Курсовая работа: Проектирование токарно-винторезного станка
Министерство образования Республики Беларусь
Кафедра «Технология и оборудование
машиностроительного производства»
Курсовой проект
на тему: «Проектирование токарно-винторезного станка»
Содержание
Аннотация
Введение
1. Литературный и патентный обзор станков, аналогичных проектируемому
2. Синтез и описание кинематической структуры станка
3. Определение технических характеристик станка
4. Выбор и описание компоновки станка
5. Проектирование и описание кинематической схемы станка
6. Динамические, прочностные и другие необходимые расчёты проектируемых узлов
7. Расчет цилиндрической закрытой передачи
8. Прочностной расчет зубчатых передач
9. Расчет ременной передачи
10. Предварительный расчёт валов
11. Расчет шпоночного соединения ременной передачи
12. Расчет шпоночного соединения вала с зубчатым колесом
13. Расчет подшипников для вала 1 коробки
14. Описание конструкции спроектированных узлов
15. Описание системы смазки спроектированных узлов
16. Описание системы управления станком
Заключение
Список использованной литературы
Аннотация
Данный курсовой проект был разработан студентом пятого курса машиностроительного факультета, группы 06-ТОМ. Было предложено спроектировать токарно-винторезный станок, по следующим данным:
- класс точности – нормальный;
- наибольший диаметр обрабатываемой заготовки – 400 мм.;
- наибольшая длина обрабатываемой заготовки – 210 мм.;
- материал обрабатываемых изделий – сталь-чугун, цветные сплавы;
Курсовой проект содержит:
- пояснительную записку, из 45 листов, в которой было рассмотрено:
а) определение основных технических характеристик станка; б) проектирование кинематики станка, выбор компоновки; в) динамические и прочностные расчёты узлов, разрабатываемых конструктивно; г) описание структурной и кинематических схем, настройки станка; д) описание конструкции спроектированных узлов и систем станка;
- графический материал, содержащий четыре листа формата А1: кинематическая схема станка, развёртка привода главного движения, свёртка провода главного движения и фартук;
- спецификация привода главного движения;
токарный станок узел динамический
Введение
Курсовое проектирование металлорежущих станков является важным этапом в подготовке инженеров механиков по специальности «Технология машиностроения, металлорежущие станки и инструменты», и преследует цель научить студента правильно использовать в практической конструкторской работе полученные теоретические знания, развить навыки и применения вычислительной техники при проектировании.
В данном курсовом проекте предстоит спроектировать токарно-винторезный станок. Данный тип станка является универсальным. Назначение станка – наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно- и многопроходных резьб с нормальным и увеличенным шагом, торцевой резьбы и т.д. Станок применяется в единичном и мелкосерийном производстве.
Основные задачи, решаемые при выполнение при выполнение проекта, включают изучение и анализ существующих аналогичных решений, обоснование выполняемых разработок на всех этапах проектирования, в том числе на разработку оригинальных конструкций. При этом предлагается максимальное использование справочной литературы, ГОСТов, типовых решений и вычислительной техники.
1. Литературный и патентный обзор станков, аналогичных
проектируемому
| № п/п | Автор, название | Источник | Класс МКИ |
| 1. |
Токарный станок Braun Hans-Dietoe; Mashinenfabrik Berthold Hermle AG -№95104209.61 Заявлено 10.03.98, опубл. 15.09.99 |
«Технология машиностроения» 2000г. Т.2 |
В23 В3/06 |
| 2. |
Токарный станок Werkzeugmashine; Jlg Herbert №19715000.4 – Заявка. Германия Заявк. 11.04..97 Опубл. 22.10.98 |
«Технология машиностроения» 2000г. Т.2 |
В23 В3/06 |
| 3. |
Токарный станок Braun Udo; Mashinenfabrik Berthold Hermle Заявка №981042104 Заявлено 10.03.98, опубл. 13.10.99 |
«Технология машиностроения» 2000г. Т.4 |
В23 В7/02 |
| 4. |
Токарный станок Tomas Volker, Harzbecker Christian, Заявка №19740208.9 Германия Заявлено 12.09.97 Опубликовано 25.03.99 |
«Технология машиностроения» 2000г. Т.4 |
В23 Q5/40 |
| 5. |
Токарный станок Hagstrom Allan; Quantax Machine Заявка №00850046.4 Заявлена 16.06.2000 Опубликовано 20.09.2000 |
«Технология машиностроения» 2000г. Т.1 |
В23 В1Æ100 В23 В3/06 |
| 6. |
Токарный станок Yamazaki Mazak, Fukumura Sadami Пат. 6457391 США |
«Технология машиностроения» 2003г. Т.6 |
В23 В35/00 |
| 7. |
Устройство для ротационной обработки отверстий. Бурский В.А.; Бел. оптико-механич. Оборудование(Бел ОМО) №19990539 Беларусь |
«Технология машиностроения» 2002г. Т.2 |
В23 В35/00 |
| 8. |
Устройство для сверления радиальный отверстий на токарном станке Monnet Thierr; Заявка 2804890 Франция. Заявлено 14.02.2000 Опубликовано 17.08.2001 |
«Технология машиностроения» 2002г. Т.2 |
В23 В43/02 В23 В5/14 |
00.02-14А.200П Токарный станок. Заявка 0941790 ЕПВ, МПК6 В23 В3/06 /Braun Hans-Dietoe; Mashinenfabrik Berthold Hermle AG -№95104209.61
Патентуальный станок предназначен для 5-координатной обработки вращающимся и не вращающимся инструментом сложных деталей из пруткового материала. На продольных направляющих станины установлен суппорт, на котором располагаются два суппорта. На одном суппорте смонтирована револьверная головка, а на другом выполнены вертикальные направляющие под вертикальный суппорт. На последнем через поворотное устройство установлена шпиндельная головка с приводом для приводного инструмента. Бабка изделия смонтирована на станине на поворотном вокруг вертикальной оси устройстве. Рядам с ней располагается пиноль откидной задней бабки с центрам. На станке смонтирован магазин системы автоматической смены приводного инструмента.
01.01.-14А 209П Токарный станок. Заявка 1036617 ЕПВ, МПК7 В23 В1/00, В23 В3/06. Quantax Machine Tools AB, Hagstrom Allan(Karllson, Leif Karl Gunnar) №00850046.4
Предложен способ обработки для образования на детали поверхности, которая в сечение, проходящее через ось Y, вокруг которой деталь вращается в процессе обработки, имеет профиль с варьируемым расстоянием r до оси Y, причём варьирование величины r больше, чем разность между радиальными расстояниями до концевых точек профиля. В токарном станке по этому способу инструменту сообщается перемещение вдоль первой линии посредствам первого приводного устройства и вдоль второй линии посредствам второго приводного устройства. При таком способе обработки исключаются дефекты, которые обычно возникают на поверхности при изменении направлении, требуемого при точении такой поверхности. В соответствии с таким способом линии первого и второго перемещений и ось вращения Y взаимно ориентированы так, что перемещение инструмента приводимыми устройствами осуществляются однонаправлено.
01.09-14А.214П Устройство для ротационной обработки отверстий. Патент 3801 Беларусь, МПК7, В23 В35/00. Бел. оптико-механич. Оборудование Бурский В.А. №19990539.
Предложенное устройство включают корпус, первый и второй ротационные режущие инструменты, установленные на подшипниках с возможностью вращения. Оба режущих элементов установлены на общей оси в цилиндрической втулке, размещённой в корпусе, выполненном в виде вилки, охватывающий цилиндрическую втулку, с возможностью поворота посредством осей, жестко соединённых с цилиндрической втулкой, и фиксация. Расстояние от торцовой плоскости первого режущего элемента, снимающего припуск на чистовую обработку, до осей на величину снимаемого вторым режущим элементом припуска. Передняя поверхность первого режущего элемента выполнена выпуклообразной замкнутой треугольного профиля, а на передней поверхности второго режущего элемента выполнены рифления.
Технологические возможности проектируемого типа станков.
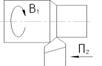
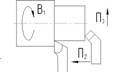
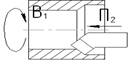
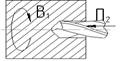
Операции, выполняемые на токарно-винторезном станке и соответствующие им методы формообразования:
| № п/п | Операция | Схема резания | Метод формообразования | Формообразующие движения | Инстр-умент | экономии-ческие параметры обработки | Предельные режимы резания | |||
| Образующие | Направляющие | Точность | Шерохова-тость | Скорость | Подача | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1. | Обтачивание наружное продольное |
|
След | След |
ФV(B1) ФS(П2) |
Резец проход-ной прямой | 12-14 квалитет | Ra 6,3-12,5 | 107-330 м/мин | 0,13-1,0 мм/ об |
| 2. | Обтачивание наружное конических поверхностей |
|
След | След |
ФV(B1) ФS(П2) |
Резец проходной широкий | 12-14 квалитет | Ra 6,3-12,5 | 107-330 м/мин | 0,13-1,0 мм/ об |
| 3. | Обтачивание торцов и уступов |
|
След | След |
ФV(B1) ФS(П2) ФS(П3) |
Резец проходной отогнутый | 18-64 м/мин | 0,08-1,0 мм/об | ||
| 4. | Прорезание конавок и отрезание |
|
След | След |
ФV(B1) ФS(П2) ФS(П3) |
Резец прорезной или обрезной | 47-131 м/мин | 0,36-1,0 мм/об | ||
| 5. | Растачивание отверстий |
|
След | След |
ФV(B1) ФS(П2) |
Расточные резцы |
14-17 кв 8-11 кв |
Rz 320-40 Rz 40-1,25 |
150-319 м/мин | 0,13-0,4 мм/об |
| 6. | Сверление зенкерование отв. |
|
След | След |
ФV(B1) ФS(П2) |
Сверло, зенкер, развёртка |
11 кв 10-11 кв 6-9 к в |
Ra6,3-12,5 Rz 40 Ra2,5-0,32 |
18-55 м/мин 10-43 м/мин 12м/с |
0,05-0,5 0,2-2 0,5-0,25 |
| 7. |
Нарезани наружн. и внутр. резьбы резцами |
|
Копир | Обкат |
ФV(B1) ФS(П2) |
Резцы резьбовые | ||||
| 8. | Фасонное обтачивание |
|
Копир. | След |
ФV(B1) ФS(П2) |
Фасонный резец | 12-6 кв. | Rz 160-10 | 18-31 м/мин | 0,03-0,09 |



Основные технические характеристики токарных станков, близких по типоразмеру:
| Параметры | 1К62 | 16К20 | 16К25 |
| Наибольший диаметр устанавливае-мой над станиной, в мм. | 400 | 400 | 500 |
| Расстояние между центрами, в мм. | 710,1000,1400 | 710,1000,1400, 2000 | 710,1000,1400,2000 |
| Диаметр отверстия шпинделя | 47 | 53 | 53 |
| Число скоростей шпинделя | 23 | 22 | 22 |
| Частота вращения шпинделя об/мин | 12,5-2000 | 12,5-1600 | 12,5-1600 |
| Число ступеней подач | 42 | 24 | - |
| Подачи на один оборот, в мм: | |||
| продольные | 0,07-4,16 | 0,05-2,8 | 0,05-2,8 |
| поперечные | 0,035-2,08 | 0,025-1,4 | 0,025-1,4 |
| Шаг нарезаемой резьбы: | |||
| метрической, в мм. | 1-192 | 0,5-112 | 0,5-112 |
|
дюймовой(число ниток на 1//) |
2-24 | 0,5-56 | 0,5-56 |
| модульная, в мм. | (0,5-48)p | 0,5-112 | 0,5-112 |
| Мощность электродвигателя в кВт | 10 | 11 | 11 |
В качестве станка-прототипа выбираю токарно-винторезный станок 1К62 исходя из анализа его кинематики и технических характеристик.
2. Синтез и описание кинематической структуры станка
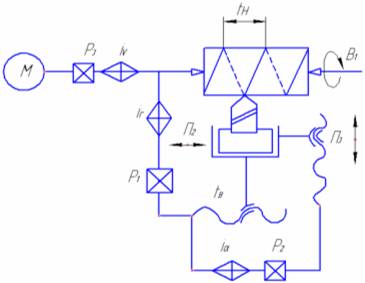
Структурная схема станка
Формообразование обеспечивается вращательным движением заготовки (В1) по цепи: электродвигатель – шпиндель со звеном настройки iv и поступательным движением инструмента (П2 и П3) по цепи: шпиндель – ходовой вал (при точении) или шпиндель – ходовой винт (при нарезании резьбы) со звеном настройки ir,для обработки конической поверхности используется звено настройки iα
Главным движение в станке является вращение шпинделя, которое он получает от электродвигателя через клиноременную передачу со шкивами и коробку скоростей.
3. Определение технических характеристик станка
Определение предельных расчётных диаметров:
Для вычисления предельных значений частоты вращения шпинделя необходимо определить предельные расчётные диаметры Dmax и Dmin:
для токарных станков:
Dmax=1,12×D
Dmin=(0,1-0,3)× Dmax
D – максимальный диаметр над станиной
Dmax=0,2×1450=1624 мм
Dmin=0,2×1450=290 мм
Определение режимов резания.
Определим режимы резания для трёх операций, выполняемых на токарно-винторезном станке:
1. Продольное точение проходным резцом
Максимальная глубина резания соответствует черновой обработке и по возможности принимается равной всему припуску на обработку или большей его части.
Минимальная глубина резания относится к чистовой обработке.
Выбираем резец с сечением державки 16х25 мм.
Материал режущей части – твёрдый сплав.
tmax=8 мм
tmin=0,2 мм
Максимальная подача для токарных станков соответствует черновому точению жестких заготовок из наиболее легко обрабатываемого материала.
Минимальная подача – чистовому точению:
Smax=1,8 мм/об
Smin=0,48 мм/об (при r=0,5)
Скорость резания:
![]() м/мин
м/мин
![]() м/мин
м/мин
Предельные значения частоты вращения шпинделя определяются по формулам:
![]()
![]() об/мин
об/мин
![]()
![]() об/мин
об/мин
2. Прорезание канавки и отрезание:
Smax=0,37 мм/об
Smin=0,1 мм/об
![]()
![]() м/мин
м/мин
![]() м/мин
м/мин
![]() об/мин
об/мин
![]() об/мин
об/мин
3. Растачивание отверстий:
tmax=5 мм tmin=0,2 мм
Smax=0,4 мм/об
Smin=0,13 мм/об
![]()
где K=0,9 – поправочный коэффициент при растачивании
![]() м/мин
м/мин
![]() м/мин
м/мин
![]() об/мин
об/мин
![]() об/мин
об/мин
4. Выбор и описание компоновки станка
Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит жёсткость конструкции, тепловой баланс и температурная деформация, универсальность станка и его переналаживаемость, металлоёмкость, трудоёмкость изготовления, сборки, ремонтопригодность.
Прототипом проектируемого станка является токарно-винторезный станок модели 1К62, поэтому выбираем аналогичную компоновку проектируемого станка.
Станина станка установлена на передней и задней тумбах, несёт на себе все основные узлы. Слева на станине размещена передняя бабка. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплён патрон. Справа установлена задняя бабка. Её можно перемещать вдоль направляющих станины и закреплять в зависимости от длины деталь на требуемое расстояние от передней бабки. Режущий инструмент (резцы) закрепляют в резцедержателе суппорта.
Продольная и поперечная подачи суппорта осуществляется с помощью механизмов, расположенных в фартуке и получающих вращение от ходового вала или ходового винта. Первый используют при точении, второй – при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач. В нижней части станины имеется корыто, куда собирается стружка и стекает охлаждающая жидкость.
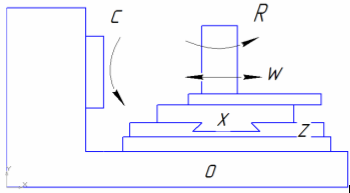
Рис.1 – Схема компоновки токарно-винторезного станка
Для схемы структурная формула имеет вид: COZXWR.
Достоинства: из-за подвижности только одного узла, система обладает высокой жесткостью; обеспечивает высокое качество обработки при небольших скоростях резания.
5. Проектирование и описание кинематической схемы станка
Кинематический расчёт привода главного движения
1. Диапазон регулирования частот вращения шпинделя:

![]()
Число ступеней скорости шпинделя:
![]()
j - знаменатель геометрического ряда частот вращения. Для универсальных станков рекомендуется j=1,26 и j=1,41.
Принимаю j=1,26
![]()
Число ступеней не может быть дробным, поэтому, для обеспечения возможности регулирования скорости вращения во всем диапазоне частот, и принимая во внимание что привод лучше реализовывать используя двух и трех венцовые блоки то принимается z=18.
2. Выбираем стандартный ряд частот вращения:
50; 63; 80; 100; 125; 160; 200; 230; 315; 400; 500; 630; 800; 1000; 1230; 1600; 2000; 2500.
Уточняем значение диапазона регулирования:
![]()
3. Определяем тип структуры привода:
при ![]() , где в приводах главного
движения С = 8 для прямозубых колёс
, где в приводах главного
движения С = 8 для прямозубых колёс ![]() -
условие выполняется, следовательно, структура привода простая.
-
условие выполняется, следовательно, структура привода простая.
4. Определяем число групп переключения и порядок расположения и переключения и порядок расположения и переключения групп:
Для Z=18 принимаю 3 группы: Z=3×3×2
Р1=Р0=3
Р2=Р1=3
Р3=Р2=2
Формула структуры привода:
3(1)×3(3)×2(9)
Осуществимость принятого варианта структуры привода по диапазону регулирования группы проверяем для последней в порядке переключения группы по условию:
![]()
![]()
![]() - условие выполняется
- условие выполняется
5. Структурная сетка
Z=3(1)×3(3)×2(9)
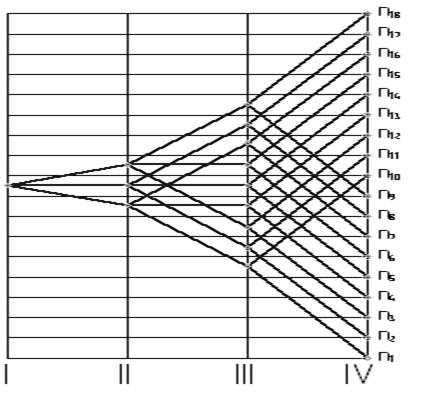
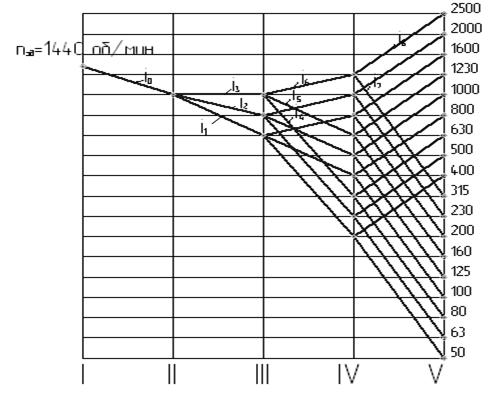
6. График частот вращения
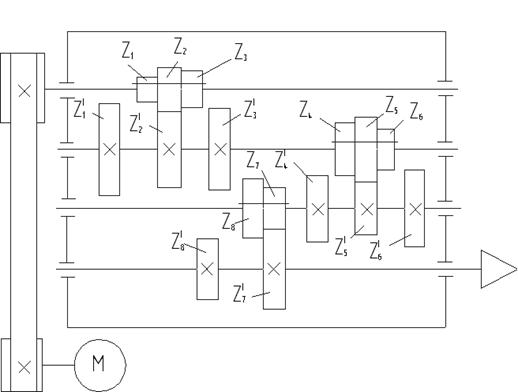
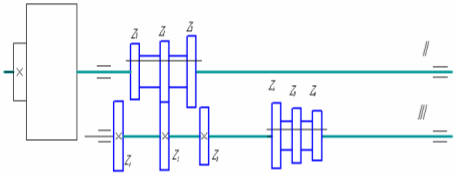
Кинематическая схема привода главного движения
6. Расчёт параметров кинематической цепи
Привод главного движения
Определение численных значений передаточных отношений:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем число зубьев для данных передач коробки скоростей
Для Р1:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Число зубьев недопустимо малы, т.к. Zmin≥18¸20, поэтому увеличим их в 4 раза:
![]()
![]()
![]()
![]()
![]()
![]()
Для Р2:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Увеличим числа зубьев в 2 раза:
![]()
![]()
![]()
![]()
![]()
![]()
Для Р3:
![]()
![]()
![]()
![]()
![]()
![]()
Увеличим числа зубьев в 6 раз:
![]()
![]()
![]()
![]()
9. Определяем фактический ряд чисел частот вращения и сравниваем его со стандартным рядом:
Dдоп=(j-1)×10=(1,26-1)×10=2,6%
![]()
|
ni |
Уравнение кинематической цепи УКЦ | Число n | Di, % | |
| фактическое | стандартное | |||
|
n1 |
|
51,3 | 50 | 2,6 |
|
n2 |
|
64,2 | 63 | 1,9 |
|
n3 |
|
81,6 | 80 | 2,0 |
|
n4 |
|
99,1 | 100 | 0,9 |
|
n5 |
|
124,6 | 125 | 0,3 |
|
n6 |
|
156,8 | 160 | 2,0 |
|
n7 |
|
195,7 | 200 | 2,1 |
|
n8 |
|
244,8 | 250 | 2,0 |
|
n9 |
|
309 | 315 | 1,9 |
|
n10 |
|
408,4 | 400 | 2,1 |
|
n11 |
|
516,2 | 500 | 3,2 |
|
n12 |
|
642,8 | 630 | 2,0 |
|
n13 |
|
793 | 800 | 0,8 |
|
n14 |
|
997 | 1000 | 0,3 |
|
n15 |
|
1246 | 1230 | 1,3 |
|
n16 |
|
1558 | 1600 | 2,6 |
|
n17 |
|
1958,4 | 2000 | 2,0 |
|
n18 |
|
2448 | 2500 | 2,0 |
В результате проверочных расчётов фактическое значение n не намного расходится от стандартного.
6. Динамические, прочностные и другие необходимые расчёты
проектируемых узлов
1. Частота вращения на валах
nI=nдв=1460 мин-1
nII=1000 мин-1
nIII=1000 мин-1
nIV=630 мин-1
nV=160 мин-1
Угловые скорости на валах привода
![]() с-1
с-1
![]() с-1
с-1
![]() с-1
с-1
![]() с-1
с-1
![]() с-1
с-1
Определяем мощности на валах:
РI =11000 Вт
РII = РI ·hпод· ηцил ·hрем = 11000 ·0,99·0,98·0,97 = 10350Вт
РIII = РII ·hпод· ηцил = 10350·0,99·0,98= 10040 Вт
РIV = РIII·hпод· ηцил =10040·0,99·0,98= 9740 Вт
РV = РIV·hпод· ηцил =9740·0,99·0,98= 9450Вт
где ηпод=0,99 – КПД пары подшипников
ηцил=0,98 – КПД цилиндрической прямозубой передачи
ηр.п=0,98 – КПД ременной передачи
Определяем передаваемые крутящие моменты:
ТI=РI/ωI=11000/152,8=71,99 Н∙м
ТII=РII/ωII=10350/104,7=98,85 Н∙м
ТIII=РIII/ωIII=10040/104,7=95,89 Н∙м
ТIV=РIV/ωIV=9740/65,94=147,7 Н∙м
ТV=РV/ωV=9450/16,7=565,86 Н∙м
7. Расчет цилиндрической закрытой передачи
Выбор материала шестерни и зубчатого колеса:
а) шестерня:
o материал - сталь 40Х
o твердость – HB1 = 280
o σв1 = 750 МПа
o σТ1 = 520 МПа
б) зубчатое колесо:
o материал - сталь 55
o твердость – HB2 = 260
o σв2 = 680 МПа
o σТ2 = 380 МПа
Условие выбора материала: HB1 = HB2 + (20 ÷ 40)
280 = 260 +20
Расчет допускаемых контактных напряжений:
Базовое число циклов ( рис.4.1.3, [1]):
Эквивалентное число циклов:
где ![]() - продолжительность работы
передачи, час; с=1- число зацеплений.
- продолжительность работы
передачи, час; с=1- число зацеплений.
KНЕ=13·0,6+0,63·0,4=0,6864-коэффициент, учитывающий изменение нагрузки передачи в соответствии с циклограммой .
Коэффициент долговечности:
Предел контактной выносливости
Для HB1(2) ≤ 350 и способе термообработки – улучшение:
Таким образом, допускаемые контактные напряжения:
Расчетные допускаемые контактные напряжения:
![]()
ДОПУСКАЕМЫЕ ИЗГИБНЫЕ НАПРЯЖЕНИЯ
Базовое число циклов NFlim=4·106 циклов
Эквивалентное число циклов (см.п.3.1.3) :
Коэффициент долговечности:
Предел выносливости зубьев при изгибе:
![]()
Допускаемые изгибные напряжения:
Допускаемые напряжения при действии максимальных нагрузки:
8. Прочностной расчет зубчатых передач
Расчет межосевого расстояния и выбор основных параметров передачи.
Межосевое расстояние

Ориентировочное значение модуля по формуле ([6], с. 184, форм. 9.5):
где ybd ─ коэффициент ширины шестерни относительно диаметра принимается ybd=0,6;
YF1 ─ коэффициент учитывающий форму зуба принимается YF1=4,1;
KFb ─ коэффициент учитывающий неравномерность распределения нагрузки по ширине венца принимается KFb=1,17;
Km ─ вспомогательный коэффициент, для прямозубых передач принимается Km=1,4;

принимается m=3 мм.
Определяем размеры венцов колёс:
для передачи Z3-Z3/
d1=m∙Z3=3∙36=108 мм
d2=m∙Z2=3×36=108 мм
Диаметры вершин:
для Z3-Z3/
da1=d1+2∙m=108+2∙3=114 мм
da2=d2+2∙m=108+2∙3=114 мм
Диаметры впадин:
для Z3-Z3/
df1=d1-2,5∙m=108-2,5∙3=100,5 мм
df2=d2-2,5∙m=108-2,5∙3=100,5 мм
Расчётное межосевое расстояние, мм
aw=0,5(d2+d1)=0,5(108+108)=108 мм
Действительное передаточное отношение:
Рабочая ширина зацепления:
![]()
Проверочный расчет на выносливость по контактным напряжениям.
Окружная сила:
Окружная скорость:
![]() ;
;
![]()
Удельная расчетная окружная сила, Н/мм
![]()
Расчетные
контактные напряжения:![]()
 , где
, где
![]() - коэффициент, учитывающий форму
сопряженных поверхностей зубьев;
- коэффициент, учитывающий форму
сопряженных поверхностей зубьев;
для косых зубьев ![]() ,
,
Удельная расчетная окружная сила при изгибе, Н/мм
![]()
Коэффициент, учитывающий форму зуба ([1],рис.4.2.5).
YFS1=3,95
YFS2=3,45
Расчетные напряжения изгиба зуба, МПа
Следовательно, на изгиб зубья вполне прочные.
Проверка прочности зубьев при перегрузках
1) Максимальные контактные напряжения, МПа
![]()
![]()
Максимальные напряжения изгиба, МПа
Силы в зацеплении зубчатых колес
1)Уточненный крутящий момент на шестерне, Нм
![]()
2)Окружные силы, Н

3)Радиальные силы, Н
![]()
Остальные размеры колёс рассчитываются аналогично и записываются в таблицу 1.
Таблица 1. Основные размеры и характеристики зубчатых колёс
| Z | Диаметры, мм | Число зубьев колёс | Ширина зубчатых венцов, мм | Отношение b/d | ||
| d |
da |
df |
||||
|
Z1 Z`1 Z2 Z`2 Z3 Z`3 Z4 Z`4 Z5 Z`5 Z6 Z`6 Z7 Z`7 Z8 Z`8 |
84 132 96 120 108 108 54 162 84 132 120 96 54 216 180 90 |
90 138 102 126 114 114 60 168 90 138 126 102 60 222 186 96 |
76,5 124,5 88,5 112,5 100,5 100,5 46,5 154,5 76,5 125,5 112,5 88,5 46,5 208,5 172,5 82,5 |
28 44 32 40 36 36 18 54 28 44 40 32 18 72 60 30 |
20 16 20 16 20 16 20 16 20 16 20 16 20 24 20 24 |
0,24 0,12 0,21 0,13 0,18 0,14 0,37 0,098 0,24 0,12 0,16 0,16 0,37 0,11 0,11 0,26 |
9. Предварительный расчёт валов
Для валов выбираем материал: Сталь 45 ГОСТ 1050-88
Термическая обработка: нормализация + отпуск НВ 230¸285

Т – крутящий момент, Н∙мм
[τк] – допускаемое напряжение при кручении, МПа
[τк]=20...30
Выходной конец вала электродвигателя dI=28 мм
 мм
мм
Принимаем dII=30 мм
 мм
мм
Принимаем dIII=30мм
 мм
мм
Принимаем dIV=35 мм
 мм
мм
Принимаем dV=55 мм
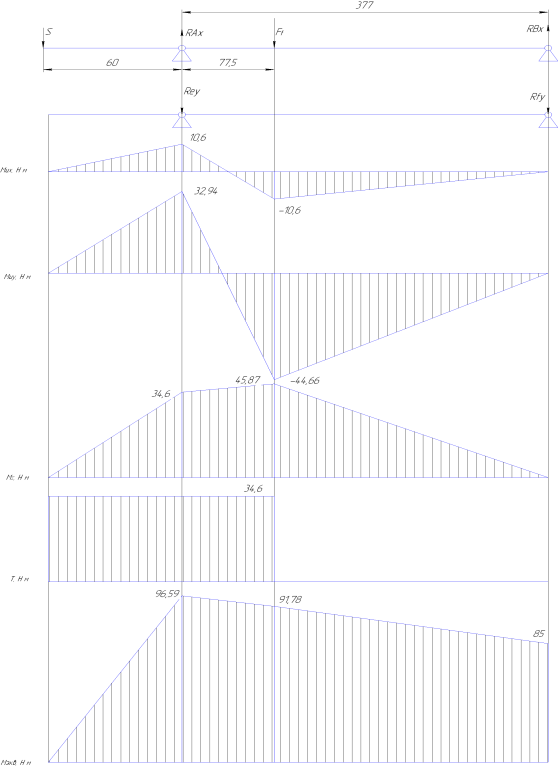
Основной расчёт валов.
На валу размещен блок из трёх зубчатых колес.
Вал передает момент ![]()
В зацеплении со стороны шестерни действуют силы:
¾
окружная ![]()
¾
радиальная ![]()
Нагрузка, изгибающая вал в ременной передачи определяется по формуле:
¾
![]()
Расстояние между
серединами подшипников ![]()
Опорные реакции в вертикальной плоскости:
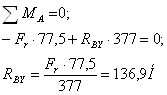
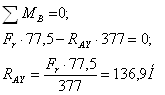
Опорные реакции в горизонтальной плоскости:
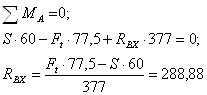
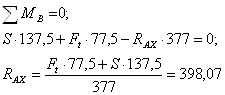
Полные поперечные реакции в опорах А и В:
![]()
![]()
Изгибающие моменты:
¾ в вертикальной плоскости
![]()
![]()
¾ в горизонтальной плоскости
![]()
![]()
Суммарный изгибающий момент в сечении под шестерней (это самое нагруженное сечение).
![]()
![]()
Эквивалентный момент.



Диаметр в рассчитываемом сечении.

Окончательно принимаем по ГОСТ 6636-69 диаметр вала d = 28 мм.
10. Расчет ременной передачи
Выбираем для нашего привода клиноременную передачу.
Расчетный момент на быстроходном валу:
![]() Нм
Нм
При значении момента 71,98 Нм в соответствии с рекомендацией принимаем ремень сечения В(Б).
Диаметр меньшего шкива по таблице 2.2.1 (Атлас ДМ)
![]() мм.
мм.
Диаметр ведомого шкива
![]() мм.
мм.
По таблице 2.2.4
принимаем ближайший ![]() мм.
мм.
Действительное передаточное число передачи
![]()
Скорость ремня
![]() м/с.
м/с.
Минимальное межосевое расстояние
![]() мм.
мм.
Число ремней передачи
![]()
![]() мощность передаваемая одним ремнем
(таб 2.2.7 Атлас);
мощность передаваемая одним ремнем
(таб 2.2.7 Атлас);
![]() коэффициент, учитывающий число
ремней в передаче;
коэффициент, учитывающий число
ремней в передаче;
![]()
Следовательно, число клиньев 7.
Длина ремня
![]()
Принимаем по (таб 2.2.6) ![]() мм.
мм.
Угол обхвата ремнем меньшего шкива
![]()
Сила, нагружающая валы передачи
![]() Н.
Н.
![]() предварительное натяжение ремня;
предварительное натяжение ремня;
![]() Н. окружное усилие;
Н. окружное усилие;
![]() коэффициент тяги.
коэффициент тяги.
11. Расчет шпоночного соединения ременной передачи
Исходные данные:
Т=98,85 Н·м — момент, передаваемый валом
d = 30 мм — диаметр участка вала
![]()
Принимаем материал шпонки — сталь 45 с [sсм] =100 Н/мм2
Для соединения этого вала с зубчатым колесом подбираем шпонку с размерами: b´h = 10´8 мм.
Определим рабочую длину шпонки lp исходя из условия прочности на смятие:
![]()
lp ³ ![]() мм
мм
Полная длина шпонки:
L = lp + b = 21,9+10 = 31,9мм
Принимаем по СТ СЭВ 189-75 призматическую шпонку 10´8´32 мм.
12. Расчет шпоночного соединения вала с зубчатым колесом
Принимаем материал шпонки — сталь 45 с [sсм] =100 Н/мм2
Размеры шпонки для этого вала: b´h = 10´8 мм.
Т = 98,85 Н·м
Определим рабочую длину шпонки lp исходя из условия прочности на смятие:
![]()
![]()
lp ³ ![]() мм
мм
где Т — передаваемый вращающий момент,
[sсм] – допускаемое напряжение при смятии.
Полная длина шпонки:
L = lp + b = 21,9 +10 =31,9 мм
Принимаем по СТ СЭВ 189-75 призматическую шпонку 10´8´32 мм.
13. Расчет подшипников для вала 1 коробки
Исходные данные:
Реакции опор (из предыдущего расчётов); радиальные нагрузки
RА=420,69 Н,
RB= 319,25Н;
Суммарная осевая нагрузка Fa=0 Н;
Рекомендуемый внутренний диаметр подшипника d=30мм;
Частота вращения вала n=1000 мин-1;
Продолжительность работы Lh=7008 час;
Схема установки – в распор;
1)d=30мм, D=62мм, В=16
Обозначение- 36204 C=15700 Н Co=8310Н
Вычисляем эквивалентную динамическую радиальную нагрузку:
(4 , п.1.2 ,с. 85)

V-коэффициент вращения V=1.
X,Y-коэффициенты радиальной и осевой нагрузки.
K=![]()
Pr ср=Рr ![]() k=504,82
k=504,82![]() 0,8627=435,5 Н
0,8627=435,5 Н
Расчет динамической радиальной грузоподъемности:
![]()
р = 3 – для шариковых подшипников.
![]()
Условие C≥Cрасч 15700≥3262,6 (выполняется)
14. Описание конструкции спроектированных узлов
В данном курсовом проекте необходимо было спроектировать токарно-винторезный станок, максимальный диаметр детали над станиной у которого 400 мм.
Коробка скоростей представляет тобой совокупность передач, при помощи которых можно передать 18 частот вращения начиная от 50 мин-1 до 2500 мин-1. В коробке скоростей установлены шлицевые валы, на которые насажены единичные и блочные передачи. Всего в коробке два блока, состоящих из трёх колёс и один блок, состоящих из двух колёс , и восьми одиночных колёс. В коробке также расположен шпиндель, на конце которого закрепляется патрон.
Так как компоновка станка не отличается от компоновки станка – прототипа, то все остальные конструктивные элементы и узлы взяты из него.
15. Описание системы смазки спроектированных узлов
Основное назначения системы смазки коробки скоростей и коробки подач сводится к уменьшению потерь мощности на трение, сохранению точности работы, предотвращению вибрации, снижению интенсивности износа трущихся поверхностей, а также к предохранению их от заедания, задирав и коррозии.
В качестве смазочных материалов для подшипников возможно применение масла индустриального 20 (веретенное 3) или турбинного 30 (турбинное УТ), т.к. диаметры валов под подшипники не превышают 60 мм, а число оборотов составляет 2500 мин-1.
В качестве смазочных материалов для зубчатых передач применяют жидкие минеральные масла. Выбор сорта минерального масла производится в зависимости от условий работы коробки скоростей и коробки подач, передаваемой мощности, окружной скорости в зацепление, а также температуры масла в картере коробок.
Также значение имеет вязкость, чем она меньше, тем выше окружная скорость т.к. в спроектированной коробке скоростей окружная скорость не превышает 5,65 м/с, то принимаем масло цилиндровое 24 (вискозин).
Кроме вязкости масла на выбор смазки зубчатых колёс большое влияние оказывает его маслянистость – способность образовывать на поверхности трение прочные абсорбированные плёнки с пониженным сопротивление сдвига.
Учёт маслянистости при выборе масла обеспечивает минимальный износ зубчатых передач, т.к. удельное давление при скорости 2,5-6 м/с составляет 1-5 кг/мм2, то выбранный сорт масла цилиндровое 24 (вискозин) удовлетворяет нашим условиям.
Все передачи и подшипники, расположенные в общем корпусе, целесообразно обслуживать от одно централизованной системы смазки, что позволяет применить один и тот же смазочный материл.
В спроектированном станке применяем картерную систему смазки, когда масло из общей ванны увлекается и разбрызгивается зубчатыми передачами, образующийся при этом туман смазывает размещённые внутри коробки подшипники и передачи. Кроме того, масло, стекая по стенкам корпуса, также попадает на подшипники качения. Зубчатое колесо, разбрызгивающее масло, не должно быть слишком глубоко погружено в ванну, т.к. излишне высокий уровень заливки масла приводит к потерям мощности и перегреву всей системы. Зубчатые цилиндрические колёса достаточно нагружать в масло наполовину высоты зуба.
16. Описание системы управления станком
Главным движение в станке является вращение шпинделя, которое он получает от электродвигателя мощностью №11 кВт через клиноременную передачу со шкивами Ø125 мм и Ø180 мм и коробку скоростей. Вращение шпинделя осуществляется по следующей цепи зубчатых колёс: 28-44, или 32-40, или 36-36 на вал III, затем через колёса 18-54, 28-44, или 40-32 движение передаётся на вал IV, а затем через зубчатые передачи либо 18-72, либо 60-30 движение передаётся на шпиндель V. Переключая блоки колёс можно получить 18 вариантов зацепления.
Движение подачи: механизм подачи сообщает движение суппорту по четырём кинематическим цепям: винторезной, продольной и поперечной подачи, быстрого перемещения.
Продольная и поперечная подачи осуществляются путём ряда зубчатых колёс и блоков на ходовой вал.
Заключение
Токарно-винторезные станки классифицируются по основным размерам: наибольшему диаметру обрабатываемой детали над станиной D, наибольшей длине обрабатываемой детали L.
По весовым характеристикам токарные станки делятся на лёгкие до 500 кг (D=100÷200), средние до 4 тонн (D=250÷500 мм), тяжёлые – до 15 т. (D=1600÷4000 мм), крупные – более 15 т. (D=630÷1250 мм).
Спроектированный станок относится к средним станкам до 4 тонн, т.к. диаметр обрабатываемой детали над станиной 400 мм.
По точности различают станки нормальной точности – Н, повышенной точности – П, высокой точности – В, особо высокой точности – А, особо точные – С.
Станком-прототипом данного спроектированного станка является токарно-винторезный станок 1К62.
На спроектированном станке могут выполняться следующие операции:
• обтачивание наружных цилиндрических и внутренних поверхностей
• обтачивание торцов
• прорезание канавок
• отрезание
Список использованной литературы
1. Общемашиностроительные нормативы режимов резания для технического нормирования работ по МРС, ч. I и II. Москва. Машиностроение. 1974 г.
2. Данилов В.А. ”Методические указания к курсовому проекту по курсу МРС”, 1977 г.
3. Кузьмин ”Конструирование деталей машин”
4. Государственный стандарт ЕСКД.
5. Свирщевский Ю.И. ”Расчет и конструирование коробок скоростей и подач.” 1976 г.
6. Анурьев В.И. ”Справочник конструктора-машиностроителя”. Москва. Машиностроение. 1974 г.
7. Кучер А.М. ”МРС. Основы конструирования и расчет. ”Ленинград. 1970 г.
8. Режимы резания металла. Справочник. Москва. 1972 г.
| Разработка технологических процессов на механическую обработку вала ... | |
|
Аннотация В дипломном проекте разработан технологический процесс на механическую обработку детали "Вал первичный" с годовой программой выпуска 800 ... Первичный вал служит для переключения скоростей в коробке передач и передачи вращения непосредственно на другие исполнительные органы узла (в данном случае через шестерни которые ... При обработке детали "Вал первичный" на шлифовальных станках могут возникнуть следующие опасные факторы: во - первых при работе на шлифовальных станках возможен разрыв круга, во ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Технологии машиностроения | |
|
ПРЕДИСЛОВИЕ Пособие составлено для студентов, приступающих к изучению начальной части курса "Технология машиностроения" - "Основы технологии ... Колесо зубчатое (рис.1) является деталью коробки подач токарно-винторезного станка. Основные конструктивные элементы зубчатого колеса ° зубчатый венец диаметром 220 мм и шириной 25 мм, реборда толщиной 13 мм и ступица диаметром 65 мм и длиной 41 мм. |
Раздел: Промышленность, производство Тип: учебное пособие |
| Модернизация поперечно-строгального станка с ходом ползуна 700 мм на ... | |
|
Введение Важнейшими условиями увеличения роста промышленной продукции является развитие электрификации, комплексной механизации и автоматизации ... Приводной шкив, с укрепленным на нем зубчатым колесом, приводит в действие через другое зубчатое колесо шестеренчатый насос централизованной смазки и далее через зубчатое колесо ... От вала ускорения через зубчатые колеса, звездочку и цепь движение передается на механизм коробки подач, который сообщает ускоренное движение поперечине станка. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Реконструкция горизонтально-расточного станка повышенной жесткости | |
|
Содержание Введение 1 Обзор состояния вопроса и постановка задачи на дипломное проектирование 1.2 Горизонтально-расточные станки выпускаемые в РФ и ... При проведении реконструкции происходит повышение частоты вращения шпинделя с 1250 об/мин (у базовой модели) до 2550 об/мин (у модернизированного станка). - изменена кинематика коробки скоростей, что позволило обеспечить необходимые частоты вращения шпинделя для повышения производительности станка; |
Раздел: Промышленность, производство Тип: дипломная работа |
| Проектирование токарного станка с числовым программным управлением ... | |
|
Введение Важнейшим достижением научно-технического прогресса является комплексная автоматизация промышленного производства. В своей высшей форме ... ... величина врезания инструмента, мм; - величина перебега инструмента, мм; n - частота вращения шпинделя, об/мин; - подача на оборот шпинделя, мм/об; I - число проходов инструмента. Специальный токарный станок с ЧПУ, спроектированный на базе станка модели РТ735Ф3 предназначенработки деталей трубных соединений, муфт, ниппелей, переходников и переводников ... |
Раздел: Промышленность, производство Тип: дипломная работа |