5 + 0,8 + 0,2 + 0,2 + 0,2 + 0,4 + 0,2 = 11,5 мин.
Операция 030 Фрезерная
Содержание операции: Прорезать 3 – паза 3 мм., оставляя перемычку согласно эскизу.
Исходные данные:
Оборудование – Вертикально – фрезерный станок 6H12П
Приспособление – Головка делительная горизонтальная с задней бабкой, вращающийся центр и фиксатор с эксцентриковым управлением
Мерительный инструмент – Калибр плоский
Режущий и рабочий инструмент – Фреза дисковая трехсторонняя D = 63 мм.;d = 22 мм.;В = 3 мм.;z = 3 мм.ГОСТ 2679 – 93
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
L = 55 мм, длина обрабатываемого паза
В = 3 мм, ширина обрабатываемого паза
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = 3 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t = 3 мм;
3 Выбираем подачу на оборот Sо:
Sо = Sz · Zи ;
Sz = 0,12; Zи = 36;
гдеSz – подача на зуб фрезы, мм/зуб.
Zи – число зубьев фрезы.
So = 0,12 · 36 = 4,3 мм/об.
4 Определяем скорость резанияV.
V = 41 , м/мин.
5 Подсчитываем число оборотов шпинделя п:
 об/мин.
об/мин.
где π – постоянная;
Dф – диаметр фрезы;
 об/мин.
об/мин.
Корректируем по паспорту станка n = 235 об/мин.
6 Подсчитываем действительную скорость резания Vд, м/мин:
 , м/мин
, м/мин
![]() м/мин
м/мин
7 Определяем минутную подачу по принятому числу оборотов шпинделя Sм:
Sм. = Sо. · n , мм/об ;
Sм. = 4,3 · 235 = 1010 мм/об;
Корректируем по паспорту станка Sм. = 950 об/мин.
8 Подсчитываем подачу на зуб Sz:
Sz = ![]() , мм/зуб;
, мм/зуб;
Sz = ![]() , мм/зуб;
, мм/зуб;
9 Определяем основное время Т0, мин:
 ,
,
гдеL – длина пути пройденного обрабатываемой детали одновременно вращающейся фрезы, мм
i - число проходов;
![]() мин.
мин.
ТО = 0,1 · 3 = 0,3 мин. – для 3-х пазов.
Расчет норм времени для 030 Фрезерной
1 Основное время
ТО= 0,3 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,19 мин.
2.2. Время с вязанное с переходами
tпер.= 0,18 мин.;
2.3. Время контрольных измерений
tк.=0,22 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,19 + 0,18 + 0,22 = 0,59 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,3 + 0,59)
= (0,3 + 0,59) ![]() = 0,036 мин.
= 0,036 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,3 + 0,59)
= (0,3 + 0,59) ![]() = 0,036 мин.
= 0,036 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,3 + 0,59 + 0,036 + 0,036 = 0,96 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 6,0 + 3,0 + 0,2 + 0,2 + 0,3 = 15,7 мин.
Операция 035 Резьбофрезерная
Содержание операции: Нарезать резьбу М52 х 1,5
Исходные данные:
Оборудование – Резьбофрезерный станок модели 5Б63
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Калибр кольцо резьбовое проходное
Режущий и рабочий инструмент – Резьбовая гребенчатая насадная фреза
ø 40 мм., L = 31,5 мм. ГОСТ 1336 – 97, обозначение 2672 – 0573
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 51,92 мм, наружный диаметр резьбы
d = 50,376 мм, внутренний диаметр резьбы
l = 17 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = h;П = 1,544 мм.
h = ![]() ; h =
; h = ![]() мм.
мм.
2 Устанавливаем глубину резания t, мм: t = П;t = 0,772 мм;
3 Выбираем подачу на зуб фрезы Sz:
Sz = 0,05 мм/об;
4 Определяем скорость резанияV.
V = 36,5 , м/мин.
5 Определяем число оборотов шпинделя п:
n = 210 об/мин.
6 Подсчитываем число оборотов детали пдет:
 об/мин.
об/мин.
где π – постоянная;
Dд – диаметр детали;
 об/мин.
об/мин.
7 Определяем основное время Т0, мин:
 , мин.
, мин.
 мин.
мин.
Расчет норм времени для 035 Резьбофрезерной
1 Основное время
ТО= 0,9 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время с вязанное с переходами
tпер.= 0,22 мин.;
2.3. Время контрольных измерений
tк.=0,38 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,45 + 0,22 + 0,38 = 1,05 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,9 + 1,05)
= (0,9 + 1,05) ![]() = 0,078 мин.
= 0,078 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,9 + 1,05)
= (0,9 + 1,05) ![]() = 0,078 мин.
= 0,078 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,9 + 1,05 + 0,078 + 0,078 = 2,11 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 2,5 + 3,0 + 0,2 + 0,2 + 0,3 = 12,2 мин.
Операция 045 Вн. шлифовальная
Содержание операции: Шлифовать ø 32 Н8.
Исходные данные:
Оборудование – Вн. шлифовальный станок модели 3А227
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП28х40х8 24А 10–П С2 7 К5 35 ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 32 мм, диаметр после обработки
d = 31,5 мм, диаметр до обработки
l = 50 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 32– 31,5 = 0,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Определяем скорость шлифовального кругаVкр.
Vкр = 25 , м/сек.
4 Подсчитываем число оборотов шлифовального круга nкр:
 об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
Корректируем по паспорту станка nкр = 18 000 об/мин.
5 Уточняем скорость шлифовального кругапо принятым оборотам Vкр.
 , м/сек.
, м/сек.
![]() м/сек.
м/сек.
6 Определяем скорость вращения деталиVд.
Vд = 15 , м/мин.
7 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
Корректируем по паспорту станка n = 250 об/мин.
8 Уточняем скорость детали по принятым оборотам V, м/мин:
![]() , м/мин
, м/мин
![]() м/мин.
м/мин.
9 Определяем продольную подачу круга S0:
Sо = Sд · Вкр ;
Sд = 0,3; Вкр = 40;
гдеSд – подача в долях ширины круга, мм.
Вкр – ширина круга.
Sо = 0,3 · 40 = 12 мм/об ;
10 Определяем скорость продольного хода стола станка Vст.
![]() , м/мин.
, м/мин.
![]() м/мин.
м/мин.
11 Определяем основное время Т0, мин:
 ,
,
где h – припуск на обработку, мм;
К – коэффициент точности;
 мин.
мин.
Расчет норм времени для 045 Вн. шлифовальной
1 Основное время
ТО= 0,12 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,24 мин.
2.2. Время с вязанное с переходами
tпер.= 0,70 мин.;
2.3. Время контрольных измерений
tк.=0,13 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,24 + 0,70 + 0,13 = 1,07 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,12 + 1,07)
= (0,12 + 1,07) ![]() = 0,048 мин.
= 0,048 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,12 + 1,07)
= (0,12 + 1,07) ![]() = 0,048 мин.
= 0,048 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,12 + 1,07 + 0,048 + 0,048 = 1,29 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 3,0 + 1,5 + 0,15 + 0,15 + 0,15 + 0,2 + 0,2 + 0,3 = 11,65 мин.
Операция 050 Кр. шлифовальная
Содержание операции: Шлифовать ø 45 h9 с подшлифовкой торца.
Исходные данные:
Оборудование – Кр. шлифовальный станок 3Б151
Приспособление – Оправка ГОСТ 18438 – 05, поводковая планшайба, хомутик, центра
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП250х40х76 24А 10–П С2 7 К5 35 ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 45,5 мм, диаметр до обработки
d = 45 мм, диаметр после обработки
l = 30 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 45,5– 45 = 0,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =мм;
;t =мм;
3 Определяем скорость шлифовального кругаVкр.
Vкр = 25 , м/сек.
4 Подсчитываем число оборотов шлифовального круга nкр:
 об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
Корректируем по паспорту станка nкр = 2 200 об/мин.
5 Уточняем скорость шлифовального кругапо принятым оборотам Vкр.
, м/сек.
![]() м/сек.
м/сек.
6 Определяем скорость вращения деталиVд.
Vд = 20 м/мин.
7 Подсчитываем число оборотов шпинделя п:
![]() , об/мин.
, об/мин.
 об/мин.
об/мин.
Корректируем по паспорту станка n = 150 об/мин.
8 Уточняем скорость детали по принятым оборотам V, м/мин:
![]() , м/мин
, м/мин
![]() м/мин.
м/мин.
9 Определяем продольную подачу круга S0:
Sо = Sд · Вкр ;
Sд = 0,3; Вкр = 40;
гдеSд – подача в долях ширины круга, мм.
Вкр – ширина круга.
Sо = 0,3 · 40 = 12 мм/об ;
10 Определяем скорость продольного хода стола станка Vст.
![]() , м/мин.
, м/мин.
![]() м/мин.
м/мин.
11 Определяем основное время Т0, мин:
 , мин.
, мин.
 мин.
мин.
Расчет норм времени для 050 Кр. шлифовальной
1 Основное время
ТО= 0,03 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время с вязанное с переходами
tпер.= 0,65 мин.;
2.3. Время контрольных измерений
tк.=0,19 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,45 + 0,65 + 0,19 = 1,29 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,03 + 1,29)
= (0,03 + 1,29) ![]() = 0,053 мин.
= 0,053 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,03 + 1,29)
= (0,03 + 1,29) ![]() = 0,053 мин.
= 0,053 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,03 + 1,29 + 0,053 + 0,053 = 1,43 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 1,2 + 0,3 + 0,3 + 0,3 + 0,5 + 0,5 + 0,5 = 9,6 мин.
Операция 055 Заточная
Содержание операции: Прорезать 3 перемычки.
Исходные данные:
Оборудование – Универсально – заточной станок модели 3Д642Е
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83 и поворотный стол
Мерительный инструмент – Калибр плоский
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП80х3х32 24А 10–П С2 7 К5 35ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = D – d; П = 40– 31,5 = 8,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Определяем скорость шлифовального кругаVкр.
Vкр = 20 , м/сек.
4 Подсчитываем число оборотов шлифовального круга nкр:
об/мин.
где π – постоянная
 об/мин.
об/мин.
Корректируем по паспорту станка nкр = 5 000 об/мин.
5 Уточняем скорость шлифовального кругапо принятым оборотам Vкр.
 , м/сек.
, м/сек.
![]() м/сек.
м/сек.
6 Определяем подачу круга S0:
Sо = 0,5 мм/об ;
7 Определяем основное время Т0, мин:
![]() , где
, где
 мин.
мин.
Расчет норм времени для 055 Заточной
1 Основное время
ТО= 0,036 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время с вязанное с переходами
tпер.= 0,50 мин.;
2.3. Время контрольных измерений
tк.=0,22 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,45 + 0,50 + 0,22 = 1,17 мин.
3. Находим время на обслуживание
Тобс = (То
+ Твс) ![]() = (0,036 + 1,17)
= (0,036 + 1,17)
![]() = 0,048 мин.
= 0,048 мин.
4. Находим время на физические нужды
Тф = (То
+ Твс) ![]() = (0,036 + 1,17)
= (0,036 + 1,17)
![]() = 0,048 мин.
= 0,048 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,036 + 1,17 + 0,048 + 0,048 = 1,3 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 1,2 + 0,3 + 0,3 + 0,3 + 0,5 + 0,5 + 0,5 = 9,6 мин.
Расчет норм времени для полного изготовления детали.
1. Основное время
ТО = 1,8 + 2,66 + 0,2 + 0,7 + 0,3 + 0,9 + 0,12 + 0,03 + 0,036 = 6,75 мин.
2. Вспомогательное время:
Твс= 7,85 + 8,27 + 0,35 + 0,41 + 0,59 + 1,05 + 1,07 + 1,29 + 1,17 = 22,05 мин.
3. Считаем штучное время
Тшт = 10,43 + 11,81 + 0,594 + 1,198 + 0,96 + 2,106 + 1,29 + 1,43 + 1,3 = 31,12 мин.
4. Находим подготовительно – заключительное время
Тп.з.= 12 + 9,2 + 11 + 11,5 + 15,7 + 12,2 + 11,65 + 9,6 + 9,6 = 102,45 мин.
Тобщ = ТО + Твс + Тшт + Тп.з = 6,75 + 22,05 + 31,12 + 102,45 =162,37 мин
9 Технические характеристики оборудований
9.1 Токарный станок с ЧПУ модели 16К20Ф3
| Техническая характеристика | Станок модели 16К20Ф3 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм. | 500 |
|
Наибольший диаметр обрабатываемого изделия, мм: над суппортом над станиной |
1 220 - |
| Наименьший диаметр обрабатываемой изделия при 10 инструментах, мм | - |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 |
|
Наибольшая длина устанавливаемого изделия, мм: при установке в центах без люнета |
1000 - |
| Наибольшая длина обработки, мм | 905 |
| Наименьший длина обработки при 10 инструментах (от торца детали), мм | - |
| Центр шпинделя с конусом морзе по ГОСТ 13214 – 79 | 6 |
|
Конец шпинделя фланцевого по ГОСТ 12593 – 72 |
6К |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Центр пиноли с конусом морзе по ГОСТ 13214 – 79 | 5 |
| Частота вращения шпинделя (бесступенчатое регулирование), об/мин | 22,4 – 2240 |
|
Приделы частоты вращения шпинделя, устанавливаемая в ручную, об/мин: 1 диапазон 2 диапазон 3 диапазон |
22,4 – 355 63 – 900 160 - 2240 |
|
Приделы программируемых подач, мм/об: продольных поперечных |
0,01 – 40 0,005 - 20 |
|
Максимальная (максимальная рекомендуемая) скорость резания рабочей подачи , мм/мин. (мм/об) продольной поперечной |
2000 (2,8) 1000 (1,4) |
|
Скорость быстрых ходов, мм/мин не менее: продольных поперечных |
7500 5000 |
|
Дискретность перемещений, мм: продольных поперечных |
0,01 0,005 |
| Пределы шагов нарезаемых резьб, мм | 0,01 – 40,95 |
| Количество позиций автоматической поворотной головки | 6 |
| Наибольший крутящий момент на шпинделе, Н · м (кгн): | 1000 (100) |
|
Предельные диаметры сверления, мм: по чугуну по стали |
28 25 |
| Габариты станка, мм, не более | 3250 х 1700 х 2145 |
| Масса станка, кг, не более | 3800 |
9.2 Вертикально – сверлильный станок модели 2А150.
| Техническая характеристика | Станок модели 2А150 |
|
Размеры рабочей поверхности стола, мм: ширина длина |
500 600 |
|
Наибольший диаметр сверления в стали, (σ в = 50 – 60 кгс/мм2) мм: |
50 |
| Расстояние от торца шпинделя до поверхности стола, мм | 0 – 800 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 350 |
| Наибольшее вертикальное перемещение стола, мм: | 325 |
| Наибольшее усилие подачи, кгс | — |
| Крутящий момент на шпинделе, кгсм | — |
| Конус морзе отверстие шпинделя | №5 |
| Наибольший ход шпинделя, мм | 300 |
| Наибольшее вертикальное перемещение сверлильной головки, мм | 250 |
| Скорость быстрого перемещения шпинделя, м/мин | — |
| Число ступеней оборотов шпинделя в минуту | 12 |
| Пределы или значения чисел оборотов шпинделя в минуту |
32 250 47 350 63 500 89 735 125 996 185 1400 |
| Число ступеней подач шпинделя | 9 |
| Пределы подач или подачи шпинделя мм/об |
0,12 0,62 0,20,9 0,28 1,17 0,41,8 2,64 |
|
Мощность электродвигателей, кВт: привода главного движения привода насоса охлаждения привода быстрого перемещения |
7,5 0,125 — |
|
Габариты станка, мм: длина ширина высота |
1550 1065 2865 |
| Масса станка, кг | 2250 |
9.3 Вертикально – сверлильный станок модели 2А125.
| Техническая характеристика |
Станок модели 2А125 |
|
Размеры рабочей поверхности стола, мм: ширина длина |
375 500 |
|
Наибольший диметр сверления в стали (σ в = 50 – 60 кгс/мм2), мм |
25 |
|
Расстояние от оси шпинделя до стойки ( вылет шпинделя). мм |
250 |
| Расстояние от торца шпинделя до поверхности стола, мм | 0 – 700 |
| Набольшее вертикальное перемещение стола, мм | 325 |
| Наибольшее усилие подачи, кгс | — |
| Крутящий момента шпинделе, кгсм | — |
| Конус Морзе отверстия шпинделя | №3 |
| Наибольший ход шпинделя, мм | 175 |
| Наибольшее вертикальное перемещение сверлильной головки, мм | 200 |
| Скорость быстрого перемещения шпинделя, м/мин | — |
| Число ступеней оборотов шпинделя в минуту | 9 |
| Пределы или значения чисел оборотов шпинделя в минуту |
97 380 136 540 196 676 270 950 1360 |
| Число ступеней подач шпинделя | 9 |
| Пределы подач или подачи шпинделя мм/об |
0,1 0,28 0,13 0,36 0,17 0,48 0,22 0,62 0,81 |
|
Мощность электродвигателей, кВт: привода главного движения привода насоса охлаждения привода быстрого перемещения |
2,2 0,125 — |
|
Габариты станка, мм: длина ширина высота |
980 825 2300 |
| Масса станка, кг | 870 |
9.4 Вертикально – фрезерный станок модели 6Н12П.
| Техническая характеристика | Станок модели 6Н12П |
|
Размеры рабочей поверхности стола, мм: ширина длина |
320 1250 |
|
Наибольшее перемещение стола, мм: продольное поперечное вертикальное |
700 260 370 |
| Конус отверстия шпинделя ( по ГОСТу 836 – 62) | №3 |
| Расстояние от торца шпинделя до поверхности стола, мм. | 30 - 450 |
| Поворот фрезерной головки, град | ± 45 |
| Количество ступеней чисел оборотов шпинделя | 18 |
| Числа оборотов шпинделя в минуту |
30235 37,5 300 47,5 375 60 475 75 600 95 750 118 950 1501180 1901500 |
| Количество ступеней подач стола | 18 |
|
Подача стола, мм/мин: продольная поперечные вертикальные |
23,5 190 30235 38 300 48 375 60 475 75 600 95 750 118 950 1501180 23,5 – 1180 8 – 390 |
|
Скорость быстрых перемещения стола, мм/мин: продольного поперечного вертикального |
2200 2200 730 |
|
Мощность электродвигателей, кВт: привода главного движения привода подачи привода насоса охлаждения |
7 |
|
Габариты станка, мм: длина ширина высота |
2100 1740 1875 |
| Масса станка, кг | 2900 |
9.5 Резьбофрезерный станок модели 5Б63
| Техническая характеристика | Станок модели 5Б63 |
| Наибольший диаметр заготовки , установливаемой над станиной, мм: | 450 |
| Наибольшее расстояние между торцами шпинделей, мм: | 400 |
| Максимальный наружный диаметр фрезеруемой резьбы, мм. | 80 |
|
Частота вращения шпинделя фрезерной головки, мин-1 |
160 – 2500 |
9.6 Внутришлифовальный станок модели ЗА227.
| Техническая характеристика | Станок модели ЗА227 |
|
Наименьший и наибольший диаметры шлифуемыхотверстий, мм |
20-100 |
|
Наибольшаядлинашлифования, мм |
125 |
|
Наибольший наружный диаметр устанавливаемого изделия, мм: без кожуха в кожухе |
400 300 |
|
Наибольшее продольное перемещение стола, мм |
450 |
|
Наибольшее поперечное перемещение бабки изделия, мм |
— |
|
Угол поворота бабки изделия, град |
30 |
| Пределы чисел оборотов шпинделя изделия в минуту | 180-1200 |
| Числа оборотовшлифовального шпинделя в минуту |
8 400 12 000 18 000 18 500 |
| Поперечная подача шлифовального круга (бесступенчатое регулирование), мм/мин | — |
|
Наибольшийдиаметрвнутришлифовального круга, мм |
— |
|
Пределыскоростей перемещения стола, м/мин: при шлифовании при правке при быстром отводеи подводе |
2 – 10 0,4 – 2 12 |
|
Общая мощность, кВт |
7,645 |
|
Габариты станка, мм: длина ширина высота |
2500 1470 7650 |
| Масса станка, кг | 2800 |
9.7 Круглошлифовальный станок модели 3Б151
| Техническая характеристика | Станок модели 3Б151 |
|
Наибольшие размеры устанавливаемого изделия, мм: диаметр длина |
200 700 |
|
Наибольшие размеры шлифования, мм диаметр длина |
180 630 |
| Высота центров над столом, мм | 110 |
| Наибольшее продольное перемещение стола , мм | 650 |
| Скорость гидравлического перемещения стола (бесступенчатое регулирование), м/мин. | 0,1 – 6 |
| Наибольший угол поворота стола, град | +6, - 6 |
|
Конус Морзе центра бабки: передней задней |
№ 4 № 4 |
| Числа или пределы чисел оборотов изделия в минуту | Бесступенчатое регулирование 63 – 400 |
|
Размер шлифовального круга (наружный диаметр × высота × диаметр отверстия), мм: наибольший наименьший |
600 × 63 × 203 250 × 63 × 203 |
| Числа оборотов шлифовального круга в минуту или скорость вращения |
1 600 2 250 1 880 2 500 2 200 2 800 |
| Наибольшее поперечное перемещение шлифовальной бабки, мм. | — |
| Автоматическая периодическая подача, мм. | — |
| Цена давления лимба поперечной подачи, мм | — |
|
Мощность электродвигателей, кВт: привода шлифовального круга привода изделия привода гидронасоса |
7,5 0,76 1,5 |
|
Габариты станка, мм: длина ширина высота |
3 100 2 100 1 500 |
| Масса станка, кг | 4 200 |
9.8 Универсально – заточной станок модели 3Д642Е
| Техническая характеристика | Станок модели 3Д642Е |
|
Наибольшие размеры обрабатываемой заготовки, устанавливаемой в центрах: диаметр длина |
250 500 |
| Размеры рабочей поверхности стола: | 140 х 800 |
| Продольное перемещение стола: | 400 |
|
Угол поворота стола в горизонтальной плоскости стола, 0 |
±450 |
|
Перемещение шлифовальной бабки: вертикальное горизонтальное |
250 230 |
| Диаметр шлифовального круга, мм. | 200 |
| Частота вращения шпинделя, об/мин. | 2 240 – 6 300 |
| Скорость автоматического продольного перемещения стола, м/мин | 0,2 – 8 |
| Мощность электродвигателя привода главного движения, кВт | 1,1/1,5 |
|
Габаритные размеры: длина ширина высота |
1 800 1 470 1 625 |
| Масса, кг. | 1 650 |
9.9 Промышленный робот модели М20.Ц48.01
| Техническая характеристика | Робот модели м20.Ц48.01. |
| Грузоподъемность, кг | 10х2 |
| Число степеней подвижности | 9 |
|
Наибольший ход каретки, мм: по вертикали по горизонтали |
630 3500 |
|
Наибольшее угловое перемещение, град: угол поворота (качания) руки угол поворота кисти (шпинделя) руки угол поворотаохвата, град |
30 90; 180 90 |
|
Максимальная скорость линейных перемещений, м/с: каретки рук |
1,2 0,5 |
|
Максимальные скорости угловых перемещений, град/с: поворота кисти (шпинделя) руки качания рука поворотасхвата |
90 90 90 |
| Точность позиционирования каретки, мм | ±1 |
| Масса (с устройством управление), кг | 1450 |
10 Виды и задачи автоматизации оперативного контроля индуктивной пробки
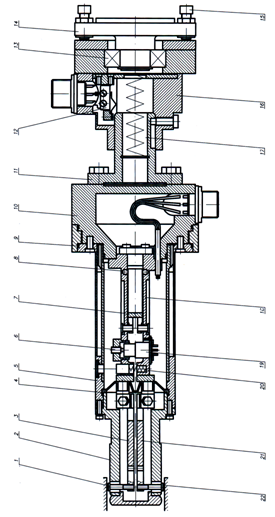
В качестве измерительной оснастки для контроля внутренних и наружных диаметров применяем контактные индуктивные и пневматические пробки и скобы.
На жестком основании 10 на плоскопружинных шарнирах 8 установлены два измерительных рычага 7 и 18 с державками 3 и 21 и резьбовыми наконечниками 1 и 22. На одном из рычагов 7 закреплен якорь 6, а на втором – магнитопровод 19 дифференциальногоиндуктивногопреобразователя.Контактное усилие создается пружиной 20, расположенной между рычагами 7 и 18. Измерительный механизм закрыт кожухом 5, герметизированными резиновыми кольцами 9 и чехлом 4. Державки 3 и 21 с измерительными наконечниками 1 и 22 закрыты защитным сменным стаканом 2, на торце которого вблизи измерительных наконечников расположены по окружности четыре твердосплавных опоры, центрирующие пробку в контролируемом отверстии. Измерительные наконечники 1 и 22 оснащены искусственными алмазами. Наконечники 1 и 22 фиксируются в державках 3 и 21 в большинстве случаев самоконтрящим механизмом. На торце стакана 2 имеются сопла, которым подводится сжатый воздух для очистки контролируемой поверхности.
Пробка снабжена механизмом блокировки в случае ее заклинивания и механизмом центрирования. Механизм блокировки состоит из направляющей 11, к которой крепится пробка, и корпуса 16. Между корпусом 16 и направляющей 11 установлена сильная пружина 17. При заклинивании пробки в необработанном или перекошенном отверстии направляющая 11 перемещается относительно корпуса 16, сжимая пружину 17, и замыкает переключатель 12. Выдается команда на аварийный отвод пробки. Блокировочный механизм можно выполнять не на пробке, а на подводящем устройстве. Однако в этом случае усилие, действующее на пробку при заклинивании, больше и может привести к ее повреждению.
В корпусе 16 на сферическом шарикоподшипнике 13 установлен фланец 14 с четырьмя ограничительными винтами 15. Этот механизм дает возможность пробке самоустанавливаться по измеряемому отверстию, поворачиваясь относительно жестко закрепленного на подводящем устройстве фланца 14.
Существует много конструктивных разновидностей пробок, зависящих от размера контролируемого отверстия, конфигурации детали и др. Так, в некоторых случаях одной пробкой одновременно контролируют несколько сечений одного или нескольких отверстий. В этом случае в одном корпусе располагают несколько пар измерительных рычагов и столько же индуктивных преобразователей. В пробках применяют дифференциальные и недифференциальные индуктивные преобразователи.
В подналадчиках измерительная оснастка устанавливается на подводящем устройстве либо в строго определенном положении, либо на "плавающих" центрирующих устройствах.
В первом случае измеряемая поверхность и измерительная оснастка должны быть очень точно ориентированы относительно друг друга. Так, измерительная пробка должна входить в измеряемое отверстие с зазором без заклинивания и заедания.
Во втором случае измерительная оснастка имеет некоторую подвижность относительно измеряемой поверхности и автоматически устанавливается (центрируется по этой поверхности).
11 Разработка мероприятий по охране труда
11.1 Требования безопасности при работе на токарных станках
Зона обработки должна ограждаться как со стороны, так и с противоположной ему стороны, для защиты персонала, работающего на расположенном рядом оборудовании.
Для исключения травмирования патроном или планшайбой при их установке на шпиндель станка следует подкладывать под них прокладки с выемкой под форму патрона или планшайбы.
При закреплении детали в кулачковом патроне или использование планшайб, следует захватывать деталь кулачками, на возможно большую величину. В кулачковом патроне без подпора центром задней бабки закрепляют только короткие, длиной не более 2-х диаметров, уравновешенные детали. В других случаях для подпора используют заднюю.
При скоростном резании на токарных станках работать с не вращающимся центром запрещено.
Для обработки деталей закрепленных в центрах применяют безопасные поводковые патроны.
Для предупреждения захвата специальной одежды токаря ходовыми винтами и валиками, применяют ограждения. Во время работы необходимо соблюдать правила ношения специальной одежды (отсутствие свисающих концов и т.д.).
11.2 Требования безопасности при эксплуатации станков с ЧПУ
До начала работы оператору необходимо проверить наличие и исправность ограждений движущихся элементов станка, а также токоведущих частей электрической аппаратуры и элементов управления, ограждений для защиты от стружки и охлаждающих жидкостей, не повреждены ли открытые участки электропроводки, не оборван ли проводник электрического заземления станка, исправно ли действует пусковые, остановочные, реверсивные устройства, устройства переключения скоростей и фиксаторы органов управления, чтобы не произошло самовыключение, и безотказно проводилась остановка станка; исправность режущего и вспомогательного инструмента и надежность его фиксации его в инструментальном магазине. Работа без защитных ограждений и предохранительных устройств и приспособлений не допускается.
При установке станочного инструмента необходимо проверить его исправность (отсутствие надломов, трещин, правильность заточки т.п.), а для исключения случаев вырыва инструмента из зажимных приспособлений, необходимо надежно укрепить его. Категорически запрещается использовать не предусмотренные технологией подкладки под инструмент.
Перед выключением станка необходимо убедится, что пуск его не угрожает опасностью. Запрещается включать шпиндель и перемещать подвижные узлы станка, если в рабочей зоне механизмов находится обслуживающий персонал.
11.3 Требования безопасности при работе на сверлильных станках
Прежде, чем приступить к работе на станке следует привести в порядок рабочую одежду. Застегнуть и подвязать рукава, надеть головной убор, женщины должны убрать волосы под косынку, подвязанную без свисающих концов. Запрещается работать в рукавицах и перчатках, а так же с забинтованными пальцами без резиновых напальчников.
При обработке хрупких материалов дающих отлетающую стружку, а так же при обработке необходимо применять специальные очки или индивидуальные щитки для защиты лица. Перед началом работы необходимо проверить исправность станка, кроме того, следует убедиться, что обрабатываемая деталь, тески и приспособления прочно и надежно закреплены на столе. При сверлении отверстий в вязких металлах применяют спиральные свёрла со стружкодробящимися канавками. Установку деталей на станок и снятие их со станка производят при отведенном в исходное положение шпинделе с режущим инструментом, за исключением случая, когда станок оснащен специальным многоместным приспособлением, обеспечивающих загрузку деталей вне рабочей зоны.
При установке режущего инструмента следят за надёжностью и прочностью их крепления и правильности центровки. Установку инструментов проводят при полном останове станка, нельзя пользоваться инструментом с изношенными конусными хвостовиками при установке в шпиндель сверла или развёртки с конусным хвостовиком следует остерегаться пореза рук о режущую кромку инструмента. Режущий инструмент подводят к обрабатываемой детали постепенно без удара. В случае заедания инструмента, поломки хвостовика сверла, метчика и т.п. станок необходимо выключить. Перед остановом станка инструмент отводят от обрабатываемой детали. После выключения станка нельзя останавливать шпиндель патрон нажимом руки и прикасаться рукой к сверлу.
11.4 Требования безопасности при работе на фрезерных станках
Перед установкой на станке обрабатываемые детали и приспособления, особенно их соприкасающиеся базовые поверхности, должны быть очищенные от стружки и масла.
Деталь закрепляют в местах находящихся, как можно ближе к обрабатываемой поверхности. При креплении деталей за необработанные поверхности следует применять тиски и приспособления с насечкой на прижимных губках.
Пользоваться можно только исправной фрезой. Перед её установкой следует проверить надёжность и прочность крепления зубьев или пластин из твёрдого сплава, которые не должны иметь выкрошившихся мест, трещин и прижогов.
Фрезы должны быть ограждены, в противном случае разрешается работать только в защитных окнах.
При скоростном фрезеровании, кроме ограждений применяют приспособления для улавливания для и отвода стружки (специальные стружкоотводчики и т.д.)
В процессе фрезерования нельзя допускать скопление стружки на фрезе и оправке. Удаляют стружку в близи врезающейся фрезы только кисточкой, с ручкой длиной не менее 250мм.
Врезать фрезу в деталь следует постепенно, при этом механическую подачу нужно включить до соприкосновения детали с фрезой. При ручной подаче нельзя допускать резких увеличений скорости и глубины резания.
11.5 Требования безопасности при работе на шлифовальных станках
Перед началом работы на станке следует проконтролировать центричность круга и шпинделя (отсутствие биения). Проверить, легко ли перемещается задняя бабка и пиноль, нет ли на абразивном круге трещин и выбоин. Неисправный абразивный инструмент должен быть заменён. Проверяют также наличие прокладки между зажимными фланцами и кругом, степень крепления гаек зажимающих фланцев.
При работе с магнитной плитой или патронами следует включить сначала умформер, а затем станок. Запрещаются детали, удерживаемые остаточным магнетизмом, снимать ударами или рывками. При работе на станке с магнитными столами, плитами, патронами необходимо соблюдать требования:
- не допускать повышения температуры магнитных узлов, так как это может вызвать сгорание изоляции, выброс деталей или взрыв внутри плиты;
- не устанавливать на станке для шлифования погнутые детали.
Для снятия деталей, удерживаемых достаточным магнетизмом электромагнита, переключить ток в обратном направлении или пользоваться демагнетизатором.
При работе станка шлифовальный круг на деталь или деталь на круг нужно подавать плавно, без рывков или резкого нажима.
Если кругом, предназначенным для мокрого шлифования, работают всухую, то при переходе к работе с охлаждением следует подождать, пока круг охладится, и только после этого начать работу с охлаждающей жидкостью. По окончании работы с охлаждающей жидкостью надо выключить подачу жидкости и включить станок на холостой ход на 2-3 минуты для просушки круга с минеральной связкой.
Для удаления абразивной пыли необходимо пользоваться специальной щёткой или совком, при этом надо надевать защитные очки.
У каждого шлифовального станка или группы станков, на которых работы выполняют кругами разного диаметра, на видном месте должна быть вывешена таблица с указанием допустимой рабочей окружной скорости используемых кругов и частоты вращения шпинделя станка в минуту. На станке, работающего на скоростных режимах, защитный кожух должен иметь окраску отличную от окраски станка.
11.6 Требования безопасности при работе абразивным инструментом
При работе абразивными инструментами безопасность должна обеспечиваться с учетом вероятности воздействия следующих опасных и вредных факторов: разрывов шлифовального круга, повышенной запыленности воздуха рабочий зоны, образование в ней аэрозолей при обработке с использованием смазочно-охлаждающей жидкости (СОЖ), повышенного уровня шума и вибрации при работе с ручными шлифовальными машинами.
Перед установкой на станок абразивный инструмент должен быть осмотрен. Не допускается эксплуатация инструмента с трещинами на поверхности, а также не имеющего отметки об испытании на механическую прочность или с просроченным сроком хранения. Инструмент в этом случае может допускаться к эксплуатации после проверки на механическую прочность.
Шлифовальные круги диаметром 250 мм и более, а также круги диаметром 125 мм и более, предназначенные для работы с рабочей скоростью свыше 50м/с, в сборке с планшайбой перед установкой на станок должны быть сбалансированы. При обнаружении дисбаланса круга после первой проверки или в процессе работы должна быть произведена повторная балансировка.
На шлифовальных кругах, кроме кругов диаметром менее 250 мм и эльборовых, должны быть нанесены цветовые полосы: желтая - на кругах с рабочей скоростью 60м/с, красная - 80м/с, зеленая - 100м/с, зеленая и синяя - 125м/с.
К испытаниям и работе с абразивным инструментом допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение, аттестацию - квалификационную комиссию по охране труда.
12 Конструирование заготовки
В серийном производстве заготовки изготовляют на штамповочных молотах и прессах преимущественно в закрытых штампах. В мелкосерийном производстве этот способ применяют редко из-за высокой себестоимости штампов.
Горячую штамповку осуществляют в открытых и закрытых штампах. В первом случае образуется облой, т. е. отход лишнего металла в результате истечения; облой компенсирует неточность в весе исходной заготовки. Во втором случае облой отсутствует, следовательно, расход металла на заготовку меньше.
Штамповка может осуществляться в одно- и многоручьевых штампах; мелкие заготовки штампуют в многоштучных штампах.
Этот способ производителен и экономичен.
Фасонные, а также пустотелые заготовки цилиндрической формы штампуют на гидравлических прессах. Пустотелые заготовки изготовляют путем прошивки отверстия с последующей протяжкой через кольцо или высадкой, а болты, заклепки и подобные детали — на фрикционных винтовых прессах в специальных сборных штампах с разъемными матрицами.
Штамповки позволяет значительно уменьшить штамповочные уклоны и припуски, что снижает расход металла.
Вывод:
Получение данной детали типа «Цанга» из штампованной заготовки является самым оптимальным и экономичным вариантом. Преимуществом штамповки является большая экономия металла, обусловленная высоким классом чистоты обработанных поверхностей, благодаря чему механическая обработка сводится к минимуму.
13 Расчет калькуляции данной детали
13.1 Бизнес-план
Бизнес-план – это общепринятая в мировой хозяйственной практике форма представления деловых предложений и проектов, содержащая развернутую информацию о производственной, сбытовой, финансовой деятельности фирмы и оценку перспектив, условий и форм сотрудничества на основе баланса собственного экономического интереса фирмы и интересов партнеров, инвесторов, потребителей и конкурентов, перспектив, форм и условий сотрудничества. В условиях рынка нереально добиться стабильного успеха в бизнесе, если не планировать эффективное его развитие, не аккумулировать постоянно информацию о собственных перспективах и возможностях, о состоянии целевых рынков, положении на них конкурентов и т.д.
Бизнес-план – это краткое, точное, доступное описание предлагаемого бизнеса. Целью проекта является создание предприятия, которое будет производить комплектующие изделия применяемые в машиностроении. Производимая продукция являлась качественной и конкурентоспособной на рынке товарно - производственного назначения. По мере развития производства разрабатывать и выпускать другую продукцию на этом же оборудовании, что позволит укрепить положение фирмы на рынке производителей и расширить производство.
Качество продукции – это совокупность свойств продукции обуславливающих её пригодность удовлетворять определённые потребности в соответствии с назначением.
Стандарт – это документ устанавливающий требования к группам однородной продукции, правила её разработки, производства применения.
Для создаваемого предприятия выбрана организационно – правовая форма – Общество с ограниченной ответственностью, это одна из наиболее популярных форм хозяйственных обществ. Участники такого общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных ими вкладов. Если же участник внес вклад в уставный капитал общества не полностью, то он несет ответственность в пределах стоимости неоплаченной части его вклада. Общество же не отвечает по обязательствам своих участников. ООО может быть учреждено одним лицом, которое становится его единственным участником или может впоследствии стать обществом с одним участником, но не может иметь в качестве единственного участника другое хозяйственное общество, состоящее из одного лица. Число участников общества не должно быть более пятидесяти. Участники общества с ограниченной ответственностью вправе:
1)участвовать в управлении делами общества в порядке, установленном законом и учредительными документами общества;
2)получать информацию о деятельности общества и знакомиться с его бухгалтерскими книгами и иной документацией в установленном его учредительными документами порядке;
3)принимать участие в распределении прибыли;
4)продать или иным образом уступить свою долю в уставном капитале общества либо ее часть одному или нескольким участникам данного общества в порядке, предусмотренном Федеральным законом и уставом общества;
5)в любое время выйти из общества независимо от согласия других его участников;
6)получить в случае ликвидации общества часть имущества, оставшегося после расчетов с кредиторами, или его стоимость.
Для производства детали «Цанга» необходимо купить оборудование, в связи, с чем первоначальные инвестиции составят 18 150 000 рублей. Финансирование будет производиться за счет нераспределенной прибыли прошлых периодов. При этом предполагаемый объем продаж составит 15000 штук в год, что частично удовлетворит рынок, ожидаемая чистая прибыль составит 438 512 тысяч рублей.
13.2 Исходные данные
1. Наименование детали Цанга
2. Материал Сталь 65Г ГОСТ 1050 – 04
3. Масса готовой детали1,77 кг.
4. Вид заготовки Штамповка
5. Масса заготовки 2,309 кг.
6. Годовая программа выпуска 15000
7. Режим работы 2 смены
8. Продолжительность смены8 часов
9. Коэффициент загрузки участка 0,4
10.Технологический процесс изготовления детали Таблица 1.
Таблица 1
| № |
Наименование операции |
Тип обору-дования | Норма времени | Разряд работ |
Мощность Электродвигателя, (кВт) |
|
|
tшт, мин. |
tо, мин. |
|||||
| 1 | Токарная | 16К20 Ф3 | 10,43 | 1,8 | 5 | 10 |
| 2 | Токарная | 16К20 Ф3 | 11,81 | 2,66 | 5 | 10 |
| 3 | Сверлильная | 2А150 | 0,59 | 0,20 | 4 | 7,5 |
| 4 | Сверлильная | 2А125 | 1,19 | 0,70 | 4 | 2,2 |
| 5 | Фрезерная | 6Н12П | 0,96 | 0,30 | 4 | 7 |
| 6 | Резьбофрезерная | 5Б63 | 2,11 | 0,90 | 4 | 4 |
| 7 | Внутришлифовальная | 3А227 | 1,29 | 0,12 | 5 | 7,645 |
| 8 | Круглошлифовальная | 3Б151 | 1,43 | 0,03 | 5 | 7,5 |
| 9 | Заточная | 3Д642Е | 1,3 | 0,036 | 5 | 1,5 |
| Итого: | 31,11 | 6,746 |
13.3 Производственные расчёты
13.3.1 Расчет требуемого количества оборудования
Необходимое количество оборудования на каждой операции определяем по формуле:
 ,
,
где Op- расчетное количество оборудования;
Onp - принятое количество оборудования;
Nпл - годовая программа выпуска изделия в планируемом году;
tшт- норма времени (мин);
Ктп - коэффициент технологических потерь Кт.п. = 1,02 /1,03;
Квн - коэффициент выполнения норм Кв.н. = 1,06 / 1,1;
η - коэффициент загрузки участка:
Коэффициент загрузки участка – это есть загруженные рабочие места:
1 Если они загружены в полном объёме, то коэффициент загрузки равен 1
2 Если не догруженные рабочие места, то коэффициент загрузки равен числу стоящему после запятой в расчётном числе рабочих мест на составляющей операции
Если коэффициент загрузки равен 1, то участок работает без перерывов. Если меньше единицы, то оставшийся процент идёт на ППР (плановый предупредительный ремонт), физиологические нужды.
 ;
; ![]()
Fп - полезный фонд времени работы оборудования за год:
Fп = (Дк - Дв) ∙ Тсм,
где Дк- количество календарных дней в году;
Дв- количество выходных дней;
Тсм - продолжительность смены: Тсм = 8 часов;
Fп = (365 – 115) ∙ 8 = 250 ∙ 8 = 2000 часов.
![]() Onp1 = 4
Onp1 = 4
![]() Onp2 = 4
Onp2 = 4
![]() Onp3 = 1
Onp3 = 1
![]() Onp4 = 1
Onp4 = 1
![]() Onp5 = 1
Onp5 = 1
![]() Onp6 = 1
Onp6 = 1
![]() Onp7 = 1
Onp7 = 1
![]() Onp8 = 1
Onp8 = 1
![]() Onp9 = 1
Onp9 = 1
Коэффициент загрузки оборудования находим по формуле:
Кз =![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Все расчеты сводим в таблицу 2.
Таблица 2
Требуемое оборудование.
| № |
Наименование операции |
Тип оборудования |
tшт, мин. |
Количество оборудования |
Кз |
|
|
Орасч. |
Опр. |
|||||
| 1 | Токарная | 16К20 Ф3 | 10,43 | 3,1 | 4 | 0,8 |
| 2 | Токарная | 16К20 Ф3 | 11,81 | 3,5 | 4 | 0,9 |
| 3 | Сверлильная | 2А150 | 0,59 | 0,2 | 1 | 0,2 |
| 4 | Сверлильная | 2А125 | 1,19 | 0,3 | 1 | 0,3 |
| 5 | Фрезерная | 6Н12П | 0,96 | 0,3 | 1 | 0,3 |
| 6 | Резьбофрезерная | 5Б63 | 2,11 | 0,6 | 1 | 0,6 |
| 7 | Вн. шлифовальная | 3А227 | 1,29 | 0,4 | 1 | 0,4 |
| 8 | Кр. шлифовальная | 3Б151 | 1,43 | 0,4 | 1 | 0,4 |
| 9 | Заточная | 3Д642Е | 1,3 | 0,4 | 1 | 0,4 |
| Итого: | 31,11 | 9,2 | 15 |
На основании расчётов строим график загрузки оборудования. И находим средний коэффициент загрузки.
Кз ср =

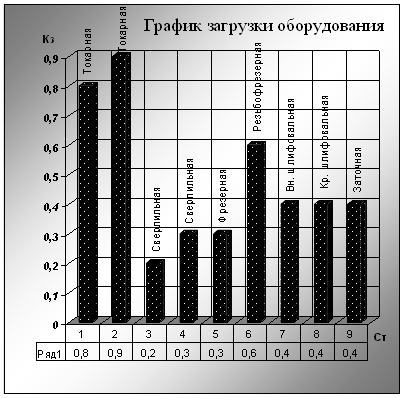
13.3.2 Расчет общей численности работающих на участке
Общая численность работающих участка складываются из численности основных, вспомогательных рабочих, а также руководителей, специалистов и служащих.
13.3.2.1 Расчет численности основных рабочих на каждой операции
определяются по формуле:
Рсп = ![]() ∙ h ∙ Kсп,
∙ h ∙ Kсп,
где Onpi - принятое количество оборудования на данной операции;
Cф- количество станков, которые может обслуживать рабочий;
h - сменность работы оборудования;
Ксп - коэффициент, учитывающий потери рабочего времени по уважительным причинам (отпуска, болезни, выполнения, гособязанностей): Ксп=1,1;
Рсп - списочное количество рабочих;
Сф=  ,
,
где tм - машинное время обработки;
Машинное время – это время затрачиваемое на обработку детали без непосредственного участия рабочего
Машинное время – это время, в течение которого производится снятие стружки т. е. происходит изменение формы, размеров и внешнего вида детали.
В машинное время входит время, затрачиваемое на врезание и перебег (подход и выход) режущего инструмента, на обратные ходы (у строгальных и долбёжных), на проход инструмента при пробных стружках, поэтому при учёте машинного времени рассчитанная длина обработки применяется с учётом всех этих припусков.
tшт - штучное время;
Штучное время – это сумма машинного времени, затрачиваемого на обработку детали, вспомогательного времени, необходимого для установки и снятия детали, для подхода и отхода инструмента, времени на обслуживание оборудования, время затрачиваемое на физические нужды рабочего
(tшт= tм+ tвс+ tобс+ tф)
tpyч - ручное время обработки;
tpyч = tшт – tм
tРУЧ 1 = 10,43 – 1,8 = 8,63 мин.
tРУЧ 2 = 11,81 – 2,66 = 9,15 мин.
tРУЧ 3 = 0,59 – 0,20 = 0,39 мин.
tРУЧ 4 = 1,19 – 0,70 = 0,49 мин.
tРУЧ 5 = 0,96 – 0,30 = 0,66 мин.
tРУЧ 6 = 2,11 – 0,90 = 1,21 мин.
tРУЧ 7 = 1,29 – 0,12 = 1,17 мин.
tРУЧ 8 = 1,43 – 0,03 = 1,40 мин.
tРУЧ 9 = 1,3 – 0,036 = 1,264 мин.
Подсчитываем количество станков, которые может обслуживать рабочий.
Расчёт численности основных рабочих на каждой операции
Рсп1
= ![]() ∙ 2 ∙ 1,1 = 7,3
∙ 2 ∙ 1,1 = 7,3
Рсп2
= ![]() ∙ 2 ∙ 1,1 = 7,1
∙ 2 ∙ 1,1 = 7,1
Рсп3
= ![]() ∙ 2 ∙ 1,1 = 1,5
∙ 2 ∙ 1,1 = 1,5
Рсп4
= ![]() ∙ 2 ∙ 1,1 = 0,9
∙ 2 ∙ 1,1 = 0,9
Рсп5
= ![]() ∙ 2 ∙ 1,1 = 1,6
∙ 2 ∙ 1,1 = 1,6
Рсп6
= ![]() ∙ 2 ∙ 1,1 = 1,3
∙ 2 ∙ 1,1 = 1,3
Рсп7
= ![]() ∙ 2 ∙ 1,1 = 2,0
∙ 2 ∙ 1,1 = 2,0
Рсп8
= ![]() ∙ 2 ∙ 1,1 = 2,2
∙ 2 ∙ 1,1 = 2,2
Рсп9
= ![]() ∙ 2 ∙ 1,1 = 2,2
∙ 2 ∙ 1,1 = 2,2
Все расчеты сводим в таблицу 3.
Таблица 3
Численность и разряд основных рабочих
| № |
Наименование операции |
Опр. |
Сф |
Количество рабочих | Разряд рабочих | Профессия | |
|
Рсп.р. |
Рсп.пр. |
||||||
| 1 | Токарная | 4 | 1,2 | 7,3 | 8 | 5 | Токарь |
| 2 | Токарная | 4 | 1,3 | 7,1 | 8 | 5 | Токарь |
| 3 | Сверлильная | 1 | 1,5 | 1,5 | 2 | 4 | Сверловщик |
| 4 | Сверлильная | 1 | 2,4 | 0,9 | 1 | 4 | Сверловщик |
| 5 | Фрезерная | 1 | 1,4 | 1,6 | 2 | 4 | Фрезеровщик |
| 6 | Резьбофрезерная | 1 | 1,7 | 1,3 | 2 | 4 | Фрезеровщик |
| 7 | Вн. шлифовальная | 1 | 1,1 | 2,0 | 2 | 5 | Шлифовщик |
| 8 | Кр. шлифовальная | 1 | 1,0 | 2,2 | 3 | 5 | Шлифовщик |
| 9 | Заточная | 1 | 1,0 | 2,2 | 3 | 5 | Заточник |
| Итого | 15 | 12,6 | 26,1 | 31 |
На основании расчётов определяется средний тарифный коэффициент рабочих, таблица 4.
Таблица 4
Тарифный коэффициент рабочих
|
Наименование профессий |
Количество рабочих | В том числе по разряду | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1,0 | 1,05 | 1,10 | 1,20 | 1,30 | 1,40 | ||
| Токарь | 8 | 8 | |||||
| Токарь | 8 | 8 | |||||
| Сверловщик | 2 | 2 | |||||
| Сверловщик | 1 | 1 | |||||
| Фрезеровщик | 2 | 2 | |||||
| Фрезеровщик | 2 | 2 | |||||
| Шлифовщик | 2 | 2 | |||||
| Шлифовщик | 3 | 3 | |||||
| Заточник | 3 | 3 | |||||
| Итого: | 31 | 7 | 24 |
Расчёт основных рабочих производства. К ним относятся:
- токарь
- фрезеровщик
- сверловщик
- шлифовщик и т.д.
Rср.осн. раб.=  ,
,
где Ri – количество работников
Pi – разряд рабочих
Робщ – общее число рабочих
Rср. осн. раб = ![]()
Кср.осн.раб.=  ,
,
где Кi – тарифный коэффициент
Кср.
осн. раб = ![]()
13.3.2.2 Расчет численности вспомогательных рабочих
Численность вспомогательных рабочих определяется несколькими методами:
- по местам обслуживания;
- по нормам обслуживания;
- по нормам относительной численности, т.е. в процентах от числа основных рабочих. В крупносерийном и массовом типе производства число вспомогательных рабочих составляет примерно 40-50 % от численности рабочих:
Рвсп=![]() ∙ Росн
∙ Росн
Рвсп = 0,4 ∙ 31 = 12,4
Рвсп = 13
К вспомогательным рабочим относятся:
- транспортные рабочие, контролеры, кладовщики, ремонтные и дежурные слесари, наладчики и др. работники.
Все расчеты сводим в таблицу 5.
Таблица 5Количество и разряд вспомогательных рабочих
|
Наименование профессий |
Количество рабочих | В том числе по размеру | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1,0 | 1,1 | 1,2 | 1,35 | 1,55 | 1,8 | ||
| Наладчик | 5 | 2 | 3 | ||||
| Слесарь по текущему ремонту | 3 | 2 | 1 | ||||
| Контролёр | 1 | 1 | |||||
| Электрик | 3 | 1 | 2 | ||||
| Кладовщик | 1 | 1 | |||||
| Итого | 13 | 2 | 5 | 6 |
На основании расчётов определяется средний тарифный коэффициент вспомогательных рабочих.
Rср.осн. раб.=
Rср= 
Кср.осн.раб.=
Кср= 
13.3.2.3 Расчет численности руководителей, специалистов и служащих (РСС)
Численность руководителей, специалистов и служащих определяем в процентах от числа основных рабочих и вспомогательных рабочих. Численность РСС в крупносерийном и массовом производстве составляет примерно 10% от численности основных и вспомогательных рабочих.
Чрсс=
![]() ∙ (Росн
+ Рвсп)
∙ (Росн
+ Рвсп)
Чрсс= 0,1 ∙ (31 + 13) = 4,4
Чрсс= 5
Все расчеты сводим в таблицу 6 сводной ведомости работающих.
Таблица 6
Количество работников, работающих на участке
| Категория работающих | Количество | Проценты от общего количества |
| Основные | 31 | 63,3 % |
| Вспомогательные | 13 | 26,5 % |
| Руководители, специалисты и служащие | 5 | 10,2 % |
| Итого: | 49 | 100 % |
13.4 Экономические расчёты
13.4.1 Расчет фондов заработной платы
Общий фонд заработанной платы складывается из суммы фондов заработной платы каждой категории рабочих.
Заработная плата – это вознаграждение работника за определённый труд.
По формам начисления она подразделяется на:
а) Повременная
б) Сдельная
Размер заработной платы зависит от сложности и условий выполняемой работы, квалификации работника и результатов его труда.
13.4.1.1 Расчет фондов заработанной платы основных рабочих
Фонд заработной платы (ФЗП) состоит из:
1. Тарифного фонда, который определяется по сдельным расценкам или часовым тарифным ставкам.
ФЗПтар =  ,
,
где ![]() -
суммарная сдельная расценка на все операции технологического процесса;
-
суммарная сдельная расценка на все операции технологического процесса;
Nпл – годовая программа
η – коэффициент потерь 0,4
 ,
,
где Кмс - коэффициент многостаночного обслуживания; Кмс = 0,75 – 0,9
Рср – количество многостаночного обслуживания
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
 руб.
руб.
Подсчитываем фонд заработной платы:

2. Часового фонда, который определяется суммой тарифного фонда и доплат
ФЗПчас = ФЗПтар + Доплата
Для стимулирования труда необходимо заинтересовать каждого рабочего в результатах своего труда, поэтому необходимо стимулировать труд рабочих и запланировать выплату премий из фонда оплаты труда. Фонд оплаты труда состоит из: фонда оплаты труда и доплат.
В состав доплат входят:
а) премии за выполнение задания и его качества
б) за бригадирство
в) за наставничество
г) работу в ночные часы и праздничные дни – сверхурочное время.
ФЗПчас = ФЗПтар ∙ 1,25
К доплатам относятся:
- премии по сдельно - премиальной и повременно
- премиальной системе, за руководство бригадой не освобожденным бригадирам.
Сумма этих доплат составляет примерно 20 - 25% от ФЗПтар
ФЗПчас = 1 111 500 ∙ 1,25 = 1 389 375 руб.
3. Годового фонда зарплаты, которой равен сумме часового фонда и дополнительной заработной платы.
ФЗПгод = ФЗПчас + Доп ЗП
Доп ЗП включает в себя доплату за работу в тяжелых и вредных цехах, за сокращённый день подростков до 18 лет, оплат очередных и дополнительных отпусков, выполнение гос. обязанностей, кроме того плановые разовые пособия призывающихся на службу и подающих под сокращение штата.
ФЗПгод = ФЗПчас ∙ 1,1
К дополнительной заработанной плате относится: оплата очередных и дополнительных отпусков, выполнение гос. обязанностей, выходные пособия и др. Сумма этих доплат составляет примерно 8 -15% от ФЗПчас. Для определения среднегодовой, среднемесячной заработной платы рассчитываем сумму выплат из прибыли.
ФЗПгод = 1 389 375 ∙ 1,1 = 1 528 312 руб.
Определяем выплаты из прибыли. Они составляют 20% от ФЗПчас .
Доплаты = ![]() ∙ ФЗПчас
∙ ФЗПчас
Доплаты = 0,2 ∙ 1 389 375 = 277 875 руб.
- премии по итогом года, удешевления питания в столовой, проезд в городском транспорте, оказание материальной помощи и др. Сумма выплат составляет примерно25 - 30% от ФЗПчас
Выплаты = ![]() ∙ ФЗПгод
∙ ФЗПгод
Выплаты = 0,3 ∙ 1 528 312 = 416 812 руб.
Далее определяем среднегодовую и среднемесячную зарплату:
ЗПср.год = ![]()
ЗПср.год = ![]() руб.
руб.
ЗП = 
ЗП = ![]() 5 228 руб.
5 228 руб.
- За выполнения плана в течение месяца рабочим полагается премия в размере 45% от месячной зарплаты
Премия = 
Премия= ![]() =2 353 руб.
=2 353 руб.
Заработная плата рабочего за месяц:
ЗПср.мес = ЗП + Премия
ЗПср.мес = 5 228 + 2 353 = 7 581 руб.
13.4.1.2 Расчет фондов заработанной платы вспомогательных рабочих
Тарифный фонд заработанной платы рабочих - повременщиков (ФЗПтар) рассчитывается исходя из тарифной ставки, количества рабочих - повременщиков и полезного времени 1 рабочего.
Вспомогательные рабочие заняты обслуживанием основного производства.
К ним относятся:
- комплектовщики
- ремонтники
- электрики
- контролёры
- наладчики
- кладовщики и т.д.
ФЗПтар
= Тст ср.час ![]() Рпов ∙ Fп ,
Рпов ∙ Fп ,
где Тст. ср. час.- среднечасовая тарифная ставка;
Тст.ср.час = Тст 1разр. ∙ Кср ,
где Кср - средний тарифный коэффициент;
Рпов - количество вспомогательных рабочих повременщиков;
Тст.ср.час = 16,4 ∙ 1,36 = 22,3 руб.
- Тарифный фонд заработной платы:
ФЗПтар = 22,3 ∙ 13 ∙ 2000 = 579 904 руб.
- Часовой фонд заработной платы:
ФЗПчас= ФЗПтар + Доплата
ФЗПчас=1,25 ∙ ФЗПтар
ФЗПчас = 579 904 ∙ 1,25 = 724 880 руб.
- Годовой фонд заработной платы:
ФЗПгод=ФЗПчас + Доп ЗП
ФЗПгод = ФЗПчас ∙ 1,1
ФЗПгод = 724 880 ∙ 1,1 = 797 368 руб.
Определяем выплаты из прибыли. Они составляют 20% от ФЗПчас .
Доплаты = ![]() ∙ ФЗПчас
∙ ФЗПчас
Доплаты = 0,2 ∙ 724 880 = 144 976 руб.
Определяем среднегодовую и среднемесячную заработанную плату
Выплаты = ![]() ∙ ФЗПгод
∙ ФЗПгод
Выплаты = 0,3 ∙ 797 368 = 239 210 руб.
ЗПср.год.=
ЗПср.год = ![]() 79 737 руб.
79 737 руб.
ЗПср.мес=
ЗПср.мес =  6 645 руб.
6 645 руб.
13.4.1.3 Расчет фондов заработной платы руководителей, специалистов и служащих (РСС)
Оплата труда этой категории сотрудников осуществляется по схемам должностных окладов с учётом присвоенной им категории. По данным рассчитываемого предприятия устанавливают величину месячного оклада.
Исходя из штатного расписания (таблица 7), определяем среднегодовую, среднемесячную заработную, плату
Таблица 7Количество работников РСС и их оклады
| Должность | Количество рабочих | Оклад, руб. | ФЗП год. руб. |
| Технолог | 2 | 7 000 | 504 000 |
| Мастер | 2 | 10 000 | |
| Экономист | 1 | 8 000 | |
| Итого | 5 | 42 000 |
ФЗПгод = Ообщ ∙ 12 ,
где Ообщ - общий оклад рабочих
12 – количество месяцев
ФЗПгод = (7 000 + 7 000 + 10 000 + 10 000 + 8 000) ∙ 12 = 504 00 руб.
ЗПср.год=
Выплаты = ![]() ∙ ФЗПгод
∙ ФЗПгод
Выплаты = 0,3 ∙ 504 000 = 151 200 руб.
ЗПср.год = ![]() 131 040 руб.
131 040 руб.
ЗПср.мес=
ЗПср.мес = ![]() руб.
руб.
Все расчеты по работающим на данном участке сводим в таблицу 8.
Таблица 8 Планируемый расчёт рабочих участка.
| Категория работающих |
ФЗПгод. руб. |
ЗПср. год. руб. |
ЗПср. мес, руб. |
| Основные | 1 528 312 | 62 745 | 7 581 |
| Вспомогательные | 797 368 | 79 737 | 6 645 |
| РСС | 504 000 | 131 040 | 10 920 |
| Итого: | 2 829 680 | 273 522 | 25 146 |
Расчёт обязательных платежей в бюджет. Включает в себя следующие платежи:
- Взносы в пенсионный фонд перечисляются исходя из возрастной категории работающих и средний процент принимает (14 % от ФЗП)
 руб.
руб.
- Отчисления в фонд социального страхования (2,9 % от ФЗП)
 руб.
руб.
- Отчисления в фонд обязательного медицинского страхования (2,1 % от ФЗП)
 руб.
руб.
- Отчисления за травматизм (1 % от ФЗП)
 руб.
руб.
13.4.2 Определение потребности в основных материалах
Потребность в основных материалах определяется исходя из нормы расхода материалов на 1 изделие и годовой программы выпуска изделий.
М=  ,
,
где g3 - норма расходов материала на 1 изделие, (масса заготовки);
М= ![]() т.
т.
Отх=
![]() ,
,
где gд – возвратные отходы, (масса детали);
Отх= ![]() т.
т.
Потребность в материалах определяется в натуральном, так и в стоимостном выражении. Стоимость материалов на годовую программу выпуска
составляет:
См = М ∙ Цз ∙Ктз,
где Ктз - коэффициент транспортного - заготовительных расходов; Ктз =1,1 К Ктз относят расходы на доставку, загрузку, разгрузку и транспортировку, комиссионные вознаграждения.
Цз - Цена 1 тонны материала.
См = 86,6 ∙ 25000 ∙ 1,1 = 2 381 500 руб.
Стоимость отходов составляет:
Сотх = Отх ∙ Цо
Цо - цена 1 тонны отходов – (10% Цз)
Цо = 
Цо = ![]() руб.
руб.
Сотх = 20,2 ∙ 2500 = 50 500 руб.
13.4.3 Расчет косвенных затрат. Расчет сметы общепроизводственных расходов
В состав общепроизводственных (цеховых) входят накладные расходы, связанные с организацией и обслуживанием производственного процесса и управления им.
Состав и процесс общепроизводственных расходов определяется сметами на содержание и эксплуатацию оборудования, управленческих и хозяйственных
расходов цеха.
К косвенным затратам относятся:
1. Расходы на содержании и эксплуатацию оборудования.
2 Цеховые расходы.
3. Расходы, связанные с управлением предприятием и цехом.
4. Расходы, связанные с управлением предприятием и цехом.
5. Расходы, связанные с реализацией продукции.
Для расчета составляем таблицу 9 стоимости требуемого оборудования. Эти расходы рассчитывают на всю годовую программу и распределяются на себестоимость каждого вида продукции пропорционально зарплате основных рабочих. Косвенные расходы подразделяются на общепроизводственные и внепроизводственные. Затраты на установку оборудования составляют 10 % от первоначальной стоимости оборудования, включая НДС.
Таблица 9 |
Общие затраты (руб.) | Всех | 5 280 000 | 5 280 000 | 770 000 | 660 000 | 990 000 | 990 000 | 1 650 000 | 1 650 000 | 880 000 | 18 150 000 |
| Одного | 1 320 000 | 1 320 000 | 770 000 | 660 000 | 990 000 | 990 000 | 1 650 000 | 1 650 000 | 880 000 | 10 230 000 | ||
| Затраты на установку (руб.) | Всех | 480 000 | 480 000 | 70 000 | 60 000 | 90 000 | 90 000 | 150 000 | 150 000 | 80 000 | 1 650 000 | |
| Одного | 120 000 | 120 000 | 70 000 | 60 000 | 90 000 | 90 000 | 150 000 | 150 000 | 80 000 | 930 000 | ||
|
Стоимость требуемого оборудования |
Стоимость станка (руб.) | Всех | 4 800 000 | 4 800 000 | 700 000 | 600 000 | 900 000 | 900 000 | 1 500 000 | 1 500 000 | 800 000 | 16 500 000 |
| Одного | 1 200 000 | 1 200 000 | 700 000 | 600 000 | 900 000 | 900 000 | 1 500 000 | 1 500 000 | 800 000 | 9 300 000 | ||
| Мощность (кВт.) | Всех | 40 | 40 | 7,5 | 2,2 | 7 | 4 |
7,6 45 |
7,5 | 1,5 | 117,345 | |
| Одного | 10 | 10 | 7,5 | 2,2 | 7 | 4 |
7,6 45 |
7,5 | 1,5 | 57,345 | ||
| Тип оборудования |
16К20 Ф3 |
16К20 Ф3 | 2А150 | 2А125 | 6Н12П | 5Б63 | 3А227 | 3Б151 | 3Д642Е | |||
| Количество оборудования | 4 | 4 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 15 | ||
| Наименование операции | Токарная | Токарная | Сверлильная | Сверлильная | Фрезерная |
Резьбофрезер ная |
Внутришлифовальная | Круглошлифовальная | Заточная | Итого: | ||
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
В смету общепроизводственных расходов (ОПР) включается:
- Затраты на силовую энергию
Зэн = Wэ · Цэ ,
где Цэ - цена 1 кВт часа энергии (1,809)
Wэ - годовой расход электроэнергии
Wэ =  ,
,
где Nycт - установленная мощность электродвигателя на всех станках;
Кз - Средний коэффициент загрузки оборудования;
Fп - полезный фонд времени работы оборудования за год;
Ко - коэффициент одновременной работы оборудования Ко = 0,75;
Кс - коэффициент потерь электросети Кс = 0,95;
Кд - Коэффициент полезного действия электродвигателя Кд = 0,85 - 0,9;
Рассчитываем годовой расход электроэнергии:
Wэ =  кВт/час
кВт/час
Рассчитываем затраты на силовую энергию:
Зэн = 123 521 · 1,809 = 223 449 руб.
- Затраты на воду для производственных нужд:
Зв =  ,
,
где: Цв - цена 1 м3 воды, (11,3руб.);
Нв - норма расхода воды на 1 рабочего за год, (25 л/смену);
Росн - количество основных рабочих;
Псм - продолжительность смены
Зв
= ![]() 2 189 375 руб.
2 189 375 руб.
Амортизация – это возмещение основных фондов путём включения части их стоимости в затраты на выпуск продукции (себестоимость). Она осуществляется с целью накопления денежных средств для последующего полного или частичного производственных основных фондов. Предприятие может одновременно применять несколько способов начисления амортизации:
а) Линейный способ – по рабочим машинная, оборудованиям, зданиям, сооружениям
б) Способ уменьшения остатка – по вычислительным машинам, орг. техники.
В данной работе мы применяем линейный способ.
- Амортизация оборудования:
Аоб = ![]() ,
,
где: Ноб - норма отчислений, (8%);
Соб - полная первоначальная стоимость оборудования
Аоб = ![]() 1 452 000 руб.
1 452 000 руб.
- Амортизация зданий.
Аз =  ,
,
где: Нз - норма отчислений для зданий
Сз - полная первоначальная стоимость здания
Сз = Цзд ∙ Vзд ,
где: Цзд - цена 1м3 , (10 000 руб.)
Vзд - объем здания:
Vзд = Sзд ∙ hзд,
где: hзд - высота производственных помещения: hзд= 10 – 15 м;
Sзд - площадь участка;
Sзд = Sуд ∙ ![]() ,
,
где: Sуд - удельная площадь на 1 станок, (10м2);
Sзд = 10 ∙ 15 = 150 м2
Vзд = 150 ∙ 15 = 2 250 м3
Сз = 10 000 ∙ 2 250 = 22 500 000 руб.
Аз
= ![]() 720 000 руб.
720 000 руб.
- Затраты на текущий ремонт оборудования
Составляют примерно 15-17% от
полной первоначальной стоимости оборудования
Зрем = ![]()
Зрем = ![]() 2 722 500 руб.
2 722 500 руб.
Затраты на вспомогательные материалы (масла, химикаты)
Вспомогательные материалы участвуют в процессе производства продукции или потребляются для хозяйственных нужд, технологических целей.
Звсп = Овсп ∙ ![]() ,
,
где: Овсп - количество вспомогательных материалов, (1500);
Звсп = 1500 ∙ 15 = 22 500 руб.
- Затраты на заработную плату основную и дополнительную с
отчислением на социальное страхование вспомогательных рабочих и РСС
Ззп = (ФЗПвсп + ФЗПрсс) ∙ Осоц ,
где: Осоц – социальные отчисления, (1,36);
Ззп = (797 368 + 504 000) ∙ 1,36 = 1 796 860 руб.
- 3атраты на охрану труда и производственную санитарию
Зохр = Оохр ∙ (Роcн + Рвсп)
Зохр = 500 ∙ (31 + 13) = 22 000 руб.
- Затраты на отопления, освещение здания воду для хозяйственных нужд.
Зотоп =  ∙ ФЗПосн.раб.год.
∙ ФЗПосн.раб.год.
Зотоп = ![]() ∙ 1 528
312 = 976 591 руб.
∙ 1 528
312 = 976 591 руб.
- Прочие затраты, не учтенные в других статьях: они составляют
примерно 1-2% от суммы всех вышеперечисленных затрат.
ПРз = ![]() ,
,
где: ПРз - прочие затраты
З - затраты
Смету общих затрат вносим в таблицу 10
ПРз = (223 449 + 2 189 375 + 1 452 000 + 720 000 + 2 722 500 + 22 500 + 1 796 860 + 22 000 + 976 591) · 0,02 = 202 505 руб.
Таблица 10 Затраты на производство
| № | Показатели затрат | Сумма, руб. |
| 1 | Затраты на силовую энергию | 223 449 |
| 2 | Затраты на воду для производственных нужд | 2 189 375 |
| 3 | Амортизация оборудования | 1 452 000 |
| 4 | Амортизация зданий | 720 000 |
| 5 | Затраты на текущий ремонт оборудования | 2 722 500 |
| 6 | Затраты на вспомогательные материалы | 22 500 |
| 7 | Затраты на заработную плату основную и дополнительную | 1 796 860 |
| 8 | Затраты на охрану труда и производственную санитарию | 22 000 |
| 9 | Затраты на отопление, освещение здания, воду для хозяйственных нужд | 976 591 |
| 10 | Прочие затраты | 202 505 |
| Итого | 10 327 780 |
13.4.4 Калькуляция себестоимости
Калькуляция себестоимости - это расчет затрат на производство единицы продукции, расчет ведется по калькуляционным статьям.
- Затраты на основные материалы
Змо = g3 ∙ Цз ,
где: Цз - цена 1 кг заготовки, (25 руб.)
Змо = 2,309 ∙ 25 = 58 руб.
- Возвратные отходы (вычитаются)
Oтх = gд ∙ Цо ,
где: Цо - цена1 кг отходов, (2,5 руб.)
Oтх = 1,77 ∙ 2,5 = 4,4 руб.
- Транспортно - заготовительные расходы
ТЗР = ![]() ,
,
где: Lтзр – транспортные расходы;
ТЗР = ![]() руб.
руб.
- Основная заработная плата основных рабочих
Ззп = Кп ∙ ![]() ,
,
где: Кп - коэффициент учитывающий премии: Кп = 1,2
Ззп = 1,2 ∙ (8,0+9,0+1,36+1,73+1,6+2,3+1,85+1,94+1,86) = 36 руб.
- Дополнительная ЗП основных рабочих
Здзп = 
Здзп = ![]() руб.
руб.
- Отчисления на социальное страхование
Зсс = ![]()
Зсс = ![]() руб.
руб.
- Расходы на содержания и эксплуатацию оборудования
Зрсо = ![]()
Зрсо = ![]() руб.
руб.
- Цеховые расходы
Зцех = 
Зцех = ![]() руб.
руб.
- Общепроизводственные расходы
Зоп = ![]()
Зоп = ![]() руб.
руб.
- Общехозяйственные расходы
Зох = 
Зох = ![]()
- Производственная себестоимость – это издержки предприятия при производстве товара или его транспортировке, приобретений.
Сс = Змо – Отх + ТЗР + Ззп + Здзп + Зсс + Зрсо + Зцех + Зоп + Зох
Сс = 58 – 4,4 + 5,8 + 36 + 3,6 + 6,3 + 54 + 54 + 4,3 + 72 = 290 руб.
- Внепроизводственные расходы
Звн.пр. = ![]()
Звн.пр. = ![]() руб.
руб.
- Полная себестоимость:
Сп = Сс + 3вн.пр.
Сп = 290 + 8,7 = 298,7 руб.
- Плановая прибыль
Пр = ![]()
Пр = ![]() руб.
руб.
- Проект оптовой цены
Ц = Сп + Пр
Ц = 298,7 + 72 = 370,7 руб.
Прибыль – это сумма, на которую доход, выручка превышает затраты на экономическую деятельность, на производство товара
Валовая прибыль – это часть валового дохода остающаяся за вычетом всех производственных расходов
Чистая прибыль – это часть валовой прибыли, остающаяся после всех финансовых расчетов и отчислений.
Прибыль – это обобщающий показатель финансовых результатов хозяйственной деятельности предприятий.
Расчеты вносим в таблицу 11.
Таблица 11Производственные затраты
| № | Статьи затрат | Сумма, (руб.) | Процент по полной себестоимости |
| 1 | Затраты на основные материалы | 58 | 4,3 |
| 2 | Возвратные материалы | 4,4 | 0,3 |
| 3 | Транспортно - заготовительные расходы | 5,8 | 0,4 |
| 4 | Основная заработная плата основных рабочих | 36 | 2,7 |
| 5 | Дополнительная заработная плата основных рабочих | 3,6 | 0,32 |
| 6 | Отчисления на социальное страхование | 6,3 | 0,5 |
| 7 | Расходы на содержание и эксплуатацию оборудования | 54 | 4,0 |
| 8 | Цеховые расходы | 54 | 4,0 |
| 9 | Общепроизводственные расходы | 4,3 | 0,34 |
| 10 | Общехозяйственные расходы | 72 | 5,4 |
| 11 | Производственная себестоимость | 290 | 21,7 |
| 12 | Внепроизводственные расходы | 8,7 | 0,64 |
| 13 | Полная себестоимость | 298,7 | 22,3 |
| 14 | Полная прибыль | 72 | 5,4 |
| 15 | Проект оптовой цены | 370,7 | 27,7 |
| Полная себестоимость изделий | 1 338,5 | 100 % |
13.4.5 Расчет стоимости и себестоимости ТП, расчет прибыли и налогов
- Стоимость товарной продукции в оптовых ценах
ТПц =  ,
,
где: ТП – товарная продукция
ТПц =  13 901 250 руб.
13 901 250 руб.
- Себестоимость товарной продукции – это сумма всех затрат связанная с выпуском продукции .
ТПс = 
ТПс =  11 201 250 руб.
11 201 250 руб.
- Прибыль реализации товарной продукции
Пр = ТПц - ТПс
ПР = 13 901 250 – 11 201 250 = 2 700 000 руб.
- Расчетов налогов
Предприятие платит в бюджет 2 вида налогов:
Налоги – это обязательные платежи, которые платят все организации в бюджет.
Добавочной стоимостью называется разность между валовой выручкой о реализации и материальными затратами.
К материальным затратам относят стоимость основных материалов
ДС = ТПц – См
ДС = 13 901 250 – 2 381 500 = 11 591 750 руб.
НДС = ![]() ∙ДС
∙ДС
НДС = ![]() ∙ 11 591
750 = 2 073 555 руб.
∙ 11 591
750 = 2 073 555 руб.
Определяем реальную выручку от реализации товарной продукции с учетом НДС
НДС – это косвенный налог, ставка которого составляет 18 % для данного производства.
Выручка – это сумма от реализации изделий.
РВ = ТПц - НДС
РВ = 13 901 250 – 2 073 555 = 11 827 695 руб.
Определяем валовую прибыль
Валовая прибыль – это часть валового дохода остающаяся за вычетом всех производственных расходов
Првал = РВ – ТПс
Првал = 11 827 695 – 11 201 250 = 626 445 руб.
Сумма налога на прибыль составит:
НПр = ![]() ∙ Првал
∙ Првал
НПр = 0,3 ∙ 626 445 = 187 933 руб.
Определяем чистую (остаточную) прибыль - разность между валовой прибылью и налогом на прибыль
Прчист. = Првал – НПр
Прчист. = 626 445– 187 933 = 438 512 руб.
13.4.6 Расчет стоимости нормативно - чистовой продукции
Чистая продукция - разность между стоимостью и материальными затратами. Норматив чистой продукции на 1 изделие определяем по формуле:
НЧПизд= ЗПосн + ЗПоц + Прн
ЗПосн = Ззп + Здзп +3сс
ЗПоц = К ∙ ЗПосн
К= 1,6-1,8
Прибыль нормативная
Прн = Нр ∙ (Сп - Змо)
где: Нр – налог на прибыль. Он равен 35 %
ЗПосн = 36 + 3,6 + 6,3 = 45,9 руб.
ЗПоц = 1,8 ∙ 45,9 = 83 руб.
Прн = 0,35 ∙ (298,7 – 58) = 84,6 руб.
НЧПизд= 45,9 + 83 + 84,6 = 213,5 руб.
В соответствующей с действующим законодательством организация обязана платить налог на прибыль. Ставка налога на прибыль равна 30 %.
НЧП = НЧПизд
∙![]()
НЧП = 213,5 ∙ = 8 006 250 руб.
= 8 006 250 руб.
13.4.7 Расчет технико-экономических показателей
- Производительность труда одного работающего – это способность одного работающего производить определённое количество продукции за промежуток времени.
а) по товарной продукции
ПТ = ![]()
где: Чппп – численность производственно – промышленного персонала
ПТ = ![]() 283 699 руб.
283 699 руб.
б) по нормативно - чистой продукции
ПТ=
ПТ = ![]() 163 393 руб.
163 393 руб.
- Уровень рентабельности по отношению к производственным фондам.
а) общая рентабельность
Общая рентабельность – это коэффициент показывающий процентное соотношение прибыли к стоимости оборотных фондов и основных средств.
![]()
ОФ = Соб + Сз,
где Соб - полная первоначальная стоимость оборудования
Сз - полная первоначальная стоимость здания
ОФ = 18 150 000 + 22 500 000 = 40 650 000
ОС = См
ОС = 2 381 500 руб.
 %
%
К основным фондам относятся: стоимость оборудования и здания.
К оборотным средствам - мощность материалов.
б) Расчетная рентабельность
Ррасч =
Ррасч =![]() %
%
- Рентабельность текущих затрат
![]()
- Затраты на рубль товарной продукции
G = ![]()
G = ![]()
- Материальные затраты на рубль товарной продукции
δ = ![]()
δ = 
- Коэффициент полезного использования
КИМ = ![]()
КИМ = 
- Фондоотдача – это выпуск продукции на основные производственные фонды
Фо = ![]()
Фо = ![]()
- Фондоемкость – это обобщающий показатель, характеризующий в рублях стоимость основных производственных фондов, рассчитываемых в среднем рассматриваемый период на один рубль объема выпуска продукции рассчитанного за тот же период времени.
Фе = ![]()
Фе = 
Полученные расчеты сводим в таблицу 12.
Таблица 12Расчётные экономические показатели участка.
| № | Наименование показателей | Единица измерения | Обоснование показателей | Значение показателей |
| 1 | Годовая программа выпуска изделий | шт. |
Nпл |
15 000 |
| 2 | Себестоимость товарной продукции | руб. |
ТПс |
11 201 250 |
| 3 |
Общая численность рабочих в том числе -основных -вспомогательных -РСС |
человек |
Чппп |
49 31 13 5 |
| 4 |
Производительность труда -по товарной продукции -по нормативно-чистой продукции |
руб. |
ПТ ПТ |
283 699 163 393 |
| 5 | Средний тарифный разряд |
Кср |
4,8 | |
| 6 | ФЗП по участку | руб. | т.8 | 2 829 960 |
| 7 | Среднегодовая ЗП | руб. | т.8 | 273 522 |
| 8 | Общая стоимость оборудования | руб. | т.9 | 18 150 000 |
| 9 | Суммарная мощность | кВт. | т.9 | 117,345 |
| 10 | Средний коэффициент загрузки оборудования |
Кз |
0,6 | |
| 11 | Полная себестоимость ТП с догрузкой | руб. |
ТПц |
13 901 250 |
| 12 | Прибыль от реализации продукции | руб |
Првал |
626 445 |
| 13 | Чистая прибыль | руб |
Прчист |
438 512 |
| 14 |
Уровень рентабельности по отношению произ. фондам -общей -расчетной |
% % |
Робщ Ррасч |
6,3 1,0 |
| 15 | Рентабельность текущих затрат | % |
Ртек |
24 |
| 16 | Затраты на рубль ТП | G | 0,8 | |
| 17 | Материальные затраты | δ | 0,2 | |
| 18 | Коэффициент полезного использования материала | КИМ | 0,8 | |
| 19 | Фондоотдача |
Фо |
0,3 | |
| 20 | Фондоемкость |
Фе |
2,9 |
13.5 Анализ предприятия
Я считаю, что производство моих деталей рентабельно. Потому что общий уровень рентабельности по отношению к производственным фондам составляет 6,3%, а расчётный 1,0%. Рентабельность текущих затрат составляет 24%.
Годовая программа выпуска составила 15 000 штук. Стоимость товарной продукции составляет 11 201 250 рублей, а материальные затраты на рубль товарной продукции – 0,2 рубля. При этом затраты на рубль товарной продукции составило 0,8 рублей. Полная себестоимость товарной продукции будет равна 13 901 250 рублей. КИМ (коэффициент использования материала) = 0,8.
Общая стоимость оборудования – 18 150 000 рублей. Число оборудования составляет 15 единиц, из них 8 токарных станков; 2 сверлильных; 1 фрезерный; 1 резьбофрезерный; 2 шлифовальных станка и 1 заточной. Затраченная мощность – 117,345 кВт. Коэффициент загрузки оборудования равен 0,6.
Общее число рабочих 49 человек, из них 31 основной, 13 вспомогательных и 5 РСС – руководители, специалисты, служащие. Производительность труда 1 рабочего по товарной продукции – 283 699 рубля, а по нормативно чистой продукции – 163 393 рубля. Средний тарифный разряд основных рабочих равен 5 разряду. ФЗП годовой – 2 829 680 рублей. Общая среднегодовая ЗП составила 273 522 рубля. Прибыль реализованной продукции будет равна 626 445 рублей, а чистая прибыль составит 438 512 рублей.
Фондоотдача будет равна 0,3, а фондоёмкость 2,9.
Перечень используемой литературы
1 Фельдштейн Е.Э. Режущий инструмент и оснастка станков с ЧПУ. – Минск; Высшая школа, 1988
2 Руководство по эксплуатации токарного станка с ЧПУ модели 16К20Ф3
3 Соломенцев Ю.М. Промышленные роботы в машиностроении. – М.;
Машиностроение, 1987
4 Соломенцев Ю.М. Роботизированные технологические комплексы и гибкие производственные системы в машиностроении. – М.; Машиностроение, 1989
5 Шандров Б.В., Шапарин А.А., Чудаков А.Д. Автоматизация производства (металлообработка). – М.; Издательский центр «Академия», 2006
6 Мурашкин С.Л. Технология машиностроения. Книга 1 – М.; Высшая школа, 2003
7 Мурашкин С.Л. Технология машиностроения. Книга 2 – М.; Высшая школа, 2003
8 Белькевич Б., Тимашков В. Справочное пособие технолога машиностроительного завода
9 Баранчик В.И. Прогрессивные режущие инструменты и режимы резания металлов. – М.; Машиностроение, 1990
10 Горошкин А.К. Приспособление для металлорожущих станков. – М.; Машиностроение, 1979
11 Аниров М.А. Приспособление для металлорежущих станков. – М.; Машиностроение, 1996
12 Шишмарев В.Ю. Каспина Т.И. Машиностроительное производство – М.; Издательский центр «Академия», 2004
13 Егоров А.Ю., Иванова Р.А. Экономика и управление в машиностроении – М.; Издательский центр «Академия», 2004
14 Мацкевич Н.В. Контрольно – измерительные инструменты – М.; Издательский центр «Академия», 2006
15 Черканов Б.И., Вереина Л.И. Автоматизация и механизация производства – М.; Издательский центр «Академия», 2004
16 Шануров Б.В., Шапарин А.А., Чудиков А.Д. Автоматизация производства – М.; Издательский центр «Академия», 2004
Общее число рабочих 49 человек, из них 31 основной, 13 вспомогательных и 5 РСС – руководители, специалисты, служащие. Производительность труда 1 рабочего по товарной продукции – 283 699 рубля, а по нормативно чистой продукции – 163 393 рубля. Средний тарифный разряд основных рабочих равен 5 разряду. ФЗП годовой – 2 829 680 рублей. Общая среднегодовая ЗП составила 273 522 рубля. Прибыль реализованной продукции будет равна 626 445 рублей, а чистая прибыль составит 438 512 рублей.
Фондоотдача будет равна 0,3, а фондоёмкость 2,9.
Перечень используемой литературы
1 Фельдштейн Е.Э. Режущий инструмент и оснастка станков с ЧПУ. – Минск; Высшая школа, 1988
2 Руководство по эксплуатации токарного станка с ЧПУ модели 16К20Ф3
3 Соломенцев Ю.М. Промышленные роботы в машиностроении. – М.;
Машиностроение, 1987
4 Соломенцев Ю.М. Роботизированные технологические комплексы и гибкие производственные системы в машиностроении. – М.; Машиностроение, 1989
5 Шандров Б.В., Шапарин А.А., Чудаков А.Д. Автоматизация производства (металлообработка). – М.; Издательский центр «Академия», 2006
6 Мурашкин С.Л. Технология машиностроения. Книга 1 – М.; Высшая школа, 2003
7 Мурашкин С.Л. Технология машиностроения. Книга 2 – М.; Высшая школа, 2003
8 Белькевич Б., Тимашков В. Справочное пособие технолога машиностроительного завода
9 Баранчик В.И. Прогрессивные режущие инструменты и режимы резания металлов. – М.; Машиностроение, 1990
10 Горошкин А.К. Приспособление для металлорожущих станков. – М.; Машиностроение, 1979
11 Аниров М.А. Приспособление для металлорежущих станков. – М.; Машиностроение, 1996
12 Шишмарев В.Ю. Каспина Т.И. Машиностроительное производство – М.; Издательский центр «Академия», 2004
13 Егоров А.Ю., Иванова Р.А. Экономика и управление в машиностроении – М.; Издательский центр «Академия», 2004
14 Мацкевич Н.В. Контрольно – измерительные инструменты – М.; Издательский центр «Академия», 2006
15 Черканов Б.И., Вереина Л.И. Автоматизация и механизация производства – М.; Издательский центр «Академия», 2004
16 Шануров Б.В., Шапарин А.А., Чудиков А.Д. Автоматизация производства – М.; Издательский центр «Академия», 2004