Курсовая работа: Снижение энергозатрат толстолистовых станов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ и науки УКРАИНЫ
ДОНБАССКИЙ государственный техническиЙ университет
Кафедра ОМД и М
Снижение энергозатрат толстолистовых станов (ТЛС)
Выполнил:
ст. гр. ОМД-09-3у
Трофимов С.С.
Проверил:
доцент кафедры
Денищенко П. Н
Алчевск 2010 г.
Введение
Одним из условий успешной хозяйственной деятельности и развития металлургической отрасли в Украине является производство конкурентоспособных высокорентабельных видов металлопродукции. К таким видам металлопродукции в полной мере относится горячекатаный стальной листовой прокат, производимый на реверсивных и непрерывных станах, объем производства которого составляет миллионы тонн в год. При этом специалисты металлургических предприятий и профильных институтов постоянно работают над совершенствованием техники и технологии, стремясь максимально снизить затраты на производство как традиционно производимых, так и осваиваемых вновь видов металлопродукции.
Основными потребителями листового проката являются: судостроительное производство, машиностроение, производство труб больших диаметров для нефте и газовой промышленности, для изготовления ядерных реакторов и т.д.
Считается, что целесообразным и выгодным на ТЛС является прокатка листов шириной b≥2000 мм, по этому современные станы с длиной бочки валка Lб<3000мм не делают.
Основные требования к современным ТЛС:
- Широкий сортамент типоразмеров и марок стали;
- Высокая продуктивность;
- Высокое качество поверхности, высокая точность размеров и формы, высокий комплекс механических свойств;
- Низкий уровень энерго и материальных затрат на получение готовой продукции;
- Возможность автоматизации.
Снижение энергозатрат на получение готовой продукции положительно влияет на рентабельность прокатного производства, по этому стоит наряду с такими важными вопросами как увеличение выхода годной металлопродукции за счет улучшения качества листового проката, снижение расходного коэффициента стали и прокатных валков и др. Это выдвигает в ряд наиболее актуальных проблему научных исследований, обоснования и реализации эффективных ресурсосберегающих технологий производства горячекатаной стали на крупных листопрокатных комплексах.
Прокатный передел занимает 2 место, после доменного производства по затратам энергии на изготовление готовой продукции, причем 95% приходится на долю газа и электроэнергии.
В структуре себестоимости металлопроката в Украине затраты на топливно-энергетические ресурсы составляют 50%, в то время как для промышленно развитых стран этот показатель равняется 20%. Следует также отметить, что российская металлургия движется в направлении развития электрометаллургии, заменяющей технически устаревшие мартеновские печи, и строительства электрометаллургических мини-заводов, где производство 1 т стали требует до 150 кг условного топлива, тогда как на комбинате с полным металлургическим циклом для выплавки такого же количества металла его необходимо 600 кг.
В мире с 1997 по 2005 год было построено и введено в эксплуатацию 13 новых современных ТЛС. По 2 в США, Северной Корее, Китае и по одному – в Египте, Индонезии, Индии, Иране, Малайзии, Швеции и в Таиланде. Так же с 2005 года запустили два стана 5000 в России и еще один достраивают. Появляется всё больше и больше конкурентов на мировом рынке. По этому снижение затрат на производство 1т готового металлопроката, при сохранении высокого комплекса механических свойств – главная задача металлургии Украины.
Конкурентоспособность продукции ОАО "АМК" сейчас достигается тем, что заработная плата металлургов в среднем в 3-4 раза ниже, чем в странах ЕС и даже в России.
Экономия затрат энергии позволит держать планку конкурентоспособности отечественного проката на мировом рынке, а так же позволит повысить заработную плату, что в свою очередь, привлечет высококвалифицированных рабочих и инженеров специалистов на предприятия.
Совмещение НРС и прокатки
Основные энергозатраты прокатного производства приходятся на долю топлива (газа) и электроэнергии. Основные затраты энергии приходятся на период нагрева и подготовку перед прокаткой. При старом металлургическом цикле, с разливкой стали в изложницы, для экономии газа использовался горячий посад слитков в нагревательные колодцы обжимного цеха, т.е. температура их была порядка 500-600о С. Но этот резерв уже давно себя исчерпал.
Самым эффективным на сегодняшний день, в плане экономии энергии, стал способ транзитной прокатки, т.е. соединение непрерывной разливки стали (НРС) с прокаткой.
Почти все современные ТЛС при планировании и строительстве располагают рядом с МНЛЗ, что позволяет использовать тепло еще не остывших литых слябов в полном объеме и экономить значительные объемы энергии. Второй сильной стороной является то, что можно сократить целый передел - убрать обжимные станы, а значит сократить до 25% металла при угаре, обрези усадочной раковины и т.д. Геометрическая форма у литых слябов намного лучше и они имеют точные размеры, в литых слябах значительно меньше внутренних (ликвации, дендриты и др. дефекты, которые возникают в результате охлаждения слитков) и внешних (которые возникают в результате разливки стали) дефектов. Объединение МНЛЗ с ТЛС позволит так же сократить 2-3% металла, который уходит в окалину при нагреве слябов из обжимного цеха перед прокаткой.
Однако на действующих предприятиях этот способ имеет множество недостатков:
- Станы находятся на значительном расстоянии от МНЛЗ, что делает необходимым использование термосов.
- При прокатке из толстых слябов (H>220мм) относительно толстых и узких листов не возникает трудностей, но если сляб тоньше, края остывают настолько, что транзитная прокатка стает не возможной.
- Трудности с соблюдением температурного режима. Даже одинаковые слябы могут поступать в цех с различной температурой.
По этому целесообразно ввести горячий посад литых слябов в нагревательные печи. Это позволит нагревать металл намного быстрее, что сэкономит значительную часть топлива (до 30%) и уменьшит угар метала.
Горячий посад металла
прокатка сталь обжатие энергосберегающий
Выполненный ДонНИИчерметом анализ расхода энергоресурсов для стана 3600 металлургического комбината "Азовсталь" показал, что расход топлива составляет 4300 МДж/т готового проката, 60% тепловой энергии расходуется на нагрев слябов в методических печах. Расход электроэнергии в цехе составляет 335 МДж/т, 15-17% общих затрат электроэнергии расходуется на деформацию металла. Сравнение с аналогичными зарубежными станами показало, что для них характерен в 1,5-2 раза меньший расход топлива при несколько увеличенном расходе электроэнергии на прокатку, что экономически целесообразно при сложившемся уровне цен. Эффективным мероприятием, обеспечивающим снижение энергоемкости производства проката, является горячий посад непрерывнолитых слябов с МНЛЗ в методические печи стана. ДонНИИчермет спроектировал и разработал рациональный процесс транспортировки горячих слябов автослябовозами на базе усовершенствованной конструкции их платформ. Проведена опытно- промышленная прокатка 400 т слябов горячего посада (с использованием железно-дорожных платформ-термосов, подтвердившая возможность и целесообразность внедрения данной энергосберегающей технологии в комплексе МНЛЗ - стан 3600. В результате опытно-промышленных исследований зафиксировано снижение расхода топлива на 80-140 МДж/т листа при одновременном увеличении расхода электроэнергии на прокатку на 5,4 МДж/т при существующих режимах обжатия.
Оптимизация режимов обжатий
Проведенные
ДонНИИчерметом расчеты показали, что при одинаковом числе проходов и
производительности толстолистового стана в большинстве случаев имеется
возможность снизить удельный расход энергии путем увеличения обжатий при
параметре ![]() и снижении
обжатий в пропусках, где
и снижении
обжатий в пропусках, где ![]() .
.
Экспериментальные исследования,
проведенные на стане 3000 металлургического комбината им. Ильича показали, что
удельный расход энергии зависит от распределения обжатий в чистовой клети, где
параметр формы очага деформации ![]() .
.
Как видно из таблицы 1, суммарный удельный расход энергии на прокатку листов из углеродистой стали в чистовой клети из подката 58мм на раскат сечением 9х1640мм при одинаково температурно-скоростных режимах составил для вариантов 1 (обычный режим прокатки) и 2 (усовершенствованный режим) составил соответственно 67 и 58 МДж/т.
Таблица 1 – Относительные обжатия и удельный расход энергии по проходам в чистовой клети стана 3000.
| Номер прохода | Относительные обжатия, % | Удельный расход энергии, МДж/т | ||
| 1 вариант | 2 вариант | 1 вариант | 2 вариант | |
| 1 | 28.5 | 28 | 7.86 | 7,04 |
| 2 | 26 | 34 | 7.72 | 11,1 |
| 3 | 28 | 38 | 9.96 | 15,02 |
| 4 | 30 | 36 | 14.08 | 16,72 |
| 5 | 38 | 15 | 26.4 | 6,08 |
Таким образом по варианту 2 за счет существенного снижения обжатий в последнем пропуске экономия энергии в чистовой клети достигает 15%.
Анализ существующих режимов обжатий на ТЛС показал, что для обеспечения одной и той же производительности может использоваться большое число вариантов схем прокатки. По этому оптимальными должны быть так же варианты, которые обеспечивают минимальный удельный расход энергии при заданной производительности стана.
Известно так же, что только около 50% энергии тратится на саму деформацию, остальная часть тратится на преодоление сил трения, реверс двигателя и т.д. Исходя из этого, рекомендуется так же уменьшить общее число проходов до технологического минимума или сократить количество проходов с малыми обжатиями.
Асимметричная прокатка
Одним из наиболее перспективных методов воздействия на металл является асимметричная прокатка (АП). Лишь в последние 15-20 лет началось широкое исследование и применение АП сначала на станах холодной прокатки, а затем и на станах горячей прокатки. Толчком к этому явилось введение в эксплуатацию рабочих клетей с индивидуальным приводом валков. Практика исследования и применения процессов АП при горячей и холодной прокатке листов свидетельствует о возможности управления при этом практически всем спектром параметров прокатки и служебных свойств листов и полос. К их числу относятся: энергосиловые параметры; условия трения на контакте валок-полоса; геометрические параметры листов; шероховатость поверхности; механические свойства металла; физические свойства; текстура и структура металла.
Наиболее управляемый и эффективный параметр АП соотношение линейных скоростей ведущего VI и ведомого V2 валков, характеризуемое коэффициентом асимметрии аV= VI / V2.
Скоростная асимметрия наряду с улучшением служебных свойств готового проката существенно изменяет степень загруженности трансмиссий ведущего (имеющего большую скорость) и ведомого валков. Нагрузка на трансмиссию и привод ведущего валка возрастает, а ведомый валок и его привод разгружаются вплоть до перехода в генераторный режим.
Исследования влияния основного параметра скоростной асимметрии на энергосиловые параметры прокатки проводились в лабораторных и промышленных условиях. На лабораторном стане 340 моделировали условия прокатки в последних пропусках чистовой клети стана 3000. Использовали свинцовые образцы. Эксперименты показали, что сила прокатки снижается при увеличении коэффициента асимметрии до 1,20. На рисунке 1а представлены опытные и расчетные кривые по формулам авторов работ [2,3]. Из рисунка следует, что опытные и расчетные данные уменьшения силы прокатки до аv = 1.10 близки по значению. При аv > 1.10 рассчитанная по [2] кривая 3 на рисунке значительно расходится с опытной кривой 1 и рассчитанной по [3] кривой 2. Это можно объяснить тем, что формула из работы [2] учитывает только коэффициент асимметрии ау, в то время как формула авторов работы [3] учитывает целый комплекс параметров: частоту вращения валков, относительное обжатие, радиус рабочих валков, толщину подката, жесткость полосы и клети.
На рис. 1б представлена экспериментальная зависимость отношения крутящих моментов на ведущем и ведомом валках от величины коэффициента асимметрии. Кривая имеет гиперболический вид и пересекает ось абсцисс в точке, соответствующей аv = 1.05 . Этот момент соответствует переходу ведомого валка в генераторный режим при отсутствии ещё полной пробуксовки ведущего валка по металлу.
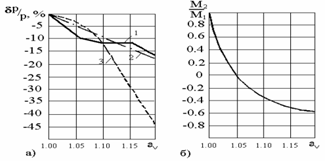
Рис. 1. Энергосиловые параметры при АП свинцовых образцов на стане 340: δР - изменение силы прокатки; Р - сила прокатки; М1 и М2 - крутящие моменты на ведущем и ведомом валках.
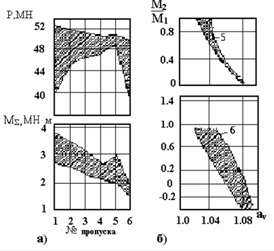
Рисунок 2 – Результаты экспериментальных исследований на стане 3000 при обычной (а) и асимметричной (б) прокатке: 5 и 6 – номера пропусков.
Промышленные эксперименты были проведены в условиях чистовой клети толстолистового стана 3000 Мариупольского металлургического комбината им. Ильича. При контролируемой прокатке особое значение для формирования всего комплекса служебных свойств готовых листов имеют последние пропуски в чистовой клети. Для определения допустимого значения коэффициента асимметрии аv провели анализ загруженности чистовой клети стана 3000 по силе прокатки Р, крутящим моментам на ведущем и ведомом валках, суммарному крутящему моменту (М∑) и среднеквадратичному току приводов. Чистовая клеть стана 3000 рассчитана на максимальную силу прокатки 68,7МН и крутящий момент 4,9 МН*м. Эксперименты показали, что загрузка клети при прокатке в симметричном режиме в двух последних пропусках не превышает 75 % по силе прокатки и 58 % по крутящему моменту (рис. 2а), что позволяет использовать в них режимы АП.
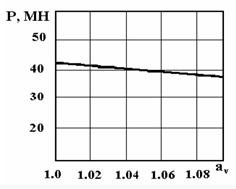
Рис. 3. Зависимость силы прокатки от коэффициента асимметрии, аv, вычисленного по формуле (1)
В результате статистической обработки экспериментальных данных методом наименьших квадратов получено уравнение для силы прокатки:
Р = 62.72 - 21аv(1)
По уравнению (1) построена зависимость силы прокатки от коэффициента асимметрии (рис.3). Анализ полученных результатов показал небольшое (до 10 %) снижение силы прокатки при увеличении коэффициента асимметрии до 1.10. Это объясняется большой жесткостью раската при контролируемой прокатке и следует из зависимостей, приведенных в работе [4], так как
δРт /δРр = 1 + Сп /Ск,,(2)
где δРт и δРр - теоретическое и регистрируемое месдозами изменение силы прокатки; Сп и Ск - жесткость полосы и клети.
При контролируемой прокатке Сп =20...32 МН/мм, Ск = 8 МН/мм, а δРт /δРр =3,5.. .5. Так как по расчетам для условий стана 3000 величина δРт /Р составляет 5.. .10 %, то регистрируемая величина δРт /Р находится в пределах ошибки измерения. Суммарный крутящий момент при значении аv до 1.10 увеличился на 5...10 %. Однако при АП существенно перераспределяются крутящие моменты на валках (рис.2б). При коэффициенте асимметрии аv до 1.10 крутящий момент на ведущем валке в последних пропусках не превышал 2 МН*м, а суммарный крутящий момент 2,4 МН*м и 2 МН*м соответственно в предпоследнем и последнем пропусках. Среднеквадратичный ток привода ведущего валка, определяющий его нагрев за цикл при контролируемой прокатке, по симметричному режиму и при реализации АП в одном и двух пропусках составил соответственно 70..80%, 80..90% и 83..97% от допустимого. Таким образом, работу в режиме АП по условиям нагружения клети и привода можно применять в последних двух пропусках. При этом загрузка привода по силе прокатки, крутящему моменту и среднеквадратичному току находится в допустимых пределах. Во избежание неравномерности загрузки трансмиссий валков по крутящим моментам в последних двух пропусках ведущий и ведомый валки следует менять местами, что обеспечит постоянство эквивалентной нагрузки, ответственной за усталостную прочность деталей главной линии стана. Режимы АП могут быть использованы на других предприятиях при реконструкции листовых станов в процессе перевода клетей на индивидуальный привод валков. Исходя из экспериментальных данных можно сделать выводы об эффективности ассиметричной прокатке в связи с уменьшением силы прокатки до 10% , а следовательно и снижение расхода электроэнергии, получение более точных размеров и хорошее качество поверхности металла.
Энергосберегающие технологии индукционного нагрева
Структурные изменения в металлургической промышленности привели к широкому использованию технологий индукционного нагрева металлов. В частности, индукционный нагрев слябов перед прокаткой позволяет существенно повысить качество проката и выход годного металла
Наиболее экономически выгодный подход, снижающий стоимость нагрева тонны металла при существенном уменьшении окалинообразования и обезуглероживания, заключается в нагреве металла после выхода из газовой печи (900-1150 °С) до температуры прокатки (1150-1250 °С).
Проблему нагрева-подогрева слябов можно разделить на две части: нагрев из холодного состояния (или подогрев "толстых" слябов толщиной 200-300 мм) и подогрев на участке промежуточного рольганга между черновыми и чистовыми клетями прокатного стана стойких слябов (полосы подката) толщиной 20-50 мм. После разработки установок непрерывной разливки стали с толщиной сляба 20-50 мм исчезла стадия предварительной прокатки, однако необходимость подогрева слябов осталась. В обоих случаях индукционный нагрев может использоваться для формирования требуемого температурного поля сляба перед чистовой прокаткой.
В промышленности для нагрева слябов используются разнообразные типы индукционных печей. Наибольшее распространение получили овальные индукторы с продольным магнитным полем.
В настоящее время реализованы три типа установок для нагрева толстых стальных слябов перед прокаткой. Наиболее распространены следующие установки:
- нагреватели периодического действия с вертикальным размещением овальных индукторов, которые охватывают сляб, стоящий на узкой грани. Очевидно, реализация такой схемы размещения индукторов возможна только для относительно толстых слябов. Индикаторы, охватывающие сляб по широкой грани, получили название индукторов Росса — по имени главного специалиста компании Николаса Росса . Они были внедрены на производстве McLouth Steel в г. Трентоне (США)
- нагреватели непрерывного действия, состоящие из линии горизонтально расположенных овальных индукторов. Слябы непрерывно перемещаются по роликам, расположенным между индукторами. Типичная установка реализована в Лулэо, (Швеция);
- нагреватели непрерывного действия, состоящие из линии горизонтально расположенных овальных индукторов с возвратно-поступательным движением слябов. Наиболее известная установка, состоящая из 7 индукторов общей мощностью 42 МВт, реализована на производстве Geneva Steel в США.
Каждая из конструкций нагревателя обладает своими достоинствами и недостатками, и в каждом конкретном случае выбор зависит от многих факторов. Целесообразно провести сравнительный анализ этих трех типов ИНУ (индукционная нагревательная установка) по различным критериям.
КПД системы. При нагреве слябов одинаковой длины и на одной частоте КПД для этих трех типов нагревателей будет примерно одинаков.
Изменение длины нагреваемых слябов будет сказываться только на КПД индукторов Росса. При изменении ширины нагреваемых слябов в индукторах Росса могут возникнуть проблемы с равномерностью температурного поля из-за продольного краевого эффекта. В установках с возвратно-поступательном движением слябов, при уменьшении ширины сляба более чем в два раза от максимальной, предусмотрен одновременный нагрев двух слябов. Например, для поддержания высокого КПД и производительности при нагреве слябов различной длины и ширины в ИНУ, установленной в Geneva Steel, имеется возможность нагревать либо 2 сляба, расположенных рядом друг с другом, либо 4 сляба, расположенных двумя парами.
Удобство транспортировки. При использовании индукторов Росса транспортировка представляет ряд трудностей, связанных с вертикальным расположением слябов и их устойчивостью на узкой грани. Также для индукторов Росса отсутствие футеровки во время транспортировки ведет к увеличению тепловых потерь с поверхности загрузки.
Удаление окалины. При нагреве образуется окалина, которая, осыпаясь, попадает на элементы конструкции индуктора, и, тем самым, является одной из причин выхода ИНУ из строя. Наиболее приспособлены к удалению окалины индукторы Росса.
Потребность в буферной зоне на выходе индуктора. ИНУ на основе периодических индукторов Росса и ИНУ с возвратно-поступательным движением сляба не нуждаются в буферных зонах на выходе установки. И, как преимущество, можно отметить, что в случае кратковременной остановки прокатного оборудования они могут использоваться в режиме термостатирования. Однако для ИНУ непрерывного действия возникают проблемы неравномерного распределения температуры в продольном сечении при нагреве длинных слябов. Начало сляба, покинув последний индуктор, подвергается остыванию, в то время как конец сляба все еще остается в ИНУ и продолжает нагреваться. Для решения этой проблемы можно менять мощность на последнем индукторе, перегревая начало сляба или используя на выходе ИНУ термостатирующую буферную зону. В качестве буферной зоны можно применять простейшую газовую печь, работающую в режиме компенсации тепловых потерь с поверхности загрузки, или же использовать тепловые экраны.
Конечное температурное поле. Для нагрева стальных слябов одинаковой толщины и ширины равномерность конечного температурного поля будет при правильном выборе частоты приблизительно одинакова.
Занимаемая площадь. Одно из преимуществ ИНУ в сравнении с газовыми печами — небольшая рабочая площадь. При сравнении различных типов ИНУ самые лучшие показатели у установки с возвратно-поступательным движением. Ее длина определяется максимальной длиной нагреваемых слябов. ИНУ, использующая периодические индукторы Росса, также занимает небольшую площадь (слябы размещаются вертикально), но для обеспечения необходимой производительности приходится использовать параллельно несколько линий (на McLouth Steel— 6 линий по 3 индуктора). Наихудшие показатели у непрерывного индуктора, его длина определяется из условия достижения нужного температурного поля и, как правило, намного больше, чем у ИНУ с возвратно-поступательным движением загрузки. Исходя из этого, можно сделать вывод, что он менее всего подходит для нагрева стальных слябов от начальной температуры окружающей среды.
Из вышесказанного следует, что установка с возвратно-поступательным движением загрузки более универсальна и может использоваться как для нагрева, так и для подогрева слябов различной длины и ширины, и эта концепция была использована при разработке и внедрении индукционной установки мощностью 42 МВт для Geneva Steel (Utah, USA).
Комбинированная работа индукционной нагревательной установки совместно с газовой печью.
Доведение температурного поля сляба до необходимых кондиций непосредственно перед прокаткой можно осуществлять в индукционных нагревателях благодаря ряду преимуществ, таких как хорошие энергетические показатели, высокая скорость нагрева, небольшие габариты установок и т.д.
Но исследования ERPI Center for Materials Production (Pittsburg, USA) показывают, что, несмотря на хороший КПД и равномерный нагрев, применение только индукционного нагрева часто оказывается слишком дорогим, особенно, в случае с тонкими слябами. Рекомендуется применять систему, которая бы использовала газовую печь для основного нагрева и применяла бы индукционную технику для тонкого регулирования температуры только перед самой прокаткой.
Следует отметить, что экономические оценки для выбора метода подогрева должны учитывать специфику страны и местоположение завода, так как эти факторы будут оказывать влияние на стоимость электроэнергии и газа. Исходя из экономической выгоды, возможен выбор либо газового, либо индукционного оборудования, либо их комбинации.
Установки индукционного нагрева потребляют на 73-80 % меньше конечной энергии, чем газовые установки. Следующим преимуществом индукционных установок являются широкие возможности регулирования нагрева, что приводит к повышению качества продукта и увеличению срока службы прокатного стана. Выбор же некоторых предприятий в пользу газовых установок для подогрева кромок вызван относительно высокой стоимостью индукционного оборудования и нередко очень высокой ценой на электроэнергию.
В прокатном производстве, где необходимо нагревать слябы от комнатной температуры до температуры прокатки, индукционные установки составляют лишь незначительную долю нагревательного оборудования. В принципе, и здесь можно сократить потребление конечной энергии и окалинообразования путем использования индукционного нагрева, но эти преимущества незначительны в связи с тем, что техника пламенных печей высокоразвита, и поперечные сечения нагреваемого материала велики, и, следовательно, преимущества ИНУ не так значительны, так как выравнивание температуры по сечению заготовки происходит, в основном, за счет теплопроводности материала (так же, как и для газовой печи). Даже длительное время разогрева газовых печей не сильно сказывается на потреблении конечной энергии. Поэтому чисто индукционный способ нагрева слябов от комнатной температуры рекомендуется в том случае, если качество продукта определенно является приоритетной задачей, или если доступен источник дешевой электроэнергии.
Определение метода нагрева по экономическим показателям (полученным из расходов на капитальные вложения, конечную энергию, применяемый материал, техническое обслуживание и т.д.) часто приводит предприятие к выбору пламенных методов нагрева. При этом даже присущий этим методам низкий КПД процесса не может ничего изменить, поскольку затраты на ископаемые горючие материалы сегодня значительно ниже, чем на электроэнергию.
В связи со сказанным хочется отметить, что гибридная система, состоящая из газовой и индукционных печей, включает в себя ряд положительных моментов, присущих каждой из них в отдельности. Она требует меньше места, чем только газовая система, и предоставляет большую гибкость. Удобно использовать газовую печь как буфер слябов в случае кратковременной поломки прокатного оборудования, и применение ИНУ дает возможность понизить температуру газовой печи, тем самым будет снижено количество образующейся окалины.
Низкотемпературная и "сухая" прокатка
Рассматриваются два новых для ТЛС способа, которые почти не требуют для своего внедрения капитальных расходов. Это низкотемпературная прокатка (НТП) и так называемая „сухая" прокатка.
Сущность НТП заключается в значительном, на 100..400°С, уменьшении температуры начала прокатки. НТП относительно давно и успешно применяется на тонколистовых широкополосных станах, а также на проволочных и сортовых станах. Проведенные исследования показали, что благодаря снижению температуры начала прокатки достигнута экономия энергии 120 Мдж/т на среднесортном стане и 195 Мдж/т - на мелкосортном. В Швеции на заводе фирмы Fagerstad AB Osterbyverken при прокатке мелкого сорта квадратного сечения 10,5х10,5 мм из заготовок диаметром 70 мм углеродной стали показана возможность снижения температуры начала прокатки с 1150 до 750°С, то есть на 400°С . Установлено также, что для прокатки заготовок пружинной, подшипниковой, инструментальной и нержавеющей сталей допустимо снижать температуру начала прокатки до 800-950°С. Снижение затраты энергии составило от 306 до 468 Мдж/т. При прокатке среднеуглеродистых сталей ~80% энергии тратится на нагрев металла до 1150°С. При снижении этой температуры до 750°С качество продукции остается соответствующим стандартам Швеции, а затрата энергии, невзирая на увеличение нагрузки двигателей стана, уменьшается. При снижении температуры прокатки нержавеющих сталей до 800-950°С затраты энергии уменьшаются на 13-20%.
Однако до настоящего времени не известны факты внедрения или хотя бы исследования возможности ведения НТП на ТЛС. Причина - в особенностях скоростного режима прокатки на реверсивных станах, к которым относятся все ТЛС. В отличие от непрерывных станов, где скорость прокатки доходит до 25 м/с и более, время охлаждения при транспортировке раскатов от клети к клети небольшое, на ТЛС, при максимальной скорости 6 м/с, длительность пауз между проходами, особенно в чистовой клети, значительно больше. Увеличение скорости прокатки невозможно. Поэтому при существенном снижении температуры нагрева металла температура конца прокатки становится настолько малой, что процесс деформации становится невозможным.
Но в принципе можно так изменить тепловой балансу прокатки на ТЛС, что металл не будет охлаждаться до недопустимой температуры.
Очевидно, что для прокатки металла с существенно уменьшенной температурой необходимо уменьшать обжатия, следовательно, увеличивать количество проходов. Это приведет к большему приходу тепла от работы пластической деформации. При этом, конечно, будет увеличиваться и время охлаждения, следовательно, потери тепла металлом. Результат будет зависеть от того, который из этих процессов будет преобладать. Поскольку процесс прокатки зависит от очень многих факторов, то характер изменения составных теплового баланса можно установить только математическим моделированиям.
Установлено, что потери тепла излучением при НТП уменьшаются до 70%, и это следствие того, что потери, соответственно закону Стефана-Больцмана, зависят от 4й степени абсолютной температуры. Потери тепла теплопроводностью валкам линейно зависят от перепада температур и по этому уменьшаются при снижении температуры метала в меньшей степени. Приход энергии от диссипации энергии пластической деформации, если прокатка ведется в одинаковых энергосиловых условиях, зависит только от числа проходов. Уменьшение температуры раската влечет уменьшение обжатий, а в следствии увеличение числа проходов. Обычно в черновой клети ТЛС совершается 5-7 проходов, а в чистовой 9-11. Увеличение числа проходов до 9-15 целиком допустимо. Т.о. приход тепла только за счет тепла деформации может увеличится в 1.5 раза.
„Сухая" прокатка заключается в исключении попадания воды из систем охлаждения валков на прокат благодаря установлению замкнутых систем охлаждения. Ее эффективность в первую очередь зависит от тщательности изоляции раскатов от охлаждающей жидкости, потому как вода забирает наибольшее количество тепла при контакте с поверхностью. Поэтому при разработке замкнутых систем охлаждения важнейшим моментом является создание надежных уплотнений между валками и неподвижными деталями системы. Эта проблема решена в патенте 35811 Україна, А, B21B27/10.
Моделирование процессов НТП и „сухой" прокатки было выполнено с помощью разработанной на кафедре ОМД и М ДонГТУ программы, в основу которой положена математическая модель теплового баланса раскатов листовых станов.
Моделировался процесс прокатки на трех ТЛС - 2250 ОАО АМК с минимальными енергосиловими возможностями, 3600 „Азовсталь" с максимальными и на типичном отечественном стане 2800 ОАО АМК (до реконструкции), энергосиловые возможности которого можно считать средними. На рис. 1 показано изменение температуры при прокатке листа 16х1700х6000 из сляба 280х1250х1690 на стане 2800 при обычной технологии с температурой начала прокатки tнп=1180оС и при низкотемпературной при tнп=850оС
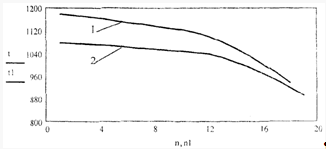
Рисунок 1 – Изменение температур по проходам. 1 – обычная технология; 2 – НТП;
На рис.2 показано изменение температуры при прокатке листа 8х1700х6000мм из сляба 180х1050х1540мм на стане 2800 при НТП (1) с температурой начала прокатки tнп=1140оС и НТП совместно с "сухой" прокаткой (2) при tнп=850оС
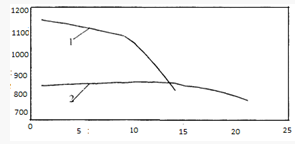
Рисунок 2 – Изменение температур по проходам в чистовой клети при комбинированной технологии. 1 – НТП; 2 – НТП и "сухая" прокатка;
В результате исследования пришли к таким выводам:
1. При увеличении числа проходов и прокатке с усилием и моментами, которые не превышают допустимых, ведение НТП на ТЛС полностью возможно, поскольку температура конца прокатки tкп не будет ниже допустимой.
2. Допустимая минимальная температура начала прокатки tнп в первую очередь зависит от допустимой температуры конца прокатки tкп. При уменьшении с 860°С до 770°С при прочих равных условиях tнп уменьшается с 1080°С до 900°С, то есть в два раза больше, чем уменьшилась tкп. Поэтому НТП следует вести из как можно меньшей tкп. Ограничением здесь есть попадание в зону перекристаллизации, где повышается вероятность хрупкого разрушения при деформации.
3. Увеличение ширины листов приводит к уменьшению tнп: при изменении ширины с 1700мм до 2599мм tнп снизилась до 1025°С, то есть на 125°С. Это обусловлено ростом усилий и моментов прокатки при увеличении ширины штабы. Увеличение усилий и моментов приводит к увеличению числа проходов, следовательно, к росту длительности охлаждения, поскольку удельный приход тепла от диссипации энергии пластической деформации остается на прежнем уровне.
4. НТП тонких листов связана со значительными трудностями связанных с быстрым охлаждением тонкой полосы в чистовой клети. Для обеспечения минимально допустимой tкп в этом случае придется поднимать tнп до 1140°С, то есть это уже фактически не НТП. Если tнп снизить до 900°С, то за 17 проходов в черновой клети стана 2800 и 10 - в чистовой лист 8x1700x6000 мм из стали 65Г будет иметь 639°С, что не реально.
5. Эффективность НТП, особенно при прокатке тонких листов, можно повысить за счет "сухой" прокатки в чистовой клети. В этом случае tнп снижается существенно - до 850°С, то есть на 350-400°С по сравнению с обычной, высокотемпературной прокаткой.
6. При значительном снижении tнп в черновой клети прокатка толстых раскатов является практически изотермической, поскольку выделение тепла при пластической деформации полностью компенсирует его потери при охлаждении. При определенных условиях температура металла в черновой клети даже повышается по сравнению с начальной на ~50°С. А поскольку в чистовой она падает к tнп, то такую прокатку целесообразно называть квазиизотермической.
7. НТП самых тонких (5 мм) и широких (3200 мм)листов невозможна, поскольку минимальная tнп, что обеспечивает допустимую tкп, составляет 1200°С. Для снижения tнп следует применять одновременно НТП и "сухую" прокатку в чистовой клети. В этом варианте tнп можно снизить до 950°С.
8. Применение НТП на ТЛС с незначительными енергосиловими возможностями (типа стана 2250) малоэффективное, поскольку придется увеличивать число проходов (с соответствующим падением производительности стана) к явно неприемлемому уровню - в черновой клети до 21, а в чистовой - до 17. При умеренном числе проходов снижения температуры начала прокатки незначительное – близко 50°С.
9. НТП на более могучем ТЛС 3600 обещает быть существенно эффективнее, чем на стане 2800. При прочих равных условиях tнп снижается сравнительно с tнп на стане 2800 на 185°С и составляет 840°С.
10. Проведенное исследование позволяет утверждать, что для НТП толстых листов целесообразно использовать станы с клетями, которые имеют большие допустимые усилия прокатки и мощные двигатели, поскольку это позволяет в большей степени снижать температуру начала прокатки.
11. Увеличение затраты электроэнергии, обусловленное увеличением количества проходов, на мощных станах незначительное. Учитывая низкий КПД нагревательных печей сравнительно с КПД электропривода, можно утверждать, что увеличение затраты электроэнергии намного будет перекрываться экономией газа на нагревание металла.
Все вышеуказанное позволяет рекомендовать НТП и "сухую" прокатку как эффективные способы уменьшения затрат газа при производстве толстых листов на реверсивных станах. НТП – высокоэффективный и доступный способ. Для его внедрения не нужны значительные изменения в оборудовании и возможно при минимальных капитальных затратах. Однако НТП для толстых листов можно использовать только со станами, которые имеют высокие допустимые усилия, моменты прокатки и имеют мощные двигатели.
На станах со слабыми энергосиловыми характеристиками НТП ведет к значительному снижению производительности. НТП позволяет экономить металл за счет угара и улучшает его механические свойства.
Использование электромагнитного поля
Взаимодействие деформируемого металла с электрическим током и с ускоренными электронами еще мало изучено. В последнее десятилетие установлено наличие резкого снижения сопротивления металла деформированию и повышение его пластичности под влиянием электрического тока большой плотности (порядка 105 А/см2) или под влиянием интенсивного электронного облучения. Явление это было условно названо электропластическим эффектом. Некоторые исследователи называют его электронно-пластическим эффектом, подчеркивая этим независимость обнаруженного явления от способа энергетического воздействия на деформируемый металл - электронного или электрического.
Импульсы тока или облучения имеют длительность 10-5 — 10-4 с, что на несколько порядков меньше длительности стимулированных ими скачков деформации в кристаллах. Поэтому указанное воздействие является, по существу, толчками в электронной и фононной подсистемах кристаллов, вызывающими преодоление отдельными дислокациями и группами препятствий, размножение и взаимодействие дислокаций, т.е. интенсифицирует пластическую деформацию металла.
Стимулирование пластической деформации металлических кристаллов короткими импульсами открывает новые возможности в области исследования скачкообразной деформации и упрочнения кристаллов. Подобный метод воздействия повышает однородность деформации кристаллов, позволяет управлять процессами зарождения и развития дислокационной структуры, расширяет область пластической деформации перед хрупким разрушением.
Использование тока высокой плотности в зоне деформации технически важных материалов позволяет интенсифицировать процесс обработки их давлением, что особенно важно для тугоплавких и труднодеформируемых металлов и сплавов. Сокращается число технологических переходов, расход дорогостоящего обрабатывающего инструмента и улучшаются физико-механические свойства материала после обработки.
Магнитное поле позволяет повысить качество проката при снижении энергозатрат. Указанная цель достигается тем, что в способе прокатки полос, включающем пропускание электрического тока и пластическую деформацию , импульсный электрический ток пропускают после очага деформации. Импульсный электрический ток пропускают через поперечное сечение прокатываемой полосы нормально к его поверхности. Дополнительно импульсный электрический ток пропускают вдоль полосы на расстоянии 100 - 150 мм. Амплитуда импульсного тока 6 - 50 кА, длительность импульса 0,05 - 0,15 с, длительность паузы между импульсами 0,05 - 1,5 с. Изобретение обеспечивает повышение пластичности поверхности слоев при сохранности валков.
Заявленный способ осуществляется следующим образом. При продольной прокатке в прокатной клети раскат подвергается обжатию рабочими валками под действием опорных валков. В очаге деформации между рабочими валками пластической деформации подвергается не весь объем металла, а только его небольшая. В этом слое в 4...7 раз больше насыщение кислородом и азотом, а содержание скалярной и избыточной плотности дислокаций выше на два порядка, чем в исходном металле. Импульсный электрический ток от источника электрического тока , проходя между контактными роликами установленными попарно-соосно с обеих сторон полосы через поперечное сечение прокатываемой полосы , способствует удалению и увеличению подвижности избыточных дислокаций, удалению из наклепанного слоя кислорода и азота. Параметры импульсного тока - длительность импульса, длительность паузы между импульсами и сила тока в импульсе (амплитуда импульса), задаются с помощью преобразователя, запитываемого от промышленной сети.
В результате импульсный электрический ток будет проходить как через поперечное сечение полосы между роликами, так и вдоль проката по наклепанному слою. Сила тока тем больше, чем больше площадь поперечного сечения полосы и чем больше процентное содержание углерода в стали. Длительность импульса увеличивается с увеличением степени обжатия и толщины наклепанного слоя. Длительность паузы выбирается в зависимости от геометрии зоны воздействия, которая тем больше, чем больше мощность импульсного тока. Параметры импульсного тока подбираются экспериментально в пределах: сила тока - 6...50 кА, длительность импульса - 0,05... 0,15 с, длительность паузы - 0,05...1,5 с. При пропускании импульсного электрического тока как через поперечное сечение проката, так и вдоль нее выделяется большое количество тепла (согласно закону Джоуля-Ленца), что приводит к значительному нагреву металла в этих областях (до 750oC и выше). Температура нагрева зависит от значения силы тока и длительности импульсов: чем они выше, тем выше температура. Этот способ исключает прохождение электрического тока через рабочие и опорные валки и, следовательно, снижение их срока службы из-за эрозионных процессов. Качество проката повышается за счет освобождения захваченного в очаге деформации азота и кислорода и снятия остаточных напряжений после прокатки. Прохождение тока по деформированной полосе позволяет преодолеть дислокационные препятствия за счет электронно-дислокационного взаимодействия, повысить пластичность поверхностных слоев на 40%.
Это позволяет на 10-15% снизить энергозатраты на прокатку.
Применение технологических смазок
Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, возможного существенного загрязнения охлаждающей воды отходами смазки. Трудности их применения усугубляются тем, что, как правило, станы этого типа обладают маломощным и перегруженным циклом оборотного водоснабжения. Содержание масел в оборотной воде может достигать 100 мг/л и более.
Требования, предъявляемые к технологической смазке при горячей прокатке, зачастую находятся в противоречии друг к другу. Удовлетворительное решение этих вопросов может быть осуществлено лишь путем целевой разработки новых смазочных материалов, учитывающих специфику их применения. Выбор новых смазок сопряжен с необходимостью обширных экспериментальных исследований, которые могут быть в основном выполнены в лабораторных условиях с последующей промышленной проверкой.
По данным технической литературы, одним из материалов, перспективных для использования в качестве технологической смазки при горячей прокатке, являются полимеры. Было изготовлено и опробовано более 60 образцов предполагаемой технологической смазки на основе полимерных материалов. По химической природе они составляют четыре группы материалов: эпоксидные олигомеры, азотосодержащие соединения, сложные эфиры жирных кислот, высокомолекулярные гидроксилсодержащие соединения. При горячен прокатке стальных образцов толщиной 10-12 мм (при ε = 20-25 %) применение указанных технологических смазок обеспечивало снижение силы и момента прокатки на величину до 20 %, в то время как при использовании минерального масла Ц-24 этот показатель не превышал 9%.
Материал первых трех групп, обеспечивая сравнительно эффективность в качестве технологической смазки, обладает рядом недостатков, основными из которых являются высокая растворимость в воде, горючесть с высоким пламенем и обильным дымовыделением, специфический запах и т.д. Достоинством высокомолекулярных гидроксилсодержащих соединений (ВГС) является то, что при эффективности не ниже первых трех групп полимерных материалов они лишены отмеченных выше недостатков. В практике эксплуатации машин и механизмов известно применение ВГС (в виде полиалкиленгликолей) для улучшении смазочной способности применяемых при этом смазок. Одним из промышленных продуктов класса полиалкиленгликолей являются лапролы.
Лапролы обладают хорошей смазывающей способностью, высокой температурой воспламенения и вспышки, малой летучестью, инертностью к металлам, стойкостью к образованию осадка. Практически все марки лапрола одинаково влияют на снижение силы прокатки. Однако учитывая, что с увеличением молекулярной массы лапролов уменьшается их растворимость в воде и летучесть, для приготовления технологической смазки предпочтительнее применять лапролы 1052, 2002 и 3002.
На основе полиалкиленгликолей разработан новый смазочный материал УП-6-116-1, который представляет собой смесевую композицию и, кроме лапрола, содержит следующие добавки: основание Манниха (0,1—1,0 мас. ч) и диглицидный эфир (0,2—40 мас. ч). Добавки стабилизируют смесь и повышают ее антикоррозионные свойства. Горячая прокатка тонких (h = 2,5..2,7 мм) стальных образцов с указанной смазкой на лабораторном стане показала снижение силы прокатки на 23—31 %, а толстых (h = 10-12 мм) — в среднем на 21 %. Смазку наносили на валки в чистом виде. Смазка УП-6-116-1 представляет собой жидкость от светло-желтого до светло-коричневого цвета. Смазка нерастворима и воде, растворяется в спирте, эфире, ацетоне. Температура вспышки 236оС, а воспламенения 246оС, вязкость при 25°С - 0,08 Па∙с, кислотное число 0,2 мг КОН/г, а рН =7. Плотность 1,05 г/см3, зольность 0,02 %, содержание воды 0,1 %. Коэффициент теплопроводности равен 0,523 Вт/(м∙К), а коэффициент температуропроводности 25,8∙10-8
Разработаны и согласованы санитарно-эпидемиологической станцией Минздрава Украины технические условия ТУ 6-05-241-407-84 "Технологическая смазка УП-6-116-1". Все компоненты смазки выпускаются отечественной промышленностью.
Смесевая композиция УП-6-116-1 может быть получена на существующем оборудовании химического производства или с использованием оборудования системы технологической смазки, установленной в прокатном цехе. Разработана технологическая инструкция по приготовлению смазки УП-6-116-1.
На промышленном стане смазка УП-6-116-1 применяется в виде 3 %-ной водомасляной смеси при расходе чистого смазочного материала 20—40 г/т проката. Смазка успешно опробована на толстолистовых станах 2300 Донецкого, 2850 Ашинского металлургических заводов и 2800 ОХМК. Применение технологической смазки не нарушает устойчивость прокатки, не приводит к образованию открытого пламени, дымовыделению и специфического запаха, прокатка с применением данной смазки но толстолистовом стане позволяет улучшить технико-экономические показатели производства толстолистового проката без привлечения традиционных дефицитных смазочных материалов. Смазка УП-6-116-1 может применяться и на других станах горячей прокатки.
На основании экспериментального исследования смазки УП-6-116-1 в лабораторных условиях и на стане 2300 применение этого материала в качестве технологической смазки не приводит к химическому загрязнению охлаждающей воды. Прокатка со смазкой не способствует дополнительному загрязнению металлических и бетонных поверхностей оборудования и сооружений цикла оборотного водоснабжения. Не выявлено наличия отходов смазочного материала в окалине первичного отстойника. Последнее можно объяснить небольшим расходом чистого смазочного материала, высокой степенью его использования в очаге деформации (до 85 %) и применением контактных устройств для подачи смазки на валки, а также сравнительно небольшой продолжительностью применения смазки (7 суд). Выявлена некоторая тенденция к интенсификации осаждения окалины в воде вторичных отстойников. Окончательное заключение о наличии технологической смазки в воде оборотного цикла будет получено на основании результатов ее длительного промышленного применения. Математическое моделирование, выполненное ВНИПИЧЭО для условий Донецкого металлургического завода, показало, что при длительном применении накопление смазочного материала в оборотной воде может составить 0,18 мг/л. Качественное масс-спектральное исследование продуктов термодеструкции смазки УП-6-116-1 (при t = 700 °С) показало, что она сгорает полностью с образованием воды, углекислого газа и моноксида углерода (следы). По данным Донецкой городской санитарно-эпидемиологической станции, содержание СО и С02 в зоне рабочей клети при применении смазки УП-6-116-1 на стане 2300 не изменилось.
Влияние смазки на условия горячей прокатки
Природа положительного влияния технологической смазки на условия горячей прокатки объясняется несколькими гипотезами, что свидетельствует об отсутствии однозначного решения этого вопроса. Так как применяемая на толстолистовых станах синтетическая смазка (на основе полимеров) существенно отличается от традиционных смазочных материалов, выполнено исследование влияния смазок обоих классов на условия в очаге деформации.
Исследования выполнены в условиях лабораторного двухвалкового стана со стальными валками диаметром 260 мм. На валки устанавливали бандажи из стальной полосы, на которые перед прокаткой наносили полимерную смазку или минеральное масло. Образец из коррозионностойкой (нержавеющей) стали, нагретый до 960 °С ( Н = 5 мм, В = 40 мм, L = 700 мм, ε = 10-12 %), прокатывали за один пропуск с последующим охлаждением раската на воздухе. При прокатке на поверхность валка подавали воду под давлением 0,15-0,2 МПа.
Исследованию подвергали поверхность бандажей в месте контакта его с прокатываемым металлом и поверхность образца. При этом фазовый состав и степень окисленности рабочей поверхности бандажей и горячекатаного металла изучали методами полного количественного рентгенофазового анализа и электронной микроскопии на дифрактометре ДРОН-2 и трансмиссионном электронном микроскопе JЕМ-200СХ методом двухступенчатых реплик. На поверхности бандажа при прокатке со смазкой установлено наличие тонкого и несмываемого водой твердого слоя и оксидов железа FеО, Fе2О3 и Fe3O4. Рентгенограммы свидетельствуют о том, что содержание оксидов в выявленном слое при использовании синтетической смазки меньше, чем при использовании минерального масла.
По данным электронномикроскопических исследований, толщина слоя составляет 0,1-0,4 мкм. Он представляет собой множество участков размером 0,1-1,0 мкм. Качество пленки (большая равномерность участков, больший их размер, меньшее количество оксидов железа) лучше при прокатке с синтетическим материалом по сравнению с минеральным маслом. Пленка при прокатке с полимерным материалом сохраняется даже после прокатки пяти образцов после одноразового нанесения смазки.
Количественный рентгенофазный анализ показал, что применение синтетической технологической смазки по сравнению с минеральным маслом способствует увеличению магнетита (79% против 52%) в окалине горячекатаного листа и снижению вюстита (12% против 19%). Это обстоятельство свидетельствует о снижении окисляемости горячекатаного листа. Очевидно, это связано с окислительно—восстановительной атмосферой (CO - С02 ), получаемой при деструкции синтетической смазки в очаге деформации.
Коэффициент температуропроводности исследованного синтетического материала составляет 25, 8-8 м2/с, что почти в 60 раз меньше значения этого параметра для воды и незначительно отличается от данного параметра для минерального масла. Известно, что минеральные масла характеризуются хорошими экранирующими свойствами и обеспечивают снижение температуры поверхности валков в очаге деформации на 20-25 °С . Численные значения критерия Прандтля, рассчитанные для синтетической смазки и минерального масла "турбинное-22", равны 232,6 и 290,3. Близость этих величин свидетельствует о незначительном отличии тепловых потоков в условиях применения синтетического материала и минерального масла, т.е. о высоких экранирующих свойствах применяемой полимерной смазки. Пленка, образующаяся на поверхности валков при применения синтетической смазки способствует повышению экранизирующих свойств и большему по сравнению с минеральным маслом снижению энергосиловых параметров прокатки. Представленные данные свидетельствуют о том, что одной из основных причин высокой эффективности полимерных материалов, применяемых в качестве технологической смазки при горячей прокатке, является образование на поверхности валков более качественного (по сравнению о применением минерального масла) несмываемого водой твердого слоя.
Промышленные эксперименты по применению технологических смазок показывают значительное снижение силы прокатки, что влияет на снижение энергозатрат при прокатке.
Таблица 2 - Расход электроэнергии при прокатке листов со смазкой и без на ТЛС 2300 Донецкого металлургического завода.
|
Размеры листа |
Число прокатанных листов | Удельный расход электроэнергии без смазки, кВт.ч/т | Удельный расход электроэнергии при использовании смазки кВт.ч/т | Снижение расхода электроэнергии, % |
| 7x1500 | 26 | 17,44 | 15,9 | 8,8 |
| 7x1500 | 30 | 20,44 | 18,67 | 8,8 |
| 8x1600 | 50 | 21,53 | 18,8 | 12,5 |
| 8x1500 | 30 | 16,29 | 15,1 | 7,3 |
| 8x1600 | 32 | 18,9 | 17,3 | 8,5 |
| 8x1600 | 36 | 18,5 | 17,2 | 7 |
| 10x1400 | 26 | 15,8 | 14,1 | 10,8 |
| 8x1400 | 30 | 17,1 | 16,2 | 5,3 |
Удельный расход электроэнергии, потребляемой на прокатку с использованием смазки в чистовой клети толстолистового стана 2300, снижается на 5,3 - 12,5%. Применение технологических смазок и охлаждение при прокатке является важнейшим и неотделимым элементом технологии производства и от них в большой мере зависит в конечном итоге производительность и качество. Применение технологических смазок при горячей прокатке позволяет повысить стойкость рабочих и опорных валков чистовых и черновых клетей широкополосных станов за счет снижения интенсивности их износа, уменьшить съем металла валков при их перешлифовке, снизить усилие прокатки, крутящий момент на валу приводного двигателя клети и расход потребляемой электроэнергии, повысить качество поверхности горячекатаных полос, уменьшить количество окалины и предупредить образование дефекта "вкатанная окалина" на полосе и за счет этого увеличить скорость прохождения полосы через агрегаты непрерывного травления, уменьшить количество перевалок и увеличить производительность широкополосных станов за счет увеличения фактического времени работы стана. Технико-экономические показатели работы систем технологической смазки на некоторых отечественных и зарубежных станах горячей прокатки приведены в табл. 2
.
| Таблица 3 - Технико-экономические показатели и характеристика промышленных систем технологической смазки на чистовых клетях станов горячей прокатки листа | |||
| Стан, завод, страна, номера чистовых клетей, на которые подается смазка | Технологическая смазка | Способ подачи | Технико-экономические показатели эффективности применения смазки |
| 1450, ММК, Украина | ОХМ | Через коллекторы охлаждения | Повышение производительности стана на 3-5 %, увеличение стойкости валков в 1,72 раза, снижение энергозатрат на 5 % |
| 2500, ММК, Украина | ОХМ | Через коллекторы охлаждения, автономная подача на валки | Повышение стойкости валков в 1,5 раза, снижение энергозатрат на 8-10 %, улучшение качества поверхности полос |
| 1680, "Запорожсталь", Украина | 4-6 %-ная водная эмульсия поли-меризованного хлопкового масла; полимеризованное хлопковое масло | Автономная подача на валки, через коллекторы охлаждения | Увеличение стойкости валков в 2-2,5 раза, снижение энергосиловых параметров на 716 % |
| 1200, Новолипецкий металлургический завод, РФ | 5-6 %-ная водная эмульсия синтетической смазки | Автономная подача прижимами на опорные валки | Снижение износа рабочих валков в 1,2-1,4 раза, снижение энергозатрат на 30 %, уменьшение разнотолщинности листа |
| 2000, Новолипецкий металлургический завод, РФ | 3-5 %-ная водо-масляная смесь минерального масла | Автономная подача на валки через коллекторы охлаждения | Увеличение стойкости валков в 1,5-1,7 раза, снижение энергозатрат на 5 % |
| 1000, завод "Красный металлург", Лиепая, Латвия |
5-8 %-ная эмульсия эмульсола Э-2 (Б) |
Автономная подача прижимами на валки |
Снижение износа валков в 2 раза, неравномерности выработки по длине бочки валка в 1,3-1,5 раза, энергозатрат на 6-13 % |
| 1525, металлургический завод в г. Фаррел, США | 4—5 %-ная водомасляная смесь или эмульсия жирных кислот с присадками; безводная смазка | Через коллекторы охлаждения, автономная подача; на валки распылением форсунками | Повышение производительности стана на 5-10 % и качества поверхности листа, уменьшение количества окалины на полосе, повышение скорости травления на 15 % |
| 1420, металлургический завод в г. Спарроус-Пойнте, США | 2-15 %-ная водомасляная смесь вязких масел (в основном жировых) | Автономная подача на опорные валки | Повышение стойкости валков в 2 раза и производительности стана на 10 % |
|
3350, металлургический завод в г. Монройвил, США |
Смесь эфиров с жирными кислотами и другими углеводородами | Распыление на опорные валки форсунками | Снижение коэффициента трения в 1,5 раза, уменьшение энергозатрат на 10-20 % |
| 2135, металлургический завод в г. Гэри, США | Жировое масло с присадками | Автономная подача на валки | Повышение стойкости валков в 1,5-1,8 раза, снижение энергосиловых параметров на 10 %, увеличение производительности |
| 1090, металлургический завод в г. Янгстаун, США | Синтетическое масло | Распыление форсунками на опорные валки | Уменьшение энергозатрат на 5 % и усилия прокатки на 10-17 %, улучшение качества поверхности прокатываемых полос |
| 2135, металлургический завод в городе Кливленд,США | Жировое неразбавленное масло; водомасляная смесь | То же | Повышение производительности стана, улучшение качества поверхности полос |
| 1720, металлургический завод фирмы "British Steel", Великобритания | 1,5-2,5 %-ная водомасляная смесь жировых масел | То же | Снижение износа опорных валков на 10 %, уменьшение съема металла при перешлифовках рабочих на 40-50 % |
| 1420, металлургический завод в г. Муроран, Япония | 5-15 %-ная эмульсия жировых смазок | Распыление паром на рабочие валки с входной стороны | Снижение износа валков в 1,5 —2 раза |
| 2030, металлургический завод в г. Фукуяма, Япония | 3—10 %-ная водомасляная смесь с жировыми компонентами | Автономная подача на валки | Снижение износа рабочих и опорных валков, повышение качества продукции |
| 1750, металлургический завод в г. Касима, Япония | Водомасляная смесь жировых масел | Универсальная система подачи смазки | Повышение стойкости валков и производительности стана |
По данным таблицы 3 повышение производительности достигается применением более интенсивных режимов обжатий, возможных благодаря смазке, что делает цикл прокатки меньше, соответственно и снижает энергозатраты.
Использованная литература
1. Асимметричная прокатка тонколистовой стали за рубежом / В.С. Горелик, Б.А. Гунько, П.С. Гринчук и др.//Обзорная информация. Сер. Прокатное производство.- Вып. 2.- М.: Черметинформация, 1987.- 21 с.
2. Бровман М.Я. Основные функциональные уравнения асимметричной прокатки// Тезисы докладов IV Всесоюзной научно-технической конференции "Теоретические проблемы прокатного производства".- Днепропетровск, ноябрь 1988.- Ч.1.-С.101…103.
3. Горелик В.С., Орнатский Э.А., Митьев А.П. Прокатка толстого листа со скоростной асимметрией//Тезисы докладов IV Всесоюзной научно-технической конференции "Теоретические проблемы прокатного производства".- Днепропетровск, ноябрь 1988.- Ч.2.- С. 17…19.
4.Бровман М.Я. Оборудование для асимметричной прокатки в СССР и за рубежом (Сер.
Металлургическое оборудование)// ЦНИИТЭИтяжмаш.-1987.- Сер.1.- Вып. 2.- 32 с .
5. Оптимизация расхода энергии в процессах деформации : пер. с нем.
А. Хензель и др. ; под.ред. Т. Шпиттеля, А. Хензеля . - М. : Металлургия, 1985 . - 184с.
6. Снижение энергозатрат при прокатке полос / А.Л. Остапенко, Ю.В. Коновалов, А.Е. Руднев, В.В. Кисиль . - К. : Техніка, 1983 . - 224с.
7. Повышение эффективности производства толстолистового проката : тематический отраслевой сборник . - М. : Металлургия, 1984 . - 106с.
8. Совершенствование теплового процесса листовой прокатки / А.В. Третьяков, Э.А. Гарбер, А.Н. Шичков, А.В. Грачев . - М. : Металлургия, 1973 . - 311с
9. Совершенствование технологии прокатки, термообработки и толстолистового проката : тематический сборник научных трудов / ред. Ф.Е. Должиков. - М. : Металлургия, 1987 . - 99с.
10. Снижение материальных и энергетических затрат при производстве листовой стали : тематический сборник научных трудов / Под ред. Ф.Е. Долженкова . - М. : Металлургия, 1990 . - 119с.
11. В. Б. Демилович, д.т.н., Б. М. Никитин, д.эл-т.н., В. Н. Иванов, д.т.н., В. И. Червинский, к.т.н. Актуальные энергосберегающие технологии индукционного нагрева в металлургии / Индукционный нагрев, №2 2008г.
12. В.М. Данько. Зменшення витрат енергоносіїв при виробництві товстих листів.
13. А.В. Данько. Сучасний розвиток листопрокатного виробництва/ Донбаський державний технічний університе м. Донецьк
14. В.И Спицын, О.А. Троцкий. Электропластическая деформация металлов –М: Наука, 1985г. -160с
15. В. Н. Кокорин, Ю. А. Титов Применение смазочно-охлаждающих технологических жидкостей в производстве прокатки листового материала/ Учебное пособие для студентов/ Ульяновск 2004г.
16. Грудев, А. П. Технологические смазки в прокатном производстве / В. Т. Тилик. - М. : Металлургия, 1975. - 368 с.
| ... затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ "Серп и ... | |
|
... образовательное учреждение высшего профессионального образования Московский Государственный Вечерний Металлургический Институт РАСЧЕТНО- рабочая клеть, состоящая из станины-моноблока с валками диаметром 2X50, 4X70, 6X110 и 8X180 мм, двух измерителей натяжения, двух измерителей толщины ленты, направляющих роликов ... При горячей деформации металлов пластические свойства их выше, а сопротивление деформации (давление со стороны рабочего инструмента, например, валков) ниже, чем при холодной ... |
Раздел: Рефераты по экономике Тип: дипломная работа |
| Технологические линии и комплексы прокатного цеха | |
|
Министерство образования и науки Украины Государственное высшее учебное заведение Донецкий национальный технический университет Кафедра МОЗЧМ КУРСОВАЯ ... 1) транспортирующие, обеспечивающие перемещение исходных материалов, полупродукта и готовых изделий (подачу слитков, блюмов, слябов, заготовки, горячекатаных рулонов к станам ... Рабочими называют рольганги, расположенные непосредственно у рабочей клети стана и служащие для задачи прокатываемого металла в валки и приема его из валков. |
Раздел: Промышленность, производство Тип: курсовая работа |
| Выбор технологии прокатки рельсов | |
|
13.1. Анализ технологий и состава оборудования, используемых для производства рельсов за рубежом Прокатка железнодорожных рельсов на современных ... Наличие этой характерной волнистости связано с радиально-осевым перемещением валков в процессе прокатки, которое возникает из-за нежесткого крепления подушек клети, наличия зазора ... В РБЦ НТМК для прокатки рельсов применяются литые чугунные и стальные кованые валки: обжимная клеть дуо - сталь 50, черновая трио -средние валки сталь 60ХН, нижний и верхний ... |
Раздел: Рефераты по технологии Тип: реферат |