Реферат: Общие сведения об экструдерах и экструдированных продуктах
Раздел: Рефераты по кулинарии
Тип: реферат
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«ОРЕНБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Факультет пищевых производств
Кафедра технологии пищевых производств
Реферат
по дисциплине: Экструдеры
на тему: Общие сведения об экструдерах, и экструдированных продуктах
Руководитель:
________________Волошин Е.В.
«____» _________________2007г.
Исполнитель:
студент гр. 03-ТПОП
__________________Кирзеев О.В.
«____»_________________2007г.
Оренбург 2007
Содержание
Введение. 3
1. Оборудование для формования пищевых сред. 5
1.1 Научное обеспечение процесса формования пищевых сред. 5
1.2 Виды экструзии. 6
2. Оборудование для формования пищевых продуктов. 7
2.1 Классификация оборудования для формования пищевых продуктов. 7
3. Сухие завтраки. 14
3.1 Виды сухих завтраков. 14
4. Общие сведения об экструдерах. 17
4.1 Технологическая линия для производства экструдированных пищевых продуктов 17
Список использованных источников. 20
Введение
Одним из наиболее эффективных методов преобразования свойств растительного сырья с целью приготовления его на основе разнообразных пищевых продуктов высокого качества является экструзионная обработка.
При экструзионной обработке перерабатываемый материал подвергается интенсивному термо-влаго-механическому воздействию, которое приводит к различным по глубине изменения его составных частей.
Экструзионная обработка крахмалосодержащего сырья позволяет получать легко усвояемые, с улучшенными вкусовыми свойствами пищевые продукты, которые требуют незначительной кулинарной обработки либо полностью готовы к употреблению.
В зависимости от глубины происходящих изменений экструзионную обработку делят на три вида: холодную, теплую и горячую. Наибольшее распространение получила холодная экструзия, применяемая в основном для производства макаронных изделий.
Вместе с тем, все более интенсивно развиваются технологии приготовления различных пищевых продуктов методами тепловой и горячей экструзии
Методом горячей экструзии изготавливаются вспученные экструдаты (сухие завтраки), которые имеют пенообразную пористую структуру. Малый вес при большом объеме обуславливает два основных недостатка вспученных экструдатов: для их хранения требуются значительные площади, их транспортировка требует значительных расходов. Следует также отметить, что в рецептуру сухих завтраков для улучшения вкусовых свойств и их структуры вносят некоторое количество масла или жира. Это приводит при хранении к появлению горького привкуса из-за прогоркания жиров, что снижает длительность хранения.
Указанные недостатки устраняются при изготовлении
полуфабрикатов вспученных экструдатов. Полуфабрикаты изготавливаются как
правило методом тепловой экструзии. Они представляют собой изделия,
отформованные в виде макаронных изделий разной формы и высушенные до влажности
8-12%. В таком виде изделия имеют способность к длительному хранению, большую
плотность и прочность. По мере необходимости полуфабрикаты вспучиваются в
горячей среде (растительное масло, нагретое до 180-190![]() , воздух нагретый до 300
, воздух нагретый до 300![]() и в течение
5-20 сек с образованием пористой продукции – крекер.
и в течение
5-20 сек с образованием пористой продукции – крекер.
1.1 Научное обеспечение процесса формования пищевых сред
Процесс формования пищевых сред – один из самых сложных процессов пищевой. Именно в этом процессе во всем многообразии проявляется весь диапазон физико-химических свойств формуемого материала. Поэтому конструкторские решения формующих машин полностью определяются технологическими свойствами соответствующей среды.
Формованием называется технологический процесс придания перерабатываемому продукту определенной формы.
Экструзией называется технологический процесс выдавливания жгутов перерабатываемой массы через формующие отверстия матрицы.
Процессы формования пищевых сред довольно различны и многообразны вследствие специфичности и многообразия видов перерабатываемого сырья.
Для переработки пластичного полуфабриката в готовые изделия определенной формы и размера используются следующие виды формования: отсадка, штамповка, отливка, резка, прессование, экструдирование и др.
Отсадкой называется процесс получения формованных изделий путем циклического выдавливания пластичной массы через профильные насадки на подвижную или неподвижную поверхность.
Особое внимание заслуживает производство изделий губчатой структуры (пастилы, зефира, сбивных и кремовых конфет и т. п.) формованием. Отличительными особенностями производства этих продуктов являются как невозможность их хранения до формования (из-за разного давления происходит уменьшение пышности пенообразной структуры), так и разрушение пенообразной структуры при формовании.
Штамповка – это резка исходного продукта в виде жгута на отдельные изделия и придания им различной формы.
Резка – это деление пластов пищевых масс на отдельные части в форме параллелепипеда.
Отливка – это получение изделий определенного объема, формы и рисунка из полужидкой или жидкой кондитерской массы отливкой ее в форму.
1.2 Виды экструзии
Различают следующие виды экструзии:
1. Холодная экструзия – происходят только механические изменения в материале вследствие медленного его перемещения под давлением и формование этого продукта с образованием заданных форм.
2. Тепловая экструзия – наряду с механическим осуществляется тепловое воздействие на обрабатываемый продукт, причем продукт подогревается из вне.
3. Горячая экструзия – процесс проводится пи высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях продукта.
2. Оборудование для формования пищевых продуктов
2.1 Классификация оборудования для формования пищевых продуктов
1. Экструдеры: дисковые, поршневые, валковые, шнековые, шестеренчатые, комбинированные.
2. Ротационные: монпансейные, штампующие, карамелештампующие.
3. Отливочные машины.
4. Отсадочные машины.
5. Прессы: карусельные, гидравлические, шнековые, валковые, поршневые, шестеренчатые.
6. Машины для нарезания пластов заготовок: струнные, пластинчатые, дисковые, цепные.
Экструдеры делятся по типу рабочего органа на: дисковые, поршневые, валковые, одношнековые, винтовые, многошнековые, шестеренчатые, комбинированные.
По частоте вращения шнека: нормальные, быстроходные.
По конструктивному исполнению: стационарные, с вращающимся корпусом, с горизонтальным расположением шнека, с вертикальным расположением шнека.
По физическим признакам: с коротким шнеком (автогенные), с большим уклоном режущей кромки матрицы, с незначительным уклоном режущей кромки матрицы.
Ротационные формующие машины предназначены для получения из пластичного сырья (теста) заготовок полуфабрикатов определенной формы и размера с рисунком на поверхности.
Заготовки из сдобного и пряничного теста формуются на отсадочных машинах.
Штампующие машины предназначены для резки исходного продукта в виде жгута на отдельные изделия и придания им различной формы.
Режущие машины предназначены для деления пластов конфетных масс на отдельные части в форме параллелепипеда.
Отливочные машины служат для получения изделий определенного объема, формы и рисунка из полужидкой или жидкой кондитерской массы отливкой ее в форму. Они отделяют от жидкой массы порцию определенного объема и отливают ее в форму. Материал формы зависит от физических и химических свойств заливаемой массы.
Поршневые и валковые экструдеры оказывают щадящее воздействие на перерабатываемый продукт, их используют для формования продукта с нежной консистенцией.
Валковые экструдеры применяют в машинах без матриц, шестеренчатые – для формования однородных и гомогенных материалов в машинах с матрицами.
Экструдирование является одним из перспективных технологических процессов, позволяющих производить разнообразные пищевые и кормовые продукты. Процесс экструдирования - это преобразование сыпучего мелкодисперсного или грубоволокнистого кормового продукта в частицы определенных размеров с заданными физическими свойствами, что достигается механическим воздействием на продукт. Одновременное воздействие влаги, тепла и механического давления в камере пресса обеспечивает необходимое увлажнение и прогрев продукта с последующим формованием гранул в канале матрицы.
Процесс экструзии классифицируют на 3 группы: холодное формование (холодная экструзия), теплая обработка и формование при низком давлении (теплая экструзия), тепловая обработка и формование при высоком давлении (горячая экструзия). При холодной экструзии происходит только механические изменения в сырье в результате его медленного перемешивания и формования через матрицу. Теплота трения, возникающая при экструзии, отводится через охладительную систему для того, чтобы предотвратить нагрев продукта. Холодная экструзия применяется главным образом при производстве макарон и различных кондитерских изделий. При тепловом методе экструзии наряду с механическим воздействием, сырье подвергается тепловой обработке. Дополнительно осуществляется нагрев внешним обогревателем.
Высокое давление и температура приводит к частичной или полной клейстеризации крахмального сырья. Полученный продукт (экструдат) отличается небольшой плотностью, увеличеннымобъемом, пластичностью, пористым строением. Эти экструдаты, как правило, подвергаются дополнительной обработке, а именно, обжариванию, фритированию и т.д. Горячее экструдирование осуществляется при высоких нагрузках, давлении и температуре. Здесь имеет место регулируемый подвод тепла извне, как непосредственно в продукт, так и через стенки корпуса экструдера. Такая обработка приводит к различным по глубине изменениям в сырье. Относительно сухой материал (10-20 %) переходит в пластическую, способную течь массу и содержащийся в сырье крахмал почти полностью клейстеризуется. При выходе массы из матрицы, в результате внезапного падения давления и температуры, происходит взрывание продукта и разрыхление его структуры. Процессы, происходящие при экструдировании основные части установки представлены на рисунке 1.
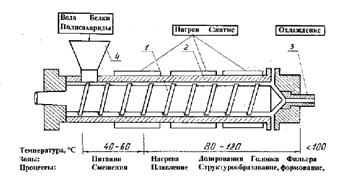
Рисунок 1 - Схема установки и процесса экструзии материалов растительного происхождения
Основными элементами шнекового прессующего механизма являются шнек и шнековый корпус (рисунок 1), а также матрица с формующими каналами и загрузочное устройство. Загрузочное устройство должно обеспечивать равномерную подачу прессуемого материала. Шнековый корпус и шнек образуют устройство, создающее давление, а матрица с формующими полостями служит для образования продукта определенной формы. Созданное давление экструдирует прессуемый материал через формующие полости. Обычно экструдированный продукт срезается с матрицы ножами.
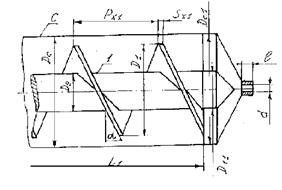
Рисунок 2 - Геометрические параметры шнекового прессующего механизма
Шнек прессующего механизма имеет на своей поверхности винтовые канавки, разделенные лопастями. (рисунок 2). Для повышения технологичности шнек иногда выполняют составным из участков с разным шагом и высотой лопасти. Толщина лопасти шнека должна находиться в определенных пределах. Тонкие лопасти приводят к возрастанию утечек между шнеком и цилиндром, а толстые лопасти увеличивают потребляемую мощность привода. Возможен перегрев материала, попадающего в зазор между цилиндром и лопастью шнека. Уменьшение диаметра шнека позволяет с одной стороны облегчить заполнение прессующего механизма прессуемым материалом, а с другой стороны, как показывает практика, увеличить давление прессования.
Форма шнекового корпуса может быть либо цилиндрической, либо конической, сужающейся к матрице. Форма шнека повторяет форму корпуса. Цилиндрические шнековые корпуса намного технологичнее в изготовлении и эксплуатации и получили преимущественное распространение. Обычно внутренняя поверхность шнекового корпуса покрыта неровностями, препятствующими проворачиванию прессуемого материала. Неровности могут быть различной формы. Причем для каждой формы отмечены свои преимущества. Часто встречаются неровности в виде продольных канавок. Однако при больших давлениях через эти канавки может создаваться большой поток утечек. Канавки могут быть нарезаны по винтовой линии в направлении нарезки витков шнека, либо в противоположном направлении. Если направления винтовой линии шнека и нарезки на шнековом цилиндре совпадают, интенсифицируются процессы смешивания прессуемого материала и, как следствие, его теплообмена с цилиндром. Если направление винтовых линий противоположно, лучше происходит отжим жидкой фазы из прессуемого материала.
Зазор между шнеком и шнековым цилиндром сильно влияет на эффективность работы механизма. Увеличение этого зазора повышает утечки прессуемого материала, а уменьшение зазора увеличивает крутящий момент, создаваемый прессуемым материалом в этом зазоре. Матрица с фильерами - легкосъемная конструкция, располагается в опорной вертикальной плите, которая крепится к корпусу экструзионной камеры болтовыми соединениями, хомутами или накидной гайкой и имеет возможность поворачиваться вокруг вертикальной оси. Однако известны конструкции, например, где матрица закреплена на стержне шнека и вращается вместе с ним. Это позволяет использовать неподвижные ножи для отрезки прессуемого продукта. Однако неподвижные матрицы, закрепленные на шнековом цилиндре, более технологичны и надежны, поэтому используются чаще. Пространство между матрицей пресса и должно быть таким, чтобы в нем не образовывались зоны прилипания и застоя материала. Это требует использования обтекаемых поверхностей рабочих органов в таком пространстве.
Фильеры матриц состоят, как правило, из цилиндрических формующих каналов и входных полостей переменного сечения, служащих для облегчения входа в формующий канал прессуемого материала. Через фильеры матрицы осуществляется формование и выход продукции под высоким давлением в виде непрерывного «жгута». Конфигурация фильер определяет ширину изделия и весьма разнообразна: шарики, палочки, звездочки, колечки и др.
Существует различная компоновка привода для (одно и двухшнековых) экструзионных машин. В одних используется осевой принцип, т. е. привод и экструзионная камера со шнеками располагаются в линию на общей плоскости опорной рамы, в других двигатель с редуктором или без него располагается в нижней части станины. В этом случае нагрузка от двигателя передается на валы с помощью ременной или цепной передачи. Такое расположение привода обеспечивает более устойчивую конструкцию, но она не всегда возможна.
Несмотря на существенные различия в конструкциях, шнековые экструдеры могут быть классифицированы по общим для этих машин принципиальным признакам - термическим характеристикам со следующими типами: автогенные, политропные и изотермические.
Автогенные экструдеры - это машины, в которых тепло, необходимое для термической обработки растительного сырья, генерируется непосредственно в камере экструдера только за счет диссипации механической энергии. Специальные конструкции узлов рабочих органов (шнеки, камера, фильеры) создают сопротивление движению перемещаемого материала, что обеспечивает повышение температуры процесса до 120 -200 °С. Такой принцип разогрева используется, как правило, в одношнековых экструдерах.
В политропных экструдерах процесс термической обработки материала осуществляется как за счет внутреннего разогрева массы, так и с помощью внешних источников тепла. Большинство экструдеров для варочной экструзии, являются политропными. Внутренний разогрев осуществляется за счет конструкции шнеков. Существует три метода внешнего нагрева экструдера: электрический, жидкостной и паровой.
Изотермические экструдеры ограничиваются спецификой их применения: они предназначены для формования макаронных изделий и хлебного теста. В них тепло контролируется за счет охлаждения внешним теплообменником.
3. Сухие завтраки3.1 Виды сухих завтраков
Историю сухих завтраков и похожих продуктов можно начинать с известного швейцарского врача Макса Бирчера Беннера, живший во второй половине XIX столетия. Он разработал для пациентов своей клиники рецепт мюслей и кранчей, насыщенных витаминами, минеральными макро- и микроэлементами.
Сухими завтраками принято называть изделия из кукурузы, пшеницы и риса в виде палочек, хлопьев, воздушных зерен, которые можно употреблять без какой-либо дополнительной кулинарной обработки. Также сухие завтраки выпускают в виде колечек и звездочек, подушечек с начинкой. Неглазированные хлопья и воздушные зерна используют вместо гренок к супам, глазированные подают к молоку, чаю, кофе. Для улучшения вкусовых свойств в смеси добавляют орехи, сушеные фрукты, кусочки шоколада. Высушивают фрукты и ягоды по-разному. Самый дорогой способ - сублимационная сушка: продукт замораживается, а затем обезвоживается под вакуумом. Когда смесь заливают жидкостью, сублимированные фрукты и ягоды насыщаются влагой и становятся как свежие (ну или почти как свежие). Правда, не многие производители могут позволить себе такие дорогие технологии. Питательные свойства завтраков повышают, добавляя овсяные хлопья. Частенько смеси обогащают витаминами и минералами. Все компоненты и технологические приемы призваны помочь нам - ленивым, сонным и вечно спешащим по утрам. Для приготовления завтрака не нужно даже воду кипятить - залил молоком или йогуртом и готово.
Крупяные палочки выпускают глазированные и неглазированные. В основе производства лежит метод экструзии, при котором тестообразная масса проходит через матрицы экструдера под высоким давлением и при высокой температуре. При этом продукт на выходе из аппарата раздувается из-за резкого перепада давления. Готовые изделия имеют пористую структуру и увеличиваются в объеме в 3-4 раза. Важным моментом является влажность крупы перед экструдером, этот показатель должен быть 20-25%. Крупа в результате трения превращается в вязкую тестообразную массу, которую прессуют в виде жгутов и нарезают на небольшие кусочки. Готовые кукурузные палочки подают через дозатор в установку для нанесения добавок. Это может быть ванилин, какао, кофе, корица. Соленый вариант может быть с сыром или чесноком. Чтобы нанести сахарную пудру (смешанную с ванилином или корицей) палочки сначала смачивают растительным маслом. Количество деформированных изделий и изделий нестандартного размера не должно превышать 10%.
Хлопья выпускают из большой кукурузной крупы. Продукт
представляет очищенную и сваренную в сиропе крупу, которая потом расплющивается
и обжаривается. В состав сиропа входит вода, сахар, соль. При быстром
обжаривании, всего 2-3 минуты, при температуре 250-3000С из продукта
взрывообразно выделяется влага. При этом хлопья увеличиваются в объеме, на их
поверхности появляются пузырьки, изделия приобретают золотистый цвет. Мелкие и
необжаренные хлопья удаляются при дальнейшей сортировке и направляют на
производство панировочных сухарей. Чтобы получить глазированные хлопья их
направляют в барабан, который вращается. Там их поливают сиропом и одновременно
подсушивают.
Воздушные зерна готовят из зерна или крупы путем термической обработки под
высоким давлением. В результате нагревания влага, содержащаяся в крупе,
превращается в пар. При резком снижении давления она разрывает крупинки,
продукт существенно увеличивается в объеме. Продукт становиться хрустящим,
нежного вкуса, легко разжевывается. Последнее время начали использовать зерна
сои. Они по вкусу напоминают арахис и характеризуются высокой биологической
ценностью.
Овсяные хлопья получают из овсяной крупы высшего сорта путем пропаривания, расплющивания на гладких вальцах и высушивания. Крупы и мука из овсяных зерен при правильной кулинарной обработке образуют слизистый отвар, который в смеси с молоком является незаменимым средством лечения острых и хронических заболеваний желудка, кишечника, а также отравлений тяжелыми металлами. Хлопья достигают состояния кулинарной готовности в несколько раз быстрее, чем крупа, имеют более высокие вкусовые достоинства. Также "Геркулес" отличается от других круп низким содержанием крахмала - 63-65%, но они богаты белковыми веществами - 14-15%. Кроме того, содержание именно полноценных белков выше. Но с другой стороны в "геркулесовых хлопьях" много липидов.
4. Общие сведения об экструдерах
4.1 Технологическая линия для производства экструдированных пищевых продуктов
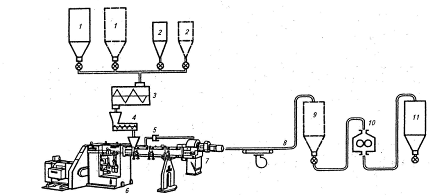
Рисунок 1 - Технологическая линия для производства экструдированных пищевых продуктов
Технологическая линия для производства экструдированных пищевых продуктов (панировочные сухари, суповые добавки, сухие завтраки и т. п.) показана на рисунке 1. В линию входят бункер 1 для основного сырья, бункер 2 для вкусовых добавок, смеситель 3, шнековый дозатор 4, экструдер 6, гранулятор 7, насос-дозатор 5, а также дополнительное оборудование в зависимости от вида получаемого продукта – охладитель 8, промежуточный бункер 9, накопительный бункер 11, (сушильная печь 10, жарочная ванна, ароматизатор и другое оборудование).
Процесс экструзии проводят в экструдерах с одним или несколькими шнеками, установленными в одном корпусе. Технологическая часть экструдера состоит из корпуса, в котором вращаются один или два шнека, смесительных дисков, разгрузочных устройств, приспособления для смены набора фильтров. Корпус и шнеки могут быть выполнены из отдельных секций. Каждая секция имеет сверления для установки термопар и датчиков давления. Корпус, как правило, обогревается электрическими нагревателями сопротивления, а шнеки охлаждаются при необходимости водой циркулирующей через отверстия в секциях корпуса и в пустотелых валах шнека.
Корпус экструдера, шнеки, смесительные элементы, а также загрузочную секцию изготавливают из высокопрочных износостойких сталей (азотированные стали, азотированные стали, содержащие хром и никель). Сборные шнеки позволяют собирать последовательно зоны загрузки, смешения, пластификации и экструзии. Особенности этих зон – технологическое назначение шнека их различие физико-химических свойств материала по длине шнека.
Конструкция загрузочных устройств экструдеров зависит от
вида материала. Для загрузки сыпучей смеси с небольшой насыпной массой (100…400
кг/м![]() )
применяют воронкообразные бункера с ворошителями. Ворошитель представляет собой
вертикальный вал, к которому приварены наклонные лопатки, образующие как бы
червяк с прерывистой навивкой для разрыхления материала. Нижняя часть вала
может заканчиваться червячным питателем. Для загрузки пастообразных, влажных и
порошкообразных материалов, обладающих повышенной адгезией, применяют одно- и
двухчервячные загрузочные устройства.
)
применяют воронкообразные бункера с ворошителями. Ворошитель представляет собой
вертикальный вал, к которому приварены наклонные лопатки, образующие как бы
червяк с прерывистой навивкой для разрыхления материала. Нижняя часть вала
может заканчиваться червячным питателем. Для загрузки пастообразных, влажных и
порошкообразных материалов, обладающих повышенной адгезией, применяют одно- и
двухчервячные загрузочные устройства.
Показатель работы экструдера – его эффективность, которая определяется отношением часовой производительности к единице потребляемой мощности. Зная эффективность экструдера, можно рассчитать при известной мощности привода максимальную производительность или при заданной производительности необходимую мощность. Эффективность экструдера вычисляют для каждого нового перерабатываемого материала. Сопоставление эффективности различных машин при переработке одного и того же материала позволяет выбрать оптимальную конструкцию экструдера.
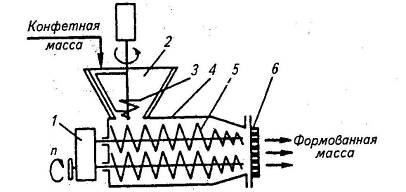
Рисунок 2 – Двухшнековый формовочный пресс
Двухшнековый формовочный пресс используется в производстве конфет, в частности пралине, методом формования конфетной массы через фильеру с калиброванными отверстиями. В производстве макарон, лапши применяют одношнековые и двухшнековые прессы. Пресс создает давление конфетной массе из жгуты конфетной массе и продавливает ее через фильеру. Непосредственно на выходе массы из фильеры жгуты конфетной массы рубятся на гранулы эксцентрично установленными ножами гранулятора. Фильера представляет собой плоский металлический диск с отверстиями, через которые продавливается прессуемая масса. Форма отверстия фильеры определяет вид изделия. При продавливании через отверстия фильеры масса принимает определенную форму. Течение массы в отверстиях фильеры подобно течению очень вязкой жидкости.
Давление, создаваемое шнеком, зависит от гидравлического сопротивления в отверстиях фильеры. Сопротивление определяется консистенцией теста, формой и размером отверстий. Рубящие ножи закреплены на вращающемся валу имеющем собственный привод. Эксцентричное расположение ножевого крыла позволяет заполнить материалом все сечения фильеры. Для регулирования зазора между фильерой и рубящими ножами ножевой вал может перемещаться в осевом направлении. Для этого кожух гранулятора может быть отведен в сторону вместе с приводом. При демонтаже шнека грануляционная головка может быть отведена от нагнетающего шнека.
Список использованных источников1. Зинюхин Г.Б. Разработка технологии производства хлебно-крупянных крекеров с применением одношнекового экструдера. – ОГУ 1996г.
2. Кавецкий Оборудование предприятий общественного питания
3. Машины и аппараты пищевых производств. Кн. 1: Учебное пособие для вузов; Под ред. Акад. РАСХН В.А Панфилова. – М: Высш. Шк., 2001. – 680 с.
| Технология переработки из расплавов аморфных и кристаллизующихся ... | |
|
КУРСОВАЯ РАБОТА ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ ИЗ РАСПЛАВОВ АМОРФНЫХ И КРИСТАЛЛИЗУЮЩИХСЯ ВЕЩЕСТВ Оглавление Введение.. В основном для экструзии пластмасс применяют шнековые, или червячные, экструдеры. Работа дискового экструдера основана на перемещении полимерного материала и создании давления за счет адгезии полимера к подвижным частям экструдера. |
Раздел: Рефераты по химии Тип: курсовая работа |
| Модернизация макаронного пресса | |
|
БРЯНСКАЯ ГОСУДАРСВЕННАЯ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ ИНЖЕНЕРНО-ТЕХНОЛОГИЧЕСКИЙ ФАКУЛЬТЕТ КАФЕДРА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ЖИВОТНОВОДСТВЕ И ... Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех - и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух - и ... В торцевое отверстие экструдера установлена четвертая ступень прессования, представляющая собой трехлопастное кольцо из нержавеющей стали и служащая для выравнивания и увеличения ... |
Раздел: Промышленность, производство Тип: курсовая работа |
| Полимерные ящики и контейнеры | |
|
Содержание Введение 1. Технологические методы 1.1 Литьё под давлением 1.2 Компрессионное формование 1.3 Ротационное формование 1.4 Раздувное ... В больших машинах, как правило, используются системы с возвратно-поступательными шнеками, в которых шнек при движении вперед подает порцию расплава полимера в форму (рис.1). В это ... Еще один метод формования - это двух- или трехступенчатый процесс, в котором преформа изготовляется методом литья под давлением (вместо экструзии) и переносится на формовочном ... |
Раздел: Промышленность, производство Тип: реферат |
| ... методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн ... | |
|
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования "ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ ... Основными методами (способами) переработки полимерных материалов в изделия являются: литьё под давлением; полимеризация в форме; ротационное формование; литьё вспененных изделий ... Для формования изделий методом литья под давлением применяются шнековые литьевые машины. |
Раздел: Промышленность, производство Тип: дипломная работа |
| Разработка электроприводов прессовых машин | |
|
Содержание Введение 1 Обзор промышленных установок и характеристика применяемого сырья 2 Описание технологического процесса 2.1 Описание ... ... экструзионная линия ЛДГТ 90x30-50/75, предназначенная для изготовления гладких труб с наружным диаметром 50, 63 и 75мм методом непрерывной шнековой экструзии из полиэтилена низкого ... Получение трубной заготовки осуществляется в экструдере с диаметром шнека 90мм. |
Раздел: Рефераты по физике Тип: дипломная работа |