Контрольная работа: Изготовление детали "Вал ступенчатый"
1. Анализ технологичности конструкции детали
конструкция деталь вал ступенчатый
Все изделия анализируют на технологичность для того, чтобы определить возможность получения заготовок прогрессивными методами и применить эти методы для обработки и сборки, контроля и испытаний, использовать типовые технологические процессы и их механизацию и автоматизацию, повысить долговечность и обеспечить надёжность в работе, обеспечить транспортабельность и требования технологической безопасности.
В ходе анализа выявлено следующее:
– конструкторские базы могут быть использованы как измерительные, так и технологические, что позволит повысить точность изготовления за счёт уменьшения погрешности базирования;
– обрабатываемые поверхности являются однотипными, что позволяет уменьшить число операций, переходов, оснастки и оборудования для их обработки;
– деталь является телом вращения (вал), что позволяет использовать в качестве заготовки прокат с размерами близкими к размерам готовой детали, это даёт возможность сократить расход материала в стружку;
– обеспечена чёткая принадлежность конструкции детали к классификационной группе типа вал, на который составлен типовой технологический процесс, что позволит сократить технологическую подготовку производства и использовать наиболее производительное оборудование и технологическую оснастку.
Таким образом, данная деталь является технологичной.
2. Способ получения заготовки
Метод получения заготовок для изготовления деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Выбрать заготовку, значит установить способ её получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. Для рационального выбора заготовки необходимо одновременно учитывать все вышеперечисленные исходные данные, так как между ними существует взаимосвязь. Окончательное решение нужно принимать только после экономического комплексного расчёта себестоимости заготовки и механической обработки в целом. Для данного случая тип производства мелкосерийный. Будет целесообразно выбрать заготовку из сортового проката, сталь 20Х ГОСТ 4543–71.
3. Технологический процесс изготовления детали
Вал ступенчатый.
В качестве заготовки выбираем сортовой прокат круглого сечения.
Маршрут обработки детали представлен в таблице 3.1:
Таблица 3.1
|
|
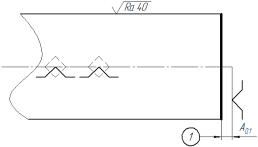
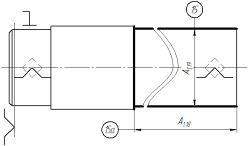
Операция 0. Токарно-центровальная. А. Установить заготовку в трёхкулачковый патрон. База: Наружный диаметр и правый торец. 1. Подрезать (черновое точение) торец 1, сняв припуск в размер А0,1. |
|
|
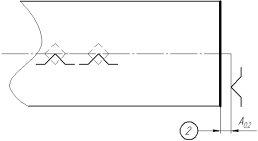
2. Подрезать (получистовое точение) поверхность 2, сняв припуск в размер А0,2 |
|
|
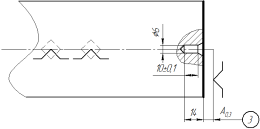
2. Подрезать (чистовое точение) поверхность 3, сняв припуск в размер А0,3. 3. Сверлить центровочное отверстие по чертежу. |
|
|
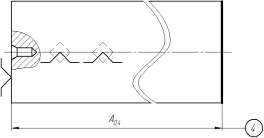
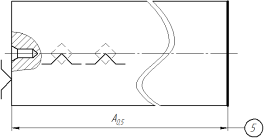
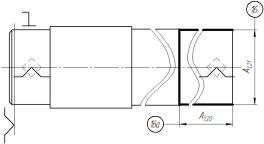
Б. Переустановить заготовку. База: Наружный диаметр и левый торец. 1. Подрезать (черновое точение) торец 4, выдерживая размер А0,4. |
|
|
2. Подрезать (получистовое точение) поверхность 5, выдерживая размер А0,5. |
|
|
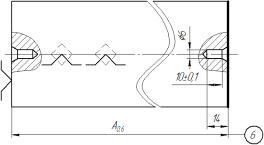
3. Подрезать (чистовое точение) поверхность 6, выдерживая размер А0,6. 4. Сверлить центровочное отверстие по чертежу. |
|
|
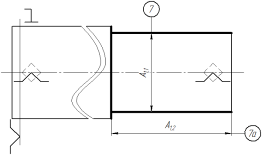
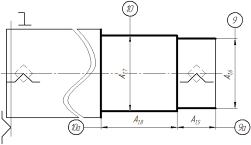
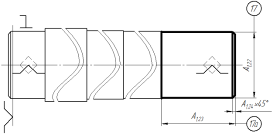
Операция 1. Токарная. А. Установить заготовку в центра. База: Ось и правый центр. 1. Точить (черновое) поверхность 7 в размер А1,1, выдерживая размер А1,2. |
|
|
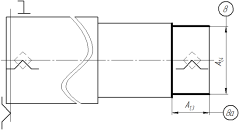
2. Точить (черновое) поверхность 8 в размер А1,4, выдерживая размер А1,3. |
|
|
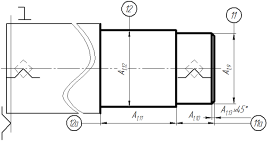
3. Точить (получистовое) поверхность 9 в размер А1,6, выдерживая размер А1,5. 4. Точить (получистовое) поверхность 10 в размер А1,7, выдерживая размер А1,8. |
|
|
5. Точить (чистовое) поверхность 11 в размер А1,9, выдерживая размер А1,10. 6. Точить (чистовое) поверхность 12 в размер А1,12, выдерживая размер А1,11. 7. Точить канавку в размер по чертежу. 8. Снять фаску в размер А1,13х450. |
|
|
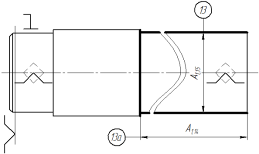
Б. Переустановить деталь. База: Ось и передний центр. 9. Точить (черновое) поверхность 13 в размер А1,15, выдерживая размер А1,14. |
|
|
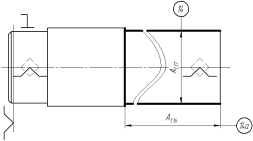
10. Точить (получистовое) поверхность 14 в размер А1,17, выдерживая размер А1,16. |
|
|
11. Точить (чистовое) поверхность 15 в размер А1,19, выдерживая размер А1,18. |
|
|
12. Точить (чистовое) поверхность 16 в размер А1,21, выдерживая размер А1,20. |
|
|
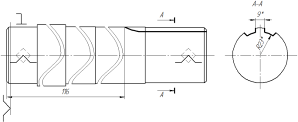
13. Точить (чистовое) поверхность 17 в размер А1,22, выдерживая размер А1,23. 14. Снять фаску в размер А1,24х450. |
|
|
Операция 2. Фрезерная. Установить деталь в шпинделе поворотного устройства. База: Ось и левый торец. Позиция 1. 1. Фрезеровать шлицы в размер по чертежу. |
4. Расчёт припусков
При выполнении курсового проекта расчёт припусков на механическую обработку производится расчётно-аналитическим методом. ГОСТы позволяют назначить припуски независимо от технологического процесса и поэтому в общем случае являются завышенными, содержащими резервы снижения расхода материала и трудоёмкости изготовления детали.
Расчёт
припусков производим для размера ∅56p6![]() :
:
При
обработке ступенчатого вала в центрах суммарное отклонение расположения оси
заготовки ![]() определяется
из формулы:
определяется
из формулы:
![]()
где ![]() – общее отклонение оси от прямолинейности,
– общее отклонение оси от прямолинейности, ![]() – смещение
оси заготовки в результате погрешности центрирования.
– смещение
оси заготовки в результате погрешности центрирования.
В свою
очередь ![]() определяется
из формулы:
определяется
из формулы:
![]()
где ![]() – размер от сечения, для которого определяется кривизна до торца
заготовки. Для рассматриваемого случая
– размер от сечения, для которого определяется кривизна до торца
заготовки. Для рассматриваемого случая ![]() [6, с. 186,
таб. 16]. Тогда:
[6, с. 186,
таб. 16]. Тогда:
![]()
Смещение ![]() определяется из формулы:
определяется из формулы:
![]()
где Т – допуск на диаметральный размер базы заготовки, используемой на операции получения центровочных отверстий, мм. В рассматриваемом случае Т=1 мм. Тогда:
![]()
Тогда суммарное отклонение равно:
![]()
Остаточное пространственное отклонение расположения поверхностей заготовки после их обработки определяется по выражению:
![]()
где ![]() – коэффициент уточнения, выбирается согласно [6, с/ 190, таб. 29],
получаем:
– коэффициент уточнения, выбирается согласно [6, с/ 190, таб. 29],
получаем:
для чернового обтачивания:
![]()
для получистового обтачивания:
![]()
для чистового обтачивания:
![]()
для предварительного шлифования:
![]()
для чистового шлифования:
![]()
Расчёт параметров припусков и технологических размеров
Для Z6,1:
![]()
![]()
![]()
![]()
![]()

![]()
В соответствии с полем допуска p, получаем:
![]()
![]()
![]()
![]()
Для Z5,2:
Размерная цепь:
![]()

![]()
В соответствии с полем допуска p, получаем:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
В соответствии с полем допуска p, получаем:
![]()
![]()
![]()
![]()
Для Z1,17:
Для Z1,15:
Размерная цепь:
![]()
В соответствии с полем допуска p, получаем:
![]()
![]()
![]()
![]()
5. Нормирование технологического процесса
Приводится для определения эффективности технологических операций, для этого производится расчёт затрат рабочего времени на выполнение операций в спроектированном технологическом процессе.
Определение основного автоматического времени:
![]()
L= l – D = 45–16 = 29 – длина обработки, коэффициент 2 – обработка 2х пазов.
![]() [3, стр. 613]
[3, стр. 613]
Определение вспомогательного автоматического времени:
![]()
![]() – время,
затраченное на перемещение в соответствующую точку траектории.
– время,
затраченное на перемещение в соответствующую точку траектории.
![]() – время
позиционирования заготовки, для данного станка 1 с (0,0166 мин.).
– время
позиционирования заготовки, для данного станка 1 с (0,0166 мин.).
![]()
Твр – вспомогательное ручное время.
Твр =Тв.у. + Тм.в.
Тв.у. =0,3 мин. Время на установку и снятие заготовки [4, с. 607, таб. 12].
Тм.в. =0,03 мин. Время на вспомогательные ходы и перемещения [4, с. 607, таб. 12].
Твр =0,3+0,03 = 0,33 мин.
Общее вспомогательное время:
Тв = Твр + Твс. а = 0,33 + 0,418 = 0,75 мин.
Операционное время:
Топ = Тос. а + Твс. а + Твр = 1,288 + 0,418 + 0,33 = 2,036 мин.
Табс = 0,08 Топ [4, стр. 613]
Табс = 0,08∙2,036 = 0,163 мин.
Подготовительно-заключительное время:
Тпз = Тпз1 + Тпз2 + Тпз3
Тпз1 – время на получение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены.
Тпз1 = 10…15 мин.
Тпз2 – время на дополнительные приёмы, не включённые в комплекс и выполняется в отдельных случаях.
2 мин. – на наладку инструмента.
Тпз3 – время пробной обработки детали.
1…1,5 мин. [4, с. 615, таб. 14].
Тпз = 10 + 2 + 1,5 = 13,5 мин.
Штучное время обработки детали:
Тшт = Топ + Табс + Тпз =2,036 + 0,163 + 13,5 = 15,7 мин (16 мин 17,5 сек.)
Заключение
В результате проделанного курсового проекта, был спроектирован технологический процесс механической обработки ступенчатого вала редуктора. Правильный и рациональный выбор заготовки, а так же последующий маршрут обработки в условиях мелкосерийного производства, которое является на сегодняшний день самым распространенным, как основная задача. Научились правильно назначать допуски и рассчитывать припуски на механическую обработку. Ознакомились с методикой назначения и расчета режимов резания. Для фрезерной операции было выбрано оборудование, режущий инструмент, оснастка и средства контроля. Было проведено нормирование технологического времени. Расчетные данные для удобства были сведены в таблицы (см. приложение).
Следует отметить, что данный единичный технологический процесс разрабатывался в учебных целях и возможно является не самым рациональным. Целью являлось приобретение навыков и умений в применении знаний по данной дисциплине и другим общетехническим дисциплинам путем самостоятельного решения конкретных технологических задач при проектировании технологического процесса.
Список литературы
1. Справочник технолога машиностроителя. Т2. Под ред. Косиловой А.Г. – М.: МС, 1985
2. Г.И. Грановский. Резание металлов.
3. А.Б. Пушкаренко. Расчёт припусков и технологических размеров на операциях механической обработки изделия. – Томск: ТПУ, 2009.
4. В.П. Должиков. Разработка технологических процессов механообработки в мелкосерийном производстве. – Томск: ТПУ, 2003.
5. Обработка металлов резанием. Под. ред. Панова.
6. Справочник технолога машиностроителя. Т1. Под ред. Косиловой А.Г. – М.: МС, 1985
| Технологический процесс изготовления корпуса приспособления для ... | |
|
Министерство образования и науки Российской Федерации Тольяттинский государственный университет Механико-технологическое отделение Кафедра "Технология ... В дипломном проекте разработан технологический процесс изготовления детали - корпус, выбраны необходимые средства технологического оснащения, рассчитаны припуски на механическую ... для черновой обработки - ѭудоп = zminчист (zminчист - минимальный припуск на чистовую обработку); ѭудоп = 0,25 мм. |
Раздел: Промышленность, производство Тип: дипломная работа |
| ... механический участок обработки детали Вал первичный №41526-96 с ... | |
|
... Колледж ДИПЛОМНЫЙ ПРОЕКТ "Разработать технологический процесс и спроектировать механический участок обработки детали "Вал первичный" №41526-96 (производится черновое и чистовое точение одной половины детали) 1. Для получения 40h8 под углом 7 поверхность 2 - необходимо вести обработку в стадии - черновая - 14 квалитет, получистовая - 10...12 квалитет, чистовая - 9 квалитет; |
Раздел: Рефераты по технологии Тип: реферат |
| Разработать технологический процесс обработки детали "Вал" в ... | |
|
Курсовое проектирование по Технологии машиностроения Тема: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного ... -допуск торцевого биения торца фланца относительно базы Д, находящейся на оси детали, 30 мкм. У штамповки точность получаемых размеров выше, припуск на механическую обработку меньше, т.е. форма заготовки более приближена к форме детали, значит Ки.м. у такой заготовки больше ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Разработка технологических процессов на механическую обработку вала ... | |
|
Аннотация В дипломном проекте разработан технологический процесс на механическую обработку детали "Вал первичный" с годовой программой выпуска 800 ... Общим припуском на обработку называется слой металла, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения годной детали. Расчётный минимальный и максимальный припуск на чистовую обработку поверхности детали определяем по формулам: |
Раздел: Промышленность, производство Тип: дипломная работа |
| Разработка технологической схемы механической обработки детали " ... | |
|
Введение Главным средством интенсификации производства любого назначения является парк машин, которым располагает государство. Прогресс в развитии ... Технологический маршрут обработки поверхности состоит из 6 операций чернового, получистового, чистового точения. На остальные обрабатываемые поверхности детали припуски и допуски назначаем по ГОСТ 7505-89. |
Раздел: Промышленность, производство Тип: дипломная работа |