Курсовая работа: Технологический процесс изготовления детали "корпус" шлифовальной головки металлорежущего станка
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Саратовский государственный технический университет
Кафедра: «Технология машиностроения»
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине «Основы ТМС»
Выполнил:
студент группы
ВМТ – 41
Калинин Ю.М.
Проверил:
Лихобабина Н.В.
САРАТОВ 2006
Содержание
Введение
Определение типа производства.
1. Общая часть
1.1. Служебное назначение и общая характеристика объектов производства
1.2. Определение режима работы цеха и типа производства
2. Технологическая часть
2.1. Анализ исходных данных
2.1.1. Служебное назначение изделия
2.1.2. Конструкторский контроль чертежа
2.1.3. Анализ технических условий
2.1.4. Анализ технологичности конструкции изделия
2.2. Выбор аналога технологического процесса
2.3. Выбор исходной заготовки
2.4. Выбор технологических баз
2.5. Обоснование формы организации производства и технологического маршрута изготовления детали
2.5.1. Обоснование последовательности операций
2.5.2.Обоснование используемого оборудования
2.6. Разработка технологических операций
2.7. Расчет припусков на обработку и операционных размеров
2.8. Расчет режимов резания и нормирование операций
2.9. Расчет экономической эффективности вариантов технологического процесса
Список использованных источников
Современное состояние машиностроительного производства характеризуется повышением частоты сменяемости выпускаемой продукции, расширением широты номенклатуры изделий, требованиями сокращения длительности производственного цикла и обеспечения качества продукции.
Решить эти задачи в области технологической подготовки производственных систем можно только при условии, если техническому проектированию предшествуют глубокие технологические разработки.
Машиностроение занимает важное место в развитии народного хозяйства, оно реализует научно-технические открытия и создаёт материальную базу всех отраслей производства.
Современный уровень машиностроения во всём мире требует принципиально нового подхода к проектированию и изготовлению новых машин. Этот подход основывается на всё более широком применении современной вычислительной техники и программных комплексов практически на всех стадиях проектирования и изготовления. Применение компьютерной техники в процессах машиностроения позволяет резко сократить сроки создания новых изделий, особенно при использовании баз данных в различных отраслях. Компьютерное моделирование деталей и изделия, даёт возможность оценить некоторые характеристики проектируемого изделия, не изготавливая опытные образцы. Использование современных систем при подготовке управляющих программ для станков с ЧПУ и станков типа «обрабатывающий центр» даёт возможность обрабатывать детали высокой сложности с высочайшей точностью. Ещё недавно такие возможности были практически не доступны. Моделирование процессов обработки детали с помощью компьютера исключает грубые ошибки при программировании станков с ЧПУ. Использование прямого управления станками с ЧПУ компьютером снижает время подготовки программ к внедрению на станке.
Целью данного курсового проекта является, закрепление знаний в области теоретических основ технологии машиностроения, приобретение практических знаний и навыков по разработке технологических процессов механической обработки, решение конкретных задач по разработке новых технологических процессов. Ознакомление с технологическим оборудованием, используемым в технологических процессах. Перевод технологического процесса на более современное оборудование для повышения производительности и качества изделия, и уменьшение трудоемкости производства и затрат на производство изделия.
Оборудование с ЧПУ позволяет обрабатывать деталь с высокой точностью и с минимальным количеством переустановов. Такие станки очень просто переналадить на выпуск другого изделия. Переналадка сводится к замене управляющих программ и приспособлений для базирования и закрепления детали на столе станка.
В последнее время оборудование с ЧПУ получает всё более широкое распространение не только за рубежом, но и в нашей стране. Это объясняется широкими возможностями этого типа оборудования, простой переналадкой, точностью обработки, встроенными возможностями. Поэтому тема курсового проекта соответствует современным тенденциям в развитии мирового машиностроения.
На базовом предприятии, саратовском авиационном заводе, в последние годы проводятся работы по всё более широкому использованию парка станков с ЧПУ.
На практике применение станков с ЧПУ позволяет соблюдать такие принципы, как единство и постоянство баз, позволяет сократить время обработки за счёт максимальной концентрации операций технологического процесса. Внедрение оборудования с ЧПУ особенно эффективно в единичном и серийном производстве.
1. Общая часть
1.1. Служебное назначение и общая характеристика объектов производства
Деталь корпус входит в конструкцию головки шлифовальной. Головка предназначена для установки на вертикально-сверлильный станок и служит для заточки режущего инструмента в условиях мелкосерийного производства. От шпинделя станка через промежуточный вал (на чертеже не показан) вращение передаётся полому шлицевому валу 1, установленному в корпусе 2. На вал 1 напрессована шестерня 3, которая передает вращающий момент валу-шестерне 4. Вал-шестерня 4 вращается в подшипниках качении, установленных в корпусе 5. На шлицевом конце вала-шестерни 4 закреплена оправка 6 с установленным абразивным кругом 7.
1.2. Определение режима работы цеха и типа производства
Определение типа производства производится на основе расчета коэффициента закрепления операций по ГОСТ 3.1108-74
Kз.о = (60 Фд * Kв / Тшт-к * N) * Kн, (1)
где Фд – действительный годовой фонд времени, час;
Тшт-к – среднее значение нормы времени по основным операциям, мин;
N – годовой объем выпуска изделий, шт;
Kв – средний коэффициент выполнения норм (Kв = 1,3);
Kн – нормативный коэффициент загрузки оборудования (Kн = 0,65…0,75, для мелко- серийного производства).
В соответствии с выпуском на базовом предприятии примем годовую программу выпуска равную 80 штукам. а 30% деталей изготавливают в качестве запасных, то годовой выпуск деталей - опора составляет 110 штук.
Определим тип производства, подставив найденные значения в формулу (1):
Kз.о = (60 * 4015 * 1,3 / 2,9 * 2560) * 0,7 = 30
Таким образом полученное Kз.о входит в интервал 20<30<40, что соответствует мелкосерийному производству.
2. Технологическая часть
2.1. Анализ исходных данных
2.1.1. Служебное назначение изделия
При работе детали в сборочной единице основную нагрузку воспринимает корпус с шестью отверстиями под болтовое крепление. Наиболее опасным сечением корпуса является сечение в районе отверстия Ø8 мм. В этом случае корпус можно рассматривать как консоль с приложенной к ней изгибающей нагрузкой по величине равной 3390 кг/см2. По остальным отверстиям фланца изгибающая нагрузка не превышает 2570 кг/см2. На остальные поверхности детали действующая нагрузка менее значительна. Таким образом, вся нагрузка, действующая на корпус, передается через болтовое соединение. При выборе материала основное влияние оказывает величина напряжения в наиболее опасном сечении. Кроме того, деталь должна иметь определенные и удовлетворяющие конструктивным особенностям изделия размеры. Исходя из выше изложенных факторов, для изготовления детали корпус принимаем сталь 40Х.
Исходя из величины напряжения временного сопротивления материала, можно сделать вывод, что коэффициент запаса прочности в наиболее опасном сечении (отверстие корпуса Ø8 мм) составляет 1,06, по остальным отверстиям – 1,4.
Исходя из условий работы детали в узле, материал, из которого должна быть, изготовлена опора, должен обеспечивать длительную эксплуатацию ее, обладать высокой прочностью, высокой износостойкостью.
Деталь работает в сложных температурных условиях (от -50С до + 50С), а также в условиях перепада влажности. Деталь должна выдерживать воспринимаемые нагрузки, поэтому необходимо, чтобы она обладала достаточной прочностью и была устойчивой к коррозии.(механические и химические свойства приведены в таблице 1 и 2).
Таблица 1 - Механические свойства
|
σ в, кг/мм2 |
σ0,2, кг/мм2
|
Ψ, % |
Е, кг/мм2 |
G, кг/мм2 |
σ2, г/мм2 |
НВ
|
δ % |
| 42 | 30 | 40 | 7850 | 270 | 26,0 | 552 | 13 |
Таблица 2 - Химические свойства
|
Сод-ние азота |
Сод- ние кремния |
Сод- ние Марганца |
Сод-ние меди |
Сод-ние никеля |
Сод-ние Серы |
Сод- ние углерода |
Сод- ние Фосфора |
Сод- ние хрома |
| 0-0,008 | 0,17-0,37 | 0,5-0,8 | 0,3-0,3 | 0-0,3 | 0-0,035 | 0,36-0,44 | 0-0,035 | 0,8-1,1 |
2.1.2. Конструкторский контроль чертежа
Конструкторский контроль чертежа производится с целью установления факта соответствия чертежа детали действующим стандартам.
Количество изображений видов, разрезов, сечений на чертежах должно быть минимальным, но вместе с тем и достаточным для полного представления о детали. Проанализировав чертеж, выявим ряд несоответствий
| Указано на чертеже | Должно быть |
|
1.0,8√, Rz 12.5 √, Rz 40√(√) 2. 1 * 450; 1 * 450 3. А-А |
√Ra 0,8; √Ra 6,3(√);√Ra 3,2 1x45° А-А |
4. Не указан размер фаски на резьбе.
5. Пересечение размерных линий (размеры Ø 72 и Ø 84)
2.1.3. Анализ технических условий
Анализ и назначение технических условий производится на основе служебного назначения детали и имеет целью проверить правильность их назначения.
Проанализируем основные пункты технических условий:
1.Литье в песчаные формы. Технические требования на отливку по ОСТ 190021 – 92. Группа контроля 3.
Для разработки проекта была предложена деталь “Корпус”, которая входит в механизм головки шлифовальной. Исходя из служебного назначения детали и изделия, в состав которого она входит, можно сделать вывод, что разрабатываемая конструкция, должна обладать наименьшей массой при достаточной ее прочности и твердости, обеспечивая надежность работы изделия. Метод получения заготовки – литье, сталь 40Х, применяемый для изготовления данной детали.
Заготовка детали относится к 3-й группе контроля. Это означает, что отливки, относящиеся к данной группе, подлежат выборочному испытанию на прочность.
2. Точность отливки 3-0-0-7 ГОСТ 26645-85
Данное техническое условие означает, Что отливка относится к 3 классу размерной точности и 7 классу точности массы. Степень коробления и допуск смещения отливки допускается не указывать.
3. Неуказанные предельные отклонения по ОСТ 100022 – 80.
Настоящий стандарт устанавливает предельные отклонения линейных и угловых размеров, радиусов закругления, а также допуски отклонения формы и расположения гладких поверхностей элементов деталей, получаемых различными способами обработки из любых материалов, предельные отклонения и допуски, на которые не проставлены на чертежах у размеров или технических требованиях непосредственно числовыми величинами или установленными обозначениями полей допусков. Все охватывающие элементы выполняются по Н14, охватываемые по h14, прочие элементы ± t2/2.
4. Допуск несоосности поверхностей Б, В и Г не более 0.05 мм.
Допуск отклонения от соосности относительно общей оси – наибольшее расстояние Δ между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей вращения на длине нормируемого участка.
5. Допуск биения поверхностей Б и В относительно поверхности Г не более 0.05мм.
Допуск биения поверхности относительно оси – отклонение угла между плоскостью и базовой осью от прямого угла, выраженное в линейных единицах на длине нормируемого участка.
6. Допуск неперпендикулярности поверхности Д относительно поверхностей В и Б не более 0.05 мм.
Отклонение от перпендикулярности плоскостей – отклонение угла между плоскостями от прямого угла, выраженное в линейных единицах Δ на длине нормируемого участка.
7. Отклонение посадочных поверхностей Б, В, Е под подшипники по ГОСТ 3325-85, для 6 класса точности.
Отклонения от правильной геометрической формы посадочных поверхностей назначены в соответствии с ГОСТ 3325 – 85. Данный стандарт распространяется на валы (оси) и отверстия корпусов машин и механизмов, посадочные места которых предназначены для подшипников качения, изготавливаемых по действующим стандартам. В соответствии с данным ГОСТом допускаемое отклонение от правильной геометрической формы посадочных поверхностей должны принимать следующие значения: по овальности – не более ¼ допуска на диаметр в любом сечении посадочной поверхности; по конусности (разность диаметров в крайних сечениях посадочной поверхности) – не более ¼ допуска на диаметр посадочной поверхности.
Параметр шероховатости посадочных отверстий корпусов с номинальным диаметром до 80мм не должен превышать 0,8мкм; более 80 до 500мм – 0,8 ÷ 1,6 мкм.
При анализе указанных в технических требованиях значений допустимых предельных отклонений формы и взаимного положения, можно сделать вывод, что данные значения соответствуют действующим стандартам и обеспечивают требуемую точность нормируемых поверхностей для выполнения ими своего служебного назначения.
8. Маркировать и клеймить шрифтом ПО-5 ГОСТ 2930-62.
ПО – шрифт прописной, основной (русский, латинский, греческий, цифры арабские); 5 – высота шрифта в мм. Качество изготовленной производителем продукции на правильность выполнения отдельных операций ее изготовления подтверждается простановкой клейма, Клеймение производится путем нанесения оттиска металлического или эластичного клейма непосредственно на принятую продукцию, на сопровождающую бирку или на сопроводительную приемо-сдаточную документацию. Место простановки клейма, способ клеймения и размер оттиска определяются конструкторской документацией в соответствии с ГОСТ 2.314 – 68. В рассматриваемом случае клеймение адгезионное, т.е. нанесение оттисков с помощью лакокрасочных составов.
9. Контроль люминесцентный.
Люминесцентный метод является одним из основных капиллярных методов не разрушающего контроля. Он основан на регистрации контраста люминесцирующего в длинноволновом ультрафиолетовом излучении видимого индикаторного рисунка на фоне поверхности объекта контроля.
Капиллярный метод дефектоскопии позволяет обнаружить микроскопические поверхностные дефекты на изделиях практически из любых конструкционных материалов. Метод основан на капиллярном проникновении индикаторных жидкостей (пенетрантов) в полости поверхностных и сквозных несплошностей материала объектов контроля и регистрация образующихся индикаторных следов визуальным способом или с помощью преобразователя. При люминесцентном методе пользуются высокочувствительным набором дефектоскопических материалов, который позволяет обнаруживать на поверхностные дефекты с раскрытием около 0,1 мкм. Он состоит из пенетранта ЛЖ-6А, проявителя ПР-1, очистителя ОЖ-1.
10. Покрытие- АН. ОКС хром./эмаль ЭП-140 голубовато-серая 265 ГОСТ 9073-77.
Для защиты поверхностей детали от коррозии, т. е. процессам разрушения в результате химического или электрохимического воздействия внешней среды, а также для придания детали эстетичного вида, применяют защитные покрытия.
Если лакокрасочному покрытию предшествует покрытие металлическое (неорганическое), то обозначение записывается дробью, в числителе которой указывается металлическое или неметаллическое (неорганическое) покрытие по ГОСТ 9,073 – 77, а в знаменателе – лакокрасочное.
Надпись в числителе означает, что поверхность детали подвергается, анодировано – хроматным покрытием.
Покрытие окисными пленками – оксидирование – применяют для защиты сталей, медных и алюминиевых сплавов от атмосферной коррозии.
Оксидирование алюминия и его сплавов, называемое также анодированием, производится чаще всего путем электрохимической обработки в растворе серной кислоты, хромовой ли щавелевой кислот. С помощью анодирования толщину окисной пленки, которая всегда имеется на поверхности алюминия, удается увеличить в десятки раз. Полученная пленка обладает высокой твердостью, жаростойкостью, электроизоляционными свойствами, хорошо сцепляется с поверхностью алюминия. Имея значительную пористость, пленка способна окрашиваться в различные цвета органическими и минеральными красителями.
Хромовые покрытия отличаются высокой твердостью, низким коэффициентом трения, свойством прочно сцепляться с основным металлом, а также хорошей химической и термической стойкостью.
Надпись в знаменателе означает, что все наружные поверхности должны быть покрыты эмалью ЭП – 140 голубовато – серого цвета; 265 – номер системы покрытия.
Эмали предназначаются для окраски предварительно загрунтованных поверхностей из магниевых, алюминиевых и титановых сплавов, а также меди и ее сплавов.
Эмали применяют для получения верхних слоев покрытий по слою грунтовки или шпатлевки. Они должны придавать покрытию требуемый цвет, укрывистость и стойкость в условиях эксплуатации.
2.1.4. Анализ технологичности конструкции изделия
Технологичность конструкции – совокупность свойств конструкции изделия обеспечивающих возможность оптимальных разовых затрат при производстве, эксплуатации и ремонта для заданных показателей качества, условий изготовления и эксплуатации.
Разработка нового изделия – сложная конструкторская задача, связанная не только с достижением требуемого технического уровня этого изделия, но и с приданием его конструкции таких свойств, которые обеспечивают максимально возможное снижение затрат труда, материалов и энергии на его разработку, изготовление, техническое обслуживание и ремонт. Решение этой задачи определяется деловым творческим содружеством создателей новой техники – конструкторов и технологов – и их взаимодействием на этапах разработки конструкции с его изготовителями и потребителями. Первостепенная роль в обеспечении технологичности конструкции изделия принадлежит конструктору, который должен руководствоваться соображениями как технической, так и экономической целесообразности проектируемой конструкции, уметь использовать такие инженерные решения, которые обеспечивают достижение необходимых технических показателей изделия при рациональных показателях изделия, при рациональны затратах ресурсов, выделяемых на его создание и применение.
Конструктор, придавая конструкции изделия в процессе ее разработки необходимые свойства, выражающие полезность изделия, придает ей и такие конструктивные свойства, которые предопределяют уровень затрат ресурсов на создание, изготовление, техническое обслуживание и ремонт изделия.
Совокупность свойств изделия, определяющих приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ, представляет собой технологичность конструкции изделия.
Состав конструктивных элементов данной детали выбран с учетом ограниченных перечней стандартов и картотек применяемости. Конструкция детали состоит из стандартных и унифицированных конструктивных элементов. Конструкция детали обеспечивает возможность применения типовых технологических процессов для ее изготовления.
При анализе сборочного чертежа видно, что предложенное конструкторское решение наиболее оптимально по своему конструкторскому исполнению, что позволяет детали осуществлять свои основные функции. Заданные значения всех параметров детали, обеспечивающие требования к надежности (безотказности, долговечности, сохраняемости), направлены на обеспечение выполнения деталью заданных функций в эксплуатации, путем сохранения во времени и в установленных пределах их значений, и соответствуют нормам наработки лётного времени изделия в целом.
Материал, применяемый при изготовлении детали, обеспечивает легкость получения заготовки, ее обрабатываемость резаньем, а также требуемую массу конструкции. Так как выбранным материалом является, сталь 40Х, то для получения заготовки детали применяем литье в песчаные формы, которое дает наиболее максимальную приближенность формы заготовки к форме детали и способствует уменьшению числа операций по механической обработке. Процесс литья обуславливается высокой производительностью, а максимальная приближенность формы заготовки к форме детали, способствует уменьшению отходов металла, что способствует уменьшению трудоемкости и себестоимости детали. При обработке резанием большое внимание уделяется унификации элементов формы детали (резьбы, фаски, радиусы скруглений и т.д.), что создает предпосылки для унификации применяемого при изготовлении детали режущего и измерительного инструмента.
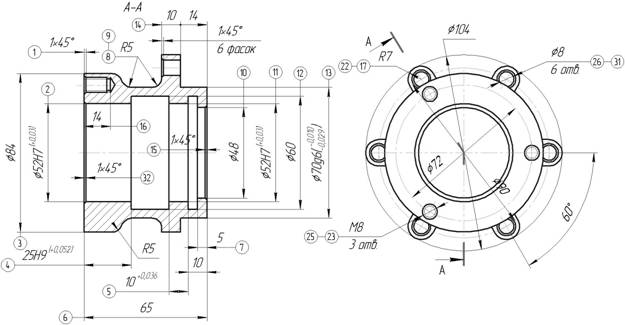
Рисунок 1 Анализ технологичности конструкции
Результаты исследований сводим в таблицу, которая позволит произвести анализ технологичности конструкции наиболее рациональным способом.
Таблица 3
| №,№ |
№,№ поверх-но стей
Определяем коэффициент унификации конструктивных элементов.
где Qуэ – число унифицированных типоразмеров конструктивных элементов – резьбы, отверстия; Qэ – число типоразмеров конструктивных элементов в изделии . Куэ = 19 / 32 = 0,65 По рекомендации ЕСТПП Куэ > 0,65 и выше Определяем коэффициент точности обработки.
Аср = å А * ni / å ni = 1*n1 + 2*n2 + …. + 19*n19 / n1 + n2 +…. + n19 (3.1.3.) где Аср - средний квалитет точности; А - квалитет точности обработки; ni – число размеров соответствующего квалитета. Из таблицы 3 определяем: Аср = (14*28 + 7*2 + 9*2) /(28 + 2 + 2) = 13,25 Кт = 1 – 1 / 13,25 = 0,92 0,92 > 0,5. Изделие относится к средней точности. Определяем коэффициент шероховатости. Кш = 1 / Б ср (4) Б ср = (1*n1 + 2*n2 + … + k*nк ) / (n1 + n2 +…. + nк ) (5) где Бср – средняя величина коэффициента приведения; Б – величина коэффициента приведения; niш – число поверхностей соответствующего параметра шероховатости. Бср = (4*15 + 7*3 ) / (15 + 3 ) = 4,5 Кш = 1 / 4,5 = 0,22 0,22 > 0,1 Изделие относится к средней точности. Полученные данные сводим в таблицу 4. Таблица 4 - Оценка количественных показателей технологичности конструкции изделияТаблица 5 - Оценка качественных показателей технологичности конструкции детали.
Анализ технологичности конструкции детали показал:1. Изделие относится к средней точности. 2. Соответственно по коэффициентам количественной оценки технологичности конструкции изделие относится к технологичным.
2.2. Выбор аналога технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на станках 1К62, у которого малая производительность труда, вспомогательное время и время на обслуживание рабочего места составляет 45% от штучного времени Тшт и на 16А20Ф3. При проведении анализа технологического процесса выяснено, что базовые поверхности выбраны, верно, сохраняются основные принципы базирования, но много лишних операций. Виды и последовательность обработки осуществляются в соответствии с основными положениями технологии машиностроения. В заводском техпроцессе используется устаревшее оборудование - универсальные станки без ЧПУ, что ведет к увеличению числа токарных и слесарных операций, требующих доработки и устранения погрешностей, вызванных механической обработкой. Предлагаю все токарные операции выполнять на токарном станке с ЧПУ модели 16К20Ф3С39, для обработки отверстий диаметром 6.4 станок 2Р188Ф2, что повысит технологические возможности обработки, в том числе улучшится качество обработки, сократится время. Режимы обработки необходимо пересчитать, нормы времени в заводском техпроцессе явно завышены. В разработанном технологическом процессе подготовительной стадией является операция по обработке наружного диаметра заготовки до диаметра 84.88 (М 85*1.5 6h) и диаметра 75М7 до диаметра 73+0.2 после литья. В дальнейшем при обработке детали диаметр 84.88 будет являться базой. Черновая стадия это предварительная обработка поверхностей Б, В, Г с припуском. Чистовая стадия это обработка всех поверхностей детали в заданный размер и шероховатость поверхности. В качестве метода получения заготовки на базовом предприятии используется штамповка на молотах в подкладных штампах. Предлагаю использовать литье в песчаные формы, что позволит повысить точность получения заготовки, приведет к уменьшению припусков, а следовательно повысит коэффициент использования материала что приведет к снижению себестоимости детали. 2.3. Выбор исходной заготовки
В настоящее время в машиностроении применяется довольно большое количество способов получения заготовок. Наибольшее применение для получения заготовки получили такие процессы как прокат, горячее объемное деформирование, холодное объемное деформирование, литье, прессование. При выборе способа получения заготовки необходимо учитывать: - служебное назначение детали; - объем производства; - конструкцию детали. Исходя из конфигурации детали и материала сталь 40Х, из которого предусмотрено изготовление детали, возможны следующие способы получения заготовок: методом штамповки и литья. На базовом предприятии в качестве заготовки используется Штамповка сталь40Х ОСТ 1.90073-85 Стоимость заготовок, получаемых таким методом, как горячая штамповка определим согласно методике [6] по формуле: Sзаг = (Ci / 1000 * Q * kt * kc * kв * kм * kп) – (Q – q) * Sотх / 1000 (6) где Ci – базовая стоимость 1 тонны заготовок, руб; 525000; Q – масса заготовки, кг; 1,5; kт – коэффициент точности, 1; kс – коэффициент сложности, 0,9; kм – коэффициент марки материала, 1,5; kв - коэффициент массы, 1,3; kп – коэффициент объема производства заготовок, 1,3; Sотх – цена 1 тонны отходов, руб; 3467,50; q – масса готовой детали, кг; 0,535. Sзаг = (52500 / 1000 * 1,5 * 0,9 * 0,9 * 1,3 * 1,5 * 1,3) – (1,5 – 0,535) * 3467,5 / 1000 = 158,48 Для выбора способа изготовления заготовки методом литья воспользуемся методом весовых коэффициентов. Суть метода в следующем. Заготовка характеризуется рядом критериев, отражающих ее форму, массу, габаритные размеры, сложность и параметры качества. Каждый критерий выбора имеет несколько уровней значений. А каждому уровню критерия выбора и типу производства соответствует ряд весовых коэффициентов, значение которых зависит от способа изготовления заготовки. В таблице 6 приведены значения весовых коэффициентов для различных способов получения заготовок. Таблица 6 - Весовые коэффициенты критериев выбора способа изготовления отливок
Примечание: ЛПФ – литье в песчаные формы; РФ – ручная формовка; МФ – машинная формовка; ЛОФ – литье в оболочковые формы; ЛВМ – литье по выплавляемым моделям; ЛК – литье в кокиль; ЛПД – литье под давлением; ЦЛ – центробежное литье. Таблица 7 - Значения весовых коэффициентов для детали «Корпус»
Выбираем тот способ, сумма весовых коэффициентов которого наибольшая. В нашем случае это будет литье в песчаные формы ручной формовки. Стоимость заготовок, получаемых таким методом, как литье в песчаные формы определим по формуле: Sзаг = (Ci / 1000 * Q * kt * kc * kв * kм * kп) – (Q – q) * Sотх / 1000 (7) где Ci – базовая стоимость 1 тонны заготовок, руб.; 525000; Q – масса заготовки, кг; 0,867; kт – коэффициент точности, 1,05; kс – коэффициент сложности, 0,89; kм – коэффициент марки материала, 2,5; kв - коэффициент массы, 1,05; kп – коэффициент объема производства заготовок, 0,9; Sотх – цена 1 тонны отходов, руб.; 3467,50; q – масса готовой детали, кг; 0,535. Sзаг = (52500 / 1000 * 0,867 * 1,05 * 2,5 * 0,89 * 1,05 * 0,9) – (0,867 – 0,535) * 3467,5 / 1000 Sзаг = 99,34 Согласно [5] экономический эффект рассчитаем по формуле: Э = (Sзаг1 – Sзаг2) N, (8) где Sзаг1 , Sзаг2 – стоимость сопоставляемых заготовок, руб; N – годовой объем выпуска деталей, шт. Э = (158,48 – 99,34) 110 = 6505,40 руб. Результаты расчета сводим в таблицу 8. Таблица 8 - Сравнение вариантов получения заготовок
Из таблицы видно, что применение первого варианта получения заготовки дает годовой экономический эффект 6505,40 руб. Также с точки зрения экономии металла первый вариант предпочтительнее, так как на каждой детали экономится 0,633 кг металла.
2.4. Выбор технологических баз Одним из наиболее сложных и принципиальных разделов проектирования технологических процессов механической обработки является назначение технологических баз. От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения заданных линейных размеров; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдержать рабочий при выполнении запроектированной технологической операции; общая производительность обработки заготовок. При автоматизации производства значение правильности выбора технологических баз еще более возрастает, так как все эти виды обработки основываются на принципе автоматического получения размеров, в котором технологическая база является одним из основных составляющих элементов. В связи с этим вопрос о выборе технологических баз решается технологом в самом начале проектирования технологического процесса одновременно с вопросом о последовательности и видах обработки отдельных поверхностей заготовки. При этом назначение технологических баз начинается с выбора технологической базы для выполнения первой операции. В качестве черновой технологической базы следует выбирать поверхность, относительно которой при первой операции могут быть обработаны поверхности, используемые при дальнейших операциях как технологические базы (т.е. черновая база – для обработки чистовых баз). Для того чтобы обеспечить правильное взаимное расположение системы обработанных поверхностей детали относительно необработанных, в качестве черновых технологических баз целесообразно выбирать поверхности, остающиеся необработанными. После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки. Такими базами будут уже обработанные поверхности. Они должны обеспечить обработку исполнительных поверхностей, конструкторских основных и вспомогательных баз (ГОСТ 21495-76) с необходимыми параметрами шероховатости, с заданными допустимыми отклонениями размеров, геометрической формы и взаимного расположения поверхностей. Они должны также обеспечить надежное закрепление заготовки такое, чтобы исключалось упругое деформирование различных ее поверхностей, и погрешности установки были минимальны. В процессе разработки технологических процессов, решая вопросы выбора баз, следует стремиться к соблюдению принципов совмещения баз и постоянства баз. Принцип совмещения баз заключается в том, что в качестве технологических баз принимают поверхности, которые являются конструкторскими и измерительными базами. Принцип постоянства баз заключается в том, что для выполнения всех операций обработки заготовки используются одни и те же технологические базы. Под базой понимаем совокупность поверхностей, линий, точек, по отношению к которым ориентируются другие поверхности детали, обрабатываемые на данной операции. В разработанном технологическом процессе подготовительной стадией является операция по подрезке торца, обработке наружного диаметра заготовки до диаметра 100,2 и внутреннего диаметра до диаметра 72+0,2. В дальнейшем при обработке детали диаметр 100,2 и торец будут являться базами. Черновая стадия это предварительная обработка поверхностей Б,В,Г с припуском. Чистовая стадия это обработка всех поверхностей детали в заданный размер и шероховатость поверхности.
2.5. Обоснование формы организации производства и технологического маршрута изготовления детали
2.5.1. Обоснование последовательности операций Проектирование технологических процессов представляет собой сложную многовариантную задачу, правильное решение которой требует проведение ряда расчетов. При проектировании процессов обработки сложных и ответственных заготовок составляется несколько возможных вариантов обработки, окончательный выбор которых производится на основании расчетов и сопоставлении достигаемых точности, трудоемкости, выражаемой нормой штучно-калькуляционного времени, технологической себестоимости и срока окупаемости капитальных затрат. При установленной общей последовательности обработки рекомендуется учитывать следующие положения: 1) каждая последующая операция должна уменьшать погрешности и улучшать качество поверхности; 2) в первую очередь следует обрабатывать поверхность, которая будет служить технологической базой для последующих операций; 3) поверхности, с которых снимается наибольший слой металла, следует обрабатывать вначале, что позволит своевременно обнаружить возможные внутренние дефекты заготовки; 4) обработка остальных поверхностей ведется в последовательности, обратной степени их точности: чем точнее должна быть поверхность, тем позже она обрабатывается. При низкой точности исходных заготовок технологический процесс начинается с черновой обработки поверхностей, имеющих наибольшие припуски. При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны раковины, трещины и другие дефекты, с целью скорейшего отсеивания возможного брака или устранения обнаруженных дефектов заваркой, наплавление металла т.п. Дальнейший маршрут строится по принципу обработки сначала более грубых и затем более точных поверхностей. Наиболее точные поверхности обрабатываются последними. В конце маршрута выполняются второстепенные операции (сверление мелких отверстий, нарезание крепежных резьб, снятие фасок и заусенцев). Технологический процесс осуществляем с разделением его на стадии черновой и чистовой обработки. На первой стадии снимаются основные припуски на обработку, в результате этого возникают погрешности заготовки, связанные с перераспределением внутренних напряжений исходных заготовок и влиянием остаточных напряжений, вызванных черновой механической обработкой. На второй стадии обработки (при чистовых операциях) устраняем погрешности, возникшие при черновой обработке, и обеспечиваем достижение требуемой точности обработки, шероховатости и предписанного чертежом поверхностного слоя. При определении последовательности обработки отдельных поверхностей заготовки кроме приведенных соображений необходимо придерживаться также приведенных ниже рекомендаций. 1. Во избежание перераспределения внутренних напряжений, а следовательно, деформации заготовки (это особенно существенно доя отливок и штамповок) обработку рекомендуется начинать с наименее точных поверхностей при снятии с них наибольших припусков. 2. В случае опасности появления раковин и трещин в первую очередь необходимо снимать наибольший припуск с тех поверхностей, где подобные дефекты обнаруживаются чаще всего и где они особенно недопустимы. Иногда может быть выполнена даже чистовая обработка подобных поверхностей. Это позволяет забраковать или исправить заготовку в самом начале ее обработки без осуществления лишней механической обработки. 3. В целях сокращения пути перемещения заготовки по цеху желательно при проектировании последовательности обработки учитывать расположение оборудования. Приведем разработанный технологический процесс: 005 Токарная с ЧПУ (16К20Ф3С39) 010 Токарная с ЧПУ (16К20Ф3С39) 015 Токарная с ЧПУ (16К20Ф3С39) 020 Токарная с ЧПУ (16К20Ф3С39) 025 Вертикально-сверлильная с ЧПУ (2Р188Ф1) 030 Термическая 035 Токарно-винторезая (16Б05П) 040 Токарно-винторезая (16Б05П) 045 Токарно-винторезая (16Б05П)
2.5.2.Обоснование используемого оборудования Вопросы выбора групп, типов и моделей оборудования рассматриваются на различных стадиях технологической подготовки производства. Общие правила выбора технологического оборудования установлены ГОСТ 14.404 – 73. Предварительный выбор группы оборудования производится при назначении метода обработки поверхности, обеспечивающего выполнение технических требований к обрабатываемой поверхности. Затем при разработке технологического маршрута обработки и его технико-экономическом обосновании производится выбор конкретной модели станка на основании минимума приведенных затрат на рабочем месте. Выбор станков для проектируемого технологического процесса производим с учетом возможности изготовления на выбранном оборудовании необходимых размеров, формы и качества обрабатываемых поверхностей после того, как каждая операция предварительно разработана. Это значит, что намечены, выбраны или определены: методы обработки поверхности или сочетания поверхностей; припуск на обработку; режущий инструмент; такт выпуска и тип производства. При мелкосерийном типе производства наиболее целесообразно применять станки с числовым программным управлением. Станки с программным управлением сочетают точность специализированных станков и имеют более высокую производительность, чем станки общего назначения. При выборе оборудования в условиях действующего производства приходится ориентироваться на имеющееся в цехе оборудование и обязательно учитывать степень фактической загрузки отдельных его групп. Исследования использования металлорежущего оборудования, проведенные в последние годы, со всей очевидностью показали, что для обработки подавляющего большинства заготовок, оборудование должно подбираться не только с точки зрения обеспечения предъявляемых к нему технических требований, но и с точки зрения достижения наивысших экономических показателей проектируемой технологической операции. Необходимо подчеркнуть, что быстрое совершенствование конструкций станков с ЧПУ изменяет область их экономичного применения и сдвигает ее в сторону уменьшения размеров операционных партий обрабатываемых заготовок. В частности, применение станков с оперативным управлением на базе микропроцессоров может оказаться экономичным уже при обработке нескольких штук заготовок. Кроме того, в этом случае при использовании высокоавтоматизированных станков с ЧПУ следует учитывать возможное сокращение потребности предприятия в дефицитной рабочей силе высокой квалификации, что в современных условиях очень важно. Таблица 9 - Оборудование, применяемое в технологическом процессе
|
| Технологический процесс обработки деталей "Крышка" и " ... | |
|
УТВЕРЖДЕНО Предметной комиссией _ 2009 г. ЗАДАНИЕ Для курсового проектирования по Технологии машиностроения студентка Бутрим Кристина Игоревна ... Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё ... В связи с этими условиями принимаю для токарной операции с ЧПУ станок модели 16 К 20 Ф3 с контурной системой числового программного управления. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Планирование выпуска новой продукции | |
|
Содержание Введение 1 Аналитичнская часть 1.1 Краткая характеристика предприятия ОАО "Русполимет" 1.2 Анализ основных показателей 1.3 Анализ ... Целесообразно снизить припуски на механообработку детали , поэтому я предлагаю в качестве метода получения заготовки использовать литье в песчаные формы, отверждаемые в контакте с ... 6. Справочник технолога - точность обработки, заготовки и припуски в машиностроении. /Под ред. |
Раздел: Рефераты по экономике Тип: дипломная работа |
| Разработка технологического процесса детали "Шатун" | |
|
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Пермский Государственный ... 2) Конструкция шатуна позволяет применить высокопроизводительные методы обработки, в частности применение станков с ЧПУ; Технологический процесс механической обработки детали определяется следующими факторами: материалом изготавливаемой детали, конструкцией детали, требуемым качеством обработки и ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Разработка приспособления для фрезерования и сверления отверстий в ... | |
|
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА Разработка приспособления для фрезерования и сверления отверстий в держателе манометра МПЗ-У 2008 Содержание ... В технологической части необходимо составить технологический маршрут изготовления детали "Держатель", составить карты наладки на операции с применением станков с ЧПУ, размерный ... При низкой точности исходных заготовок ТП начинается с черновой обработки поверхности, имеющей наибольшие припуски. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Разработка технологического процесса изготовления детали с ... | |
|
... РФ Вологодский политехнический институт Кафедра: ТМС Дисциплина: ТМС и ТОА КУРСОВОЙ ПРОЕКТ Разработка технологического процесса изготовления детали с ... В функции робота при обслуживании токарного станка с ЧПУ будет входить установка и съем детали, управление приспособлением закрепления детали, также необходима синхронизация работы ... В ходе курсового проектирования была разработана и проанализирована технология изготовления хвостовика на станках с ЧПУ с применением средств автоматизации начиная с выбора ... |
Раздел: Рефераты по технологии Тип: реферат |