Реферат: Анализ методов улучшения жидкостекольных смесей
Содержание
cтр.
|
Введение |
4 |
|
1. Улучшение выбиваемости жидкостекольных смесей |
8 |
| 1.1. Состояние вопроса | 9 |
| 1.2. Определение выбиваемости | 12 |
|
1.3. Изменение работы выбивки смеси в зависимости от температу- ры нагрева |
14 |
| 1.4. Влияние неорганических добавок: | 23 |
| 1.4.1. Глины | 24 |
| 1.4.2. Шамота | 25 |
| 1.4.3. Боксита | 26 |
| 1.4.4. Мела | 28 |
| 1.4.5. Окиси магния | 28 |
| 1.4.6. Доменного шлака | 30 |
| 1.4.7. Фосфорита | 31 |
| 1.5.Влияние органических добавок | 31 |
| 1.6.Влияние «хрупкой» усадки | 33 |
| 1.7.Влияние ускоренного охлаждения | 34 |
| 1.8.Влияние количества жидкого стекла | 35 |
| 1.9.Влияние модуля жидкого стекла | 36 |
|
2. Улучшение выбиваемости жидкостекольных НСС |
37 |
| 2.1.Изменение прочности жидкостекольных наливных самотвердею- щих смесей (НСС) в зависимости от температуры нагрева | 38 |
| 2.2.Влияние усадки отливки на выбиваемость жидкостекольных НСС | 41 |
|
2.3.Влияние неорганических добавок на выбиваемость жидкостекольных НСС |
41 |
|
2.4.Влияние органических добавок на выбиваемость жидкостекольных НСС |
43 |
|
3. Выбиваемость ЖСС с жидкими отвердителями |
50 |
| 3. 1.Выбиваемость ЖСС с ацетатом этиленгликоля | 51 |
|
3. 2.Выбиваемость ЖСС с жидким кремнийорганическим отвердителем |
55 |
|
Выводы |
59 |
|
Список использованной литературы |
61 |
1.Введение
Жидкостекольные смеси начали применять в литейных цехах с 50-х годов и за короткий период времени они получили широкое распространение в нашей стране и за рубежом, чему способствовала универсальность смесей, т. е. применимость одних и тех же составов для изготовления форм и стержней, использование их при производстве отливок из стали, чугуна и цветных сплавов. Универсальность смесей выразилась также в их применимости при единичном, мелкосерийном, серийном и массовом производствах отливок.
Вначале жидкостекольные смеси упрочнялись
кратковременной тепловой сушкой или за счет продувки СО![]() . Эти смеси имели
повышенное содержание жидкого стекла (ЖС), вследствие чего выбиваемость форм и
стержней по сравнению с выбиваемостью песчано-глинистых и других смесей резко
ухудшилась, что послужило одной из причин вытеснения с 70-х годов
жидкостекольных смесей смесями с синтетическими смолами. Такая замена при
отсутствии автоматизированных технологических циклов привела к ухудшению
санитарно-гигиенических условий труда в литейных цехах и нерациональному
использованию материальных ресурсов — смол, необходимых в других отраслях
народного хозяйства.
. Эти смеси имели
повышенное содержание жидкого стекла (ЖС), вследствие чего выбиваемость форм и
стержней по сравнению с выбиваемостью песчано-глинистых и других смесей резко
ухудшилась, что послужило одной из причин вытеснения с 70-х годов
жидкостекольных смесей смесями с синтетическими смолами. Такая замена при
отсутствии автоматизированных технологических циклов привела к ухудшению
санитарно-гигиенических условий труда в литейных цехах и нерациональному
использованию материальных ресурсов — смол, необходимых в других отраслях
народного хозяйства.
Работами, выполненными в нашей стране и за рубежом, показана возможность повышения связующей способности ЖС и на этой основе разработаны новые виды смесей с пониженным содержанием его. Отличительной особенностью жидкостекольных смесей нового поколения является низкое содержание связующего, что в значительной мере устраняет недостаток традиционных смесей—затрудненную выбиваемость из отливок и облегчает их регенерацию. Продолжающиеся исследования в этом направлении подчеркивают актуальность проблемы и неисчерпаемые возможности дальнейшего повышения технологических свойств жидкостекольных смесей.
Из жидкостекольных смесей, упрочняющихся
в оснастке, наибольший интерес представляют смеси, отверждаемые с помощью СО![]() , что
обусловлено их высокой живучестью и скоростью упрочнения, нетоксичностью,
простотой приготовления и применения смеси, универсальностью. Однако
существенное улучшение выбиваемости жидкоподвижных и пластичных жидкостекольных
холоднотвердеющих смесей, разработанных в нашей стране в середине 60-х годов,
способствовало сокращению области применения смесей, отверждаемых с помощью
СО
, что
обусловлено их высокой живучестью и скоростью упрочнения, нетоксичностью,
простотой приготовления и применения смеси, универсальностью. Однако
существенное улучшение выбиваемости жидкоподвижных и пластичных жидкостекольных
холоднотвердеющих смесей, разработанных в нашей стране в середине 60-х годов,
способствовало сокращению области применения смесей, отверждаемых с помощью
СО![]() .
.
Исследования,
проведенные в последние годы, свидетельствуют о возможности снижения расхода
ЖС в смесях, отверждаемых СО![]() , за счет
ввода добавок в ЖС или в автоклавы при варке силкат-глыбы, т. е. путем
модифицирования связующего. Эффективными модификаторами ЖС являются основные
фосфатные соли натрия, например, триполифосфат натрия, полифосфаты натрия,
триэтилфосфат и др.
, за счет
ввода добавок в ЖС или в автоклавы при варке силкат-глыбы, т. е. путем
модифицирования связующего. Эффективными модификаторами ЖС являются основные
фосфатные соли натрия, например, триполифосфат натрия, полифосфаты натрия,
триэтилфосфат и др.
Модифицирование
ЖС с помощью фосфатов позволяет уменьшить содержание его в смеси при
одновременном увеличении прочности, уменьшении осыпаемости и снижении работы
выбивки смеси. Последнее объясняется возгонкой оксидов фосфора в диапазоне
температур 400...780 °С, нарушающей сплошность силикатных пленок и
образованием тугоплавких силикофосфатов, предотвращающих спекание смеси.
Полифосфаты натрия являются универсальными модификаторами ЖС и их влияние на
исходную и остаточную прочность жидкостекольных смесей, отверждаемых СО![]() и феррохромовым шлаком,
аналогично.
и феррохромовым шлаком,
аналогично.
Эффективными модификаторами ЖС являются поверхностно-активные вещества (ПАВ), способствующие повышению когезионной прочности связующего, равномерному распределению на зернах наполнителя и более полному его отверждению. Применение ЖС, модифицированного ПАВ, позволяет уменьшить расход связующего в смеси и в 1,5— 2 раза улучшить выбиваемость смеси из отливок. В качестве ПАВ используют полиакриламид, ДС-РАС, стеарат кальция, технический диспергатор НФ и др. Ввод в связующее диспергирующей добавки существенно изменяет пористую структуру геля за счет образования на глобулах защитного адсорбционного слоя, способствующего уменьшению внутренних напряжений, в пленках связующего, и, следовательно, повышению прочности смеси. Благодаря этому содержание ЖС может быть снижено до 2...3 масс. ч, при прочности смеси. >1. MПa.
Эффективными
способами повышения связущей способности ЖС являются, также обработка его в
процессе модифицирования с помощью переменного электрического поля,
приготовление ЖС «мокрым» способом с использованием. алюминиевой стружки,
предварительная обработка ЖС СО![]() , добавка
к ЖС гексамстилентетрамина и др.
, добавка
к ЖС гексамстилентетрамина и др.
В качестве добавок, улучшающих выбиваемость жидкостекольных смесей, предложена большая группа веществ, содержащих алюмосиликаты (отработанный катализатор ИМ-2201).
Приведенные
сведения о путях повышения технологических свойств жидкостекольных смесей,
отверждаемых СО![]() , показывают
перспективность расширения объемов их применения.
, показывают
перспективность расширения объемов их применения.
Улучшение выбиваемости жидкостекольных смесей достигнуто с помощью отверждаемых порошкообразных веществ (феррохромового шлака, нефелинового шлама и др.). Так, Челябинский политехнический институт рекомендует вводить в ЖС вещества с ненасыщенными связями, например сульфит натрия, Киевский политехнический институт — диспергированные фенолоформальдегидные смолы новолачного типа. Такие смеси относятся к легковыбиваемым и хорошо зарекомендовали себя при производстве отливок из алюминиевых, медных и черных сплавов.
Большой опыт работы за рубежом и меньший в нашей стране накоплен по пластичным жидкостекольным смесям, отверждаемым сложными эфирами. В качестве эфиров предпочтение отдается ацетатам этиленгликоля, поскольку их производство базируется на доступном сырье, невысокой стоимости, и смеси легко регенерируются. Ряд предприятий опробовали эфиры производства Польши и Болгарии и подтвердили целесообразность применения сложноэфирных отвердителей из класса ацетатов этиленгликоля.
ВНИИлитмашем осуществлен перевод жидкостекольных смесей с эфиром в жидкоподвижное состояние за счет совместного ввода ДС-РАС и синтамида-5. Применение комплексного пенообразователя для смесей с жидким отвердителем, а также для смесей с феррохромовым шлаком повышает текучесть, живучесть и прочность смеси, поэтому содержание ЖС уменьшается до 5 масс. ч.
Заслуживают внимания работы НПО «ЦНИИТмаш» по применению жидких кремнийорганических полимеров и органических мономеров, позволяющих сократить расход ЖС до 1...3 масс. ч.
Целью данной работы является анализ литературных источников и выявление методов улучшения выбиваемости жидкостекольных смесей из отливок.
1.Улучшение выбиваемости жидкостекольных смесей
1.1.Состояние вопроса
Выбивка из отливок стержней, изготовленных из смесей с жидким стеклом, вызывает большие затруднения.
В специальной литературе и в практике литейного производства часто встречаются противоречивые мнения.
На одних заводах стержни легко выбиваются из отливок, на других трудоемкость выбивки стержней после перехода из смеси с жидким стеклом возрастает; на третьих выбивка оказалась столь затрудненной, что создались серьезные осложнения в использовании современных механизированных средств удаления стержней — в первую очередь гидравлической выбивки. В целях преодоления возникших затруднений в нашей стране и за рубежом было проведено множество работ по улучшению выбивки стержней.
Была проверена эффективность огромного количества разнообразных добавок органического и неорганического происхождения[10].
В нашей стране было проверено влияние на условия выбивки стержней: древесного и каменного угля, кокса, черного и серебристого графитов, древесного пека, битума, нефтяных масел, патоки, декстрина, сульфитно-спиртовой барды, пульвербакелита, МСБ, древесной муки и опилок, глины, цемента, мела, извести, шамота, магнезита, фосфорита и других.
Те же, а также и другие добавки (например, сахар, нафталин, железная окалина, патентованные добавки и пр.) проверялись в зарубежных работах.
В большинстве случаев рекомендации сводились к введению в смеси небольшого количества органических добавок.
В одних случаях введение этих добавок действительно было эффективным, а в других оказывалось бесполезным.
Отсюда различными специалистами одни и те же добавки оцениваются иногда диаметрально противоположно. Как это показано ниже, причина столь разноречивых суждений заключается в различных условиях работы стержней в форме. Уже простой перечень применявшихся добавок, совершенно различных по своей природе и свойствам, показывает, что упомянутые выше работы проводились главным образом эмпирически.
Некоторые исследователи исходили из представлений о необходимости вызвать разрушение прочной пленки жидкого стекла, цементирующей отдельные зерна кварцевого песка, при помощи разнообразных добавок главным образом органического происхождения.
Эти опыты не дали решения проблемы, что, конечно, не исключило возможности в отдельных случаях улучшения выбиваемости стержней из отливок. Позднее, когда исследователи и производственники убедились, что достигнуть положительных результатов по облегчению выбиваемости можно, лишь внеся ясность в сложные процессы, которые протекают в смесях с жидким стеклом при их заливке металлом, начали появляться систематические исследования по этому вопросу.
Многие специалисты оценивали выбиваемость смеси по пределу прочности при сжатии образцов, подвергнутых нагреву до высоких температур, а затем охлажденных. В подавляющем большинстве работ нет объяснений увеличению прочности образцов при их предварительном нагреве до одной температуры и уменьшению прочности при нагреве до другой.
В тех случаях, когда объяснения даются, они носят противоречивый характер, так как связываются с различными температурами и не подтверждаются экспериментальными данными.
Л. Петржела
отмечает, что смеси, продутые CO![]() ,
легче выбиваются из отливок, чем смеси, подвергнутые тепловому высушиванию,
вследствие меньшего содержания жидкого стекла и «в связи с уменьшением
прочности гидрогеля под действием температуры».
,
легче выбиваются из отливок, чем смеси, подвергнутые тепловому высушиванию,
вследствие меньшего содержания жидкого стекла и «в связи с уменьшением
прочности гидрогеля под действием температуры».
В докладе на 24-м конгрессе литейщиков Л. Петржела привел другие соображения, указав, что решающее значение имеет химическая реакция между продуктами разложения щелочного силиката, т. е. реакция между гидратированной кремневой кислотой и карбонатом натрия, или дальнейшая реакция образовавшегося силиката с кристаллическим кварцем:
SiO![]() pН
pН![]() О + Nа
О + Nа![]() СО
СО![]() == Na
== Na![]() SiO
SiO![]() + СO
+ СO![]() + рН
+ рН![]() О.
О.
В работе отмечается, что трудность выбивки определяется
содержанием щелочей. Чем меньше Nа![]() 0, тем
легче выбивка. Минимальную прочность имеют образцы, предварительно нагретые до
600—700° C, а максимальную при 100—200º C и 800—900° С.
0, тем
легче выбивка. Минимальную прочность имеют образцы, предварительно нагретые до
600—700° C, а максимальную при 100—200º C и 800—900° С.
Л. Петржела считает, что образование стекловидной пленки является главной причиной спекания стержней и форм и ухудшения выбиваемости. Прочность стекловидной пленки можно уменьшить добавлением горючих порошкообразных веществ, например каменноугольной пыли, древесных опилок, молотого кокса, графита и т. п. Добавление таких органических веществ как сахара, канифоли, смол и т. п. не приносит никакой пользы.
Условиям выбиваемости стержней из отливок посвящены работы: Аттертона, Нилда и Эпштейна, Тэйлора, Бэмера, Шумахера, Герстманна, Ле Серва и Сегро и других.
Во многих английских, американских и немецких работах рекомендуется введение сахара, который растворяется в жидком стекле, не вызывая его коагуляции.
Указывается, что он нейтрализует щелочность силиката и тем самым обеспечивает смесям с жидким стеклом такую же выбиваемость, как песчано-масляных смесей.
Исследования других авторов приводят к противоположным выводам, в которых отмечается, что добавка сахара еще более затрудняет выбивку.
Петржела, изучив жидкое стекло с патентованными добавками, сообщил,
что оно содержит чаще всего растворенные углеводы (сахар) или синтетические
смолы, которые снижают прочность после продувки CO![]() , что вызывает необходимость увеличения в смеси
жидкого стекла и тем самым ухудшает выбиваемость стержней из отливок. Он пришел к
выводу, что так называемые специальные связующие вещества заграничного
происхождения не имеют каких-либо преимуществ перед стандартными жидкими
стеклами, и их рекомендации преследуют прежде всего коммерческие цели.
, что вызывает необходимость увеличения в смеси
жидкого стекла и тем самым ухудшает выбиваемость стержней из отливок. Он пришел к
выводу, что так называемые специальные связующие вещества заграничного
происхождения не имеют каких-либо преимуществ перед стандартными жидкими
стеклами, и их рекомендации преследуют прежде всего коммерческие цели.
Старр, рекомендуя введение в смеси сахара, в то же время пессимистически оценивает перспективы улучшения выбиваемости смесей с жидким стеклом, так как, по его мнению, создаются именно те условия, которые явились неразрешимой проблемой использования щелочных силикатов в литейном производстве.
Систематические исследования общих закономерностей условий выбиваемости смесей с жидким стеклом были проведены в нашей стране в лаборатории Старо-Краматорского машиностроительного завода, а за рубежом во французском техническом центре литейной индустрии.
В результате исследований, проведенных на СКМЗ Г. А. Равичем и О. М. Алешечкиной, было установлено, что образцы из смесей кварцевого песка с жидким стеклом имеют два максимума прочности при предварительном нагреве до 200 и до 1000° С и два минимума — в интервале 500—800° C и выше 1250° С.
Главная заслуга Г. А. Равича и О. М. Алешечкиной заключается в том, что они на основании тщательно проведенной экспериментальной работы опровергли существовавшее мнение и доказали, что выгорающие органические добавки не дают эффекта при нагреве стержней до высоких температур и что их введение может быть полезным лишь при нагреве стержней до температур, не превышающих 600—700° С.
Декро и Гогюллон на основании определения прочности образцов на сжатие после их предварительного нагрева отмечают два максимума — при 500° C и при 900—1000° С. Соответственно минимальные прочности найдены ими при 700° C и выше 1000° С.
Декро и Гогюллон пытаются объяснить обнаруженные ими
и другими исследователями максимумы и минимумы, соответственно затрудняющие или
облегчающие выбивку стержней из отливок. Первый максимум прочности после
нагрева до 500° C они объясняют высыханием жидкого стекла и началом
его спекания. Минимум прочности при 700° C Декро и
Гогюллон сначала пытались объяснить быстрым расширением кварца в этом интервале
температур (переход α-кварца в β-кварц при 575° С), могущим вызвать
образование трещин между зернами. Однако замена цирконовым песком, не имеющим
модификационных изменений в этом интервале температур, дала тот же
характер кривой. Также были отвергнуты гипотезы, объясняющие
падение прочности при 700° C выделением CO![]() из силиката и дегидратацией силикагеля. Поэтому Декро
и Гогюллон остановились на предположении, что падение прочности при 700° C
связано с превращениями бисиликата натрия, кристаллическая форма которого
изменяется при 678 и 707° C; при нагреве до этих температур, по их мнению,
образуется неоднородная структура, лишенная связующей способности.
из силиката и дегидратацией силикагеля. Поэтому Декро
и Гогюллон остановились на предположении, что падение прочности при 700° C
связано с превращениями бисиликата натрия, кристаллическая форма которого
изменяется при 678 и 707° C; при нагреве до этих температур, по их мнению,
образуется неоднородная структура, лишенная связующей способности.
Второй максимум при 900—1000° C вызывается тем, что некарбонизированный крепитель становится жидким, начиная с 800° C, и взаимодействует с поверхностью зерен кварца.
Вторым источником прочности является Na![]() О, образующийся в результате разложения силиката
углекислым газом. Освобождающийся Na
О, образующийся в результате разложения силиката
углекислым газом. Освобождающийся Na![]() О взаимодействует с кремневой кислотой и образует
силикат.
О взаимодействует с кремневой кислотой и образует
силикат.
Понижение прочности образцов при температурах выше
1000° C Декро и Гогюллон объясняют переходом Na![]() О из расплава силиката в зерна кварца, что
способствует более быстрому превращению кварца в кристобалит, но вызывает в то
же время постепенное исчезновение связующего вещества между зернами.
О из расплава силиката в зерна кварца, что
способствует более быстрому превращению кварца в кристобалит, но вызывает в то
же время постепенное исчезновение связующего вещества между зернами.
Это явление сопровождается у смесей кварцевого песка с жидким стеклом, нагретых до 1300° C, ясно выраженным прекращением спекания, которое может вновь начаться в смесях, нагретых до более высоких температур (свыше 1500° С).
По-видимому, эти соображения кажутся Декро и Гогюллону недостаточно убедительными, так как они приходят к выводу, что минимум прочности после предварительного нагрева образцов до 1000° C трудно объясним.
Вышеприведенное показывает противоречия в экспериментальных данных и мнениях различных авторов. Это свидетельствует о том, что в настоящее время еще недостаточно изучены общие закономерности физико-химических процессов, протекающих при нагреве и последующем охлаждении смесей с жидким стеклом. В частности, не предложены гарантийные меры, обеспечивающие легкую выбивку стержней из отливок.
1.2. Определение выбиваемости
Противоречия в экспериментальных данных, полученных различными исследователями, объясняются прежде всего несоблюдением постоянства условий экспериментов и несовершенством применявшихся методов.
Надо признать, что объективную оценку выбиваемости стержней из отливок дать очень трудно, так как смеси при их разрушении подвергаются различным видам нагрузок. Пленки связующего материала испытывают при этом одновременное действие скалывающих, изгибающих и растягивающих усилий. Если с этой позиции рассмотреть наиболее распространенные методы выбивки стержней, то общим для них является ударное воздействие на стержень.
Многие исследователи определяли выбиваемость смесей по прочности стандартных образцов на сжатие, что не может характеризовать способность к разрушению под действием ударной нагрузки, хотя определенная зависимость между прочностью на сжатие и выбиваемостью, по-видимому, существует.
С другой стороны, использование для определения выбиваемости стержней встряхивающих выбивных решеток, вибрационных машин, пневматических зубил и других аналогичных приспособлений неизбежно вносит существенный элемент субъективности, так как трудно определить момент конца выбивки: образование пригарной корки различной толщины значительно затрудняет оценку собственно выбиваемости смесей.
Наконец, эти методы применяют обычно при изготовлении какой-либо одной, специально выбранной опытной отливки.
Поэтому полученные результаты могут быть использованы лишь как сравнительные применительно к данным или подобным отливкам и не могут быть перенесены без существенных поправок на другие отливки. Очевидно, разнообразие конфигураций, веса, типа сплава отливок и, соответственно, условий прогрева стержней настолько велико, что практически невозможно найти такую форму и размеры опытной отливки, чтобы полученные закономерности могли быть перенесены на большую номенклатуру литья.
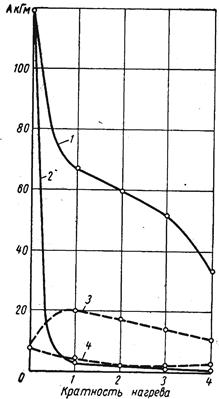
Поэтому, прежде всего, было обращено внимание на выбор методики исследований, лишенной упомянутых основных недостатков. В основу методики[11,13] была положена оценка смесей по наиболее близкому к производственным условиям показателю — работе, затрачиваемой на выбивку («пробивку») образцов, предварительно нагретых до различных, заданных условиями опыта, температур.
Для этого применялся копер, снабженный специальными приспособлениями (рис. 1).
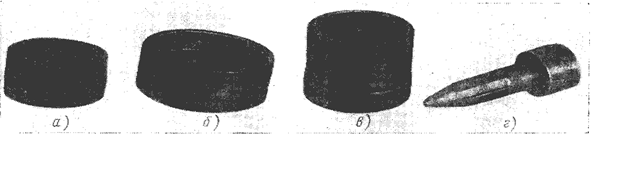
Рис. 1. Приспособления для оценки выбиваемости смесей:
а — исследуемый образец; б — металлическая гильза; в — поддон;
г — боек.
На нижнем конце вертикального штока копра укреплялся боек диаметром 20 мм. При изготовлении бойка его острие делалось тупым, чтобы при длительном использовании сохранить стабильными размеры бойка. Для того чтобы обеспечить возможность выхода разрушенной смеси из-под бойка, последний имел три продольных паза шириной 5 мм, расположенных по окружности под углом 120°. Приспособление для определения работы выбиваемости имело комплект съемных грузов и кулачков, обеспечивающих возможность изменения высоты падения грузов. Таким образом, изменением веса падающего груза и высоты падения последнего достаточно быстро и точно определяли работу, затрачиваемую на выбивку как очень слабых, так и прочных стержневых смесей.
Образцы высотой 30 мм и диаметром 50 мм, уплотненные тремя ударами на обычном копре, высушивались при 200° C в течение 20 мин или продувались углекислым газом в течение 45 сек. Затем они подвергались нагреву до различных заданных температур от 200 до 1400° C с интервалом 100—200° C, выдерживались при этой температуре в течение 40 мин и медленно охлаждались в печи со скоростью 200—300°/ч.
Полученные образцы а (рис. 1) плотно, без зазора, вставлялись в металлическую гильзу б, которая, в свою очередь, устанавливалась на поддон в. В дне поддона имелось отверстие диаметром 22 мм для свободного выхода бойка г, пробивающего образец а,
Работа, затраченная на выбивку («пробивку» образца), находилась из следующей зависимости:
A = nGh
где A — работа, затраченная на пробивку опытного образца, в кГм;
n — число ударов бойка, необходимых для пробивки образца;
G — вес падающего груза в кг;
h — высота падения груза в м.
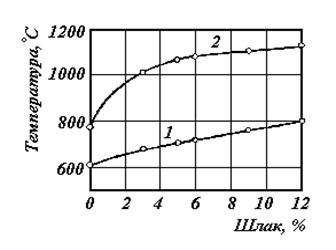
1.3.Изменение работы выбивки смеси в зависимости от температуры нагрева
По описанной методике образцы смесей при их нагреве и охлаждении не испытывают сжимающих усилий, возникающих в стержнях при усадке отливок.
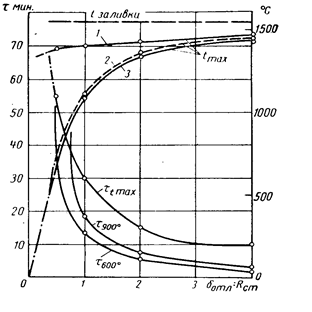
Поэтому в работе параллельно с испытанием образцов, подвергавшихся нагреву в печах, определяли выбиваемости смесей на опытных отливках плиты длиной 650 мм, шириной 200 мм и высотой 50 мм, в которую одновременно устанавливали четыре стержня из испытуемой смеси. В результате контрольных опытов были выбраны диаметры стержней с таким расчетом, чтобы отношение толщины стенки отливки к радиусу стержня составляло 0,5; 1,0; 2,0 и 4.0.
Опытные отливки весом 150 кг заливались при температуре 1550— 1580° C сталью 30Л. Температура нагрева стержней при разных соотношениях толщин стенок отливок к радиусам стерней приведена на рис. 2. Работа, затрачиваемая на выбивку стержней из отливок, определялась после полного их остывания с помощью переносного копра, аналогичного описанному выше.
 Так как пленки склеивающие зерна наполнителя в случае
продувания смесей углекислым газом и в
случае
удаления влаги при нагреве отличаются, то
Так как пленки склеивающие зерна наполнителя в случае
продувания смесей углекислым газом и в
случае
удаления влаги при нагреве отличаются, то
поэтому при изучении общих закономерностей условий выбивки стержней опыты проводились с образцами, продутыми углекислым газом в течение 45 сек, и с образцами, высушенными при 200º C в течение 20 мин. Смесь содержала кварцевый песок Люберецкого месторождения (1К025А)—100 весовых частей; жидкое стекло (модуль 2,7, удельный вес 1,48 г/см3)— 5 весовых частей; NaOH (10 %-ный раствор)—1 весовая часть.
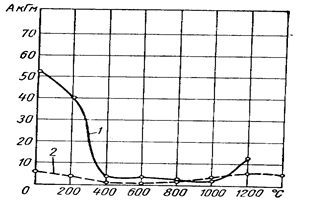
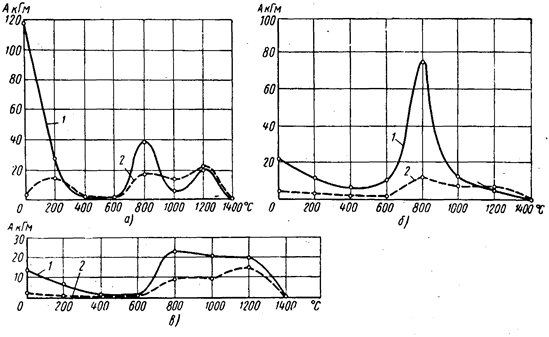
 Была
установлена непосредственная зависимость работы A, затрачиваемой
на выбивку образцов, от температуры их предварительного нагрева (рис. 3).
Была
установлена непосредственная зависимость работы A, затрачиваемой
на выбивку образцов, от температуры их предварительного нагрева (рис. 3).
Как видно из этой зависимости, кривая, характеризующая работу выбивки A, имеет два максимума и два минимума.
Первый
максимум соответствует исходному состоянию образцов, нагретых до 200º C и
охлажденных, а также продутых CO![]() . При
последующем нагреве и охлаждении образцов работа, затрачиваемая на их выбивку,
непрерывно падает, достигая минимальных значений («первый минимум») в
интервале 400—600° С.
. При
последующем нагреве и охлаждении образцов работа, затрачиваемая на их выбивку,
непрерывно падает, достигая минимальных значений («первый минимум») в
интервале 400—600° С.
Нагрев до более высоких температур вызывает новый значительный рост работы, затрачиваемой на выбивку, которая достигает максимальных значений при 800° C («второй максимум»).
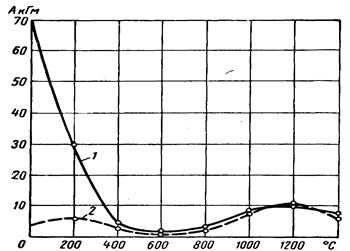
Из
приведенных на рис. 3 зависимостей видно также, что работа, затрачиваемая
на выбивку образцов, продутых CO![]() , при всех температурах их предварительного нагрева
оказалась ниже работы, затраченной на выбивку высушенных образцов.
, при всех температурах их предварительного нагрева
оказалась ниже работы, затраченной на выбивку высушенных образцов.
Однако, если при первом максимуме работы разница весьма существенна, то при втором максимуме эта разница значительно уменьшается, а при обоих минимумах величина A практически одинакова. Это свидетельствует о том, что при нагреве до высоких температур и охлаждении опытных образцов в смеси происходят одинаковые или подобные процессы. На этом явлении подробно остановимся.
Наличие минимума работы, затрачиваемой на выбивку образцов, предварительно нагретых до температур, лежащих в интервале 400—600° C, приводит к мысли о возможности создания в стержнях условий, при которых связь между отдельными зернами наполнителя нарушалась бы после заполнения литейной формы жидким металлом и образования на отливке твердой корки и не восстанавливалась бы в процессе последующего охлаждения стержней. Для достижения этой цели могут быть использованы два пути.
Первый заключается в регулировании степени прогрева стержней с использованием для этого различных теплопроводных и теплоизоляционных смесей; второй — в значительном расширении благоприятного для выбивки интервала температур.
На практике приходится сталкиваться с очень большим диапазоном температур прогрева стержней — от минимальной в центре до максимальной (близкой к температуре заливаемого металла) — на поверхности. Однако для успешной выбивки стержня часто оказывается достаточно иметь легкую выбиваемость его основного объема, тогда наружная часть, соприкасающаяся с отливкой, довольно легко может быть удалена. Об этом свидетельствует, например, опыт применения оболочковых стержней из смеси с жидким стеклом, как правило не вызывающих затруднений при выбивке из отливок.
Была проверена возможность
регулирования степени прогрева стержней с помощью материалов с различными
теплофизическими свойствами. Однако введение в смеси с жидким стеклом 20%
чугунной стружки  , 10% окалины
, 10% окалины ,
применение в качестве
наполнителя хромомагнезита
,
применение в качестве
наполнителя хромомагнезита
 и других высокотеплопроводных материалов,
введение в смеси
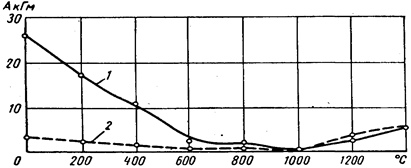
и других высокотеплопроводных материалов,
введение в смеси
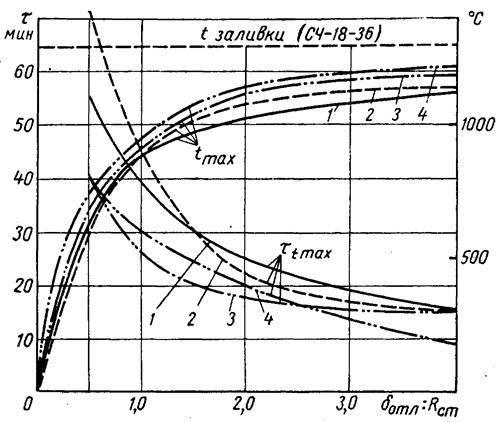
Рис.4. Влияние толщины стенки отливки на условия нагрева стержней из смесей с жидким стеклом:
1— хромомагнезитовой; 2 — кварцевого песка и 10% асбеста;
3 — кварцевого песка и 20% чугунной стружки.
материалов (асбеста), тормозящих отвод тепла , не позволило существенно
изменить температуру в центре стержней (рис. 4).
, не позволило существенно
изменить температуру в центре стержней (рис. 4).
Для решения второй задачи необходимо было установить причины, определяющие зависимость работы, затрачиваемой на выбивку стержней, от температуры их предварительного нагрева.
Существенное различие работы, затраченной на выбивку высушенных образцов (рис. 3) в области первого максимума (исходное состояние), объясняется различием природы пленок, связывающих зерна кварцевого песка. Небольшое увеличение прочности образцов, продутых углекислым газом и нагретых до 200° C, закономерно и объясняется краткой продолжительностью (45 сек) продувки образцов углекислым газом.
При последующем нагреве образцов до температур 400–600° C наблюдается значительное уменьшение работы, затрачиваемой на выбивку образцов.
Важно отметить, что величина
работы в этом интервале температур является минимальной и практически
одинаковой как для образцов, предварительно высушенных, так и для образцов
продутых CO![]() . Пленка жидкого стекла
обладает чрезвычайно высокой адгезией к кварцевым зернам. Это особенно сильно
проявляется в условиях высоких температур, когда происходит химическое
взаимодействие между щелочным силикатом натрия и поверхностью кварцевых зерен.
. Пленка жидкого стекла
обладает чрезвычайно высокой адгезией к кварцевым зернам. Это особенно сильно
проявляется в условиях высоких температур, когда происходит химическое
взаимодействие между щелочным силикатом натрия и поверхностью кварцевых зерен.
Учитывая когезионный тип разрушения смесей с жидким стеклом, изменение прочностных свойств смесей в условиях их нагрева и последующего охлаждения можно объяснить изменениями, происходящими в пленке жидкого стекла.
 Вследствие
различных температурных коэффициентов объемного и линейного расширения
стекловидного силиката натрия и кварцевого песка при повторном нагреве и
охлаждении высушенных образцов в пленке, склеившей зерна наполнителя,
возникают напряжения, приводящие к образованию трещин, нарушающих её сплошность
и снижающих прочность образцов на удар.
Вследствие
различных температурных коэффициентов объемного и линейного расширения
стекловидного силиката натрия и кварцевого песка при повторном нагреве и
охлаждении высушенных образцов в пленке, склеившей зерна наполнителя,
возникают напряжения, приводящие к образованию трещин, нарушающих её сплошность
и снижающих прочность образцов на удар.
При нагреве образцов до 600° C и последующем охлаждении к напряжениям, возникающим вследствие различия температурных коэффициентов расширения пленки и зерна, добавляются напряжения, возникающие в результате модификации изменений кварца (переход α-кварца в β-кварц при 575° С).
 Снижение величины A и образование первого
минимума объясняется также полной потерей влаги гелем кремневой кислоты и
дисиликатом натрия в интервале температур примерно до 350–400°
С.
Снижение величины A и образование первого
минимума объясняется также полной потерей влаги гелем кремневой кислоты и
дисиликатом натрия в интервале температур примерно до 350–400°
С.
Эти данные подтверждаются термограммами высушенных при: 200° C и продутых углекислым газом смесей, содержащих 6% жидкого стекла.
Здесь, однако, имеется в виду влияние не собственно потери влаги, а воздействия этого процесса на возникновение в пленке, связывающей зерна кварца, напряжении, приводящих к образованию в ней трещин, резко снижающих общую прочность смеси.
Наконец, следует учесть, что напряжения в пленках будут тем выше, чем больше будет перепад между температурой нагрева и температурой последующего охлаждения. Влияние этих факторов на условия выбивки стержней и подтверждение превалирующего значения напряжений, возникающих в пленках и приводящих к падению величины A, находим экспериментально. Полученные данные (рис. 5) ясно показывают, что при повторном нагреве и охлаждении прочность образцов резко падает.
Очевидно, что стекловидная пленка, содержащая в основном гидратированный дисиликат натрия, будет значительно более хрупкой, чем пленка, состоящая в основном из геля кремневой кислоты. Последняя, особенно в начальных условиях, будет обладать эластичностью и способностью частично релаксировать возникающие напряжения. Поэтому прочность предварительно высушенных образцов при повторном нагреве и охлаждении падает гораздо более резко, чем у образцов, предварительно продутых углекислым газом.
Таким образом, в случае высушенных и в случае продутых
CO![]() образцов при их нагреве до
400–600° C и последующем охлаждении в результате возникающих
напряжений, приводящих к образованию в пленках трещин, работа, затрачиваемая
на выбивку, оказывается минимальной.
образцов при их нагреве до
400–600° C и последующем охлаждении в результате возникающих
напряжений, приводящих к образованию в пленках трещин, работа, затрачиваемая
на выбивку, оказывается минимальной.
Переходя к рассмотрению одного из главных вопросов – причин образования второго максимума, прежде всего следует отметить чрезвычайно быстрое увеличение работы, затрачиваемой на выбивку образцов, предварительно нагретых до 800° С. Столь резкое возрастание прочности при нагреве образцов до 800° С свидетельствует о том, что примерно при этой температуре происходит коренное изменение условий склеивания кварцевых зёрен наполнителя.
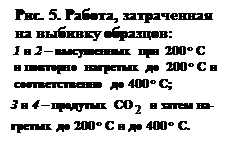
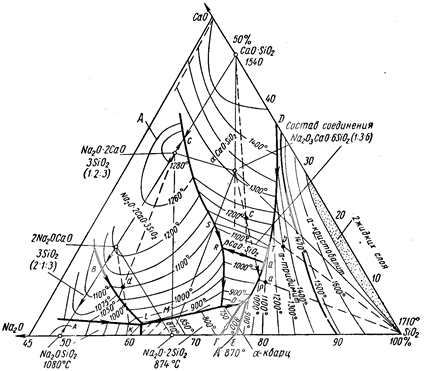
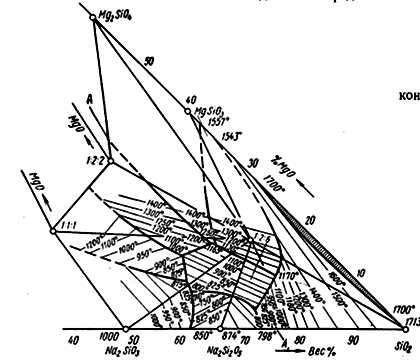
Причина образования второго максимума
становится очевидной из рассмотрения двойной диаграммы состояния Na![]() O
– SiO
O
– SiO![]() (рис.6)
(рис.6)
При нагреве жидкого стекла, обычно применяемых модулей, жидкая фаза начинает появляться при температуре 795° C, а при нагреве до 850° C (для модуля, равного 2,5) образуется полностью жидкий расплав.
Образовавшаяся жидкая фаза силикатного расплава
обволакивает зерна кварцевого песка, «залечивает» появившиеся ранее трещины и
при последующем охлаждении сообщает смеси высокую прочность, что приводит к
значительному увеличению работы, затрачиваемой на выбивку смесей. Этот процесс
происходит как в высушенных, так и продутых CO![]() образцах. Однако, если в высушенных смесях происходит
простое расплавление уже ранее образовавшегося силиката натрия, то в смесях
продутых CO
образцах. Однако, если в высушенных смесях происходит
простое расплавление уже ранее образовавшегося силиката натрия, то в смесях
продутых CO![]() образуется расплав из самостоятельно существующих
компонентов — главным образом NaHCO
образуется расплав из самостоятельно существующих
компонентов — главным образом NaHCO![]() и SiO
и SiO![]() , получившихся в результате разложения жидкого стекла
при продувании смеси углекислым газом. Это, по-видимому, является причиной
меньшей величины второго максимума в образцах, продутых CO
, получившихся в результате разложения жидкого стекла
при продувании смеси углекислым газом. Это, по-видимому, является причиной
меньшей величины второго максимума в образцах, продутых CO![]() , так как условия образования расплава из отдельных
составляющих в тонкой пленке связующего не могут считаться благоприятными.
Подтверждением такого предположения являются опыты (рис. 7), проведенные при
заливке стержней сталью 30Л. Они подтвердили общую
, так как условия образования расплава из отдельных
составляющих в тонкой пленке связующего не могут считаться благоприятными.
Подтверждением такого предположения являются опыты (рис. 7), проведенные при
заливке стержней сталью 30Л. Они подтвердили общую
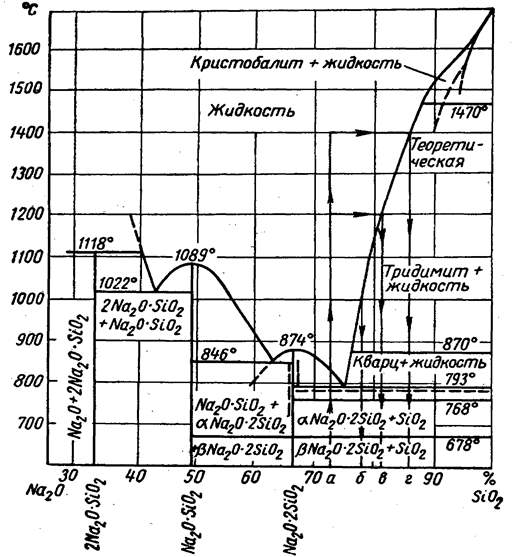
Рис. 6. Диаграмма состояния системы Na![]() O
– SiO
O
– SiO![]() .
.
 закономерность — ярко выраженный максимум работы,
затраченной на выбивку стержней, прогретых до температуры примерно 800°С.
закономерность — ярко выраженный максимум работы,
затраченной на выбивку стержней, прогретых до температуры примерно 800°С.
|
Рис. 7.Работа, затраченная на выбивку из отливок стержней: 1—высушенных при 200° C; 2 — продутых CO |
Вследствие значительного воздействия на стержень
тепла залитого металла, малой теплопроводности смеси и очень медленного
охлаждения стержней процессы образования жидкой фазы в пленках связующего
материала в данном случае протекают более полно, чем при испытаниях образцов.
Поэтому в смесях, продутых CO![]() , при этом полностью осуществляется процесс образования
жидкой фазы, вследствие чего наблюдается почти одинаковый ход кривых,
характеризующих работу, затраченную на выбивку стержней, высушенных и продутых CO
, при этом полностью осуществляется процесс образования
жидкой фазы, вследствие чего наблюдается почти одинаковый ход кривых,
характеризующих работу, затраченную на выбивку стержней, высушенных и продутых CO![]() .
.
Таким образом, при нагреве смесей до 800°C образуется жидкий расплав, который энергично взаимодействует с кварцевым песком, растворяя последний, в результате чего четко выраженная граница раздела пленки и зерна стирается и образуется сплошной монолит, обладающий большой прочностью. В этих условиях появляется «второй максимум», резко затрудняющий выбивку стержней из отливок.
Рассмотрим причины снижения величины A при нагреве смесей до более высоких температур и условия образования «второго минимума».
При нагреве смесей до температур, превышающих 800° C,
взаимодействие силикатного расплава с кремнеземом песка усиливается. Как
известно, скорость диффузии возрастает по мере повышения температуры и
уменьшения вязкости среды. Поэтому при высоких температурах диффузия SiO![]() от поверхности растворения в расплав значительно
возрастает и в целом процесс растворения кремнезема в силикатном расплаве
ускоряется. В результате растворения содержание SiO
от поверхности растворения в расплав значительно
возрастает и в целом процесс растворения кремнезема в силикатном расплаве
ускоряется. В результате растворения содержание SiO![]() в расплаве непрерывно увеличивается вплоть до
предела растворимости при данной температуре согласно диаграмме состояния Na
в расплаве непрерывно увеличивается вплоть до
предела растворимости при данной температуре согласно диаграмме состояния Na![]() O–SiO
O–SiO![]() . После достижения предела растворимости этот процесс
прекращается.
. После достижения предела растворимости этот процесс
прекращается.
При охлаждении образца из образовавшегося расплава начинают выпадать избыточные кристаллы сначала тридимита, а при температурах ниже 870° C — кварца. Выпавшие твердые кристаллы в затвердевшем расплаве играют роль инородных включений — надрезов, нарушающих сплошность пленок и концентрирующих напряжения, возникающие при охлаждении образца до комнатной температуры.
Наконец, следует учесть, что
чем энергичнее идет процесс растворения SiO![]() в расплаве, тем меньше становится
относительное содержание в нем Na
в расплаве, тем меньше становится
относительное содержание в нем Na![]() O.
O.
Эти факторы являются основной причиной уменьшения работы, затрачиваемой на выбивку образцов при их предварительном нагреве до температур, превышающих 800° С. Естественно, что чем выше температура нагрева расплава, тем быстрее происходит растворение кремнезема и тем больше растворимость в расплаве. Следовательно, при охлаждении с более высоких температур расплав будет содержать относительно большее количество твердых инородных включений и сплошность силикатной пленки будет в большей степени нарушена, что будет приводить к дальнейшему уменьшению величины А.
Таким образом, после полного охлаждения пленка, склеившая зерна кварцевого песка, будет иметь не первоначальный состав, соответствующий, например, точке a на диаграмме состояния (рис. 6), а состав, в зависимости от температуры нагрева соответствующий, например, точкам б, в или г. С другой стороны, если образцы, один раз нагретые до 1200° C (точка б), вновь нагревать до 800, 1000 и 1200° C, то состав пленки останется неизменным. Следовательно, работа, затрачиваемая на выбивку вторично нагреваемых образцов, будет примерно одинаковой при всех температурах вплоть до 1200° C. Однако величина A должна быть ниже, чем при первом нагреве до 1200° C, так как при вторичных нагреве и охлаждении увеличиваются напряжения за счет модифицированных изменений кварца и возникающих термических напряжений. Подтверждение находим в опытах, приведенных на рис. 8.
Справедливость последней гипотезы
подтверждается также опытами, при которых в качестве наполнителя вместо кварцевого
песка был взят цирконовый. В этом случае не только не было обнаружено
уменьшения прочности после 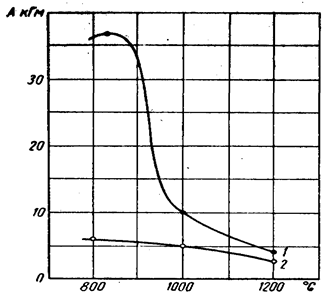 достижения температуры второго
максимума, но, наоборот, при нагреве до более высоких температур (1400° С)
прочность непрерывно возрастала.
достижения температуры второго
максимума, но, наоборот, при нагреве до более высоких температур (1400° С)
прочность непрерывно возрастала.
|
Рис. 8. Работа, затраченная на выбивку образцов из смеси на жидком стекле: 1 — предварительно высушенных при 200° C; 2 — предварительно прокаленных при 120° С. |
Одним из главных вопросов, имеющих основное значение для практического улучшения выбиваемости смесей, является максимальное расширение интервала первого минимума работы, затрачиваемой на выбивку стержней.
Выбором более сложных, например тройных систем с определенным соотношением компонентов, можно получить необходимую заданную температуру образования второго максимума.
Обратимся к диаграмме состояния системы Na![]() O—Al
O—Al![]() O
O![]() —SiO
—SiO![]() (рис. 9). Расчет по соответствующей изотерме диаграммы
состояния (рис. 9) показывает, что для получения второго максимума при 1400° C
в смесь, содержащую 5% жидкого стекла, модуля 2,7 (SiO
(рис. 9). Расчет по соответствующей изотерме диаграммы
состояния (рис. 9) показывает, что для получения второго максимума при 1400° C
в смесь, содержащую 5% жидкого стекла, модуля 2,7 (SiO![]() —31,6%;
Na
—31,6%;
Na![]() O—12.0%), необходимо добавить 0,97% Al
O—12.0%), необходимо добавить 0,97% Al![]() O
O![]() .
.
Соответствующие опыты, проведенные
с введением в смесь, содержащую 5% жидкого стекла, дополнительно 3% химически
чистого Al![]() O
O![]() , количество которого по
срав-нению с расчетным было значительно увеличено для более четкого выявления
закономерности и ввиду возможного неполного усвоения
, количество которого по
срав-нению с расчетным было значительно увеличено для более четкого выявления
закономерности и ввиду возможного неполного усвоения
глинозема, подтвердили изложенные представления.
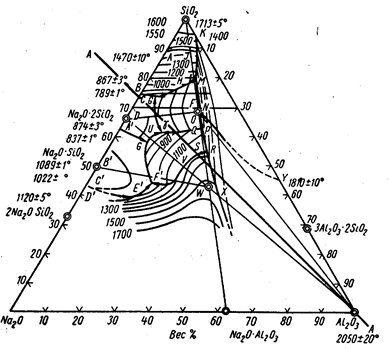
Рис. 9. Диаграмма
состояния системы Na![]() O—Al
O—Al![]() O
O![]() —SiO
—SiO![]() .
.
Линия A—A соответствует сплавам, в которых модуль жидкого стекла равен 2.7.
 |
Из опытов (рис. 10) видно, что при добавке Al![]() O
O![]() второй максимум, в соответствии с расчетными данными,
«передвинулся» с 800 до 1400° С. При этом интервал первого минимума увеличился
с 400—600 до 600—1200° C. Кроме того, величина второго максимума при
добавлении в смесь Al
второй максимум, в соответствии с расчетными данными,
«передвинулся» с 800 до 1400° С. При этом интервал первого минимума увеличился
с 400—600 до 600—1200° C. Кроме того, величина второго максимума при
добавлении в смесь Al![]() O
O![]() также заметно уменьшилась, что объясняется появлением
на зернах наполнителя инертного слоя, непрореагировавшего с силикатом натрия
глинозема, значительно снизившего адгезию пленок, а также, возможно, меньшей
прочностью алюмосиликатов натрия. Исходные свойства смеси при добавлении
глинозема изменились незначительно. При содержании 5% жидкого стекла и 3% Al
также заметно уменьшилась, что объясняется появлением
на зернах наполнителя инертного слоя, непрореагировавшего с силикатом натрия
глинозема, значительно снизившего адгезию пленок, а также, возможно, меньшей
прочностью алюмосиликатов натрия. Исходные свойства смеси при добавлении
глинозема изменились незначительно. При содержании 5% жидкого стекла и 3% Al![]() O
O![]() смесь после продувки CO
смесь после продувки CO![]() имела предел прочности при сжатии 11.0 кГ/см 2,
что вполне удовлетворяет технологическим требованиям.
имела предел прочности при сжатии 11.0 кГ/см 2,
что вполне удовлетворяет технологическим требованиям.
1.4.Влияние неорганических добавок
1.4.1.Влияние глины
Одной из наиболее распространенных добавок,
вводимых в формовочные смеси для улучшения выбиваемости, в том
числе в смеси с жидким стеклом, является глина. В проведенных опытах она
содержала 27% Al![]() O
O![]() . Расчёт показывает, что для образования второго
максимума при 1200º C в смесь необходимо ввести 3,0% глины (0,81% Al
. Расчёт показывает, что для образования второго
максимума при 1200º C в смесь необходимо ввести 3,0% глины (0,81% Al![]() O
O![]() ); при дальнейшем
увеличении глины максимум соответственно будет перемещаться вправо и
составлять 1300 и 1400º
C.
); при дальнейшем
увеличении глины максимум соответственно будет перемещаться вправо и
составлять 1300 и 1400º
C.
Как видно из диаграммы состояния,
изменением модуля стекла и введением в смеси надлежащего количества Al![]() O
O![]() могут
быть выбраны силикатные системы, обеспечивающие получение второго максисума при
1500, 1600º C и более высоких температурах.
могут
быть выбраны силикатные системы, обеспечивающие получение второго максисума при
1500, 1600º C и более высоких температурах.
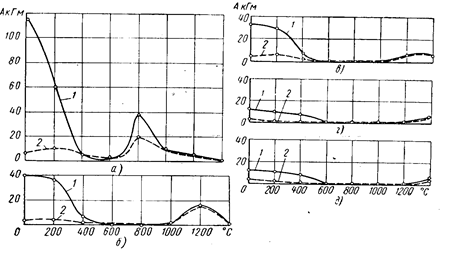
Рис.11.Работа, затраченная на выбивку образцов из смесей:
а —без глины; б—3% глины; в — 5% глины; г — 9% глины.
Результаты опытов показывают совпадение экспериментальных данных с расчетными (рис. 11). Они подтверждают также целесообразность введения в смеси с жидким стеклом глины и дают удовлетворительное объяснение эффективности ее действия как средства, существенно облегчающего выбивку стержней из отливок. Отметим, что при перемещении второго максимума вправо работа, затраченная на выбивку образцов, нагретых до температуры второго максимума, снижается в несколько раз (рис. 11). При значительном содержании в смесях глины (более 5%) хотя и резко облегчается выбивка стержней, однако исходная прочность оказывается низкой, что затрудняет практическое использование этих смесей.
Для улучшения исходных свойств
целесообразно заменить глину веществом, не способным вступать в ионогенное
взаимодействие с жидким стеклом и содержащим большое количество Al![]() O
O![]() .
.
1.4.2.Влияние шамота
В качестве инертного к жидкому
стеклу материала, богатого Al![]() O
O![]() , был исследован шамот. Как и
следовало ожидать, физико-механические свойства смеси при добавлении шамота не
ухудшились (предел прочности на сжатие после продувки CO
, был исследован шамот. Как и
следовало ожидать, физико-механические свойства смеси при добавлении шамота не
ухудшились (предел прочности на сжатие после продувки CO![]() составлял 12—13 кГ/см2.
Однако влияние шамота на температуру образования второго максимума не
обнаруживалось (рис. 12) — второй максимум образовался при 800º С, т. е. при той же температуре,
что и в смесях без добавок. Объясняется это, по-видимому, тем, что муллит (3Al
составлял 12—13 кГ/см2.
Однако влияние шамота на температуру образования второго максимума не
обнаруживалось (рис. 12) — второй максимум образовался при 800º С, т. е. при той же температуре,
что и в смесях без добавок. Объясняется это, по-видимому, тем, что муллит (3Al![]() O
O![]() •2SiO
•2SiO![]() ) —основная составляющая шамота —
инертен к расплаву жидкого стекла и не дает с последним тройных соединений.
) —основная составляющая шамота —
инертен к расплаву жидкого стекла и не дает с последним тройных соединений.
При высоких температурах муллит очень устойчив и не подвергается разложению даже вблизи температуры плавления (1810° С).
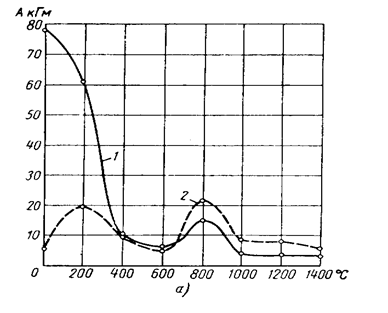
При температуре 500—600° C из глины удаляется практически вся влага, в том числе и кристаллизационная, в то же время процесс муллитизации при этих температурах еще не начинается и химическая активность глинозема сохраняется, что должно способствовать смещению второго максимума в область более высоких температур. Действительно, из рис. 12, б видно, что смесь с добавкой 5% глины, прокаленной при 600° C, дает второй максимум прочности при 1200° C, т. е. там же, где и смесь с добавкой необожженной глины. Напротив, в глине, прокаленной при 1300° C, процесс муллитизации прошел практически полностью, поэтому ее добавление в смеси не изменило температуру образования второго максимума (рис. 12, б), так же как это имело место при добавлении шамота (рис. 12, а).
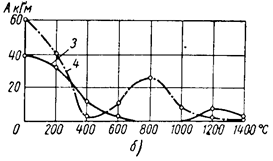
1.4.3.Влияние боксита
Опыты И. В. Валисовского и А. М. Лясса показали, что для снижения величины
работы, затрачиваемой на выбивку стержней, необходимо применять материалы,
содержащие Al![]() O
O![]() , способные образовывать тройные соединения с Na
, способные образовывать тройные соединения с Na![]() O и SiO
O и SiO![]() . Одним из таких материалов, содержащих
значительно большее количество
Al
. Одним из таких материалов, содержащих
значительно большее количество
Al![]() O
O![]() , чем глина, является боксит, в состав которого входят
гидраргиллит Al
, чем глина, является боксит, в состав которого входят
гидраргиллит Al![]() (OH)
(OH)![]() , бёмит AlOOH, диаспор HAlO
, бёмит AlOOH, диаспор HAlO![]() .
Все эти материалы при нагреве разлагаются с образованием активного γ —
Al
.
Все эти материалы при нагреве разлагаются с образованием активного γ —
Al![]() O
O![]() .
.
Наиболее известными в России являются Краснооктябрьское, Североуральское и Тихвинское месторождение бокситов (табл. 1).
Таблица 1
Химический состав бокситов
|
Месторо- ждение боксита |
Содержание компонентов в % |
Потери при про - каливани в % |
|||||||
|
Al |
SiO |
Fe |
CaO | МgO |
TiO |
P |
|||
|
Красноок- тябрьское СевероуральскоеТихвинское |
40,1 55,6 47,12 |
3,1 3,09 19,4 |
30,9 23,4 13,51 |
0.46 1,92 1,6 |
0.2 — 0.31 |
1,9 2,3 — |
0,12 — 0,05 |
23,0 12,72 18,24 |
 На рис. 13 приведены результаты
испытания смеси с 3% боксита Тихвинского месторождения. Из опытов видно, что
закономерность образования второго максимума за счет Al
На рис. 13 приведены результаты
испытания смеси с 3% боксита Тихвинского месторождения. Из опытов видно, что
закономерность образования второго максимума за счет Al![]() O
O![]() , содержащегося в боксите, оказалась такой же, как
при использовании химически чистого Al
, содержащегося в боксите, оказалась такой же, как
при использовании химически чистого Al![]() O
O![]() и глины. При этом небольшая (3%) добавка боксита
влияет так же, как и добавка 5—7% глины.
и глины. При этом небольшая (3%) добавка боксита
влияет так же, как и добавка 5—7% глины.
Физико-механические свойства смесей с добавками
боксита высокие (предел прочности при сжатии образцов, продутых CO![]() , 10— 12 кГ/см2), что создает
возможности для их практического использования, особенно если учесть, что СССР
обладает огромными запасами боксита.
, 10— 12 кГ/см2), что создает
возможности для их практического использования, особенно если учесть, что СССР
обладает огромными запасами боксита.
Таким образом, введение в смеси с жидким стеклом небольших добавок боксита позволяет расширить зону, благоприятную для условий выбивки («первый минимум»), с 400—600° C (рис. 13) до 400—1000° C (рис. 13) и в несколько раз сократить трудоемкость выбивки стержней после их нагрева до температуры образования второго максимума.
По данным Ново-Краматорского машиностроительного завода в экспериментальных условиях были получены хорошие результаты при одновременном введении в смеси с жидким стеклом 3% боксита и 12% шамотного порошка (табл. 2).
Таблица 2
Зерновой состав шамотного порошка (глинистая составляющая 18,29%)
| № сит |
Остаток в % |
№ сит |
Остаток в % |
№ сит |
Остаток в % |
№ сит |
Остаток в % |
|||
|
2.5 1.6 1,0 |
1,0 12,4 24.6 |
063 04 0315 |
17,47 8,5 3,2 |
020 016 010 |
3,2 5.8 2,6 |
0063 005 Тазик |
1.5 1,0 0,44 |
 |
Аналогичные результаты были получены при введении в смеси с жидким стеклом не только Al
Рис. 14. Диаграмма состояния системы Na![]() O–CaO–iO
O–CaO–iO![]() .
.
(рис. 14) максимальная температура плавления тройных
соединений, лежащих на линии АА и содержащих SiO![]() : Na
: Na![]() O= 2,5—3,0, составляет 1200° С. Расчет
показывает, что для достижений этой температуры плавления при 5% жидкого
стекла достаточно ввести в смесь 0,5— 0,6% чистой окиси кальция. Однако смесь,
содержащая даже такое незначительное количество CaO, обладает
очень плохими физико-механическими свойствами: малой прочностью и большой осыпаемостью
стержней, по-видимому, из-за большой гигроскопичности окиси кальция.
Предварительное гашение CaО, добавление в смесь необходимого количества воды или
использования гидроокиси кальция Ca(OH)
O= 2,5—3,0, составляет 1200° С. Расчет
показывает, что для достижений этой температуры плавления при 5% жидкого
стекла достаточно ввести в смесь 0,5— 0,6% чистой окиси кальция. Однако смесь,
содержащая даже такое незначительное количество CaO, обладает
очень плохими физико-механическими свойствами: малой прочностью и большой осыпаемостью
стержней, по-видимому, из-за большой гигроскопичности окиси кальция.
Предварительное гашение CaО, добавление в смесь необходимого количества воды или
использования гидроокиси кальция Ca(OH)![]() не
улучшило существенно свойства смеси.
не
улучшило существенно свойства смеси.
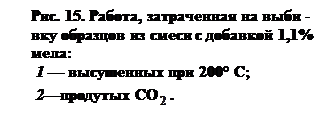
1.4.4.Влияние мела
Вместо окиси кальция в опытах был применен мел в количестве 1,1%, необходимом
для получения второго максимума при 1200° С. Смесь обладала удовлетворительными
технологическими свойствами. Предел прочности образцов при сжатии после
продувки СО![]() составлял 12 кГ/см2 . Появление второго максимума (рис. 15) наблюдалось
при температуре 1200° C, что соответствует расчету. Увеличение в 3—5 раз
количества мела, вводимого в смесь, практически не изменяет положения второго
максимума, что вытекает из рассмотрения диаграммы состояния (рис. 14).
составлял 12 кГ/см2 . Появление второго максимума (рис. 15) наблюдалось
при температуре 1200° C, что соответствует расчету. Увеличение в 3—5 раз
количества мела, вводимого в смесь, практически не изменяет положения второго
максимума, что вытекает из рассмотрения диаграммы состояния (рис. 14).
Таким образом, добавка мела в стержневую смесь подтвердила справедливость описанных общих закономерностей и показала перспективность применения мела в качестве средства, облегчающего выбивку стержней из отливок.
1.4.5.Влияние окиси магния
Добавление окиси магния в смесь в небольших
количествах (до 0,6%) позволяет в соответствии с тройной диаграммой Na![]() O–MgO–SiO
O–MgO–SiO![]() (линия A—A на рис. 16)
повысить температуру второго максимума работы выбивки до 1400° C
(рис. 17).
(линия A—A на рис. 16)
повысить температуру второго максимума работы выбивки до 1400° C
(рис. 17).
![]()
Однако смесь, содержащая окись магния, так же, как и CaO, гигроскопична, поэтому для получения удовлетворительных физико-механических свойств смеси в нее необходимо вводить дополнительное количество воды, либо предварительно «гасить» MgO.
|
Рис.17.Работа,затраченная на выбивку образцов из смеси с добавкой 0,5% MgO; 1 — высушенных при 200° C; 2 —
продутых CO |
1.4.6.Влияние добавок доменного шлака
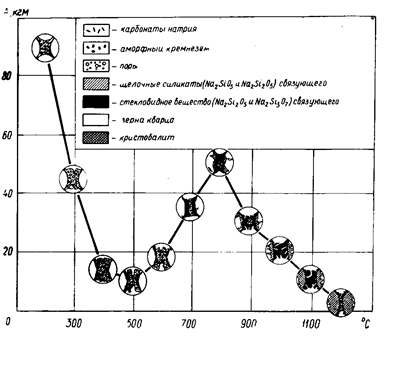
Исследовали возможность использования гранулированных доменных шлаков Енакиевского металлургического завода в составе жидкостекольных смесей для улучшения их выбиваемости[5]. Из представленной схемы (рисунок) следует, что для улучшения выбиваемости быстротвердеющих смесей, подвергнутых нагреву до 700—900°С, необходимо предотвратить образование или снизить количество стекловидного вещества — продукта взаимодействия щелочных силикатов связующего с кремнеземом наполнителя. В состав смесей вводят вещества, отличающиеся большей химической активностью к щелочным силикатам жидкого стекла, чем кремнезем наполнителя.
Этим объясняется улучшение выбиваемости смесей известными добавками окислов неорганических веществ (Аl2Оз, MgO, CaO) карбонатов (СаСОз, MgCO3), соединений 2CaO. Si02 в различной форме и чистых металлов, например Аl и Mg. Доменные шлаки представляют собой комплексную добавку неорганического вещества и содержат 40—50% CaO; 3—5% MgO;
6—10% Аl20з. По гранулометрическому составу они незначительно отличаются от кварцевых песков (~60% составляют зерна размером до 2, 5 мм, около 20% — 2, 5—5 мм), что не вызывает затруднений при приготовлении смесей. Установлено, что применение шлаков в состоянии поставки с влажностью 20—25% невозможно в связи с резким ухудшением свойств смесей. Использование высушенных шлаков из-за их высокой гидравлической активности приводит к снижению пластичности и живучести смесей. Оптимальные свойства смесей достигаются при введении в их состав доменных шлаков влажностью 8—10% и размером зерен не более 7 мм.
 |
Введение в смеси 10% шлака не приводит к изменению их прочности после тепловой обработки при 200°С, при 15 и 20% шлака прочность смесей незначительно уменьшается, но остается достаточно высокой (соответственно 11, 0 и 9, 0 кг/см2). Газопроницаемость смеси увеличивается с 49 до 326 при добавке 20% доменного шлака.
Применение даже 10—15% шлака снижает в 2—5 раз работу выбивки смесей. Еще в большей степени уменьшается работа выбивки при 20% шлака.
Смеси с 10 и 15% шлака были использованы для изготовления стержней отливок весом от 0, 5 до 3, 0 т. При этом трудоемкость выбивки стержней из жидкостекольных смесей с доменным шлаком и песчано-глинистых смесей практически не отличалась.
1.4.7.Влияние фосфорита
Интересные результаты при использовании неорганических добавок были получены на Бежицком сталелитейном заводе П. А. Лобановым и Н. М. Козьминым. Они установили, что добавка в смеси фосфорита резко облегчает выбивку стержней (табл. 3). При этом следует учесть опасность насыщения поверхности отливок избыточным содержанием фосфора.
Таблица 3
Влияние добавки фосфорита на выбиваемость смесей с жидким стеклом.
| Компоненты смесей |
Состав в весовых частях |
|||
|
Луховицкий песок ............................. Тихвинский боксит ........................... Фосфорит ........................................... Жидкое стекло ................................... Мазут .................................................. Вода .................................................... |
100,0 ─ ─ 6,5 0,5 1,0 |
100,0 3,5 ─ 6,5 0,5 1,0 |
100,0 ─ 1,0 6,5 0,5 1,0 |
100,0 ─ 3,0 6,5 0,5 1,0 |
|
Число ударов копра до разрушения образцов ............................................. |
35 |
8 |
3 |
2 |
1.5.Влияние органических добавок
В первом разделе главы было показано, что многие исследователи рекомендуют введение в смеси органических добавок, которые при выгорании должны разрывать пленку связующего материала и тем самым облегчать выбивку стержней. Такое утверждение в качестве общего принципа не может быть принято.
Выгорание органических связующих добавок происходит, как правило, при температурах более низких, чем 800° C, а при 800° C начинается образование жидкой фазы силикатов. Поэтому, если прорывы пленок вследствие выгорания органических добавок имели место, то они исчезнут, как только произойдет расплавление силикатов и образование жидкой фазы[10,11].
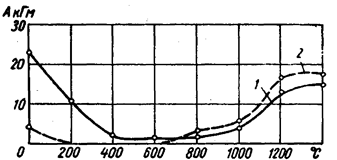
Поэтому никакие органические выгорающие добавки не могут изменить температуру образования второго максимума и введение таких добавок с целью расширения благоприятного для выбивки интервала температур (первого минимума) является бесполезным. Это полностью подтверждается экспериментальными данными, полученными при введении в смеси с жидким стеклом многих органических добавок, в том числе часто рекомендованных в нашей стране и за рубежом — раствора битума в уайт-спирите (рис. 18, а), мочевины (рис. 18, б), древесной муки (рис. 18, в), древесного пека, сахара и др.
При всех испытаниях органических добавок температура образования второго максимума 800° C оставалась неизменной. Это, однако, не означает, что введение органических добавок для облегчения выбивки стержней во всех случаях является бесполезным.
Прежде всего при низких температурах прогрева стержней до 400º C введение органических добавок может содействовать прорыву пленок и снижению работы, затрачиваемой на выбивку стержней. При высоких температурах, превышающих 800°C, в условиях недостатка кислорода может происходить неполное сгорание органических добавок, в результате чего между силикатной пленкой связующего вещества и зерном наполнителя образуется инертная прослойка сажистого углерода.
Известно, что инертные прослойки снижают адгезию пленок и уменьшают прочность смесей. Поэтому введение таких добавок может уменьшить абсолютное значение величины A, при температуре образования второго максимума или близких к ней.
 |
Положительные результаты могут быть достигнуты лишь в том случае, если органическая добавка будет расположена на поверхности зерен наполнителя под силикатной пленкой.
Поэтому при выборе органических добавок следует отдавать предпочтение порошкообразным (рис. 18, в), которые предварительно (перед добавкой жидкого стекла) необходимо смешивать с наполнителем.
Растворы в уайт-спирите добавок типа битума имеют меньшее поверхностное натяжение, чем водный раствор силиката натрия. Если поэтому их вводить в смеси после жидкого стекла, то они не будут достаточно эффективны. Если же их ввести в смесь до жидкого стекла, то при перемешивании вязкость последнего очень быстро возрастает, что будет препятствовать вытеснению раствора битума на поверхность водного раствора силиката натрия. Благодаря этому положительное влияние добавки битума сохранится, хотя оно окажется менее эффективным, чем при применении порошкообразных органических добавок (рис. 18, а).
Наименьший эффект будет получен при использовании водных растворов, например, мочевины (рис. 18, б).
1.6.Влияние хрупкой усадки
Результаты опытов (рис. 19) на отливках
при разном отношении толщины стенок отливки к радиусу стержней показали, что
второй максимум образуется примерно при 800° C, а те же смеси с добавкой 3%
глины не достигли второго максимума даже при 1150° C(![]() ). Аналогичные результаты
были получены при введении в смеси химически чистого Al
). Аналогичные результаты
были получены при введении в смеси химически чистого Al![]() O
O![]() ,MgO, мела и боксита[10,11].
,MgO, мела и боксита[10,11].
|
Рис.19.Работа,
затраченная на выбивку из отливок стержней,
продутых CO 1 — кварцевого песка с 4% жидкого стекла; 2—кварцевого песка с 3% глины и 4% жидкого стекла. |
Сопоставляя результаты испытаний образцов, не подвергавшихся действию жидкого металла, и образцов, заливавшихся металлом, можно заметить, что работа, затрачиваемая на выбивку стержней при температуре их нагрева, соответствующей второму максимуму или близкой к ней, в последнем случае в несколько раз выше, чем в первом. Основная причина этого заключается в том, что стержни, установленные в литейной форме, подвергаются не только нагреву, но и действию сил сжатия, проявляющихся при усадке отливок в процессе их остывания.
|
|
Чем тоньше зерновое строение наполнителя или специальной добавки, тем выше величина работы, затрачиваемой на выбивку стержней. С другой стороны, для более активного химического взаимодействия веществ их целесообразно применять в тонкоразмолотом виде.
Таким образом, специальные добавки, вводимые в смесь в тонкоизмельченном состоянии, обеспечивают значительное расширение температурного интервала первого максимума, но в зажимаемых местах стержней, прогревающихся до температуры второго максимума или близких к ней, величина работы, затрачиваемой на выбивку, остается значительной. Для снижения работы выбивки необходимо принимать дополнительные меры, к которым относится, например, обеспечение «хрупкой» усадки стержней при их охлаждении. Это может быть достигнуто принудительным охлаждением стержней воздухом или водой, ускоренной выбивкой отливок из форм, применением оболочковых стержней, двухслойных стержней с облегченной сердцевиной и др.
1.7.Влияние ускоренного охлаждения
Эффективность ускоренного охлаждения стержней видна из опытов, проведенных со смесью, содержавшей кварцевый песок, 5% жидкого стекла и 1 % NaOH[10].
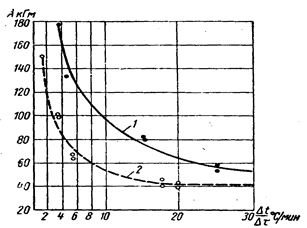 |
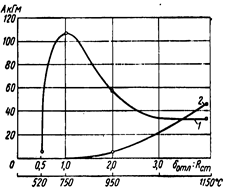
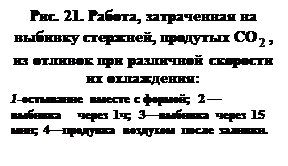
Опыты (рис. 20) показали, что путем увеличения скорости охлаждения образцов,
предварительно нагретых до температуры образования второго максимума (800° С), можно примерно в 3 раза сократить величину А. Аналогичные результаты были получены при увеличении скорости охлаждения стержней, залитых металлом.
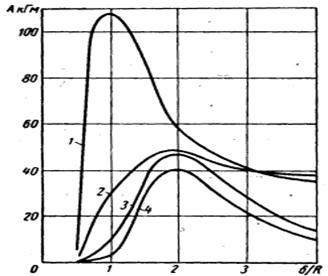
Здесь также трудоемкость выбивки стержней из отливок при применении методов ускоренного охлаждения сократилась примерно в 3 раза (рис. 21). Это подтверждает представления о когезионном типе разрушения смесей и влиянии на прочность стержней напряжений, возникающих в пленках при их охлаждении.
1.8.Влияние количества жидкого стекла
Из расчетов прочности смесей, известно, что при данном наполнителе и данном связующем материале в случае когезионного типа разрушения прочность смеси
|
Рис. 22. Работа, затраченная на выбивку стержней, высушенных при 200°C из стальных отливок: 1 — смесь с 8% жидкого стекла; 2— то же с 6%; 3 — то же с 4%. |
будет непосредственно зависеть от количества введенного в нее связующего материала. Следовательно, чем больше жидкого стекла будет введено в смесь, тем труднее окажется выбивка стержней из отливок(рис.22).
Поэтому одним из действенных средств облегчения выбивки является максимальное (допустимое по другим технологическим показателям) снижение количества жидкого стекла в смеси.
1.9.Влияние модуля жидкого стекла
Изменение модуля стекла в пределах от 2.0 до 3.0
при незначительном изменении содержания Na![]() O в пределах 11,8—12.1 до 14,2—14,6% (ГОСТ 8264—56)
мало влияет на условия выбивки стержней[11].
O в пределах 11,8—12.1 до 14,2—14,6% (ГОСТ 8264—56)
мало влияет на условия выбивки стержней[11].
Существенное повышение модуля до 3,5 благоприятно сказывается на улучшении выбивки, но одновременно заметно ухудшаются технологические свойства смесей — пластичность, длительность сохранения физико-механических свойств, что значительно затрудняет использование смесей в производстве[6]. Поэтому более целесообразной является работа на жидком стекле низкого модуля (в пределах, предусмотренных ГОСТ 8264—56) с одновременным принятием мер для облегчения выбивки стержней в соответствии с приведенными выше положениями.
2.Улучшение выбиваемости жидкостекольных наливных самотвердеющих смесей
2.1.Изменение прочности НСС в зависимости
от температуры нагрева
Одним из недостатков жидкостекольных НСС, тормозящих их более широкое применение в литейных цехах, является плохая выбиваемость из отливок. Причина последней – образование при 600-800ºC легкоплавких силикатов, которые при охлаждении приводят к спеканию смеси и резкому повышению её прочности.
Таблица 4
Составы формовочных смесей, применяемых для исследования выбиваемости
Смесь |
Состав, мас. ч.вый шлак |
Жидкое стекло95 95 100 |
―5 5 ― |
66 6 ― |
―― 10 |
22 2 8 |
―― 0,07 ― |
В связи с этим изучена прочность смесей после нагревания и охлаждения[7]. Их состав приведён в табл. 4. Исследования показали, что при заливке чугуном технологических проб максимальная температура прогрева НСС в центре образца, т. е. на глубине 25 мм равна 800°C, а при заливке сталью – 1200°C. Поэтому добавки, снижающие прочность НСС после нагрева до 800°C, считались эффективными для чугунного литья, а после прогрева до 1200°C – для стального.
Выбиваемость НСС и пластичной самотвердеющей смеси (см. табл. 4), вследствие наличия в них шлака, значительно лучше, чем обычной жидкостекольной. Несколько лучшая выбиваемость НСС по сравнению с пластичными самотвердеющими смесями обусловлена большей пористостью НСС. Однако выбиваемость ее, особенно при нагреве свыше 700°C, хуже, чем у песчано-глинистых смесей.
|
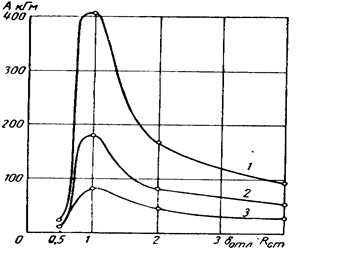
Рис.23.Влияние температуры прогрева на прочность при сжатии различных смесей: 1-самотвердеющей; 2-обычной жидкост- кольной; 3-НСС; 4-песчано-глинистой. |
Кривая прочности обычной жидкостекольной смеси (см. рис. 23, кривая 2) имеет два максимума и два минимума. Такие же данные получены исследователями ЦНИИТМаша. Кривые прочности пластичной жидкостекольной самотвердеющей смеси (кривая 1) и НСС (кривая 3) имеют три характерных участка: резкое снижение прочности при нагреве до 200°C, небольшое изменение при 200–600°C; значительное повышение при 600–1000°C и еще более высокое –при температуре выше 1000° С.
Снижение прочности смесей при нагреве до 200°C объясняется испарением воды гелем, а также различными коэффициентами термического расширения кварцевого песка и геля кремневой кислоты. В табл. 5 приведены результаты изменений объема жидкостекольно-шлаковой композиции и НСС при нагреве их до 600° С.
Таблица 5
Изменение объема композиции и НСС в зависимости от температуры нагрева
| Смесь | Расширение (+) и усадка (–). % при температуре, °С | |||||
| 100 | 200 | 300 | 400 | 500 | 600 | |
|
Жидкостекольно-шлаковая композиция НСС |
+0,08 +0,08 |
–4,40 +0,20
|
–4,60 +0,40 |
–4,50 + 0,75 |
–4,40 + 1,05 |
–4,20 + 1.55 |
В результате нагрева в пленке композиции, скрепляющей зерна наполнителя, возникают внутренние напряжения, приводящие к образованию трещин и частичному отрыву пленки композиции от зерна песка. Поэтому сушка стержней или форм из НСС, выдержанных после изготовления более 2 ч, уменьшает их прочность. Особенно сильно снижается прочность, если стержни и формы из НСС выдержаны до сушки сутки и более.
При прогреве НСС до 700–720°C размягчение жидкостекольно-шлаковой композиции не наблюдается, т. е. она находится еще в твердом состоянии. После охлаждения прочность смеси существенно не изменяется и выбиваемость ее вполне удовлетворительна.
Как показали исследования А. П. Семика, в интервале температур 720–1060°С жидкостекольно-шлаковая композиция плавится. Образующаяся жидкая фаза взаимодействует с зернами песка и приводит к спеканию смеси при охлаждении, в результате чего прочность НСС возрастает, а выбиваемость ухудшается. Вязкость композиции при 720—1060°C превышает 200 Па • с, поэтому проникающая способность ее в поры смеси небольшая. При нагреве смеси выше 1060°C вязкость ее вследствие расплавления композиции снижается и при 1100°C составляет 8 Па • с. Благодаря этому резко возрастает проникающая способность композиции в поры между наполнителем, вследствие чего (после охлаждения) прочность НСС значительно увеличивается, а выбиваемость резко ухудшается.
О расплавлении связующей композиции можно судить по уменьшению прочности НСС, измеренной непосредственно при высоких температурах (табл. 6).
Наблюдалось, что при нагреве до800°C после приложения нагрузки образец рассыпался на куски, а при 800ºC и выше начинал течь.
Нерастворившаяся часть шлака является включениями в связующем и частично снижает прочность НСС, поэтому выбиваемость
Таблица 6
Влияние температуры на прочность НСС
|
Время выдержки образцов в печи, мин |
Прочность на сжатие, кгс/см‚ (9,8-10„ Па), при нагреве, °C | ||||||
| 200 | 400 | 600 | 800 | 1000 | 1200 | 1300 | |
|
5 30 45 60 |
10,0 9,0 8,5 8,0 |
8,5 7,5 7,0 6,5 |
7,0 6,0 5,8 5,0 |
2,0 1.8 1,0 0,5 |
1,0 0,5 0,2 0 |
0,3 0 0 0 |
0 0 0 0 |
НСС немного лучше, чем у обычных жидкостекольных смесей, не содержащих феррохромового шлака.
2.2.Влияние усадки отливки
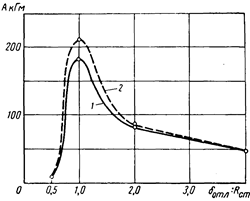
Кроме температуры, на выбиваемость НСС в значительной мере влияет усадка отливки. Об этом свидетельствуют результаты экспериментов с различными железоуглеродистыми сплавами по заливке в форму при 1550°C (табл. 7).
Таблица 7
Влияние усадки сплавов на выбиваемость НСС
| Сплав | Усадка сплава, % |
Работа выбивки, Дж, при плотности смеси, 10ƒ кг/мƒ |
|||
| 1,1 | 1.3 | 1,5 | 1,7 | ||
|
Серый чугун СЧ 15-32 Половинчатый чугун Белый чугун Сталь ЗОЛ |
0,9—1,1 1,4—1,6 1,9—2,1 1.9—2,1 | 5,0—5,5 6,0—6,5 7,0—8,0 7,5—8,0 | 14—15 18—20 23—25 24—25 | 46—48 62—64 78—80 78—80 | 120—125 156—160 195—205 195—205 |
Поскольку усадка стали больше, чем чугуна, выбиваемость НСС из стальных отливок в 1,5–1,6 раза хуже, чем из чугунных вследствие увеличения сил сжатия на стержень.
2.3. Влияние неорганических добавок на выбиваемость НСС
Выбиваемость НСС улучшается при снижении содержания жидкого стекла, повышении его модуля и увеличении содержания феррохромового шлака, благодаря повышению температуры плавления жидкостекольно-шлаковой композиции и увеличению ее вязкости.
 Добавка шлака улучшает
выбиваемость НСС, поскольку при этом повышается температура плавления
жидкостекольно-шлаковой композиции (рис. 24). Однако содержание феррохромового шлака более 5% ведет к
уменьшению текучести смеси и снижению ее прочности, особенно поверхностной.
Уменьшение количества жидкого стекла ниже 6% также ведет к снижению конечной
прочности НСС. Поэтому для получения НСС с удовлетворительной выбиваемостью
необходимо строго дозировать состав НСС, особенно количество жидкой композиции.
Добавка шлака улучшает
выбиваемость НСС, поскольку при этом повышается температура плавления
жидкостекольно-шлаковой композиции (рис. 24). Однако содержание феррохромового шлака более 5% ведет к
уменьшению текучести смеси и снижению ее прочности, особенно поверхностной.
Уменьшение количества жидкого стекла ниже 6% также ведет к снижению конечной
прочности НСС. Поэтому для получения НСС с удовлетворительной выбиваемостью
необходимо строго дозировать состав НСС, особенно количество жидкой композиции.
|
Рис.24.Влияние содержания шлака на температуру начала(1) и конца(2)плавления жидкостеколь-но-шлаковой композиции. |
Удовлетворительная выбиваемость НСС наблюдается при содержании в смеси не более 6,0—6,5% жидкого стекла с модулем не
менее 2,7 и плотностью (1,48—1,52) • 103 кг/м3 или 8—8,5% жидкостекольной композиции с плотностью (1,29—1,31) • 103 кг/м3 при содержании феррохромового шлака не менее 4—5%.
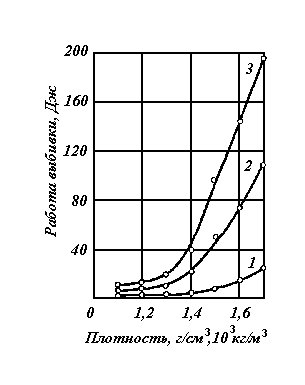 Из рис. 25 видно, что
выбиваемость значительно улучшается с понижением плотности НСС и уменьшением
температуры прогрева. Хорошая выбиваемость НСС наблюдается при плотности
(1,0–1,1)´ 103 кг/м3 и
температуре прогрева не более 600° С. Однако для получения достаточной
прочности 1,5–3,0 кгс/см2, или (14,7–29,4)´ 104 Па, через 1 ч
плотность НСС необходимо выдерживать в пределах (1,3–1,4)´103 кг/м3.
Из рис. 25 видно, что
выбиваемость значительно улучшается с понижением плотности НСС и уменьшением
температуры прогрева. Хорошая выбиваемость НСС наблюдается при плотности
(1,0–1,1)´ 103 кг/м3 и
температуре прогрева не более 600° С. Однако для получения достаточной
прочности 1,5–3,0 кгс/см2, или (14,7–29,4)´ 104 Па, через 1 ч
плотность НСС необходимо выдерживать в пределах (1,3–1,4)´103 кг/м3.
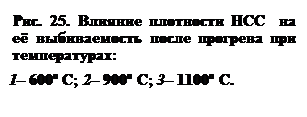 Чтобы улучшить выбиваемость НСС, как
уже указывалось, необходимо вводить в нее добавки. Многие неорганические
добавки улучшают выбиваемость НСС при прогреве до 700–1200°C, однако максимального
эффекта можно добиться при прогреве до 800–900° С. Улучшение выбиваемости при
этом обусловлено, в основном, повышением температуры плавления и вязкости
жидкостекольно-шлаковой композиции. Исследования, проведенные в КПИ и другими
авторами, показали, что из неорганических добавок лучшие результаты по улучшению
выбиваемости НСС дают оксид и гидроксид алюминия (2,0–2,5%), алюминиевая пудра
(0,5–0,6%), а также фосфоритная мука, шамот, вспученный перлит и вермикулит (по
1%). Однако при вводе неорганических добавок выбиваемость НСС улучшается мало,
так как в смесь нельзя ввести необходимое количество добавки (3–5%) из-за
сильного снижения текучести, а в некоторых случаях и ухудшения прочности смеси. Поэтому перед вводом в НСС
неорганические добавки следует подвергать специальной обработке.
Чтобы улучшить выбиваемость НСС, как
уже указывалось, необходимо вводить в нее добавки. Многие неорганические
добавки улучшают выбиваемость НСС при прогреве до 700–1200°C, однако максимального
эффекта можно добиться при прогреве до 800–900° С. Улучшение выбиваемости при
этом обусловлено, в основном, повышением температуры плавления и вязкости
жидкостекольно-шлаковой композиции. Исследования, проведенные в КПИ и другими
авторами, показали, что из неорганических добавок лучшие результаты по улучшению
выбиваемости НСС дают оксид и гидроксид алюминия (2,0–2,5%), алюминиевая пудра
(0,5–0,6%), а также фосфоритная мука, шамот, вспученный перлит и вермикулит (по
1%). Однако при вводе неорганических добавок выбиваемость НСС улучшается мало,
так как в смесь нельзя ввести необходимое количество добавки (3–5%) из-за
сильного снижения текучести, а в некоторых случаях и ухудшения прочности смеси. Поэтому перед вводом в НСС
неорганические добавки следует подвергать специальной обработке.
Известно, что глина улучшает выбиваемость НСС. Добавки в НСС пятихатской глины, обожженной при 700°C, резко уменьшает работу выбивки стержней из стальных и чугунных отливок (табл. 8).
Из-за резкого снижения текучести содержание глины в НСС не превышает 1,0%. Такое количество глины не оказывает существенного влияния на выбиваемость НСС. Перед вводом в НСС большего (>3–4%) количества глины её необходимо предварительно обработать СДБ, инден-кумароновой смолой, мазутом или прокалить при 700–750°С. Обработанная таким образом глина в количестве 3–4% улучшает выбиваемость НСС в интервале температур 400–1200°С, поэтому ее можно рекомендовать в качестве добавки для улучшения выбиваемости НСС из чугунных и стальных отливок.
Таблица 8
Влияние добавки отожжённой глины на выбиваемость НСС
| Сплав | Работа выбивки стержней, Дж, при содержании глины и НСС, % | ||||
| ― | 2 | 4 | 6 | 8 | |
|
Сталь Чугун |
161,40 52,90 |
102,60 32,64 |
10,08 4,47 |
9,00 1,02 |
3,84 0,97 |
.
2.4. Влияние органических добавок на выбиваемость НСС
Большинство органических добавок снижает прочность НСС после прогрева до 800°C и заметно улучшает выбиваемость НСС из чугунных отливок[2,7]. Наиболее рациональными и экономичными следует считать следующие добавки: древесные опилки (0,6–1,0%), древесный пек или крепитель ДП (1,0–1,5%), каменный уголь или кокс (1,5–2,0%) и др. При большем содержании этих добавок снижается текучесть НСС. Чтобы уменьшить влияние опилок на текучесть НСС, их необходимо замачивать в воде в соотношении 1 : 1, а еще лучше — в воде с добавкой 0,025% ПАВ. При этом в НСС вводится соответственно меньшее количество воды и ПАВ. Лучшие результаты получают при добавлении опилок с размерами ситовой фракции около 2 мм. Выбиваемость НСС при прогреве до 700–800°C улучшается также, если добавить к ней 0,5–1,0% патоки; 1,0–1,5% торфа; 1,5–2,0% графита; 0,7–1,0% твердой СДБ и др.
Из добавок, которые существенно не влияют на текучесть и прочность НСС, но улучшают выбиваемость, следует отметить гидрол производства Верхнеднепровского крахмало-паточного завода и Бесланского (Северная Осетия) маисового комбината. Гидрол Бесланского комбината перед вводом в НСС необходимо нейтрализовать.
Влияние добавки гидрола на выбиваемость НСС после нагрева до различных температур показано в табл. 9.
Из таблицы видно, что добавка гидрола улучшает выбиваемость НСС при прогреве их до температуры не выше 800°C, поэтому гидрол заметно улучшает выбиваемость НСС только из чугунных отливок.
Новолачные смолы (№ 15, 18, 76, 104, 180, пульвербакелит, идитол и др.) улучшают выбиваемость НСС лишь при прогреве до 800° С. При прогреве выше этой температуры выбиваемость НСС резко снижается. Поэтому добавка новолачных смол улучшает выбиваемость НСС лишь из чугунных отливок. Выбиваемость НСС из стальных отливок улучшается только при добавке идитола.
Резольные смолы (№ 214, 236, 228 и др.) при добавке их 0,3–0,5% резко уменьшают работу выбивки при нагреве НСС до 1200°C, т. е. они эффективны для улучшения выбиваемости НСС как из чугунных, так и из стальных отливок. Однако эти смолы снижают текучесть смесей.
Таблица 9
Влияние добавки гидрола на выбиваемость НСС
|
Добавка гидрола, % |
Работа выбивки, Дж | ||||||||
| после нагрева до температур, °C | Из отливок | ||||||||
| 20 | 200 | 400 | 600 | 800 | 1000 | 1200 | Чугуна | стали | |
|
— 1 2 3 5 |
2,2 2,2 2,2 2,2 2,2 |
1,8 1,6 1,8 2,2 2,8 |
1,4 1,2 1.5 1,8 2,0 |
1,6 1.0 0,8 0,6 0,5 |
2,2 1,0 0,8 0,7 0,7 |
3,2 1,8 1,5 1,4 1,3 |
5,0 2,8 2,5 2,2 2,0 |
10—12 7,0 5,0 3,0 1,0 |
20—25 18 16 13 12 |
Полихлорвиниловая смола (ПВХ-С60) снижает прочность НСС при прогреве до 1000–1200°C, а поэтому также улучшает выбиваемость из чугунных и стальных отливок.
Из продуктов коксохимического производства особого внимания заслуживают инден-кумароновые, стирольно-инденовые и каменноугольные смолы. Влияние инден-кумароновых смол на выбиваемость и другие свойства НСС после нагрева до различных температур показано в табл. 10 и 11.
Из табл. 10 видно, что все инден-кумароновые смолы резко снижают прочность НСС при прогреве до 1000°C и только при 1200°C работа выбивки несколько увеличивается. Поэтому инден-кумароновые смолы улучшают выбиваемость стержней из НСС из стальных отливок.
Таблица 10
Влияние добавки инден-кумароновой смолы на выбиваемость НСС
|
Марка инден-кумаро- новой молы |
Добавка смолы, % |
Работа выбивки, Дж, после нагрева до температур, °C |
||||||
| 20 | 200 | 400 | 600 | 800 | 1000 | 1200 | ||
|
НСС без смолы |
— | 2,2 | 1,6 | 1,4 | 1,8 | 2,2 | 3,2 | 5,0 |
| B\I |
0,3 0,5 |
2,2 2,2 2,2 |
0,7 0,4 0,1 |
0,4 0,2 0,1 |
0,2 0 0 |
0,2 0 0 |
0,4 0,2 0,1 |
0,6 0,4 0,3 |
| Д/IV |
0,3 0,5 1,0 |
2,2 2,2 2,2 |
1,0 0,5 0.3 |
0,6 0,4 0,1 |
0,5 0,3 0,1 |
0,5 0,3 0,1 |
0,6 0,4 0,2 |
0,8 0,7 0,6 |
| Д/V |
0,3 0,5 1,0 |
2,2 2,2 2,2 |
1,0 0,7 0,5 |
0,8 0,5 0,3 |
0,6 0,5 0,3 |
0,6 0,5 0,3 |
0,8 0,8 0,6 |
1,0 0,9 0,8 |
Таблица 11
Влияние добавки инден-кумароновой смолы на свойства НСС
|
Марка инден-кумароновой смолы |
Добавка смолы, % |
Текучесть, мм |
Устойчивость пены,мин |
Прочность на сжатие, кгс/см2 (9.8-104 Па), через, ч |
|
| 1 | 24 | ||||
| НСС без смолы | — | 110 | 8—10 | 2,0 | 6,0 |
| В/I |
0,3 0,5 1,0 1,5 2,0 |
110 108 108 106 105 |
8 7 8 8 7 |
2,0 2,0 2,2 2,2 2,5 |
6,0 6,0 6,2 6,5 6,5 |
| Д/IV |
0,3 0,5 1,0 1.5 2,0 |
112 110 110 108 106 |
8 7 7 8 7 |
2,0 2,0 2,0 2,2 2,0 |
6,0 6,0 6,5 6,2 6,0 |
| Д/V |
0,3 0,5 1,0 1,5 2.0 |
110 110 110 108 106 |
8 8 8 7 7 |
2,0 2,0 2,0 2,2 2,2 |
6,0 6,0 6,2 6,2 6,5 |
Стержни из НСС при добавке смолы B/I в количестве 1,0% высыпались из отливки. Преимуществом инден-кумароновых смол является также и то, что при добавке до 2% они практически не влияют на текучесть, прочность и другие технологические свойства НСС (см. табл. 11).
Резкое улучшение выбиваемости НСС при добавке инден-кумароновых смол объясняется выделением при нагреве значительного количества сажистого углерода, который распределяется в жидкостекольной композиции и поэтому снижает прочность смеси. Разложение этих смол при нагреве подробно рассматривается в работах Д. М. Колотило.
Инден-кумароновые смолы выпускаются коксохимзаводами по ГОСТ 9263—66.
Хорошие результаты по улучшению выбиваемости НСС получены при добавке в смесь каменноугольной смолы марки B (ГОСТ 4492– 65) (табл. 12).
Для улучшения выбиваемости обычных быстротвердеющих жидкостекольных смесей добавляют мазут. Впервые он был применен на Коломенском заводе тяжелых станков.
Способ улучшения выбиваемости НСС добавкой мазута привлекает своей дешевизной, простотой и удобством дозирования. Однако попытки многих литейщиков применить мазут для улучшения выбиваемости НСС оказывались безуспешными, поскольку не все его марки пригодны для этой цели: при вводе 0,1–0,3% мазута резко уменьшалась устойчивость пены, а жидкая подвижность НСС исчезала еще в смесителе.
Таблица 12
Влияние добавки каменноугольной смолы на выбиваемость НСС
| Добавка каменно-угольной смолы, % | Работа выбивки, Дж | ||||||||
| после нагрева до температуры, °C | Из отливок | ||||||||
| 20 | 200 | 400 | 600 | 800 | 1000 | 1200 | Чугуна | стали | |
|
― 0,5 1,0 2,0 |
2,2 2,2 2,2 2,2 |
1,6 2,4 3,0 4,0 |
1,4 1,5 1,5 2,8 |
1,8 0,8 0,8 1,0 |
2,2 1,3 0,6 0,2 |
3,2 1,8 1,4 0,6 |
5,0 2,6 2,2 1,7 |
10–12 1,0 0,5 0,2 |
20–25 17,0 7,0 1,5 |
В связи с этим в КПИ было изучено влияние различных марок мазута на технологические свойства НСС. Известно, что на нефтеперерабатывающих заводах разделяют нефть на составляющие в зависимости от температуры кипения (конденсации) последних. Полученный в результате перегонки нефти мазут является полупродуктом и носит название прямогонного или мазута ABT (от названия установки — атмосферно-вакуумно-трубчатая). При крекинге мазута образуется крекинг-остаток, часть которого используется как товарный мазут, а часть — для получения нефтяного кокса.
Согласно ГОСТ 10585 — 65, товарный мазут как топливо выпускается следующих марок: флотский (Ф5 и Ф12); топочный (40, 100 и 200) и для мартеновских печей (МП). Основной частью мазута любой марки является прямогонный мазут, крекинг-остаток либо их смесь. Мазуты различных марок различаются, в основном, вязкостью, температурами вспышки и застывания, теплотой сгорания. Содержание в мазуте керосина, газойля, солярной фракции и других примесей ГОСТом не регламентируется. На многих заводах в мазут для снижения температуры застывания, уменьшения вязкости и др. вводят керосин, газойль и другие составляющие.
Нефтепродукты по-разному влияют на свойства НСС. Например, керосин, газойль, соляровая фракция резко уменьшают текучесть НСС даже при добавке их в очень малом количестве (0,1%). В то же время прямогонный мазут и крекинг-остаток можно вводить в НСС в количестве до 3% без значительного изменения текучести смеси. Это обусловлено большой молекулярной массой прямогонного мазута и крекинг-остатка по сравнению с легкокипящими нефтепродуктами я вследствие этого малой способностью его к гашению пены.
Исследования изменения поверхностного натяжения жидкостекольной композиции с ДС-РАС при добавке к ней различных нефтепродуктов показали, что при добавке керосина ее поверхностное натяжение растет с 32 . 10-3 Н/м до 41 . 10-3 Н/м, тогда как при добавке мазута оно сохраняется практически постоянным. Поэтому в НСС можно вводить прямогонный мазут, крекинг-остаток или их смесь которые не загрязнены легкокипящими нефтепродуктами в НСС нельзя добавлять мазут Ф5, который согласно ГОСТу содержит не менее 20% керосино-газойлевой фракции.
В КПИ исследовано влияние на свойства НСС мазутов разных марок, выпускаемых Одесским, Херсонским, Кременчугским На-дворнянским, Дрогобычским, Новокуйбышевским и Ухтинским (Коми) нефтеперерабатывающими заводами. Исследования показали, что мазуты марки 40, выпускаемые Одесским, Херсонским Дрогобычским и Надворнянским заводами, из-за содержания в них керосина, соляровой фракции и др., не пригодны для улучшения выбиваемости НСС, так как быстро гасят пену и резко снижают текучесть смеси. Прямогонный мазут и крекинг-остаток указанных заводов вполне пригодны для ввода в НСС с целью улучшения выбиваемости поскольку не содержат легкокипящих фракций. В табл. 13 показано влияние различных марок мазута Одесского нефтеперерабатывающего завода на свойства НСС.
При добавке 2–3% прямогонного мазута или крекинг-остатка НСС сохраняет хорошую текучесть, высокую прочность.
Таблица 13
Влияние добавки мазута на свойства НСС
|
Марка мазута или вид |
Добавка мазута в НСС, % |
Текучесть , мм |
Устой- чивость пены, мин |
Прочность, кгс/см2 ( 8*104 Па) |
Газопроница- емость, ед. |
|||
| 1 ч | 24 ч | 1 ч | 24 ч | |||||
|
40 40 |
0,5 1,0 |
90 6–7 Смесь не течёт |
3,5 ― |
9,5 — |
102 — |
275 — |
||
|
Прямо- гонный |
0,5 1,0 2,0 3,0 |
100 100 100 90 |
13 11 8 5 |
1.8 1.7 1.8 2,5 |
7,0 8,7 10,0 12 ,0 |
42 46 80 90 |
326 398 400 500 |
|
|
Крекинг Остаток |
0,5 1,0 2,0 3,0 |
105 100 100 90 |
10 8 9 4 |
1,8 2,5 1,9 3,0 |
5,0 6,1 6,7 12,0 |
10 55 67 50 |
610 610 540 610 |
|
Хорошие результаты дает мазут марки 100, выпускаемый Кременчугским, Ухтинским и Новокуйбышевским заводами. Мазут марки 100 Кременчугского завода представляет собой обычный прямогонный мазут и его можно вводить в НСС до 3%. При этом текучесть НСС вполне удовлетворительная, прочность высокая (2,0—3,5 кгс/см2, или (19,6—34,6) • 104 Па через 1 ч) и газопроницаемость хорошая (60—80 ед. через 1 ч и 500—700 ед. через 24 ч после заливки).
Мазут марки 100, а также прямогонный мазут и крекинг-остаток Ухтинского завода можно вводить до 4% без заметного ухудшения текучести и других свойств НСС, поскольку они не содержат легкокипящих примесей.
В табл. 14 показано влияние количества мазута на выбиваемость НСС.
Из таблицы видно, что мазут резко улучшает выбиваемость НСС, даже при прогреве смеси до 1200° С.
При введении органических добавок выбиваемость НСС в большой мере зависит от количества сажистого углерода, образующегося из
Таблица 14
Влияние добавки мазута на выбиваемость НСС
| Добавка мазута, % | Работа выбивки, Дж, при нагреве НСС до температуры, °C | ||||||
| 20 | 200 | 400 | 600 | 800 | 1000 | 1200 | |
|
― 0,5 1,0 2,0 |
2.2 2,2 2,2 2,2 |
1,8 3.0 4.0 6,0 |
1,4 2,4 2,0 1,8 |
1,6 2,0 1,5 1,3 |
2,2 1,5 1,0 0,8 |
3,2 2,0 1.5 0,7 |
5,2 2,5 1,7 0,7 |
этой добавки при нагреве смеси. Добавки, выделяющие большое количество сажистого углерода (инден-кумароновые смолы, мазут и др.), улучшают выбиваемость намного больше, чем углерод - содержащие добавки, образующие меньше сажистого углерода.
Такое влияние сажистого углерода подтверждают также опыты, при которых в НСС вместе со смолами вводили окислитель – нитрат аммония. Окислитель уменьшал количество сажистого углерода, вследствие чего выбиваемость ухудшалась. Размер частиц и распределение образовавшегося сажистого углерода оказывают большое влияние на выбиваемость НСС. Например, при вводе 0,25% сажи выбиваемость НСС составляла около 17 Дж, тогда как при вводе 0,5% инден-кумароновой смолы, из которой образуется тоже примерно 0,25% сажистого углерода, выбиваемость составляет лишь 1 Дж.
Количество выделяющегося при нагреве сажистого углерода зависит от строения вводимых в НСС органических веществ и возрастает с увеличением молекулярной массы и при переходе от линейного к циклическому строению молекулы вещества. Так, инден-кумароновые смолы, молекулы которых имеют два бензольных кольца, образуют 40–45% сажистого углерода, а синтетические смолы, молекулы которых имеют одно бензольное кольцо – 25–30 процентов.
При нагреве фенолоформальдегидных смол количество выделяющегося сажистого углерода и влияние смол на выбиваемость НСС зависят от количества находящегося в них фенола. Чем больше в них фенола, тем больше образуется сажистого углерода и тем лучше выбиваемость НСС. Рассмотренные выше резольные смолы (№ 228, 214 и др.) содержат больше связанного фенола, поэтому выделяют при нагреве больше сажистого углерода и больше улучшают выбиваемость НСС по сравнению с новолачными смолами (№ 15, 104 и др.).
По механизму действия на улучшение выбиваемости НСС органические вещества можно разделить на три группы.
К первой группе можно отнести вещества, воздействие которых на выбиваемость смеси связано с выделением при нагреве большого количества газов, например, древесные опилки с окислителем. Такие добавки эффективны при нагреве НСС не выше 700–720° С. При более высокой температуре поры в расплавленной композиции завариваются и выбиваемость НСС не улучшается. Вещества первой группы улучшают выбиваемость НСС только из чугунных отливок.
Во вторую группу входят вещества, которые при нагреве не претерпевают агрегатных изменений и в которых после нагрева до 1200°C коксовый остаток составляет 90–95%. К веществам данной группы относятся черный и серебристый графит, нефтяной и каменноугольный кокс и др. Вещества этой группы улучшают выбиваемость НСС в основном из чугунных отливок и лишь незначительно из стальных.
К третьей группе относятся вещества, образующие при нагреве значительное количество сажистого углерода, который, распределяясь в НСС, препятствует спеканию пленки композиции. В зависимости от количества выделяющегося при 1200°C сажистого углерода вещества третьей группы, в свою очередь, можно разделить на три подгруппы.
В первую подгруппу входят вещества, выделяющие до 20% сажистого углерода (торф, патока, гидрол и др.). Они эффективно улучшают выбиваемость НСС из чугунных отливок при прогреве смеси до 700–720° С.
Ко второй подгруппе относятся вещества, которые выделяют 20—30% сажистого углерода (смолы № 74 и 104, древесные опилки и др.). Они значительно улучшают выбиваемость НСС из чугунных отливок и в некоторой степени и из стальных (при нагреве НСС не более 1000–1200° С).
Вещества третьей подгруппы выделяют более 30% сажистого углерода и эффективно улучшают выбиваемость НСС как из чугунных, так и из стальных отливок. К этой группе относятся смолы инден-кумароновая, стирольно-инденовая, каменноугольная, № 236, мазут и др.
3. Выбиваемость ЖСС с жидкими отвердителями
3.1.Выбиваемость ЖСС с ацетатом этиленгликоля
Повышенное внимание литейщиков к жидкостекольным смесям с жидкими отвердителями объясняется рядом важных преимуществ этих смесей по сравнению с другими ЖСС: пониженным содержанием связующего при больших прочностных показателях, лучшей выбиваемостью из отливок и гарантией высокого качества поверхности.
Применяющиеся за рубежом жидкие отвердители, выпускаемые специализированными фирмами, представляют собой ацетаты глицерина или этиленгликоля. В нашей стране промышленное производство таких отвердителей отсутствует. В 1975 г. НПО «ЦНИИТмаш» были разработаны ЖСС с жидким отвердителем пропиленкарбонатом— сложным эфиром пропиленгликоля и угольной кислоты. Выпускается он опытными партиями ПО «Ангарскнефтеоргсинтез». Смеси с пропиленкарбонатом применяют в настоящее время на 13 заводах страны при получении стержней и форм для стальных, чугунных и алюминиевых отливок.
Из смесей с пропиленкарбонатом изготовляют: стержни для стальных отливок — на Харьковском турбинном заводе им. Кирова, Старо-Краматорском заводе им. Орджоникидзе, ПО «Электротяжмаш» (г. Харьков), «Сибтяжмаш», «Сибэнергомаш», стержни для чугунных отливок — на Гомельском и Сумском заводах «Центролит», формы для чугунных отливок — на Московском чугунолитейном заводе «Станколит» и ПО «Ташкентский тракторный завод», стержни повышенной сложности для алюминиевых отливок — на Харьковском заводе им. Малышева и др.
Однако поставка пропиленкарбоната литейному производству ограничена, и промышленный выпуск его в ближайшие годы не планируется. Кроме того, смеси с пропиленкарбонатом имеют ограниченную живучесть (Ж) 10...12 мин, затрудняющую изготовление крупных форм и стержней, особенно в летний период. Ж смесей с пропиленкарбонатом можно увеличить до 25 мин с помощью сложных эфиров фталевой кислоты, хорошо сочетающихся с пропиленкарбонатом. Однако использование на практике этого метода регулирования Ж связано с определенными неудобствами. Поэтому НПО «ЦНИИТмаш» в последние годы совместно с химиками ведет работы по получению других более технологичных сложноэфирных отвердителей с использованием относительно недефицитного и сравнительно дешевого сырья. К таким отвердителям относятся ацетаты этиленгликоля[3].
В результате исследований, проведенных НПО «ЦНИИТмаш» совместно с Дзержинским ПО «Синтез», разработана и уточнена технология синтеза отвердителей на основе ацетатов этиленгликоля, определен состав отвердителей в соответствии с требованиями литейного производства.
С помощью разработанной технологии можно получать отвердители различной активности с заранее заданными свойствами. Ж и скорость твердения смесей может регулироваться от 8...10 мин до 60.,..90 мин.
На рис. 26,а, б видна кинетика твердения смесей и Ж при применении отвердителей четырех марок. Различным маркам АЦЭГ даны условные обозначения: 1Б (быстрый) с Ж =8.. 10 мин, 2СБ (средне быстрый) с Ж=18...20 мин, ЗСМ (средне медленный) с Ж==27...30 мин, 4М (медленный) с Ж=50... 55 мин. В случае необходимости может быть получена пятая марка АЦЭГ 5ММ с Ж=90 мин. Смеси содержат 3,5 масс. ч. ЖС и 0,35 масс. ч. ацетатов этиленгликоля.
В Польше разработан и находит применение отвердитель «Флодур», представляющий собой также ацетат этиленгликоля. Разработанные автором АЦЭГ не только не уступают, но и превосходят по прочностным характеристикам смеси с отвердителем «Флодур».
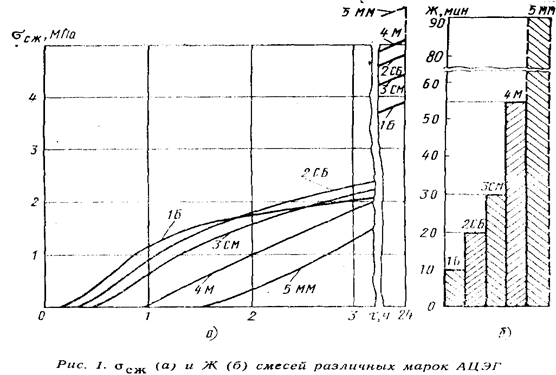
Рис.26. σ![]() (а) и
жидкотекучесть (б) смесей различных марок АЦЭГ
(а) и
жидкотекучесть (б) смесей различных марок АЦЭГ
Сравнительные свойства смесей (основа,
масс. ч.: 100 люберецкого песка; 3,5 ЖС M=2,5; p=1480
кг/м![]() ) с 0,35 масс. ч.
отечественного отвердителя АЦЭГ (смеси 1, 3) и 0,4 масс. ч. отвердителя
«Флодур» (смеси 2, 4) приведены ниже.
) с 0,35 масс. ч.
отечественного отвердителя АЦЭГ (смеси 1, 3) и 0,4 масс. ч. отвердителя
«Флодур» (смеси 2, 4) приведены ниже.
|
Ж, мин |
1 | 2 | 3 | 4 |
| 13 | 12 | 22 | 26 | |
|
|
||||
| 1 | 1,57 | 0,53 | 0,83 | 0,47 |
| 8 | 2,13 | 1,1 | 2,6 | 1,66 |
| 14 | 4,4 | 3,5 | 5,0 | 4,1 |
Выбиваемость смесей оценивалась по трудоемкости удаления
опытных стержней сечением 100Х100 мм и высотой 180 мм из стальной отливки
(470Х170Х180 мм, стенка толщиной 35 мм, масса 150 кг). Трудоемкость выбивки
смеси для СО![]() --процесса, содержащей 6
масс. ч. ЖС принята за 100%, ЖСС и ПСС (с 6 масс. ч. ЖС) составила 68%, ЖСС с
АЦЭГ (3,5 масс. ч. ЖС) — 38%, ЖСС с АЦЭГ (2,5 масс. ч. ЖС) — 12,5%, ЖСС с
синтетической смолой— 7,5%.
--процесса, содержащей 6
масс. ч. ЖС принята за 100%, ЖСС и ПСС (с 6 масс. ч. ЖС) составила 68%, ЖСС с
АЦЭГ (3,5 масс. ч. ЖС) — 38%, ЖСС с АЦЭГ (2,5 масс. ч. ЖС) — 12,5%, ЖСС с
синтетической смолой— 7,5%.
При введении в смеси с АЦЭГ сахаросодержащих веществ или специальных диспергирующих поверхностно-активных ве-
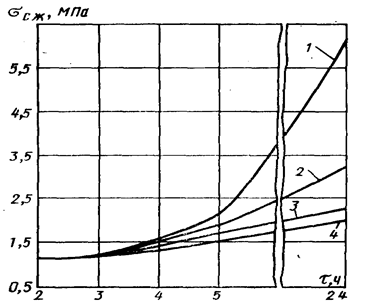
Рис. 27.Влияние относительной влажности воздуха (%) на кинетику твердения:
1—30; 2— 50; 3 — 70; 4 — 90.
ществ содержание ЖС может быть снижено с 3,5 до 2,5 масс. ч. при сохранении высоких прочностных свойств и низкой осыпаемости, что позволяет почти в 3 раза улучшить выбиваемость, приблизив ее к выбиваемости ЖСС с синтетическими смолами. По данным автора, снижение содержания ЖС на каждые 0,5 масс. ч. (без введения каких-либо добавок) улучшает выбиваемость смесей со сложноэфирными отвердителями примерно в 2 раза.
Жидкие отвердители на основе АЦЭГ выгодно
отличаются от других сложноэфирных отвердителей, в частности пропиленкарбоната,
тем, что позволяют снизить содержание ЖС в смеси путем понижения ![]() без ощутимой потери
прочностных свойств в пределах допустимой осыпаемости.
без ощутимой потери
прочностных свойств в пределах допустимой осыпаемости.
Так, ![]() ЖС можно
снизить с 1480...1500 до 1400 и 1450 кг/м
ЖС можно
снизить с 1480...1500 до 1400 и 1450 кг/м![]() при
том же содержании в смеси разбавленного ЖС и тем самым дополнительно улучшить
ее выбиваемость. В смесях с пропиленкарбонатом снижение плотности ЖС приводит
к заметному сокращению Ж, падению прочности и повышению осыпаемости.
при
том же содержании в смеси разбавленного ЖС и тем самым дополнительно улучшить
ее выбиваемость. В смесях с пропиленкарбонатом снижение плотности ЖС приводит
к заметному сокращению Ж, падению прочности и повышению осыпаемости.
На кинетику твердения и прочность смесей большое влияние оказывает относительная влажность (W) воздуха (рис. 27). Чем выше относительная W, тем медленнее темп нарастания прочности и ниже ее абсолютные значения. С повышением W с 30 до 90%, что соответствует дождливой сырой погоде, прочность снижается почти в 3 раза, однако это не оказывает существенного влияния на качество готовых стержней и возможность их дальнейшего использования.
Отличительной особенностью смесей со сложными эфирами является их хорошая сыпучесть из-за низкого содержания в смеси жидкой фазы. Вследствие этого смеси обладают легкой уплотняемостью, что позволяет использовать виброуплотнение взамен встряхивания, прессования, пескометной формовки и пр.
Для смесей с жидкими отвердителями характерен высокий темп нарастания прочности после окончания живучести, что имеет весьма важное значение для сокращения цикла изготовления форм и высвобождения оснастки. Извлечение моделей из затвердевшей формы можно осуществлять при достижении смесью манипуляторной прочности, величина которой для такого типа смесей <0,4 МПа. На рис. 28 .представлены соответствующие данные по кинетике нарастания прочности смесей со сложными эфирами пои различной Ж, изменяющейся в интервале 7...110 мин. Смеси приобретают манипуляторную прочность в течение времени, превышающего Ж примерно в 1,5—2 раза.
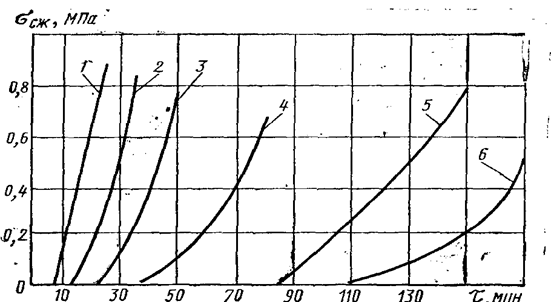
Рис. 28. Кинетика твердения смесей с различной живучестью, мин:
1—1; 2—14; 3—23; 4—38; 5—84; б—110
Смеси с жидкими отвердителями могут заменять
жидкостекольные ЖСС,. ПСС, СО![]() -
процесс, а, в ряде случаев, и ЖСС с синтетическими смолами и применяться для
изготовления форм и стержней.
-
процесс, а, в ряде случаев, и ЖСС с синтетическими смолами и применяться для
изготовления форм и стержней.
ЖСС со сложноэфирными отвердителями и технология изготовления из них форм и стержней имеют следующие преимущества:
высокую общую и поверхностную прочность форм и стержней при пониженном содержании связующего;
улучшенную выбиваемость по сравнению с выбиваемостью известных жидкостекольных смесей;
удобство работы с жидкими отвердителями вместо порошкообразных (феррохромового шлака или нефелинового шлама);
повышение чистоты и качества , резкое сокращение дефектов и брака отливок по ужимам., пленам и песочным раковинам;
заметное снижение трудоемкости изготовления форм и стержней;
небольшую токсичность и соответствие повышенным санитарно-гигиеническим требованиям.
К недостаткам смесей со сложными эфирами можно отнести:
более высокую, чем у ЖСС с синтетическими смолами, хрупкость, что может вызывать поломки при изготовлении стержней повышенной сложности;
более трудоемкую, чем у ЖСС со смолами, выбиваемость из отливок;
пониженную водостойкость, в связи с чем рекомендуется применять преимущественно самовысыхающие противопригарные покрытия.
Смеси с АЦЭГ сопоставимы по стоимости со смесями для
СО![]() - процесса (с учетом
стоимости углекислого газа).
- процесса (с учетом
стоимости углекислого газа).
3.2.Выбиваемость ЖСС с жидким
кремнийорганическим отвердителем.
Жидкостекольные самотвердеющие смеси с жидким кремнийорганическим отвердителем предназначены для повышения качества поверхности отливок и используются как облицовочные смеси для стержней и форм ответственных отливок различных отраслей машиностроения , а также в качестве единой смеси для особо сложных стержней в целях предотвращения образования поверхностных дефектов.
В качестве отвердителей и катализаторов твердения применяют жидкие кремнийорганические полимеры и органические мономеры. Органические мономеры вводят в ЖС перед приготовлением смеси; эта композиция может храниться в закрытой тape в течение длительного времени.
Содержание мономера и
кремнийорганического полимера определяют живучесть и прочность смеси. В
отличие от жидкостекольных смесей, отверждаемых сложными эфирами, для приготовления
смеси с жидкими кремнийорганическими отвердителями может применяться ЖС с
М=2,2...3,2, однако лучшие результаты достигаются при использовании
высокомодульного стекла. Свойства смесей: живучесть Ж=5...120 мин; ![]() через 1 ч (при Ж—60 мин)
—0,1...0,2 МПа; (
через 1 ч (при Ж—60 мин)
—0,1...0,2 МПа; (![]() через 24 ч —
4,5...6 МПа; осыпаемость через 24 ч—0,05%; остаточная прочность (
через 24 ч —
4,5...6 МПа; осыпаемость через 24 ч—0,05%; остаточная прочность (![]() после нагрева до 800°С и
охлаждения — 1 МПа. Смеси могут отверждаться с помощью СО
после нагрева до 800°С и
охлаждения — 1 МПа. Смеси могут отверждаться с помощью СО![]() без последующего ухудшения
прочностных свойств при хранении стержней и форм.
без последующего ухудшения
прочностных свойств при хранении стержней и форм.
Жидкостекольные смеси с жидкими кремнийоргаиическими отвердителями позволяют получить смеси с 1...3 масс. ч. ЖС, улучшить качество поверхности и точности отливок (Rz 40 мкм. 3—4-й классы чистоты).
Рассмотрим особенности выбиваемости
смесей с жидкими кремнийорганическими отвердителями[14]. На рис. 29
видна температурная зависимость ![]() для
смеси с кремнийорганическим
для
смеси с кремнийорганическим
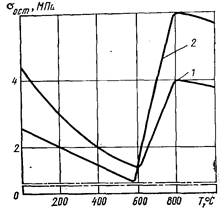
Рис. 29. Зависимость ![]() жидкостекольной
смеси
жидкостекольной
смеси
(3 масс. ч. ЖС, М ==2,2) на
кварцевом песке от
температуры.
твердителем (кривая 1) и для смеси с
пропиленкарбонатом (кривая 2). Если в низко температурной области (Т=400...
600°С) выбиваемость обеих смесей мала, то в высокотемпературной (800...1000°С)
![]() смесей с
кремнийорганическим отвердителем в 1,5 раза меньше, а соответственно
выбиваемость лучше. Таким образом, применение кремнийорганического
отвердителя позволяет улучшать выбиваемость смесей главным образом в
высокотемпературной области Существенное влияние на выбиваемость смесей с кремнийорганическими
отвердителями оказывает количество ЖС в смеси и М. На рис. 30 видно изменение
смесей с
кремнийорганическим отвердителем в 1,5 раза меньше, а соответственно
выбиваемость лучше. Таким образом, применение кремнийорганического
отвердителя позволяет улучшать выбиваемость смесей главным образом в
высокотемпературной области Существенное влияние на выбиваемость смесей с кремнийорганическими
отвердителями оказывает количество ЖС в смеси и М. На рис. 30 видно изменение ![]() после нагрева до 8OO°C
и охлаждения в зависимости от содержания ЖС в смеси. Для смеси с
пропиленкарбонатом (.кривая 3) и кремнийорганическим отвердителем
(кривая 2) существенное различие в выбиваемости наблюдается у смесей,
содержащих>3 масс. ч. ЖС (М=2,2); усмеси с 2 масс. ч. ЖС (М=2,2) влияние
отвердителя на выбиваемость смесей на кварцевом песке практически
нивелируется.
после нагрева до 8OO°C
и охлаждения в зависимости от содержания ЖС в смеси. Для смеси с
пропиленкарбонатом (.кривая 3) и кремнийорганическим отвердителем
(кривая 2) существенное различие в выбиваемости наблюдается у смесей,
содержащих>3 масс. ч. ЖС (М=2,2); усмеси с 2 масс. ч. ЖС (М=2,2) влияние
отвердителя на выбиваемость смесей на кварцевом песке практически
нивелируется.
Зависимость
![]() от содержания связующего
существенно меняется при применении высокомодульного ЖС (М=3,1), что возможно в
случае использования кремнийорганического отвердителя. С уменьшением содержания
ЖС (М=2,2) с 3 до 2 масс. ч.
от содержания связующего
существенно меняется при применении высокомодульного ЖС (М=3,1), что возможно в
случае использования кремнийорганического отвердителя. С уменьшением содержания
ЖС (М=2,2) с 3 до 2 масс. ч. ![]() снижается
почти в 3 раза (кривая 1).
снижается
почти в 3 раза (кривая 1).
Сопоставить результаты испытаний смеси с высокомодульным ЖС, отверждаемой пропиленкарбонатом, не представляется возможным из-за ее малой Ж.

Рис. 30. Изменение ![]() смеси
в зависимости от содержания ЖС.
смеси
в зависимости от содержания ЖС.
Для смесей с пониженным содержанием ЖС выбиваемость улучшается только в том случае, если при их приготовлении не используется ЖС с низким модулем. Применение таких смесей показало, что улучшение Ж, прочности, осыпаемости за счет снижения М жидкого стекла нивелирует эффект улучшения выбиваемости от снижения его содержания и даже может привести к ухудшению выбиваемости.
Необходимо отметить еще одну особенность выбиваемости смесей с кремнийорганическим отвердителем: для стержней из смеси на кварцевом песке с 1,5...2,0 масс. ч. ЖС продолжительность гидровыбивки оказалась такой же, как для стержней из смоляных смесей, однако при выбивке с помощью механического инструмента продолжительность удаления жидкостекольных смесей в несколько раз больше продолжительности удаления смоляных.
Смеси с ЖС и кремнийорганическим
отвердителем, использующие в качестве наполнителя .хромит или хромомагнезит,
отличаются рядом особенностей. Содержание ЖС в этих смесях составляет
3,5...4,5 масс. ч., что в 2—2,5 раза меньше, чем в применяемых хромитовых
смесях, отверждаемых СО![]() . Хромитовые и
хромомагнезитовые смеси с ЖС и кремнийорганическим отвердителем могут отверждаться
с помощью СО
. Хромитовые и
хромомагнезитовые смеси с ЖС и кремнийорганическим отвердителем могут отверждаться
с помощью СО![]() без последующего ухудшения
свойств при хранении стержней и форм.
без последующего ухудшения
свойств при хранении стержней и форм.
Работа выбивки жидкостекольных хромитовых смесей с кремнийорганическим отвердителем в 10—15 раз меньше работы выбивки хромитовых смесей с 7...10 масс. ч. ЖС. В интервале нагрева 400...1000° С работа выбивки этих смесей практически постоянная (температурные экстремумы выбивки не наблюдаются). Другой аномалией жидкостекольной хромитовой смеси с кремнийорганическим отвердителем является слабая зависимость работы выбивки от модуля ЖС в интервале 400...1000 ° С при одинаковом его содержании.
Применение кремнийорганических отвердителей в жидкостекольных хромитовых смесях позволило существенно улучшить выбиваемость за счет сокращения содержания ЖС и изменения структуры связующей композиции после охлаждения. В то же время использование в хромитовых смесях с 7...10 масс. ч. ЖС добавок (глин, бокситов и др.), обеспечивающих улучшение выбиваемости путем повышения температуры плавления связующей композиции, приводило к ухудшению противопригарных свойств.
Выводы
Анализ литературных источников показал ,что для улучшения выбиваемости жидкостекольных смесей из отливок применяют следующие методы:
1)Введение в смесь неорганических добавок(глины,боксита,мела и др.).
Действие неорганических добавок на условия выбивки
смесей с жидким стеклом принципиально одинаково. Оно основано на том, что в
процессе нагрева вводимое вещество реагирует с составляющими жидкого стекла Na![]() O и SiO
O и SiO![]() , образуя соответствующее тройное соединение.
Температура плавления тройного соединения соответствует температуре второго
максимума работы, затрачиваемой на выбивку стержней.
, образуя соответствующее тройное соединение.
Температура плавления тройного соединения соответствует температуре второго
максимума работы, затрачиваемой на выбивку стержней.
2)Введение органических добавок(древесного пека,битума ,графита и др.).
При низких температурах прогрева стержней до 400º C введение органических добавок может содействовать прорыву пленок и снижению работы, затрачиваемой на выбивку стержней. При высоких температурах, превышающих 800°C, в условиях недостатка кислорода может происходить неполное сгорание органических добавок, в результате чего между силикатной пленкой связующего вещества и зерном наполнителя образуется инертная прослойка сажистого углерода.
Известно, что инертные прослойки снижают адгезию пленок и уменьшают прочность смесей. Поэтому введение таких добавок может уменьшить абсолютное значение величины A, при температуре образования второго максимума или близких к ней.
3)Уменьшение содержания жидкого стекла.
Т.к жидкое стекло обладает исключительно высокой адгезией к кварцу, то протекает когезионный тип разрушения смеси. В результате прочность смеси будет непосредственно зависеть от количества введенного в нее связующего материала. Чем меньше жидкого стекла будет введено в смесь, тем легче окажется выбивка стержней из отливок.
Список использованной литературы
Список использованной литературы:
1. Берг П. П. Формовочные материалы. - М.: Машгиз ,1963.- 408с.
2.Борсук П.А.,Лясс А.М.Жидкие самотвердеющие смеси.-М.:Машиностроение,1979.- 255с.
3.Борсук П.А.Смеси с жидкими отвердителями.//Литейное производство.-1990.-№2.-c.15-17.
4.Винокуров В.В.,Иоговский В.А.,Мармонтов Е.А и др.Улучшение выбиваемости жидкостекольных смесей из отливок.//Литейное производство.-1966.-№2.-c.25-27.
5.Вишняков Х.И. Улучшение выбиваемости жидкостекольных смесей добавками доменного шлака.//Литейное производство.-1976.-№11.-c.42.
6.Грузман В.М.Улучшение выбиваемости жидкостекольных смесей.//Литейное производство.-1999.-№6.-c.30-31.
7.Дорошенко С.П.,Ващенко К.И.Наливная формовка:Монография.-Киев:Вища школа. Головное изд-во,1980.-176c.
8.Дорошенко С.П.,Макаревич А.П.Состояние и перспективы применения жидкостекольных смесей.//Литейное производство.-1990.-№2.-c.14-15.
9.Климкин А.В.Смеси улучшенной выбиваемости.//Литейное производство.-1990.-№2.-c.25.
10.Лясс А.М.Быстротвердеющие формовочные смеси .-.:Машиностроение,1965.-322c.
11.Лясс А.М.,Валисовский И.В.Пути улучшения выбиваемости смеси с жидким стеклом.//Труды ЦНИИТМАШ.-1960.-№6.-c.81-95.
12.Лясс А.М.,Валисовский И.В.Об улучшении выбиваемости смесей с жидким стеклом .//Литейное производство.-1961.-№9.-с.15-17.
13.Медведев Я.И.,Валисовский И.В.Технологические испытания формовочных материалов.-2-е издание ,перераб.и доп. -М.:Машиностроение,1973.-298c.
14.Ромашкин В.Н.,Валисовский И.В.Смеси с улучшенными технологическими свойствами.//Литейное производство.-1990.-№2.-c.17-18.
15.Рыжков И.В.,Толстой В.С.Физико-химические основы формирования свойств смесей с жидким стеклом.-Харьков:Вища школа,1975.-128c.
| Анализ методов сокращения пригара на стальном литье | |
|
Содержание стр. Введение 4 1. Классификация видов пригара 6 1.1. Термический пригар 6 1.2. Механический пригар 6 1.3. Химический пригар 10 2. Влияние ... Увеличит прочность формы при высокой температуре можно добавкам в исходную смесь жидкого стекла, железных руд и других плавней. Внедрение облицовочных стержневых смесей с добавкой дистен-силлиманита марки ДСК-П на жидком стекле или СДБ в сочетании со сланцевой смолой позволило получить отливки без пригара ... |
Раздел: Рефераты по металлургии Тип: реферат |
| Литьё цветных металлов в металлические формы - кокили | |
|
Министерство образования Российской Федерации КУБАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра АПП "Литьё цветных металлов в ... Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни "подрывают", т. е. частично извлекают из отливки ... Без окраски используют лишь стержни, получаемые по нагреваемой оснастке из смесей со связующим ПК-104, а также стержни из песков зернистости не выше 016, стержни из цирконовых ... |
Раздел: Рефераты по металлургии Тип: реферат |
| Анализ методов оценки сцепления пригара на стальном литье | |
|
Раздел: Металлургия Назначение: Диплом Формат: WinWord 8 Автор:Фомин А.С. Использование: Год сдачи: 2000г. Где сдавался: ВолгГТУ Кому: Защита Оценка ... Заметим, что по нашему мнению, в перспективе, введением в смеси с жидким стеклом специальных добавок удастся, не прибегая к окраске стержней и форм, также и на чугунных отливках ... Увеличит прочность формы при высокой температуре можно добавкам в исходную смесь жидкого стекла, железных руд и других плавней. |
Раздел: Рефераты по металлургии Тип: реферат |
| Проектирование сталелитейного цеха | |
|
Содержание Введение 1. Общий раздел 1.1 Назначение и конструкция отливки 1.2 Анализ отливки на технологичность 2. Технологический раздел 2.1 ... Технологичность конструкций отливок характеризуется условиями формовки, заливки формы жидким металлом, остывания, выбивки, обрубки. 1. дробеструйная очистная установка DT 14 предназначена для очистки наружных и внутренних поверхностей мелких и средних отливок (до 50 кг) металлической дробью от пригоревшей ... |
Раздел: Промышленность, производство Тип: дипломная работа |
| Производство отливок из сплавов цветных металлов | |
|
Содержание: Введение 2 Общие сведения о производстве отливок из сплавов цветных металлов: Общая характеристика и классификация отливок Требования к ... Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80' % гипса, 20 % кварцевого песка или асбеста и 60-70 % воды (от массы сухой смеси). Пористость в отливках устраняют пропиткой бакелитовым лаком, асфальтовым лаком, олифой или жидким стеклом. |
Раздел: Рефераты по технологии Тип: реферат |