Реферат: Газове зварювання
Реферат
на тему
ГАЗОВЕ ЗВАРЮВАННЯ
Зміст
1. Загальні відомості
2. Кисень, його одержання, транспортування і зберігання
3. Властивості ацетилену і його одержання
4. Обладнання для газового зварювання
5. Ацетиленово-кисневе полум'я і техніка газового зварювання
6. Газопресове зварювання
Використана література
1. Загальні відомості
При газовому зварюванні для нагрівання присадного металу і кромок основного металу до розплавленого стану використовується тепло газового полум'я, що одержується від згоряння різних горючих газів в суміші з киснем.
Як горючий газ найбільше застосування має ацетилен, який при згорянні в кисні дає температуру полум'я достатню для зварювання сталей і більшості інших відомих металів та їх сплавів.
Для зварювання металів (свинцю, алюмінію і інших), температура плавлення яких нижче температури плавлення сталі, використовують і інші горючі гази, наприклад водень, природний газ і деякі інші, що мають більш низьку температуру плавлення.
Найбільш часто газове зварювання застосовують при виготовленні листових і трубчастих конструкцій з маловуглецевих і низьколегованих сталей товщиною до 3—5 мм, при виправленні дефектів у виливках із сірого чавуну і бронзи, а також для зварювання кольорових металів та їх сплавів.
2. Кисень, його одержання, транспортування і зберігання
Кисень у промислових масштабах одержують переважно з повітря. В повітрі є близько 21% кисню, 78% азоту, 0,93% аргону, 0,03% вуглекислого газу і 0,0019% благородних газів.
Одержання кисню з повітря базується на принципі зрідження повітря при температурі мінус 194,5°С і нормальному тиску і наступної ректифікації, тобто розділенні рідкого повітря на азот і кисень. Процес ректифікації рідкого повітря оснований на різниці температур кипіння рідкого азоту (—196°С) і рідкого кисню (—183°С). Одержаний таким способом в ректифікаційному апараті рідкий кисень у теплообміннику перетворюється в газоподібний і потім надходить у газгольдер. Звідси кисневим компресором його нагнітають у кисневі балони до тиску 15 Мн/м2 (150 ат).
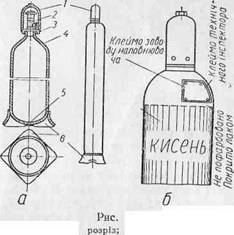
Рис. 1 Кисневий балон:
а – розріз; б – зовнішній вигляд
Транспортують і зберігають газоподібний кисень звичайно в кисневих балонах. Найбільш поширені балони місткістю 40 л. В такому балоні при тиску 150 Мн/м2 (150 ат) вміщується 6000 л кисню.
Кисневий балон (рис. 1) являє собою циліндричну посудину, виготовлену із сталевих суцільнотягнутих труб. У верхній його частині є горловина 4 з внутрішньою конічною різьбою, куди вкручується запірний латунний вентиль 2. На горловину насаджують кільце 3 для нагвинчування запобіжного ковпака 1.На випуклому днищі 5 насаджений башмак 6, що надає стійкості балону. Фарбують кисневі балони в-голубий або синій колір.
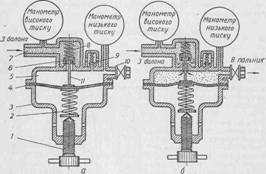
Рис. 2. Схема кисневого редуктора: а — неробоче положення; б — робоче положення
Кисневі редуктори (рис. 2) призначені для зниження високого тиску кисня, що знаходиться в балоні, до робочого 0,2—0,4 Мн/м2 (2—4 ат) при зварюванні і до 1,2—1,4 Мн/м2, (12—14 ат) при різанні і для підтримання його постійної величини незалежно від витрати кисню з балона і зниження в ньому тиску.
Принцип роботи редуктора такий. Після приєднання редуктора до балона і відкриття на балоні вентиля кисень з балона через штуцер 7 підходить до клапана 6, який у початковий момент притиснутий до сідла клапана пружиною 8. Для того щоб відкрити клапан і пропустити кисень в камеру низького тиску 5, користуються регулюючим гвинтом 1. Загвинчуючи регулюючий гвинт у корпус 3, натискують через головну пружину 2 і мембрану 4 на штифт 11, який і відкриває клапан 6. Як тільки тиск кисню в камері низького тиску подолає зусилля головної пружини 2, мембрана знову переміститься в початкове положення і пружина 8 знову закриє клапан 6. При відборі газу з редуктора через вентиль 10 тиск кисню в камері 5 знизиться і під дією головної пружини 2 клапан 6 знову відкриється. Таким пристроєм і забезпечується саморегулююча дія редуктора. Кисневі редуктори постачають манометрами високого і низького тиску і запобіжним клапаном 9, який захищає мембрану 4 від розриву в разі підвищення тиску кисню в камері низького тиску вище допустимого.
3. Властивості ацетилену і його одержання
Ацетилен С2Н2 являє собою хімічну сполуку вуглецю з воднем. Хімічно чистий ацетилен безбарвний і має слабкий ефірний запах. Технічний ацетилен забруднений різними домішками — сірководнем, аміаком і іншими, які надають ацетилену різкого і неприємного запаху. При тиску вище 0,2 Мнім2 (1,75 ат) і одночасному нагріванні понад 500° С відбувається вибуховий розпад ацетилену за рівнянням
С2Н2 -> 2С + Н2.
При нагріванні ацетилену вище 150—180° С відбувається процес його полімеризації, що полягає в утворенні нових сполук — бензолу С6Н6, стиролу С8Н8 і інших. Цей процес супроводиться виділенням значної кількості тепла, що також при недостатньому його відведенні може призвести до вибуху ацетилену.
При наявності ацетилену в повітрі від 2,2 до 88% або в суміші з киснем (ацетилену від 2,3 до 93%) утворюються вибухові суміші, які вибухають від іскри чи полум'я. Ацетилен добре розчиняється в ацетоні. В одному об'ємі ацетону при тиску 0,1 Мн/м2 (1 ат) розчиняється 23 об'єми ацетилену. З підвищенням тиску розчинність ацетилену зростає пропорціонально тиску. У розчиненому стані ацетилен не вибухає при тиску 1,6 Мн/м2 (16 ат), а при наявності пористої маси — і при більш високому тиску. Цією властивістю користуються при заповненні ацетиленових балонів до тиску 1,6 Мнім2 (16 ат). Ацетиленові балони попередньо заповнюють пористими матеріалами, просоченими ацетоном, деревним вугіллям, пемзою, інфузорною землею та ін.
Основним способом одержання ацетилену є розкладання карбіду кальцію водою за рівнянням
СаС2 + 2Н20 = С2Н2 + Са(ОН)2.
При розкладанні 1 кг хімічно чистого карбіду кальцію виділяється близько 340 л ацетилену і 1675 кдж (400 ккал) тепла. З технічного карбіду кальцію, залежно від його сорту і грануляцій, вихід ацетилену становить від 230 до 300 л/кг.
Карбід кальцію одержують в електродугових печах сплавленням коксу або антрациту з випаленим вапняком:
газовий зварювання кисень ацетилен
СаО + ЗС = СаС2 + СО.
Розплавлений карбід виливають з печі в чавунні виливниці і після остигання подрібнюють на куски розміром 2—120 мм. Транспортують карбід кальцію в герметично закритих барабанах вагою від 50 до 130 кг.
4. Обладнання для газового зварювання
Апарати, в яких одержують технічний ацетилен, називаються ацетиленовими генераторами. Залежно від принципу взаємодії карбіду кальцію з водою розрізняють такі системи генераторів: «карбід у воду», «вода на карбід», а також контактного тиску «зануренням» і «витісненням».
У генераторах системи «карбід у воду» (рис. 3,а) карбід кальцію в резервуар з водою 1 подається із завантажувального бункера 2 за допомогою автоматичних пристроїв, які працюють залежно від витрачання і величини тиску ацетилену. Генератори цієї системи мають найбільшу потужність. Вони забезпечують найповніший розпад карбіду кальцію і одержання чистого та охолодженого ацетилену. Такі генератори найменше вибухонебезпечні.
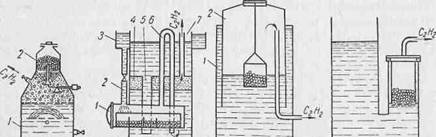
а б в г
Рис. 3. Схеми основних систем ацетиленових генераторів.
В генераторах системи «вода на карбід» (рис. 3, б) карбідом кальцію завантажують одну чи дві реторти 1, в які з окремого резервуара З трубкою 2 подається вода. Ацетилен, що утворюється при розкладі карбіду кальцію, з реторти 1 трубою 6 надходить у нижню частину генератора, де він збирається під перегородкою 4.
Вода, що знаходиться тут, під тиском ацетилену витискується циркуляційною трубою 5 у верхню частину корпуса генератора. Відводиться ацетилен з генератора по трубі 7.
Генератори системи «вода на карбід» випускають невеликої продуктивності, низького тиску і в більшості випадків переносними.
Генератори контактної системи «зануренням» (рис. 3, в) або витісненням (рис. 3, г) характеризуються тим, що в них карбід кальцію з водою, залежно від величини тиску, стикається періодично. В першому випадку (рис. 3 ,б) при збільшенні тиску вище граничного відбувається підйом газгольдера 2 і виймання карбіду кальцію з води. В другому випадку (рис. 3, г) при надмірному тиску ацетилену вода витискується в сполучену посудину, і розпад карбіду кальцію теж припиняється. При зниженні тиску відбуваються зворотні явища.
Генератори контактної системи витісненням інколи будують в поєднанні з генераторами системи «вода на карбід», і випускають як переносні генератори невеликої продуктивності.
За величиною тиску ацетиленові генератори поділяють на три типи: низького — від 0,001 до 0,01 Мн/м2 (0,01—0,1 ат), середнього — від 0,01 до 0,15 Мн/м2 (0,1—1,5 ат) і високого — вище 0,15 Мн/м2 (вище 1,5 ат). Залежно від продуктивності і роду установки генератори бувають стаціонарними і переносними.
При нагріванні мундштука зварювального пальника вище 500° С в середині наконечника пальника можливе спалахування ацетилену і утворення зворотного удару полум'я.
Для захисту ацетиленових генераторів від вибуху на генераторах, а в окремих випадках і на робочих місцях зварювальників встановлюють запобіжні затвори. Найбільш поширені водяні затвори, які залежно від величини тиску ацетилену в генераторах, бувають відкритого і закритого типів.
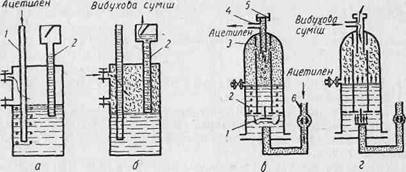
Рис. 4. Схема водяного затвора.
Затвори відкритого типу встановлюють на генераторах низького тиску, а затвори закритого типу — на генераторах середнього і високого тиску.
На рис. 4,а, б показані схеми водяних затворів відкритого типу.
При нормальній роботі (рис. 4,а) ацетилен надходить у водяний затвор через трубку 1, що занурена у воду глибше відкритої трубки 2. При зворотному ударі полум'я (рис. 4, б) під тиском вибухової хвилі частина води і полум'я викидаються в атмосферу через запобіжну трубку 2. Шлях же полум'я до генератора лишається закритим рештою води у затворі і зануреним в неї кінцем трубки 1. На рис. 4, в, г зображені схеми водяних затворів закритого типу. При нормальній роботі (рис. 4, в) газ вільно проходить через зворотний клапан 1, газорозподільник 2, краплевідбійник З і штуцер 4, При зворотному ударі (рис. 4,г) тиск вибухової хвилі передається на воду і клапан закриває доступ полум'я через трубку 6 до генератора. В цей же момент відбувається розрив тонкої алюмінієвої або олов'яної мембрани 5, і вибухова суміш викидається в атмосферу.
Основним інструментом газозварювальника є зварювальні пальники. Вони служать для змішування в потрібних пропорціях горючого газу і кисню з метою одержання потрібних властивостей зварювального полум'я.
За способом подачі горючого газу в камеру змішування розрізняють пальники інжекторні, або низького тиску, і безінжекторні, або рівного тиску. В промисловості використовують переважно пальники інжекторного типу.
1 2 3 4 5 6 7
|
|

Рис. 5 Схема зварювального пальника інжекторного типу
В цих пальниках (рис. 5) кисень під тиском 0,2—0,4 Мн / м- (2—4 ат) подається через ніпель 7 і регулюючий вентиль в інжектор 4. Інжектор має вузький центральний отвір — сопло і поздовжні прорізи по циліндричній поверхні. Виходячи з отвору сопла з великою швидкістю, кисень створює в камері змішування З сильне розрідження. Внаслідок цього розрідження ацетилен, що має більш низький тиск, засмоктується через ніпель 8, регулювальний вентиль для ацетилену 9, внутрішній канал рукоятки 5, поздовжні пази інжектора 4 в камеру змішування 3. Тут кисень і ацетилен утворюють горючу суміш, яка з камери змішування 3 трубкою 2 надходить в мундштук 1. При виході з мундштука і запалюванні цієї суміші утворюється зварювальне полум'я. Потрібне співвідношення газів у пальнику регулюється кисневим 6 і ацетиленовим 9 вентилями.
Пальники інжекторного типу мають сім змінних наконечників, які дають змогу провадити зварювання металу товщиною від 0,5 до 30 мм. Наконечник до рукоятки пальника приєднується за допомогою накидної гайки.
Крім односоплових зварювальних пальників в промисловості застосовують багатосоплові пальники, призначені для поверхневого загартування, паяння та інших робіт.
5. Ацетиленово-кисневе полум'я і техніка газового зварювання
Будова ацетиленово-кисневого полум'я. Залежно від співвідношення кисню і ацетилену в суміші, яка надходить з пальника, розрізняють три основних види ацетиленово-кисневого полум'я: нормальне, або відновне; з надлишком кисню, або окислювальне; з надлишком ацетилену, або навуглецьовувальне.
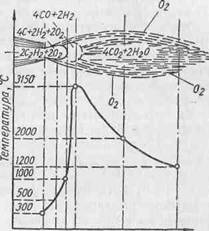
Рис. 6 Схема нормального ацетиленово-кисневого полум'я і розподіл температур по довжині полум'я
В більшості випадків при газовому зварюванні застосовують нормальне полум'я, яке одержується при співвідношенні кисню і ацетилену як (1,1—1,2) : 1.
Нормальне ацетиленово-кисневе полум'я складається з трьох зон (рис. 6). В першій зоні, яка називається ядром полум'я, проходить екзотермічний розпад ацетилену на його складові елементи:
2С2Н2 + 202 = 4С + 2Н2 + 202.
Розжарені частинки вуглецю надають цій зоні яскравого освітлення. Температура в ядрі полум'я досягає 1000°С.
В другій зоні, що називається зварювальною, відбувається неповне згоряння вуглецю за реакцією
4С + 2Н2 + 202 = 4СО + 2Н2.
Завдяки відновному характеру другої зони внаслідок присутності в ній окису вуглецю і водню, а також високої температури цієї частини полум'я, яка досягає 3150° С, метал зварюють другою зоною.
Третя зона називається факелом. В ній за рахунок кисню повітря проходить згоряння окису вуглецю і водню за рівнянням
4СО 4- 2Н2 + 302 = 4С02 + 2Н20.
Температура третьої зони — приблизно 1200° С.
При співвідношенні кисню і ацетилену, більшому 1,2, полум'я має зайвий кисень і стає окислювальним.
Якщо ж це співвідношення буде меншим 1, то полум'я матиме надлишок ацетилену і стане навуглецьованим. Обидва ці види полум'я інколи використовують при зварюванні.
Основними видами з'єднань при газовому зварюванні є стикові. Інші з'єднання (наприклад, внапусток, таврові) застосовуються рідко внаслідок великих деформацій, що утворюються в цьому випадку газозварювальним полум'ям.
Стикові з'єднання при товщині металу до 2 мм зварюють без зазору і без розробки кромок, а іноді з відбортовуванням кромок без присадного металу. Листи товщиною від 2 до 5 мм зварюють без скосу кромок, але з відповідним зазором. При великих товщинах виконують одно-або двосторонній скіс кромок. Кут скосу приймають рівним від(.0 до 90°).
При газовому зварюванні застосовують два способи переміщення пальника: лівий і правий.
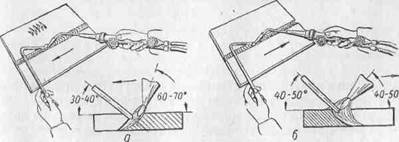
Рис. 7. Способи газового зварювання: а — лівий; б — правий
При лівому способі (рис. 17,а) полум'я пальника переміщується справа наліво і напрямлене на холодний метал, а при правому (рис. 7,6) — зліва направо і напрямлене на гарячий метал.
В першому випадку присадний дріт рухається попереду пальника, а в другому — позаду.
При товщині сталі до 3 мм більш продуктивним є лівий спосіб, а для великих товщин — правий.
Однак при виборі способу газового зварювання керуються не тільки товщиною зварюваного металу, а й положенням шва в просторі. Нижні шви залежно від товщини листів зварюють лівим або правим способом. Вертикальні шви незалежно від товщини з'єднуваних листів виконують тільки лівим способом, а стельові — тільки правим способом.
Як присадний метал при газовому зварюванні сталі використовують той же дріт, що й при дуговому зварюванні (ГОСТ 2246—60).
6. Газопресове зварювання
При газопресовому зварюванні торці або кромки зварюваних виробів нагрівають полум'ям багатосошювих зварювальних пальників до пластичного стану або до оплавлення. Після нагрівання металу до необхідної температури до зварюваних виробів прикладають зусилля тиску
Зварювання в пластичному стані може виконуватись при постійному тиску чи при визначеній температурі. В першому випадку виріб У (рис. 8,а) з ретельно підготовленими торцями зближують до дотику, а потім до них прикладають постійної величини тиск порядку 15— 25 Мн/м2 (1,5—2,5 кГ/мм2).
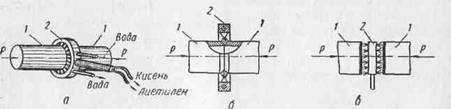
Рис. 8. Схеми основних видів газопресового зварювання: а — в пластичному стані; б — оплавленням з бічним нагрівом; в - торцевим нагрівом
Нагрівають виріб з зовнішнього боку по всьому периметру стику за допомогою контурних пальників 2 доти, поки величина осадки не досягне потрібної межі. Після цього нагрівання припиняється і тиск знімається. Зварювання при заданій температурі в початковий момент часу виконують при невеликому тиску —• 10 Мн/мм2 (1 кГ/мм2).
Після нагрівання виробів до температури порядку 1150—1250°С тиск збільшують до 25—35 Мн/м2 (2,5—3,5 кГ/мм2), при якому і закінчують процес зварювання.
При зварюванні з оплавленням метал нагрівається до початку плавлення. Полум'я пальників у цьому випадку напрямлене на кромки або торці зварюваних виробів. При зварюванні труб або стержнів невеликого діаметра для нагрівання використовують контурні пальники; полум'я їх направляють на кромки виробів (рис. 8,б). При зварюванні великих суцільних перерізів, наприклад, валків, рейок, застосовують пальники з торцевим нагрівом (рис. 8,в). При такому нагріванні пальник 2 вводять в середину зазора і його полум'я направляють перпендикулярно до торцевих поверхонь. Після досягнення необхідного нагрівання пальник забирають, а до нагрітих виробів прикладають зусилля осадки порядку 30—35 Мн/м2 (3,0—3,5 кГ/мм2).
При стиковому зварюванні з оплавленням не потрібна ретельна підготовка торців, яка необхідна при стиковому зварюванні в пластичному стані.
Газопресове зварювання є високопродуктивним механізованим процесом, який забезпечує одержання зварних з'єднань високої якості.
Найбільш широко цей вид зварювання застосовують при спорудженні магістральних газо- і нафтопроводів, при зварюванні рейок виготовленні складаного різального інструменту тощо.
Використана література
1. Соколов И.И. «Газовая сварка и резка металлов», М. «Высшая школа», 1978
2. Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с.
3. Никифоров Н.И., Нешумова С.П., Антонов И.А. «Справочник газосварщика и газорезчика» М. «Академия», 1999
4. Ширшов И.Г., Котиков В.Н. «Плазменная резка», М. «Машиностроение», 1987
| Автоматизація котельні на ТЗВ "Волинь-Шифер" | |
|
Міністерство освіти і науки України Національний університет водного господарства та природокористування Кафедра автоматики та електротехніки ... джерела тиску DMP 331i (для низьких тисків) і DMP 333i (для високих тисків) знаходять універсальне застосування у всіх галузях промисловості. При зниженні тиску газу перед пальниками котлів нижче допустимого необхідно припинити подачу газу в топку (закрити крани і засувки на пальниках, відкрити крани на газопроводах ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Система автоматичного регулювання (САР) турбіни атомної електростанції | |
|
Перелік умовних позначень, скорочень і термінів АЕС - атомна електрична станція АІР - імпульс автоматичного розвантаження АКЗ - активна зона реактора ... 5) електрична частина системи регулювання (датчики: частоти обертання, активної потужності генератора, тиску пари в тракті проміжного перегріву, тиску свіжої пари, керуючого тиску ... - сервомотори автоматичного затвора високого і низького тиску; |
Раздел: Рефераты по физике Тип: дипломная работа |
| Теоретичні основи теплотехніки | |
|
1. Характеристика курсу Дистанційний курс "Термодинаміка та теплотехніка " Загальна кількість кредитів: національних 2 ECTS 3,5 Лекційне навантаження ... Міри боротьби з утворенням накипів в котельнях низького тиску. 1 ф.ат. = 1,033 кГ/см2 - середній атмосферний тиск на рівні моря при t°=0°; |
Раздел: Промышленность, производство Тип: учебное пособие |
| Розширення центральної опалювальної котельні середньої потужності | |
|
Вступ Теплопостачання та енергопостачання споживачів різних категорій здійснюється за допомогою ТЕЦ, ТЕС, центральних та промислових котелень ... В парових котельнях низького тиску живильні пристрої, як правило, складаються з конденсаційних баків і живильних пристроїв. Пальники, які приймаються до встановлення в топці, повинні забезпечувати спалювання заданої кількості палива для отримання теплоносія з потрібною температурою, тиском і хімічною ... |
Раздел: Рефераты по физике Тип: дипломная работа |
| Перспектива збільшення економічності Зуєвської теплової електростанції ... | |
|
Введення Теплові електростанції України становлять основу електроенергетики України. Споруджені в 60 - 80 рр. ТЕС мають 99 конденсаційних енергоблоків ... Ротори середнього й низького тиску, а також низького й генератора з'єднані між собою твердими муфтами, напівмуфти яких насаджені на кінці валів. Підігрів здійснюється пором, що надходить у казан, із проміжних нерегульованих відборів турбіни й виконаний, однонитковим у частині низького й високого тиску. |
Раздел: Рефераты по физике Тип: дипломная работа |