Контрольная работа: Классификация ткацких станков
Контрольная работа.
Дисциплина: Ткачество
Вариант- 6.
Тема:
Классификация ткацких станков
Содержание
Введение…………………………………………………………………………...3
1. Классификация и общее устройство ткацких станков……………….………4
1.1 Классификация ткацких станков……………………………………..……...4
1.2 Общее устройство ткацких станков………………………………….………7
1.3 Ткацкие станки для выработки хлопчатобумажных тканей………..……...8
1.4 Типы ткацких станков для выработки льняных тканей…………….………9
1.5 Станки для выработки шерстяных тканей и ковровых изделий (камвольных и суконных тканей)………………………………………………10
1.6 Станки для выработки шелковых тканей и тканей из химических нитей.10
Вывод…………………………………………………………………………….12
Задача……………………………………………………………………………..13
Список литературы………………………………………………………………14
Введение
Для изготовления тканей используют различные текстильные нити. Текстильная нить – это гибкое и прочное тело значимой длинны с малыми поперечными размерами, применяемое для изготовления текстильных изделий.
Подготовленная основная и уточная пряжа поступает на ткацкий станок, на котором из нее вырабатывают ткань определенного переплетения, плотности и ширины.
Процесс образования ткани на ткацком станке складывается из следующих циклически связанных друг с другом основных технологических операций:
–нити основы перемещаются в вертикальном направлении, разделяются в соответствии с рисунком переплетения и образуют зев;
–в образованный зев вносится уточная нить;
–проложенная уточная нить прибивается к опушке ткани;
–наработанная ткань постепенно отводится и наматывается а товарный валик, а основа перемещается в продольном направлении;
–основа соразмерно с ее расходом в ткачестве сматывается ткацкого навоя под определенным натяжением, необходимым для технологического процесса.
Все эти операции осуществляются в результате согласования действия основных механизмов ткацкого станка.
Производство тканей сложный процесс, требующий знаний специалистов, правильного подхода ко всему процессу производства, а также выбору необходимой техники и оборудования.
1. Классификация и общее устройство ткацких станков
1.1 Классификация ткацких станков
Из приготовительного отдела ткацкой фабрики основа и уток поступают на ткацкий станок, где из них вырабатывают ткань определенного переплетения, плотности и ширины.
Существующие ткацкие станки по некоторым принципам можно разделить на несколько групп.
По принципу формирования ткани ткацкие станки делят на две группы:
1. Станки с периодическим и однозонным процессом формирования ткани, когда отдельные операции (образование зева, прокладывание уточной нити, прибой ее к опушке ткани и др.) совершаются последовательно в различные интервалы времени одного цикла. Уточная нить вводится в один общий зев, образуемый по всей ширине заправки основы, прибой уточной нити к опушке ткани осуществляется одновременно по всей длине нити, находящейся в зеве (фронтальный прибой).
К этой группе относится большинство современных челночных и бесчелночных ткацких станков, на которых уточная нить прибивается к опушке батаном и бердом. Основным недостатком этих станков является периодичность процесса, при котором большая доля времени оборота главного вала станка используется на подготовительные операции (раскрытие зева, прокладывание нити и др.) и незначительная — на прибой уточной нити к опушке ткани. Периодичность процесса ткачества ограничивает частоту вращения главного вала станка.
2. Станки с непрерывным и многозонным процессом формирования ткани, когда операции совершаются непрерывно, но последовательно в нескольких зонах по ширине основы или вдоль нитей основы (по глубине ее). При непрерывном процессе формирования ткани ткацкие станки или машины должны соответственно иметь зевообразовательные механизмы, образующие многозонный волнообразный или секционный зев по ширине основы или вдоль ее, механизмы, обеспечивающие непрерывное введение уточных нитей в систему зевов и непрерывный прибой их к опушке ткани. На таких машинах за один оборот главного вала прокладывается одновременно несколько уточных нитей, к ним относятся многозевные и круглоткацкие машины.
По способу введения утка в зев ткацкие станки делят на следующие
группы:
челночные станки, где уточную нить прокладывает челнок, несущий паковку, с которой нить сматывается во время пролета челнока через зев;
бесчелночные станки, где уточная нить, сматываемая с неподвижно установленной бобины, прокладывается: прокладчиками-пластинами; рапирами, лентами или иглами; пневматическими приспособлениями с помощью струи воздуха; гидравлическими приспособлениями с помощью струи воды.
По типу зевообразовательного механизма ткацкие станки делят на следующие группы:
с эксцентриковыми зевообразовательными механизмами для выработки тканей простых переплетений;
с каретками для выработки тканей мелкоузорчатых и сложных пере плетений;
с жаккардовыми машинами для выработки крупноузорчатых тканей. Челночные ткацкие станки в свою очередь можно подразделить на группы по следующим признакам.
1. По способу замены уточной паковки:
ткацкие станки с автоматической сменой утка, когда при доработке или обрыве уточной нити уточная паковка заменяется полной автоматически на ходу станка;
механические ткацкие станки с ручной сменой утка или челнока, когда при доработке или обрыве уточной нити станок останавливается и шпули меняют вручную.
2. По числу используемых в работе челноков:
одночелночные станки, предназначенные для выработки ткани с утком одного вида или цвета;
многочелночные станки, на которых можно вырабатывать ткань с утком нескольких видов или цветов.
3. По конструкции предохранительных механизмов, предупреждающих массовые отрывы основных нитей при недолете челнока или замине его в зеве, на замочные и беззамочные станки.
4. По длине поводков батанного механизма на станки с нормальным, коротким или длинным поводками.
5. По конструкции боевого механизма на станки со средним, нижним, верхним, кулачковым, кривошипным и пружинным боевыми механизмами.
Различия в конструкции станков, относящихся к одной и той же группе, определяются особенностями отрасли текстильной промышленности, обусловленными физико-механическими свойствами перерабатываемого сырья, а также линейной плотностью нитей, заправочными данными вырабатываемой ткани.
Станки, применяемые в каждой отрасли, различаются по рабочей ширине (максимальной заправке ткани по берду), габаритным размерам, скоростным показателям и т. д.
Рабочую ширину ткацких станков измеряют в сантиметрах по максимально возможной ширине проборки основы по берду. Например, автоматические ткацкие станки выпускают с рабочей шириной 60, 100, 120, 140, 160, 175,200,216,225,250см.
1.2 Общее устройство ткацких станков
При выработке ткани из основы и утка на ткацком станке осуществляются следующие технологические операции:
создается натяжение основы, сходящей с ткацкого навоя, и производится отпуск ее по мере наработки ткани;
образуется зев за счет разделения основы на две части и перемещения их и вертикальном направлении;
в зев прокладывается уточная нить;
производится прибой уточной нити к опушке ткани и создается определенная плотность ткани по утку;
наработанная ткань отводится от опушки и совместно с механизмом натяжения основы обеспечивается продольное перемещение основы и ткани.
Все технологические операции выполняют механизмы ткацкого станка за каждый оборот главного вала. Все механизмы подразделяются на главные вспомогательные и специальные.
Главными механизмами являются: основный тормоз или регулятор, обеспечивающий натяжение и отпуск основы; товарный регулятор, отводящий наработанную ткань от опушки; зевообразовательный механизм, создающий зев; батальный механизм, прибивающий нить утка к опушке ткани; боевой механизм, обеспечивающий прокладывание уточной нити в зеве; механизм привода, сообщающий движение механизмам ткацкого станка, и механизм тормоза, затормаживающий их движение при выключении станка.
Вспомогательные и предохранительные механизмы выполняют вспомогательные операции, предупреждают появление пороков на ткани и обеспечивают безопасность работы на ткацком станке. К ним относятся шпарутки, уточная вилочка, замочный механизм, основонаблюдатель.
Специальные механизмы обеспечивают выработку тканей некоторых видов, например бархата, плюша, ковров. К ним относятся также механизмы, автоматизирующие отдельные операции.
1.3 Ткацкие станки для выработки хлопчатобумажных тканей
В хлопчатобумажной промышленности вырабатывается широкий ассортимент разнообразных тканей из нитей различной линейной плотности. Поэтому для выработки тканей используют автоматические ткацкие челночные станки различных конструкций, а также бесчелночные станки: пневматические, пневморапирные и станки СТБ.
Для выработки широкого ассортимента хлопчатобумажных тканей используются одночелночные автоматические ткацкие станки с автоматической сменой шпуль, имеющие различную заправочную ширину по берду (АТ-100-5М, АТ-120-5, АТ-100-6, АТ-175-5 и др.). Уточно-ворсовые ткани вырабатывают на станках АТ-140-УВ5, махровые—на станках АТМ-160-5, АТМ-175-5 и АТМ-60-5, технические ткани с большой массой 1 м2 — на станках АТТ-120-5. На некоторых станках установлены дополнительные механизмы для получения тех или иных эффектов на ткани. Для выработки хлопчатобумажных многоцветных по утку тканей и изделий выпускают автоматические четырехчелночные ткацкие станки АТ4-120-2М.
На многих предприятиях хлопчатобумажной промышленности работают пневморапирные ткацкие станки АТПР-100, АТПР-120, АТПР-160, АТПР-100-2, АТПР-120-2 и АТПР-100-2У, на которых уточная нить прокладывается в зев двумя рапирами: в правой рапире нить прокладывается струей сжатого воздуха, а в левой — за счет разряжения воздуха.
Для выработки широких тканей и тканей с цветным раппортом по утку используют станки СТБ, на которых уток прокладывается микропрокладчиком.
В хлопчатобумажном производстве применяют также пневматические ткацкие станки, на которых уточная нить прокладывается в зев струей воздуха, выходящей из сопла. На фабриках установлены пневматические ткацкие станки Р-105-2В-8 и Р-125-2В-8, выпущенные в ЧССР.
1.4 Типы ткацких станков для выработки льняных тканей
Повышенная жесткость и малое удлинение льняной пряжи требуют при переработке ее на ткацких станках значительного натяжения основных нитей. Поэтому большинство автоматических ткацких станков оснащают автоматическими тормозами навоя с опорным трением. В льняной промышленности внедрены автоматические ткацкие станки с различной заправочной шириной: станки со сменой шпуль АТ-60-Л5, АТ-100-Л5, АТ-120-Л5, АТ-225-Л и станок АТ-175-Л5 для выработки тканей из пряжи средней и малой линейной плотности. Эти станки отличаются рабочей шириной, габаритными размерами, частотой вращения главного вала, а также незначительными особенностями в конструкции некоторых механизмов.
Одночелночные автоматические ткацкие станки с механизмами для автоматической вкладки трубчатых початков АТ-120-ЛМ5, АТ-120-ЛЗМ, АТ-200-Л и АТ-250-Л2 применяют для выработки мешочных, каркасных и паковочных тканей, станки АТ-100-ЛБ и АТ-160-ЛБ—для выработки брезентовых тканей.
Многочелночные автоматические ткацкие станки АТ4-175-Л1 предназначены для выработки тканей с утком различных цветов или видов.
Большинство механизмов перечисленных станков аналогично по конструкции механизмам автоматических станков, используемых в хлопчатобумажной промышленности.
В последние годы в льняной промышленности внедряются бесчелночные рапирные станки, станки типа СТБ и круглые ткацкие машины.
1.5. Станки для выработки шерстяных тканей и ковровых изделий (камвольных и суконных тканей)
В шерстяной промышленности широко внедрены автоматические ткацкие станки не только для выработки камвольных тканей, но и тканей из аппаратной пряжи. Массовое применение нашли автоматические ткацкие станки АТ-175-Ш5, АТ2-175-Ш и АТ4-175-Ш для выработки камвольных тканей и станки АТ2-250-Ш для выработки тканей из аппаратной пряжи. В шерстяной промышленности применяют высокопроизводительные ткацкие станки СТБ с одно-, двух- и четырехуточными приборами взамен механических и автоматических станков.
1.6 Станки для выработки шелковых тканей и тканей из химических нитей
В шелковой промышленности перерабатывают широкий ассортимент нитей и пряжи: натуральный шелк (шелк-сырец, крученый натуральный шелк, шелковую пряжу) и химические нити — искусственные (вискозные, ацетатные, триацетатные) и синтетические (капроновые, лавсановые и др.). Из-за особенностей строения этих нитей повышенные требования предъявляются к ткацким станкам — высокая чистота обработки поверхности всех деталей, соприкасающихся с нитями в процессе формирования ткани, отвод зарядов статического электричества, повышенная чувствительность механизмов натяжения и отпуска нитей и др.
Шелковая промышленность оснащена ткацкими станками различных систем. Отечественные заводы выпускают одно- и двухчелночные автоматические ткацкие станки со сменой шпуль с заправочной шириной 120, 140 и 160 см (АТ2-120-ШЛ5М, АТ-120-ШЛ5М и АТ2-160-ШЛ5М), бесчелночные стайки типа СТБ и пневморапирные станки (АТПР — для выработки гладких тканей и АТПРВ-160 — для ворсовых тканей).
Кроме того, в шелковой промышленности широко применяются чехословацкие пневматические (Р-125-А, Р-125-2А8, Р-155-2А, Р-125-2А8М1, Р-125-2А8М2) и гидравлические (Н-105-КА, Н-125-КА. Н-175-КА, Н-125-У, М-175-У) ткацкие станки.
Вывод
Образование ткани представляет собой процесс взаимного переплетения основных нитей с уточными.
Сущность процесса ткачества состоит в том, что нитям основы и утка необходимо сообщать два движения: вдоль этих нитей и перпендикулярно им. Эти движения осуществляются механизмом ткацкого станка.
Качество ткани, производительность, себестоимость и множество других показателей зависят и от правильно работающего, современного оборудования.
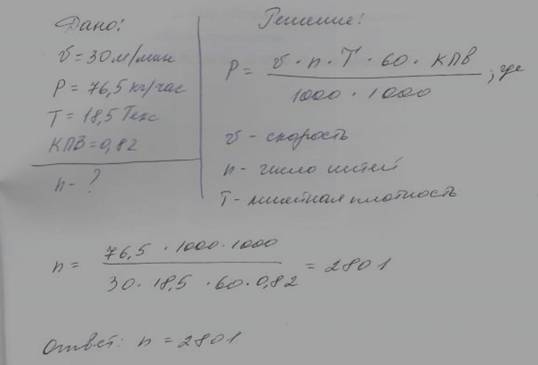
Задача
Определить число нитей на навое, если известно, что производительность шлихтовальной машины 76,5 кг/час, скорость шлихтования 30 м/мин, линейная плотность мягкой пряжи 18,5 Текс. КВП 0,82.
Список литературы
1. Технология и оборудование ткацкого производства. Н.Ф.Сурнина, А.А. Мартынова, 1981г.
2. Ткачество. В.А. Гордеев, «Легкая и пищевая промышленность», М.1984г.
3. Справочник по технологии хлопкоткачества. Часть 1 А.И. Бородин идр. «Легкая и пищевая промышленность», М. 1968г.
4. Машины текстильного производства. Р.М. Малофеев, Ф.Ф. Светик, М.МГФ «Знание»»Машиностроение», 2002г.
| Организация производства на основе выбора ассортимента | |
|
Министерство общего и профессионального образования Российской Федерации Московская Государственная Текстильная Академия им. А.Н.Косыгина кафедра ... В соответствии с заправочными параметрами данная ткань производится на автоматическом челночном ткацком станке АТ. 7205, то и Нм ткацкого станка (с одинаковой частотой вращения главного вала при выработке обоих артикулов) составляет 0,72 по сравнению с Нм ткацкого станка, вырабатывающего ткань ... |
Раздел: Рефераты по технологии Тип: реферат |
| Производство шелковых тканей | |
|
С О Д Е Р Ж А Н И Е Введение.. 3 1. Развитие отрасли, выпускающей шелковые ткани.. 5 1.1. Потребительские свойства шелковых тканей.. 6 1.2. Сырье ... Структура ткани формируется из нитей основы и утка на ткацком станке. Образуемый нитями основы прокладывается нить утка, которая тут же прибивается зубьями бедро к ранее проложенной уточине. |
Раздел: Рефераты по экономике Тип: реферат |
| Анализ товароведных характеристик текстильных товаров - льняных тканей | |
|
Министерство образования Российской Федерации Владивостокский государственный университет экономики и сервиса Кафедра индустрии моды УТВЕРЖДАЮ ... Из хлопчатобумажной пряжи 29 текс по основе, льняной мокрого прядения 69 текс по утку, полотняная, пестротканая с контурной клеткой по белому фону или с прослойками - белая и ... По величине изменения размеров ткани делят на три группы: безусадочные - по основе и утку до 1,5%, малоусадочные-по основе до 3,5 и утку до 2, усадочные - по основе до 5 и утку до ... |
Раздел: Остальные рефераты Тип: реферат |
| Разработка вопросов организации труда для прядильного и ткацкого ... | |
|
Министерство высшего и профессионального образования Российской Федерации Московская государственная текстильная академия имени А.Н. Косыгина кафедра ... При обслуживании ткацких станков поддержание технологического процесса предполагает выполнение таких работ, как питание станка основой и утком; ликвидация обрывов нитей основы и ... К основным рабочим приемам, выполняемым ткачом на автоматическом пневморапирном станке АТПР-120-2у относятся: ликвидация обрывов нитей основы и утка, смена уточных бобин; поправка ... |
Раздел: Рефераты по менеджменту Тип: реферат |
| Текстильные товары (промышленные товары) | |
|
Содержание Введение 1. Характеристика текстильного волокна 2. Классификация, ассортимент и характеристика тканей 3. Требования к качеству текстильных ... Полиамидные волокна и нити широко используются при выработке чулочно-носочных и трикотажных изделий, швейных ниток, галантерейных изделий (тесьмы, ленты), кружев, канатов ... К недопустимым дефектам тканей относят: сырьевые - полосы от нитей разной толщины, цвета, загрязненного и масляного утка; ткацкие - слеты, спуски, подплетины и обрыв основы более 1 ... |
Раздел: Рефераты по маркетингу Тип: контрольная работа |