Реферат: Структура динамической системы станка
Структура динамической системы станка
Резание, процессы, происходящие в подвижных соединениях станка, в электродвигателях и в гидросистемах и т.п. (рабочие процессы) вызывают деформации упругой системы (УС) станка за счет силового или теплового воздействия. Деформации упругой системы, в свою очередь, изменяют взаимное расположение деталей, образующих подвижное соединение.
Воздействие УС на рабочие процессы выражено таким образом в изменении их основных параметров: сечении среза, нормальном давлении на поверхностях трения, скорости движения и т.п. Это воздействие вызывает изменение сил, количества выделяемого тепла и т.п. таким образом, силы и другие виды воздействия рабочих процессов на УС являются функциями координат (или их производных – скоростей, ускорений) упругой системы. Эта зависимость выражает обратную связь УС на рабочие процессы.
Упрощенная схема станка показана на рис. 1.
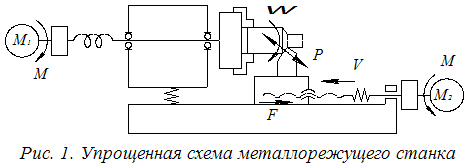
На схеме воздействие на УС станка процессов резания, процессов трения и процессов, происходящих в электродвигателях, обозначены соответственно через Р, F, M.
Силы резания зависят главным образом от свойств обрабатываемого материала, геометрических параметров режущего инструмента и площади среза. Одна из первых зависимостей силы резания от площади среза и свойств материала заготовки:
P = Kba
где К – удельная сила резания на 1 мм2 среза для конструкционной углеродистой стали К»2000 Н/мм2);
b, a – ширина и толщина среза, мм.
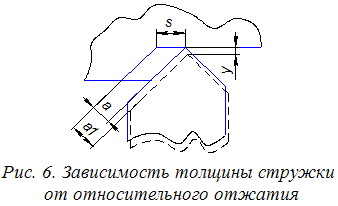
В свою очередь, толщина среза а зависит от относительного отжатия (смещения) инструмента и заготовки.
Процессы трения характеризуются зависимостью силы F трения от нормальной нагрузки N и коэффициента трения m. Нагрузку можно выразить через коэффициент нормальной жесткости cN и нормальную деформацию (податливость) yN, тогда получим формулу Амонтона-Кулона:
металлорежущий станок срез давление
F = mcN (yN)m
где - т – показатель степени.
Для малых контактных деформаций показатель степени m=1.
Условная схема ДС станка показана на рис. 2.
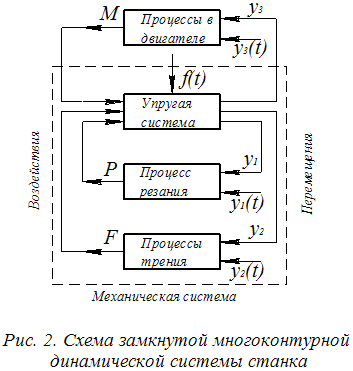
Динамические процессы, происходящие в самой УС, например, воздействие силы инерции неуравновешенных вращающихся масс, совершающих возвратно-поступательное движение; силы веса узлов и заготовок и др. рассматриваются как внешние воздействия на УС и обозначаются f(t). Эти воздействия зависят от геометрической и кинематической точности станка, его деталей и сопряжений.
Внешние воздействия на рабочие процессы выражаются в заданном изменении припуска, в заданном изменении давления смазки на направляющие, в заданном изменении электрического напряжения, питающего электродвигатель, и т.п., т.е. параметры изменения настройки рабочих процессов обозначаются у(t) с соответствующим индексом.
Перемещения УС, вызываемые всеми воздействиями, обозначаются буквами у с соответствующим индексом.
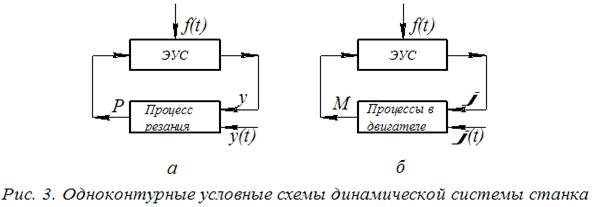
При исследовании какого-либо рабочего процесса многоконтурную ДС станка для упрощения заменяют одноконтурной, состоящей из рассматриваемого рабочего процесса и эквивалентной упругой системы (ЭУС), к которой приведены все остальные элементы системы. Например, схемы одноконтурных систем при исследовании воздействия на станок процесса резания и процессов, происходящих в электродвигателе приведены на рис 3а и 3б. На рис. 3б обозначение перемещения у3 заменено углом поворота вала j.
Воздействия рабочих процессов на УС называются связями.
Цепь воздействий, включающую элементы схемы и связи между ними, называют контуром связи.
Контур связи может быть замкнутым и незамкнутым. Физическую величину, описывающую воздействие на данный элемент или систему. Называют входной координатой хвх элемента или системы; результат воздействия – выходной координатой хвых. Уравнение, связывающее выходную и входную координаты, называют характеристикой W этого элемента или системы.
Свойства ДС станка и ее элементов определяется их характеристикой. Если разорвать две связи элемента "Процесс резания" и рассмотреть его отдельно, получим разомкнутую схему (рис. 4).
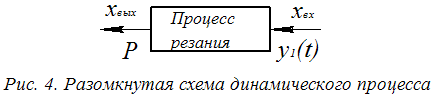
Характеристика элемента "Процесс резания" WПР:
WПР = 
Любая из рассматриваемых характеристик называется статической, если входная координата не изменяется во времени, и динамической, если изменяется.
Примером статического воздействия на станок может служить воздействие постоянной силы Р. Результатом такого воздействия будет упругое смещение на величину у. Если рассмотреть изолировано саму УС в статике, то входящей координатой для упругой системы является постоянная сила Р, а результатом действия силы будет упругое смещение (деформация) у. Таким образом, статической характеристикой УС является
WУС = КУС = 
Эта характеристика является обратной величиной жесткости и называется податливостью (е) или обратной жесткостью (e = 1/j = 1/c). Для подчеркивания статического статуса этой характеристики ее обозначают буквой К. Статическая характеристика УС любого станка или любого его узла является нелинейной зависимостью и на графике представляется в виде петли гистерезиса. Площадь, ограниченная петлей, характеризует работу сил внутреннего и внешнего трения. В уравнениях динамики характеристику WУС удобно представлять в виде линейной зависимости, т.е. постоянного коэффициента, для чего учитывают только чисто упругие свойства характеристики, а работу сил трения учитывают углом наклона прямой.
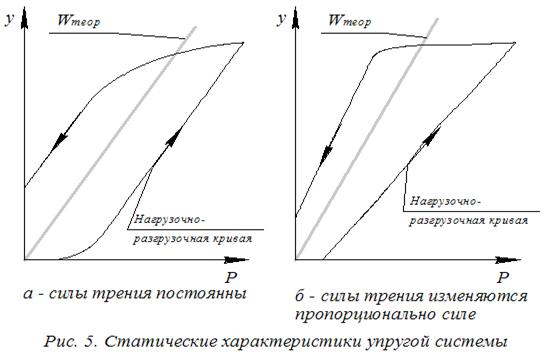
Если силы трения изменяются пропорционально прилагаемой нагрузке, то прямую статической характеристики проводят асимметрично нагрузочному и разгрузочному участкам экспериментальной кривой.
Статическая характеристика определяется величиной деформации в стыках и собственных деформаций деталей. Чаще всего статическую характеристику определяют экспериментально из-за большой сложности теоретических расчетов. При разных видах деформации жесткость рассчитывается по формулам:
![]() – растяжение-сжатие;
– растяжение-сжатие;
![]() –
изгиб;
–
изгиб;
 –
кручение,
–
кручение,
где S; l – площадь сечения и длина; E; G – модули упругости; J; Jp – осевой и полярный моменты инерции; С1; С2 – коэффициенты, зависящие от способа закрепления.
Из формул видно, что жесткость при любом виде деформации не зависит от прочности материала или способа термообработки.
ES, EJ, GJp – называют показателями жесткости растяжения-сжатия, изгиба и кручения.
Статическую характеристику ПР процесса резания можно определить из общего уравнения
WПР = ,
где - P = Kba – сила резания, равная произведению удельной силы на ширину и толщину среза;
y1(t) – внешнее воздействие на процесс резания.
Внешнее воздействие на процесс резания со стороны УС выражается в виде относительных упругих деформаций обрабатываемой детали и инструмента, что приводит к изменению толщины стружки, т.е. можно сказать, что y1(t)= а.
Тогда
WПР = КР = ![]() = Кb,
= Кb,
где - Кb – жесткость резания.
Статическую характеристику ПТ процесса трения определяем аналогично, считая, что при малых контактных деформациях имеется линейная зависимость между нагрузкой и деформацией.
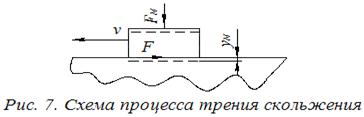
На рис. 7 изображена схема процесса трения скольжения, где сила трения скольжения равна произведению коэффициента трения на нормальную силу прижатия F = μ FN, а сила прижатия, в свою очередь, равна произведению нормальной жесткости на нормальную деформацию FN = cN·yN.
Статическая характеристика процесса трения определяется как отношение выходной координаты процесса к входной
WПТ = КТ =  .
.
| Продольно-резательный станок производительностью 350 т/сутки | |
|
АННОТАЦИЯ В дипломном проекте приведен анализ существующих конструкций продольно-резательных станков для картоноделательных машин и рассмотрены ... На современных станках для большей жесткости системы стойки перемещаются относительно шин. На станках с нижней заправкой ножевой вал приводится во вращение от несущего вала, иногда для привода ножевого вала устанавливают отдельный электродвигатель. |
Раздел: Остальные рефераты Тип: реферат |
| Привод торцовочного станка | |
|
Введение Древесина издавна является одним из наиболее распространенных материалов, применяемых в различных отраслях народного хозяйства. Это ... создание деталей наиболее рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткостью с целью уменьшения трудоемкости и себестоимости механической ... При работе на торцовочном станке накопление зарядов статического электричества происходит во время трения ремней клиноременной передачи о шкивы. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Проектирование цеха ремонта поршневых компрессоров | |
|
1. Укрупненный расчет механического цеха. 1. Исходные данные для проектирования: а) Задание на проектирование с указанием объекта производства и ... Расчет погрешности от упругих деформаций технологической системы. В процессе работы компрессора стенки гильз испытывают большие давления, температурные деформации и трение, поэтому гильзы должны быть достаточно прочными, их трущиеся поверхности ... |
Раздел: Рефераты по технологии Тип: реферат |
| Модернизация патронного полуавтомата 1П756 | |
|
Содержание Введение 1. Технологическая часть 1.1 Введение 1.2 Анализ технологичности конструкции детали 1.3 Определение припусков на механическую ... наиболее важные эксплуатационные характеристики, такие как несущая способность, жесткость масляного слоя, следует анализировать, принимая во внимание упругие деформации и ... Непосредственно процесс резания, работа электродвигателей, |
Раздел: Промышленность, производство Тип: курсовая работа |
| Изготовление детали "Корпус" | |
|
Введение С технологической и организационной точек зрения станки с ЧПУ имеют ряд преимуществ перед станками с ручным управлением. Они обеспечивают ... ... обрабатываемых поверхностей и рациональное расположение опорных точек с точки зрения удобства, надежности базирования и минимальных деформаций под действием сил закрепления и ... Четвертым кадром инструмент позиционируется в точку 1, определенную в системе координат станка координатами хс = 50 мм, ус= 105 мм (см. табл. |
Раздел: Промышленность, производство Тип: дипломная работа |