Контрольная работа: Особенности ремонта топливной системы автомобиля КамАЗ
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Камская государственная инженерно-экономическая академия
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Основы технологий производства и ремонта автомобилей»
тема «Особенности ремонта топливной системы автомобиля КамАЗ»
Выполнила: студент ЗФ
группы 4519-з
Гильманов Р.А.
Проверил: доцент
Фролов
г.Альметьевск – 2010
Содержание
ВВЕДЕНИЕ
Способы восстановления и комплектовки деталей
Технология ремонта топливной аппаратуры
Ремонт насосов высокого давления
Ремонт форсунок
Ремонт топливоподкачивающих насосов
Установка и регулирование топливной аппаратуры на автомобиле после ремонта
Заключение
Литература
ВВЕДЕНИЕ
Топливные системы дизеля обеспечивают очистку топлива от загрязнителей и впрыскивание его в цилиндры двигателя.
Топливоподающая система предназначена для впрыска точно отмерянных порций топлива в камеру сгорания и распыливание этих порций под высоким давлением в определенной последовательности с определенными углами опережения. От совершенства топливной системы в основном зависит качество смесеобразования.
Известны топливные системы дизелей различных типов. В настоящее время наибольшее применение получили топливные системы непосредственного впрыскивания разделенного типа с механическим приводом плунжера и закрытыми клапонно-сопловыми форсунками с гидравлическим приводом иглы распылителя.
Топливная система дизеля включает систему низкого и высокого давления. Система низкого давления предназначена для хранения запаса топлива, его очистки от загрязнителей и нагнетания к топливной системе высокого давления.
Известны системы низкого давления проточные (замкнутые), полузамкнутые и тупиковые. В настоящее время наибольшее распространение получили проточные системы, обеспечивающие прокачку топлива через полости низкого давления топливных насосов высокого давления (ТНВД).Прокачка топлива снижает температуру секции высокого давления (СВД) и выносит из насоса частицы износа деталей плунжерных пар , что повышает надежность и срок службы топливных насосов.
Топливная система высокого давления предназначена для впрыскивания топлива в цилиндры двигателя.
Одни из важнейших составных узлов этой системы является топливный насос высокого давления и форсунка , к ним предъявляются очень жесткие требования.
Способы восстановления и комплектовки деталей
Ремонт изношенных сопряженных деталей автомобиля можно осуществлять восстановлением начальной посадки изменением размеров деталей или восстановлением размеров деталей до их начального (номинального) значения (рис. 1).
При первом способе используют детали ремонтных размеров, при втором на изношенную поверхность детали наносят слой металла, а затем обрабатывают поверхность под номинальный размер. Нанесение слоя металла возможно наплавкой, гальваническим способом и металлизацией расплавленным металлом. На АТП применяют наплавку — под флюсом, в среде защитных газов, вибродуговую и плазменнодуговую. Из способов восстановления деталей гальваническими покрытиями наиболее распространены хромирование и осталивание, а также дуговая металлизация. Восстановление начальных размеров и посадки некоторых деталей возможно раздачей, осадкой и обжатием.
Для устранения механических повреждений деталей применяют различные виды сварки, пайки, давления, металлизации и слесарной обработки. Коррозионные повреждения устраняют механическим или слесарно-механическим способом (шлифованием, зачисткой и др.).
Работоспособность и долговечность сборочных единиц автомобиля в большой степени зависят от зазоров в сопряжениях. Сборка сопряжений с зазором менее минимально допустимого приводит к нарушению масляной пленки, в результате чего происходит повышенный нагрев трущихся деталей и задиры их рабочих поверхностей. Сборка с зазором более максимально допустимого приводит к выдавливанию смазки, увеличению динамической нагрузки и износу рабочих поверхностей деталей. Следовательно, зазор между сопряженными деталями должен быть выдержан в полном соответствии с техническими условиями на контроль-сортировку и ремонт деталей.
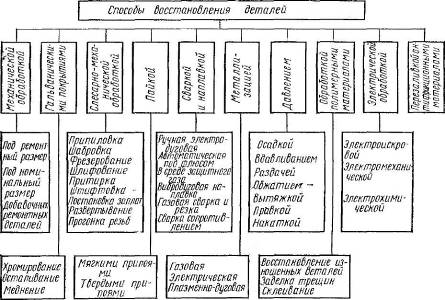
Рис. 1. Классификация способов восстановления деталей автомобиля.
При ремонте автомобилей в процессе сборки используют детали с номинальными размерами, ремонтными размерами и допустимым износом. Поэтому для обеспечения точности сборки необходимо предварительное комплектование, т. е. подбор сопрягаемых деталей по размерам, а некоторых (поршней в двигателе) и по массе. В ряде случаев комплектование сопровождается слесарно-пригоночными операциями, носящими характер частичной сборки. На крупных АТП применяют селективный подбор сопрягаемых деталей. При этом способе комплектования разбивают поле допусков сопрягаемых деталей на несколько равных частей и подбирают детали в пределах одинаковой группы.
Технология ремонта топливной аппаратуры
Совокупность ремонтных операций, выполняемых в определенной последовательности, представляет собой технологию ремонта. В зависимости от объема и условий выполнения ремонта она может быть различной. Так, капитальный ремонт топливной аппаратуры автомобилей выполняют на специализированных АРЗ в централизованном порядке. При этом применяется маршрутная технология восстановления приборов, предусматривающая поточный метод производства. Эта технология предполагает высокое оснащение ремонтного процесса современными техническими средствами, которые свойственны крупносерийному производству.
Капитальный ремонт топливной аппаратуры целесообразен в том случае, если затраты на него не превышают себестоимости новых приборов. Это условие выполнимо для системы питания дизелей. Для карбюраторных двигателей, имеющих сравнительно простое конструктивное исполнение приборов системы питания, капитальный ремонт топливной аппаратуры не предусматривается.
В условиях АТП ремонт топливной аппаратуры выполняют в объеме текущего ремонта, состоящего из трех этапов: снятия неисправных приборов и деталей с автомобилей на рабочих постах; проверки, восстановления и регулирования приборов в ремонтных цехах или участках; установки на автомобиль снятых и отремонтированных приборов.
Общая схема технологии ремонта топливной аппаратуры автомобилей в АТП показана на рис. 2.
Приемка приборов в ремонт. Перед снятием и отправкой в ремонт неисправные приборы системы питания очищают от грязи, а масло, воду и топливо из внутренних полостей сливают. Приборы снабжают необходимой технической документацией (нарядом на ремонт и др.) и в полном комплекте готовят к сдаче в ремонт. (Комплектность приборов устанавливают по технической документации и наружным осмотром.) Затем определяют состояние прибора, оформляя соответствующий акт, где отмечают срок службы прибора до ремонта, состояние его базовых деталей и наличие неисправностей.
Наружная мойка приборов является обязательной перед разборкой и ремонтом. Ее выполняют различными способами, наиболее простым нз которых является мойка с помощью насосных установок.
Для мойки топливной аппаратуры на автомобиле применяют также пароводоструйные очистители, например очиститель ОМ-ЗЗбО, представляющий собой малогабаритную установку, с помощью которой можно производить мойку из шланга пароводяной смесью, холодной или горячей водой, а также моющими растворами. В качестве моющих растворов рекомендуется применять в концентрации 2—3 г/л раствора сильнопенящееся, нетоксичное, со специфическим запахом средство «Аэрол». Применения каустической соды в качестве моющего средства следует избегать, так как она опасна для здоровья и вызывает корро- злю деталей из цветных металлов. Качество мойки считается удовлетворительным, если с поверхности приборов системы питания удалены грязь, пыль и масло.
Разборка приборов на сборочные единицы (узлы) и детали
Приборы системы питания снимают с двигателя в определенной последовательности. Например, с двигателя ЯМЗ-238 вначале снимают топливопроводы высокого и низкого давления и сливные трубопроводы от форсунок и насоса высокого давления. Все топливопроводы укладывают в специальный ящик, чтобы сохранить их конфигурацию. Затем снимают насос высокого давления, вынимая текстолитовую соединительную шайбу с муфты опережения впрыскивания, и фильтры тонкой и грубой очистки топлива.
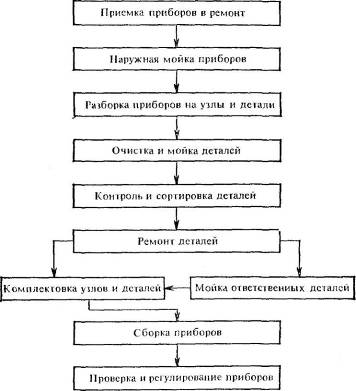
Рис.2. Схема технологического процесса ремонта топливной аппаратуры
Приборы системы питания карбюраторного двигателя снимают примерно в такой же последовательности, начиная с демонтажа подводящих и отводящих топливопроводов и кончая самими приборами.
Снятые с двигателя приборы направляют в цех для ремонта, где их моют в ванне с керосином или в моечной машине, очищают волосяными щетками, продувают сжатым воздухом и разбирают. Для разборки приборов применяют стенды, приспособления и специальный инструмент.
Очистка и мойка деталей
После разборки отдельные детали приборов вновь моют в ванне с керосином, очищают от загрязнений и нагара, продувают сжатым воздухом или вытирают чистыми салфетками, контролируют и сортируют в соответствии с техническим состоянием.
Уровни их износа и пригодности к ремонту или эксплуатации. Детали сортируют на годные к эксплуатации, не подлежащие ремонту и требующие ремонта. Рассортированные детали в зависимости от их состояния отправляют в утиль, на комплектовку или в ремонт. (Комплектовка деталей — это подбор комплекта деталей для одной сборочной единицы, или узла, в целом. Например, нагнетательные секции насоса высокого давления можно скомплектовать по паре плунжер гильза.)
Ремонт деталей приборов системы питания в АТП сводится к работам по их восстановлению, не требующим сложного оборудования. К ним относятся: притирка рабочих поверхностей клапанов и их седел, запорных игл и распылителей форсунок, плунжерных пар; замена потерявших упругость пружин; восстановление целостности трубопроводов, резьб; заделка трещин в корпусах, поплавках и др. При наличии специального оборудования и приспособлений выполняют более сложные ремонтные работы — осталивание или хромирование изношенных поверхностей кулачков, толкателей, поршней насосов. Шейки кулачкового вала ремонтируют вибродуговой наплавкой с последующим шлифованием и доведением до необходимого размера.
Комплектовка деталей, сборка приборов, их проверка и регулирование. После ремонта детали приборов системы питания очищают от следов механической обработки, комплектуют в соответствии с техническими условиями и собирают. Собранные приборы прирабатывают, регулируют и испытывают на стендах, затем устанавливают и регулируют на автомобилях.
Ремонт насосов высокого давления
Снятый с двигателя для ремонта насос высокого давления моют в ванне с керосином, очищают волосяными щетками, протирают, обдувают сжатым воздухом, а затем разбирают. Разборку насоса удобно выполнять на поворотном приспособлении, которое позволяет наклонять и поворачивать насос. Для разборки применяют комплект инструмента мод. 630 (рис. 3).
Основными причинами ремонта топливных насосов являются: износ и повреждение рабочих поверхностей деталей плунжерной пары; износ рабочих поверхностей клапанов и их седел; потеря пружинами упругости; повреждение резьбы в корпусе; трещины в местах креплений деталей и штуцеров; течь в сальниках; износ рабочих поверхностей опорных шеек и кулачков кулачкового вала.
Отдельные сборочные единицы (узлы) топливного насоса разбирают после соответствующей дефектовки, которая определяет необходимость полной разборки и ремонта сборочных единиц (узлов). При дефектовке сборочных единиц (узлов) и деталей насоса в первую очередь выявляют неисправности непрецизионных деталей — корпуса, кулачкового вала и др. Неисправности прецизионных деталей, к которым относятся плунжерные пары, нагнетательные клапаны и их седла, выявляют проверкой на стендах и в приспособлениях.
Сверла для ремонта жиклеров (табл 1)
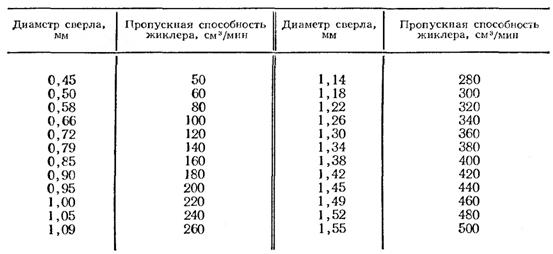
Рис. 3. Комплект инструментов мод. 630:
1 — металлический футляр, 2, 3, 10 — ключи для разборки муфты автоматического опережения впрыскивания, 4 — ключ для регулирования подачи топлива, 5 — приспособление для разборки толкателя, 7 — динамометрический ключ для штуцеров нагнетательных секций, 8 — съемник нагнетательных клапанов, 9 — ключ для регулирования толкателей насоса
Ремонт непрецизионных деталей считается целесообразным в том случае, если обнаруженные износы и повреждения не слишком серьезны и технологически устранимы. Например, при износе отверстий под гильзу плунжера или под седло нагнетательного клапана, а также при повреждении резьбы под штуцер деталь бракуют. Ремонт непрецизионных деталей выполняют обычными способами.
Трещины на корпусе насоса заделывают эпоксидными пастами — клеевыми материалами на основе эпоксидной смолы и металлического порошка — следующим образом: разделывают трещину по всей ее длине и засверливают концы; обезжиривают поверхность, наносят пасту и сушат ламповыми излучателями. Заваривание трещин на корпусе насоса не рекомендуется, так как нагрев может вызвать деформацию и нарушение соосностей посадочных поверхностей.
Для восстановления размера отверстий в корпусе насоса также используют эпоксидные пасты или ставят втулки. В последнем случае отверстие растачивают до большего диаметра и запрессовывают ремонтную втулку, затем отверстие во втулке растачивают или развертывают до номинального размера.
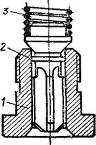
Рис. 4. Нагнетательный клапан: 1 — седло, 2 — разгрузочный поясок, 3— пружина.
Перед расточкой отверстия в каждом случае выставляют корпус по отношению к шпинделю станка на индикаторном приспособлении. Таким образом можно восстанавливать отверстия под опоры кулачкового вала, заменять втулки рейки насоса. При износе отверстий под толкатель их восстанавливают развертыванием под увеличенный размер, при этом базой служит кондукторная втулка, вставленная в отверстие под гильзу плунжера.
При восстановлении поврежденной резьбы М5, Мб и М8 для крепления деталей рекомендуется постановка ввертышей диаметрами соответственно М8, MIO иМ12. Изготовляют их из латуни, а ставят на эпоксидную смолу. Изогнутый кулачковый вал насоса выправляют на гидравлическом прессе, применяя подставку с призмами и индикатор. Изношенные опорные шейки кулачкового вала восстанавливают вибродуговой наплавкой с последующим шлифованием. Риски, задиры или следы неравномерного износа поверхности кулачков устраняют шлифованием на копировально-шлифовальном станке. Шпоночный паз и резьбовые концы вала восстанавливают до номинальных размеров также наплавкой с последующей механической обработкой.
Ремонт прецизионных деталей насоса высокого давления выполняют только после их контрольной проверки и выяснения необходимости ремонта. Нагнетательный клапан (рис. 4) из корпуса насоса вынимают специальным съемником после демонтажа штуцера, ограничителя хода клапана и пружины. Клапан и седло промывают отдельно в чистом дизельном топливе, обдувают сжатым воздухом и тщательно проверяют состояние их поверхностей. На конических притертых поверхностях не должно быть кольцевой выработки и рисок. Если обнаружены риски, следы коррозии или незначительный износ, конус клапана и фаску седла взаимно притирают пастой ГОИ. Проверяют также свободу перемещения клапана в седле — он должен двигаться без заеданий. Если притирка не устраняет глубоких задиров или следов выработки, детали клапана бракуют.
Отремонтированные нагнетательные клапаны испытывают на плотность по конусу и разгрузочному пояску. Плотность клапана по конусу проверяют воздухом под давлением 0,5—0,6 МПа. Для этого клапан в сборе с оправкой опускают в сосуд с дизельным топливом, а воздух подводят через оправку со стороны конуса клапана. Выделение небольшого количества воздушных пузырьков со стороны цилиндрической части клапана характеризует удовлетворительное качество притирки. Плотность клапана по разгрузочному пояску определяют ротаметром — прибором, работающим на принципе подвода воздуха к клапану от магистрали и замере его расхода через поднятый на высоту (1,3+0,01) мм клапан. Годные клапаны сортируют на две группы по показаниям плотности в зависимости от диаметрального зазора разгрузочного пояска. Первая группа имеет диаметральный зазор 0,002—0,004 мм, вторая — 0,004—0,006 мм. Номера групп наносят на поверхность седла клапана.
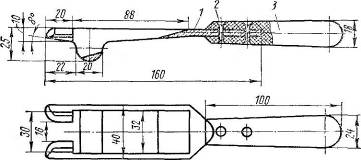
Рис. 5. Рычаг для отжатия пружин толкателей плунжеров: 1 — рычаг, 2 — заклепка, 3 — ручка
Для ремонта деталей нагнетательной секции насоса ее разбирают после снятия нагнетательного клапана. Вал насоса устанавливают так, чтобы кулачок отошел от толкателя разбираемой секции и пружина разгрузилась. Затем вводят рычаг (рис. 5) под пружину, сжимают ее и извлекают пинцетом нижнюю тарелку пружины. Далее вывертывают установочный винт гильзы плунжера и из гнезда корпуса насоса вынимают вверх плунжерную пару. Детали плунжерной пары промывают в дизельном топливе и проверяют их состояние, для чего выдвигают плунжер из гильзы на 40—50 мм и в вертикальном положении наблюдают его опускание под действием собственного веса. Он должен опускаться плавно, без заеданий до упора в торец при любых углах поворота относительно гильзы. После этого гильзу и плунжер осматривают через увеличительное стекло. Их соприкасающиеся поверхности должны иметь матовый оттенок без пятен и рисок.
Повреждения на торце плунжера устраняют притиркой на плите пастой ГОИ. Глубокие риски на цилиндрической поверхности плунжера устраняют на притирах — приспособлениях, предназначенных для ремонта плунжерной пары. Притиры для цилиндрической поверхности, представляющие собой чугунные разрезные конусные втулки, вставляемые в оправки, делятся на предварительные и чистовые. При последовательном применении они обеспечивают необходимую шероховатость поверхностей.
После притирки детали плунжерной пары комплектуют таким образом, чтобы плунжер плотно входил в гильзу на 1/3 рабочей зоны, а затем их притирают пастой ГОИ, оксидами алюминия или хрома. Закончив притирку плунжера к гильзе, детали тщательно промывают в бензине и осматривают. Они должны иметь на рабочих поверхностях ровный блеск с едва различимыми мельчайшими рисками от притирки. Обезличивание притертой плунжерной пары при сборке не допускается. После комплектования и взаимной притирки плунжерную пару проверяют на свободу перемещения плунжера (рассмотрено выше) и герметичность.
Испытание плунжерной пары на герметичность проводят на гиревом стенде (рис. 6). Его основными элементами являются корпус 7 держателя, в который установлена съемная втулка 4, и груз с системой рычагов, воздействующий на толкатель 1. Проверяемую плунжерную пару 3 устанавливают в съемную втулку 4 стенда и герметично закрывают отверстие гильзы пятой 5 с помощью штока 8 и винтового зажима 9. В надплунжерное пространство гильзы вводят смесь топлива с керосином, имеющую вязкость 1,8—2 мм2/с при 20°С. Испытание начинается с момента отпускания защелки 2, в результате чего груз перемещается вниз и через систему рычагов и толкатель 1 начинает давить на плунжер. При этом на топливо передается давление (20± ±0,5) МПа, вследствие чего топливо вытесняется в зазор между плунжером и гильзой, а плунжер перемещается вверх. Время полного перемещения плунжера до момента отсечки должно составлять не менее 10 с. В зависимости от времени перемещения плунжера все плунжерные пары по результатам испытания разбивают на четыре группы (от 10 до 40 с) и насос комплектуют нагнетательными секциями одной группы.
Нагнетательные секции в насосе собирают в обратной последовательности. Поворачивают кулачковый вал насоса так, чтобы толкатель собираемой секции занял нижнее положение. Затем на поворотную втулку (см. рис. 69) ставят верхнюю тарелку и пружину и детали ориентируют так, чтобы при сцеплении зубьев венца и рейки паз венца был перпендикулярен рейке, а средний зуб венца находился в зацеплении с рейкой, которая занимает среднее положение.
Далее промытую в дизельном топливе плунжерную пару устанавливают в гнездо корпуса насоса и поводок плунжера вводят в паз поворотной втулки. (При установке плунжерной пары паз поворотной втулки и риска на поводке плунжера должны быть обращены в сторону окна корпуса насоса.) Затем щупом совмещают стопорный паз на гильзе плунжера с отверстием в корпусе и стопорят гильзу болтом. С помощью приспособления сжимают пружину толкателя и ставят нижнюю тарелку. Затем передвигают рейку, проверяют плавность ее перемещения и ход, который должен составлять 25 мм. После сборки плунжерной пары устанавливают нагнетательный клапан, затягивая нажимный штуцер динамометрическим ключом с моментом затяжки 100—120 Н -м, и вновь проверяют плавность хода рейки насоса.
Собранный насос испытывают на герметичность, произведя его опрессовку под давлением топлива 2 МПа. Перед испытанием на соединительные ниппели и топливоотводящий штуцер устанавливают заглушки. Давление открытия нагнетательных клапанов проверяют поочередным снятием заглушек с ниппелей. После указанной проверки отремонтированный насос испытывают и регулируют на стенде СДТА-1, а затем устанавливают на двигатель.
Ремонт форсунок
Снятые форсунки очищают, промывают в керосине и разбирают для дефектовки и ремонта. Форсунку можно разобрать в приспособлении или непосредственно в слесарных тисках. Для этого корпус 5 (см. рис. 72) зажимают в тисках распылителем вниз, отвертывают колпачок 11 и контргайку 10, вывертывают регулировочный винт 9, ослабляя затяжку пружины 8. Затем корпус 5 устанавливают в тисках распылителем вверх, отвертывают гайку 4 распылителя и вынимают распылитель в сборе с иглой. Далее полностью разбирают форсунку и тщательно промывают все детали в керосине.
Для очистки внутренней полости корпуса распылителя, в которой размещается игла, используют мягкий латунный стержень о 45 мм, обернутый по всей длине папиросной бумагой. Вертикальный топливо- подводящий канал в распылителе прочищают медной проволокой 0 1,5—2 мм, а сопловые отверстия — 0 0,3 мм. Затем их контролируют калибром 0 0,37 мм; если калибр проходит хотя бы в одно из отверстий распылителя, корпус распылителя бракуют. Выбраковке подлежат также распылители со следами оплавления носика и с заметной на глаз эллипсностью сопловых отверстий.
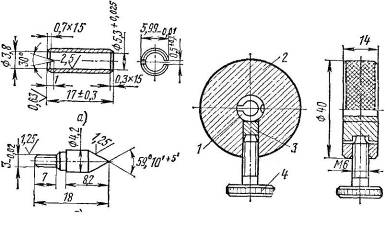
Рис. 7. Притирочные приспособления для ремонта деталей распылителя форсунки:
а, б — притиры иглы и конусной запорной поверхности корпуса, в — державка; 1 — притир, 2 — обойма, 3 — сухарь, 4 — винт
Очищенные и промытые детали распылителя продувают сжатым воздухом и тщательно осматривают через лупу, обращая особое внимание на цилиндрическую направляющую иглы в корпусе, торцовую поверхность и конусную фаску. В запорной игле контролируют состояние цилиндрической части иглы и конуса. Указанные поверхности должны быть гладкими и блестящими. Если на торцовой поверхности корпуса распылителя обнаружены риски, вмятины или следы коррозии, ее притирают пастой ГОИ на притирочных плитах до полного устранення дефектов. Следы износа и риски на направляющей и конической поверхности иглы и отверстия в корпусе удаляют с помощью притиров (рис. 7). Используя притирочные приспособления, рабочие поверхности распылителя доводят до требуемых геометрической формы и шероховатости. Затем их комплектуют до соответствующего зазора (2,7—4,5 мкм).
Иглу и корпус распылителя обрабатывают с помощью притирочных приспособлений, которые закрепляют в патроне токарного станка. Частота вращения патрона при этом должна быть 200—350 об/мин.
Для обработки иглу закрепляют в патроне, а притир устанавливают в державке и подводят рукой. При обработке отверстия в корпусе притир закрепляют в патроне, а корпус — в державке (рис. 8). Притирку конуса ведут до тех пор, пока не образуется поясок шириной 0,5 мм.
После притирки иглы распылителя сортируют на группы по диаметру направляющей, затем подбирают к распылителям и притирают их друг к другу. Для этого пасту ГОИ наносят на поверхность иглы, вводят ее в отверстие корпуса, а затем производят притирку. Конические поверхности деталей притирают аналогично.
После притирки детали тщательно промывают в дизельном топливе и проверяют их относительное расположение в закрытом состоянии. Торец корпуса распылителя должен выступать по отношению к торцовой поверхности направляющей иглы на 0,34 мм. Для обеспечения этого размера доводят обработкой торец корпуса распылителя, после чего полученная пара разукомплектовке не подлежит.
Свободу перемещения иглы относительно корпуса подобранного распылителя проверяют выдвижением ее из корпуса на 1/з хода. При наклоне оси на 45° игла должна плавно опускаться до упора под действием собственного веса. Эту проверку выполняют при разных углах поворота иглы относительно корпуса. Никакие местные сопротивления и прихватывания иглы при перемещении в любом положении по длине и углу поворота не допускаются.
После комплектовки и проверки деталей распылителя проверяют остальные детали форсунки, предварительно очистив и промыв их в керосине или дизельном топливе. Канал в корпусе форсунки прочищают медной проволокой 0 1,5—2 мм и продувают сжатым воздухом. При осмотре корпуса обращают особое внимание на нижнюю торцовую часть, прилегающую к распылителю: если на ней будут обнаружены риски или следы забоин, их устраняют притиркой на плите. Детали форсунки, имеющие сорванные или смятые резьбы, бракуют.
Шток не должен иметь искривления и ослабления посадки тарелки пружины. При необходимости его правят на призмах алюминиевым молотком, а посадку восстанавливают заменой детали. Длина пружины в свободном состоянии должна составлять 27,5 мм, а под нагрузкой 10 Н — не менее 26 мм. Если пружина не удовлетворяет этим требованиям, ее заменяют. Сетчатый фильтр форсунки для очистки от загрязнений продувают сжатым воздухом.
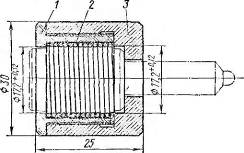
Рис. 8. Державка корпуса распылителя форсунки: 1 — гайка, 2— пружина, 5 — корпус
После ремонта деталей форсунки и проверки их пригодности форсунку собирают в такой последовательности: на топливоподводящий штуцер 14 форсунки устанавливают сверху резиновый уплотнитель с пружиной, а внутрь запрессовывают сетчатый фильтр в сборе и втулку фильтра; ввертывают в корпус форсунки штуцер в сборе, затягивая его с моментом 80 Н -м; корпус распылителя в сборе с иглой совмещают с корпусом форсунки по установочным штифтам и навертывают гайку 4 распылителя динамометрическим ключом с моментом затяжки 70—80 Н -м; в корпус 5 форсунки вставляют шток 6 с тарелкой, совместив отверстие в штоке с хвостовиком иглы; на тарелку надевают пружину 8 и ввертывают гайку пружины в сборе с регулировочным винтом 9 и контргайкой 10 (момент затяжки гайки должен быть 50—60 Н-м).
Если при сборке форсунки используют несколько новых деталей (пружину, шток, корпус), то осуществляют приработку форсунки на стенде СДТА-2, который оборудован насосом высокого давления и отрегулирован на подачу топлива 120 мм3/цикл при частоте вращения кулачкового вала (1050+10) об/мин. Перед началом приработки регулировочным винтом прибора КП-1609А устанавливают давление начала впрыскивания топлива форсункой (17+0,5) МПа и ведут приработку в течение 20 мин.
После приработки форсунку частично разбирают и, осматривая, проверяют, не образовалось ли наклепа на запорном конусе иглы распылителя, местных засветлений и натиров на прецизионных поверхностях. Если приработка прошла нормально и отклонений в состоянии контролируемых поверхностей не обнаружено, форсунку вновь собирают и испытывают на герметичность сопряжений, давление начала впрыскивания и качество распыливания топлива способами.
После ремонта проверяют также пропускную способность форсунок на стенде СДТА-2, отрегулированном по эталонной форсунке на подачу 114 см3 топлива на 1000 циклов (впрыскивания) при частоте вращения кулачкового вала (1030+10) об/мин. Пропускная способность форсунок должна составлять 106—114 см3/10(Ю циклов. По значениям пропускной способности форсунки разделяют на четыре группы (см. ниже).
Пропускная способность,
см3/1000 циклов.... 106—108 108—110 ПО—112 112—14
Группа.................. 0 1 2 3
Номер группы выбивают на корпусе форсунки.
После окончания всех испытаний и регулировок на корпус форсунки устанавливают уплотнительную шайбу и навертывают колпачок с моментом затяжки 80—100 Н-м.
Ремонт топливоподкачивающих насосов
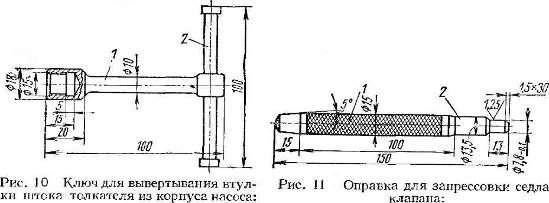
Топливоподкачивающий насос ремонтируют при износе поршня, штока и втулки толкателя, нарушении герметичности клапанов, неисправности ручного подкачивающего насоса. Перед ремонтом топливоподкачивающий насос (рис. 9) разбирают в поворотном приспособлении или в специальных тисках. Для этого закрепляют корпус 1 насоса, отвертывают пробку 15 и ручной насос в сборе, извлекая детали клапанов. Далее отвертывают пробку 5 пружины и вынимают из корпуса пружину 3 и поршень 2, снимают стопорное кольцо 8 толкателя и вынимают толкатель 7 в сборе. Затем специальным ключом (рис. 10) вывертывают втулку 6 (см. рис. 9) штока толкателя. Разборка толкателя и ручного насоса не сложна и не требует дополнительных приспособлений. После разборки детали насоса тщательно моют в керосине и дефектуют, обращая внимание на трущиеся поверхности цилиндров и поршней, штока толкателя и втулки, торцовые поверхности седел впускного и выпускного клапанов.
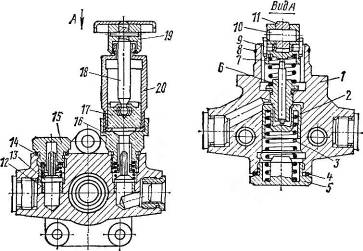
Рис. 9. Топливоподкачивающий насос: I — корпус, 2 — поршень, 3 — пружина, 4, 14 — прокладки, 5 — пробка пружины, 6 —■ втулка штока,' 7 — толкатель, 8 — стопорное кольцо, 9 — сухарь, 10 — ось, 11 — ролик, 12 — седло клапана, 13 — клапан, 15 — пробка, 16, 17 — корпус и поршень ручного насоса, 18 — шток, 19 — рукоятка, 20 — цилиндр
Поршень насоса в процессе работы изнашивается, в результате чего зазор между ним и цилиндром возрастает, а производительность насоса падает. Если зазор в паре поршень — цилиндр превысит 0,04 мм, поршень восстанавливают до номинального размера хромированием. Для этого его вначале шлифуют до необходимого диаметра, обеспечивающего требуемый зазор (отшлифованная поверхность поршня должна иметь овальность и конусность не более 7 мкм). Диаметры поршня и цилиндра контролируют микрометром и индикаторным нутромером.
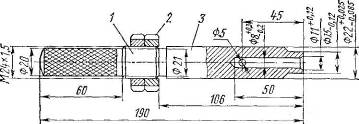
Торцовые поверхности седла клапана не должны иметь рисок и задиров. Неглубокие риски и задиры устраняют притиркой пастой ГОН, применяя специальный притир. При глубоких задирах седло клапана удаляют зенкерованием твердосплавным инструментом. Размер зенкера выбирают таким, чтобы после обработки в корпусе осталась тонкая втулка, которую удаляют крейцмейселем, не нарушая посадочной поверхности в корпусе. Чтобы выдержать соосность при посадке, во время запрессовки нового седла клапана в корпусе насоса используют оправку (рис. 11). После установки седла его торцовую поверхность притирают до шероховатости На ^ 0,62.
1 — стержень, 2 — ручка 1 — стержень с накаткой, 2 — рабочая часть
Работоспособность нары шток толкателя — втулка восстанавливают хромированием штока или перекомплектовкой. При этом минимально допустимый зазор в паре может составлять 0,04 мм, а максимальный— 0,17 мм. Правильность подбора пары устанавливают, используя приспособление к стенду 625, которое позволяет закрепить втулку в сборе со штоком и испытать их гидравлическую плотность под давлением 15МПа. Сравнение времени падения давления до 14МПа в испытуемой и эталонной парах позволяет оцепить состояние сопряжения шток—втулка.
Свободу перемещения штока во втулке проверяют надавливанием рукой (при этом не должно ощущаться местных сопротивлений и торможений во всех угловых положениях штока). Если качество перемещения штока по длине не соответствует определенным требованиям, детали доводят пастой ГОП с последующей мойкой в бензине и дизельном топливе.
В ручном подкачивающем насосе в результате взноса чаще всего возникает люфт поршня 17 на штоке 18 (см. рис. 9); изнашиваются также рабочие поверхности поршня 17 и цилиндра 20. Для ремонта пары поршень — цилиндр используют метод перскомнлектовки деталей, так как завод-изготовитель выпускает три группы ручных насосов, позволяющих подбирать и доводить сопряжения до зазора 0,04 мм. При образовании люфта поршня на штоке более 0,25 мм поршень за- вальцовывают, применяя оправку (рис. 12) и приспособление для ограничения ее хода. Приспособление (рис. 13) в сборе с оправкой, штоком и поршнем помещают в гидравлический пресс, устанавливая гайками величину хода оправки под действием пресса. Если после за- вальцовки не удается восстановить требуемый люфт, берут новые поршень и шток и вновь выполняют завальцовку.
|
Рис. 12. Оправка для завальцовки поршня: 1 — гайка, 2 — контргайка, 3 — оправка |
Изношенный штифт в рукоятке 19 насоса (см. рис. 9) выпрессовывают и совмещенные отверстия развертывают на увеличенный диаметр под новый штифт.
После ремонта ручной насос проверяют на герметичность и подачу топлива. Герметичность считается достаточной, если поданный под поршень сжатый до 0,2 МПа воздух не выходит через резьбовое соединение корпуса с цилиндром и уплотняющую резиновую прокладку.
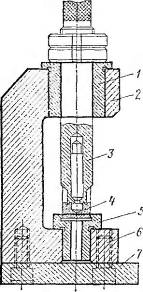
Рис. 13. Приспособление для завальцовки поршня на штоке с помощью оправки:
/ — верхняя втулка, 2 — крон, штейн, 3 — оправка, 4 — поршень, 5 — нижняя втулка, в— вин-; крепления, 7 — плита.
Подачу топлива ручным насосом проверяют перекачиванием дизельного топлива через отрезок топливопровода 0 8 мм на высоту 1 м.
Сборку топливоподкачивающего насоса выполняют в такой последовательности: в корпус устанавливают на эпоксидном клее втулку штока, шток с роликовым толкателем, поршень, пружину и пробку пружины с уплотнительной шайбой, затем устанавливают клапаны в сборе и ручной насос. После окончательной сборки проверяют легкость перемещения толкателя, который должен возвращаться в исходное положение возвратной пружиной.
Топливоподкачивающий насос прирабатывают на стенде СДТА-1 в два приема: в течение 30 мин при частоте вращения кулачкового вала 650 об,'мин и в течение 1ч — при 1050 об/мин. Во время приработки поддерживают противодавление 0,13—0,15 МПа и следят, чтобы не было подтеканий, стуков и нагрева деталей. После приработки насос испытывают на максимальные развиваемое давление и производительность способами.
Разрежение, создаваемое насосом во всасывающей магистрали, проверяют, подключая вакуумметр к впускному трубопроводу насоса (оно должно составлять не менее 0,05 МПа, или 50 кПа).
Установка и регулирование топливной аппаратуры на автомобиле после ремонта
При монтаже топливного насоса непосредственно на двигателе автомобиля проверяют целостность прокладки и свободу перемещения штока в проставке, если насос приводится в действие через шток или толкатель от кулачкового вала двигателя. Соединительные наконечники топливопроводов должны быть полностью исправны и обеспечивать полную герметичность соединений. После установки на двигатель работу топливного насоса проверяют проворачиванием коленчатого вала вручную или стартером (правильно установленный насос будет подавать топливо пульсирующей струей).
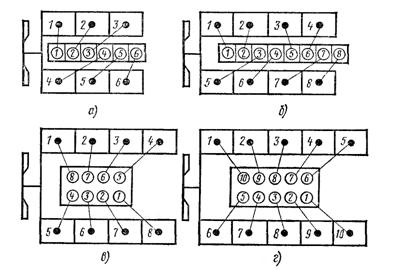
Рис. 14. Схемы соединения нагнетательных секций насосов высокого давления и форсунок двигателей:
а — ЯМЗ—236. б — ЯМЗ-238. в — КамАЗ-740, -7401. г — КамАЗ-741
Приборы системы питания дизеля — насос высокого давления в сборе и форсунки — после ремонта устанавливают на двигатель, предварительно проверив и отрегулировав их на стендах и приспособлениях в ремонтном цехе.
Вначале на двигатель ставят насос высокого давле- н н я, размещая его на площадке в развале цилиндров. При этом соединяют автоматическую муфту насоса с валом привода, совмещая метки на корпусе муфты опережения впрыскивания с метками на полумуфте и фланце привода. В этом положении насос закрепляют, привертывая болтами к двигателю.
Затем на двигатель монтируют комплект форсунок одной группы, подобранных по пропускной способности распылителей, устанавливают топливопроводы магистралей низкого и высокого давления, соединяя их в определенной последовательности со штуцерами нагнетательных секций насоса и форсунок (рис. 14).
Перед первым пуском двигателя устанавливают угол опережения впрыскивания топлива, который определяется по начальному установочному углу для данной муфты, выбитому на торце ее корпуса цифрами 18 или 20 рядом с риской. К штуцеру первой нагнетательной секции вместо трубопровода высокого давления подсоединяют моментоскоп и вращают коленчатый вал двигателя до появления в моментоскопе топлива. Как только уровень топлива при медленном вращении вала начнет подниматься, вал останавливают и смотрят, какая риска с цифрой на маховике совпадает со стрелкой на картере маховика (цифра у риски должна соответствовать цифре, выбитой на торце муфты).
Другой способ проверки установки угла опережения впрыскивания более прост и состоит в проверке совпадения рисок на крышке распределительных шестерен и шкиве коленчатого вала. Если в момент перемещения уровня топлива в моментоскопе эти риски не совпадают, то для правильной установки угла опережения впрыскивания изменяют положение муфты. Для этого ослабляют болты ее крепления и поворачивают полумуфту вместе с валом насоса относительно фланца привода против направления вращения, если риска на шкиве коленчатого вала не подошла к риске на крышке распределительных шестерен. В противном случае (при переходе положения совпадения рисок) муфту поворачивают по направлению ее вращения, после чего затягивают болты крепления и вновь проверяют угол опережения впрыскивания.
Вид Б повернуто
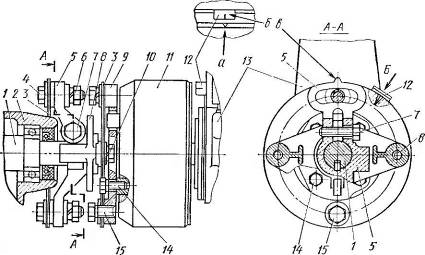
Рис. 15. Привод насоса высокого давления двигателей ЯМЗ:
/ — вал, 2 — блок цилиндров двигателя, 3 — пластины ведущей полумуфты, 4 — болт крепления фланца ведущей полумуфты к пластинам, Б — фланец ведущей полумуфты, б — гайка, 7 — стяжной болт фланца полумуфты, S, 9 — ведущая н ведомая полумуфты, 10 — болт крепления пластин к ведомой полумуфте, 11 — муфта опережения впрыскивания, 12 — указатель, 13 — топливный насос высокого давления, 14 — болты крепления ведомой полумуфты к муфте опережения впрыскивания, 1S — болты крепления пластин к ведомой полумуфте
Выполняя указанную регулировку, учитывают, что смещение полумуфты относительно фланца привода на одно деление по шкале муфты соответствует 4° угла опережения впрыскивания или четырем делениям на маховике и крышке шестерен распределения. Точность установки угла опережения впрыскивания должна составлять +1° по отношению к требуемому установочному углу. При окончательном регулировании угол опережения впрыскивания устанавливают на 5—6° меньше для компенсации запаздывания действительного угла по сравнению с зафиксированным в моментоскопе.
С целью упрощения регулирования угла опережения впрыскивания топлива на всех двигателях ЯМЗ заводом изменен привод насоса высокого давления. Новая конструкция привода (рис. 15) позволяет проверять и регулировать угол опережения впрыскивания без использования моментоскопа, только по меткам (метки у двигателей ЯМЭ-236,-238 нанесены на маховике и крышке шестерен распределительного вала). Для проверки или регулирования угла опережения впрыскивания топлива вручную вращают коленчатый вал двигателя до совмещения указанных меток, соответствующих установочному углу 21°. В момент их совмещения должны совместиться также метка а на торце муфты опережения впрыскивания топлива и риска б на указателе 12. Если этого не произошло, отпускают две гайки 6 и, не нарушая положения коленчатого вала, поворачивают кулачковый вал насоса до совмещения метки а и риски б. Затем затягивают гайки 6 болтов крепления ведущей полумуфты к пластинам. На этом регулирование заканчивается, а правильность установки угла опережения впрыскивания топлива проверяется еще раз путем проворачивания коленчатого вала и вторичного контроля совпадения всех меток.
Двигатель на малую частоту вращения коленчатого вала в режиме холостого хода регулируют после пуска и прогрева в следующем порядке: вывертывают винт 6 (см. рис. 93) буферной пружины на 5—6 мм; болтом 8 уменьшают частоту вращения коленчатого вала до появления перебоев в работе двигателя; ввертывают винт 6 до некоторого повышения частоты вращения. Устойчивость работы двигателя с минимальной частотой вращения коленчатого вала в режиме холостого хода проверяют плавным увеличением подачи топлива рычагом 9, а затем резким отведением его в положение минимальной подачи до упора в болт 5. При этом двигатель не должен иметь «провала» в работе или останавливаться.
Заключение
В процессе эксплуатации автомобилей его функциональные свойства постепенно ухудшаются вследствие изнашивания, коррозии, повреждении деталей, усталости материалов, из которого они изготовлены. В автомобиле появляются различные неисправности, которые снижают эффективность его использования. Для предупреждения появления дефектов и своевременного их устранения автомобиль подвергают техническому обслуживанию и ремонту. Поэтому целью данного курсового проекта была разработка мер по улучшению качества ремонта системы питания и в частности ТНВД автомобиля КамАЗ.
Литература
1) Буралев Ю. В. и др. Устройство, обслуживание и ремонт топливной аппаратуры автомобилей: Учеб. для сред. ПТУ/Буралев Ю. В., Марти- ров О. А., Кленников Е. В. 3-е изд., перераб. и доп.—М.: Высш. шк., 1987.—288 е.: ил.
2) Технологические карты по техническому обслуживанию и ремонту автомобилей КАМАЗ
Руководство
по техническому обслуживанию и ремонту
Издательство: "Машиностроение"
1992г
| Оборудование летательных аппаратов | |
|
Практическая работа N12-6 СИСТЕМА ВОЗДУШНЫХ СИГНАЛОВ СВС-72-3 (Продолжительность практической работы - 4 часа) I. ЦЕЛЬ РАБОТЫ Целью работы ячвляется ... Поршень рабочего цилиндра через шток отклоняет топливные и кислородные клапаны, системы зажигания, топливные на- |
Раздел: Рефераты по авиации и космонавтике Тип: реферат |
| Модернизация системы охлаждения двигателя "Газели" | |
|
СОДЕРЖАНИЕ Введение и постановка задачи 1. Назначение и обзор систем охлаждения 1.1. Устройство, работа и конструктивные особенности систем ... а - открыт паровой клапан 1, б открыт воздушный клапан 2, в - вентилятор и центробежный насос системы охлаждения двигателя ЗИЛ-130; 1-лопасть вентилятора, 2 - шкив, 3 -ступица ... ... г- в открытом положении; 1 -впускной трубопровод, 2 -перепускной шланг, 3 - патрубок, 4 -клапан термостата, 5 -шток, б -корпус термостата, 7- баллон, 8- церезин, 9- диафрагма, 10 ... |
Раздел: Рефераты по транспорту Тип: дипломная работа |
| Моделювання робочого процесу чотирьохтактного дизеля | |
|
1. ОПИС КОНСТРУКЦІЇ ДВИГУНА 1.1 Загальний устрій дизель-генератора 10Д80А Дизель 10Д80А з тяговим агрегатом встановленні на під дизельній рамі, в ... Золотник 20 управляє рухом поршня сервомотора 3. Шток поршня сервомотора через важільну передачу зв"язаний з рейками паливних насосів. управління; 18 - пружина вимірника; 19 - вантажі вимірника; 20 - золотник; 21 - золотникова частина регулятора частоти обертання; 22 - акумулятор масла; 23 - масляний насос; 24 ... |
Раздел: Рефераты по транспорту Тип: дипломная работа |
| Работа бурильной колонны | |
|
Федеральное агенство по образованию Государственное образовательное учреждение Высшего профессионального образования Иркутский Государственный ... замена быстроизнашивающихся деталей: цилиндровых втулок, поршней, штоков, клапанов; проверка состояния и замена сухарей, вкладышей, челюстей, упоров, челюстодержателей, деталей храпового устройства, пружин, среднего шарикового фиксатора, направляющих вкладышей ... |
Раздел: Промышленность, производство Тип: отчет по практике |
| Ремонт муфты автоматического опережения впрыскивания топлива | |
|
... АКАДЕМИЯ ВОДНОГО ТРАНСПОРТА СЕВАСТОПОЛЬСКИЙ МОРСКОЙ "ПОЛИТЕХНИЧЕСКИЙ" ТЕХНИКУМ Курсовой проект На тему "ремонт муфты автоматической опережения Эти неисправности приводят к изменению момента начала подачи топлива, неравномерности работы топливного насоса по углу и количеству подаваемого топлива, ухудшению качества ... 10) система обратного слива просочившегося топлива с форсунок - включает топливопроводы и перепускной клапан, через который также излишки топлива из корпуса ТНВД под небольшим ... |
Раздел: Рефераты по транспорту Тип: реферат |